

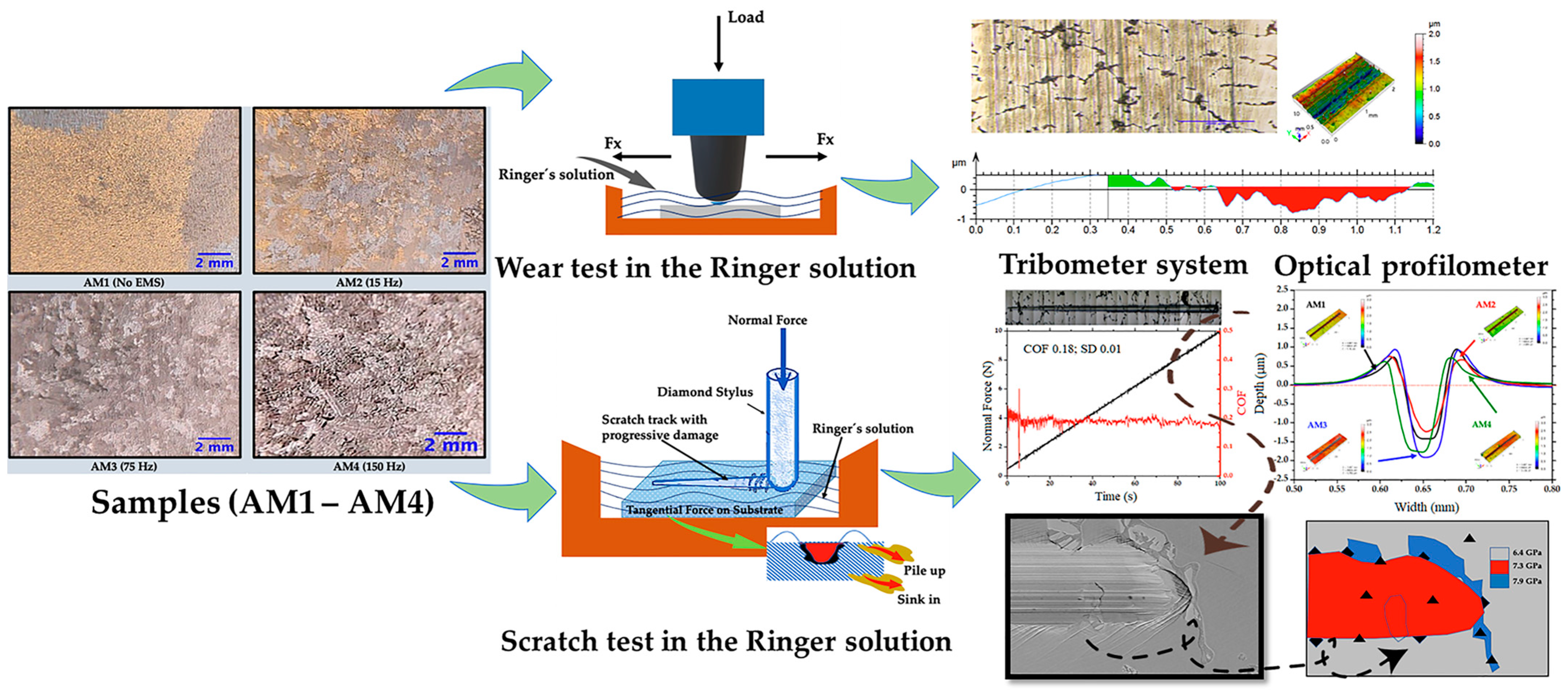
Scratch and Wear Behaviour of Co-Cr-Mo Alloy in Ringer’s Lactate Solution

 ,
,  ,
,  ,
,  , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Preparation
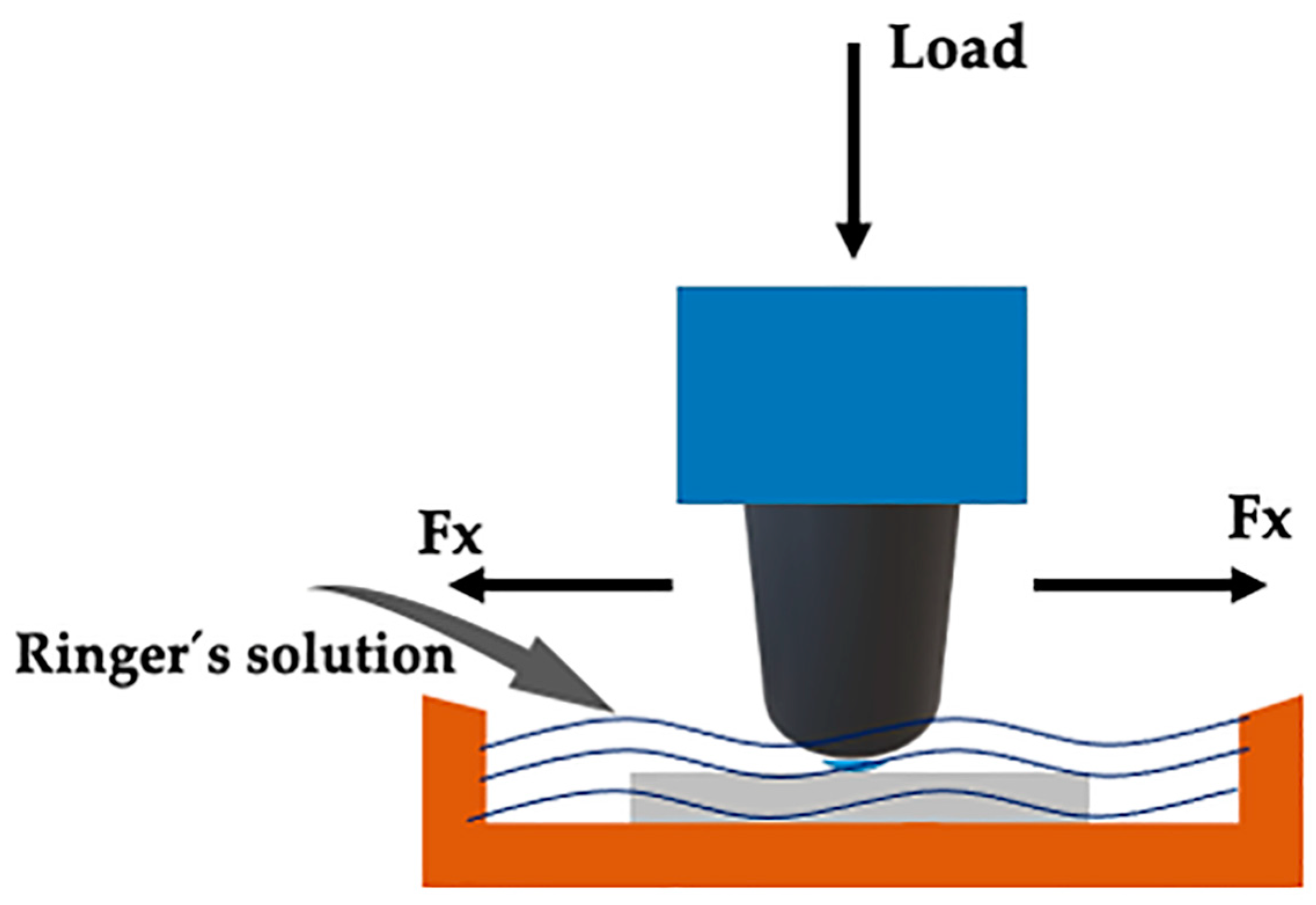
2.2. Wear Testing
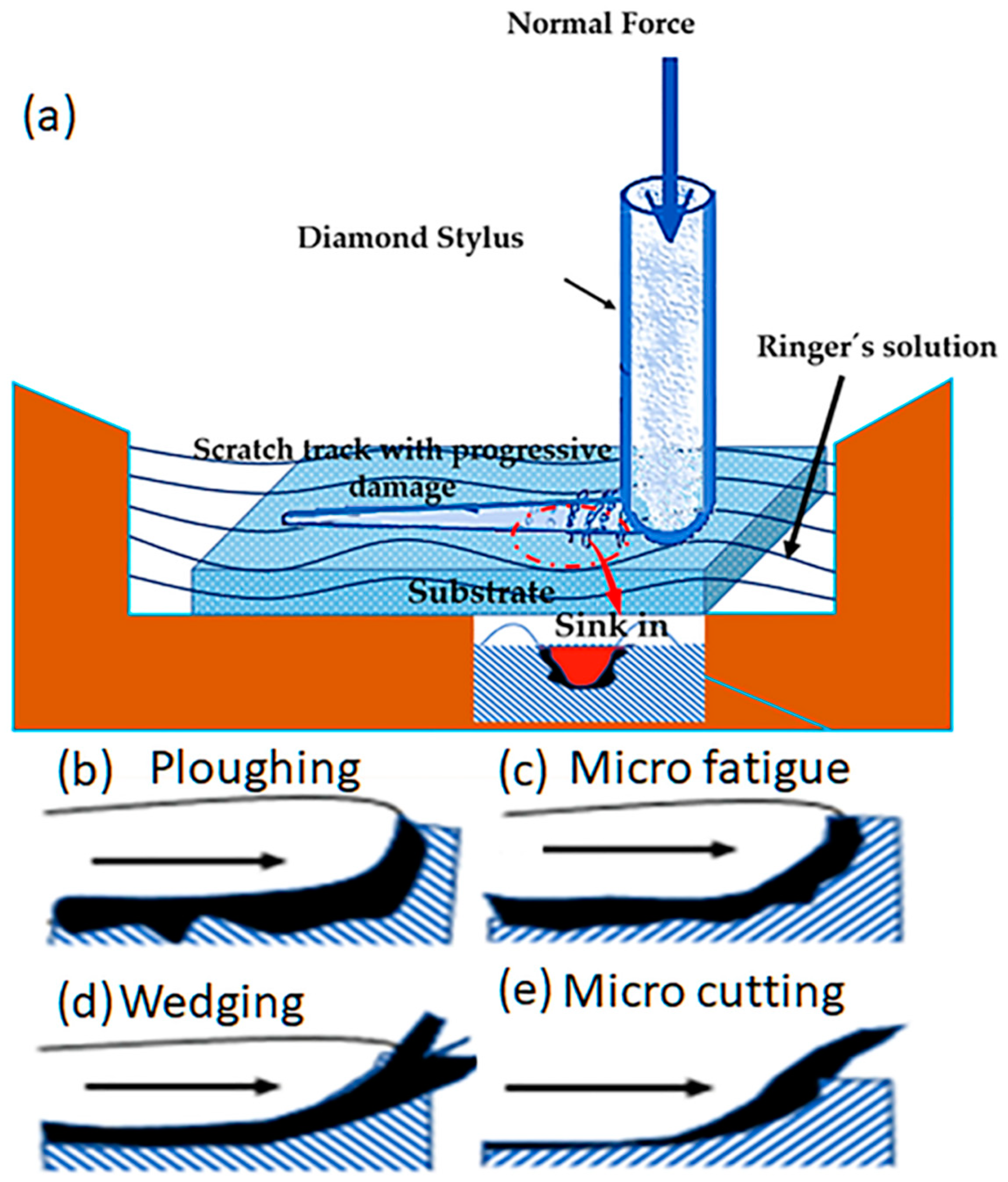
2.3. Scratch Testing
2.4. Mechanical Characterisation
2.5. Scanning Electron Microscopy and Profilometry
3. Results and Discussion
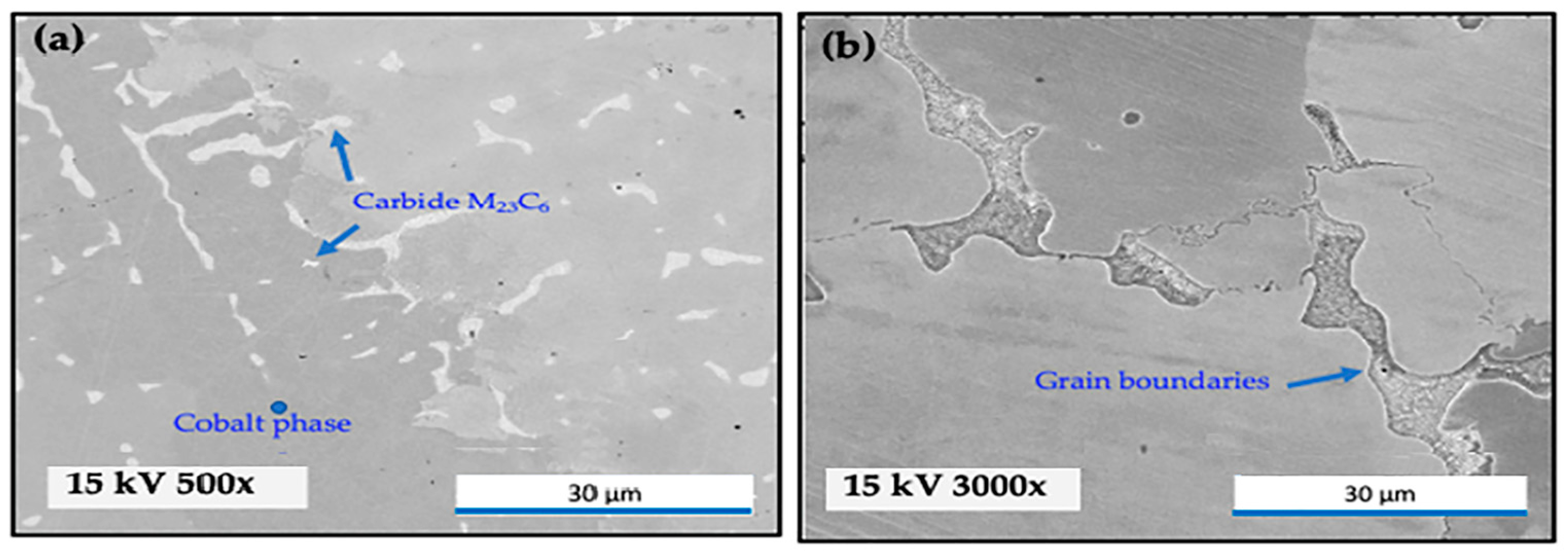
3.1. Surface Characterisation
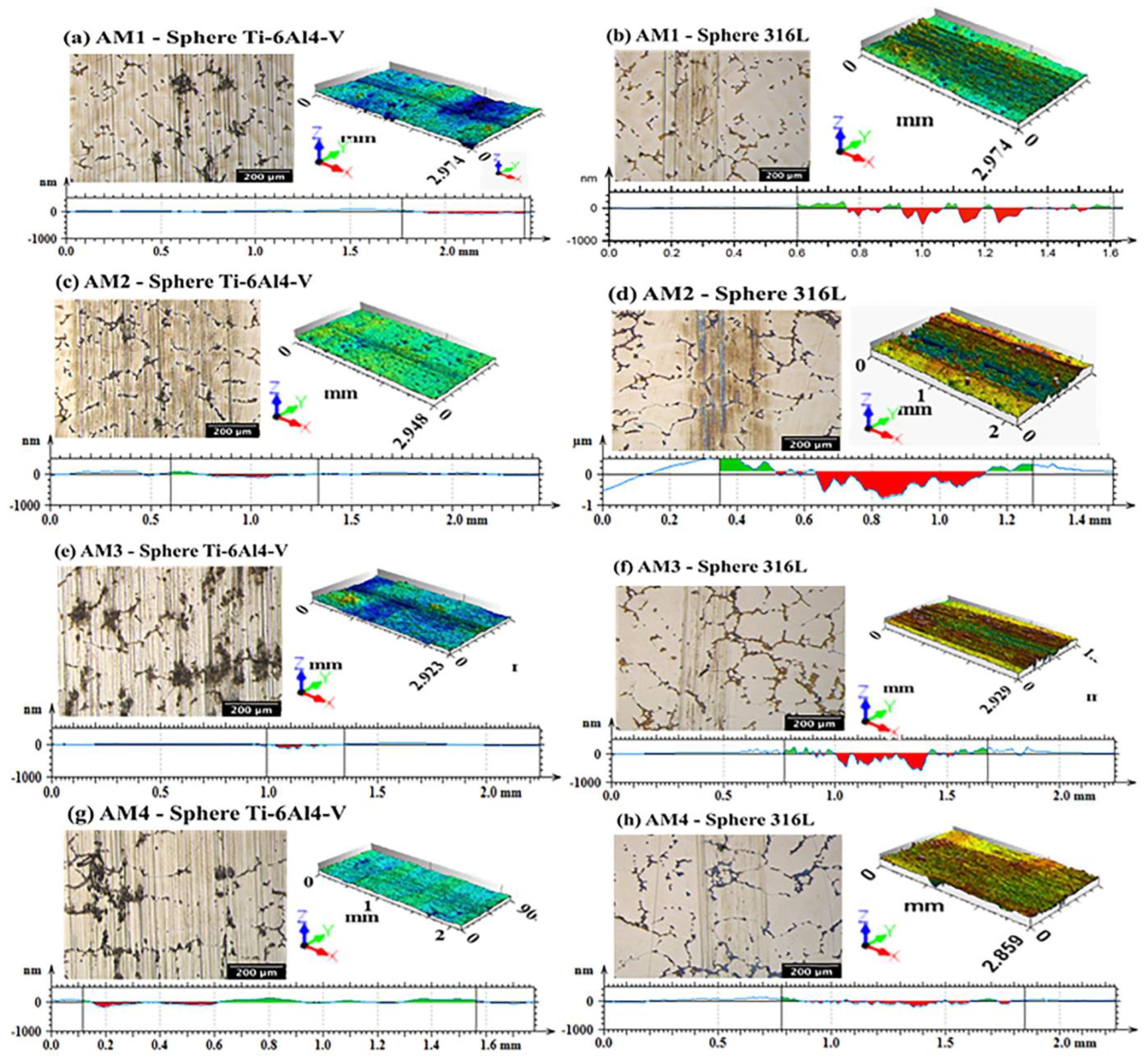
3.2. Wear Testing
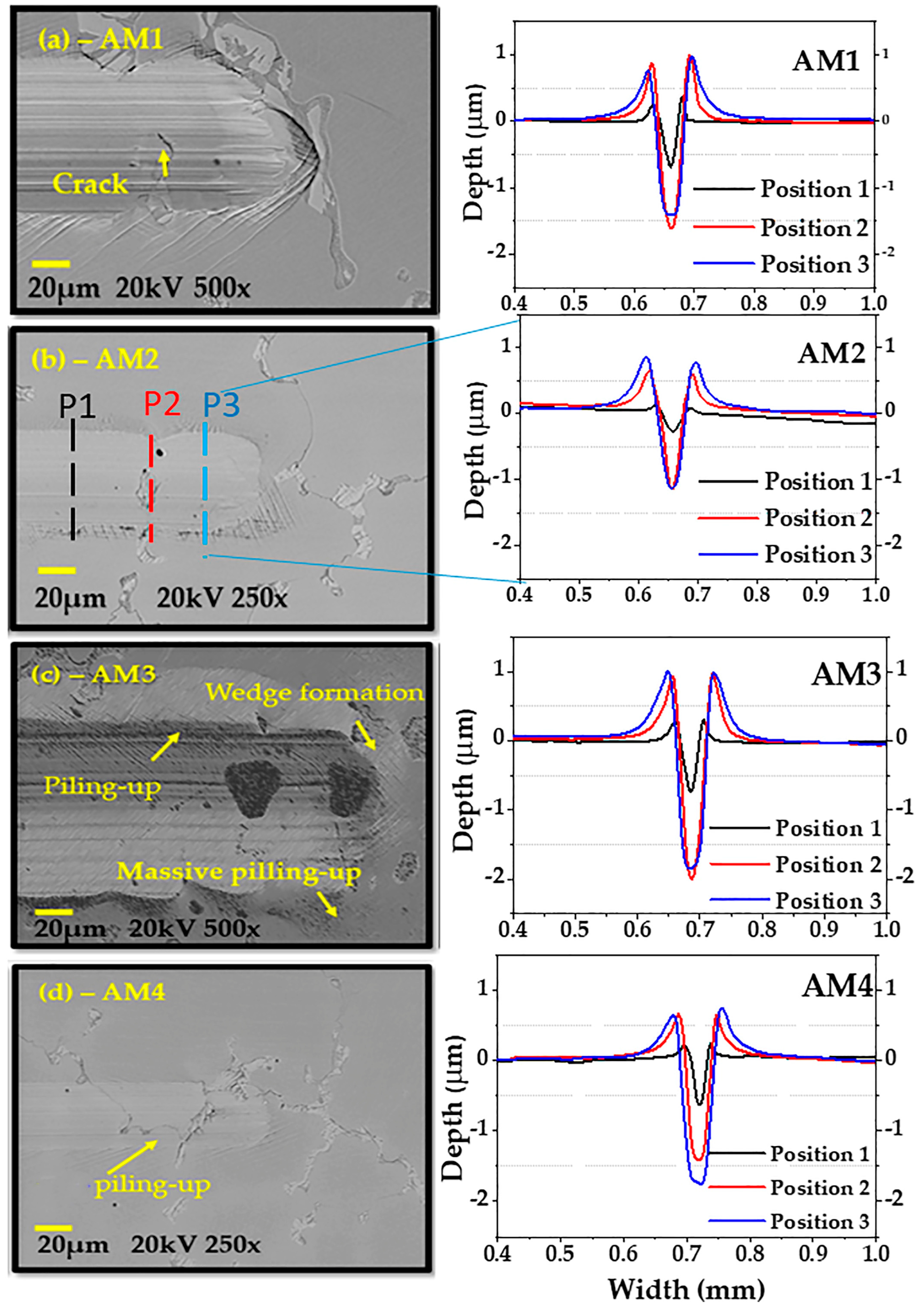
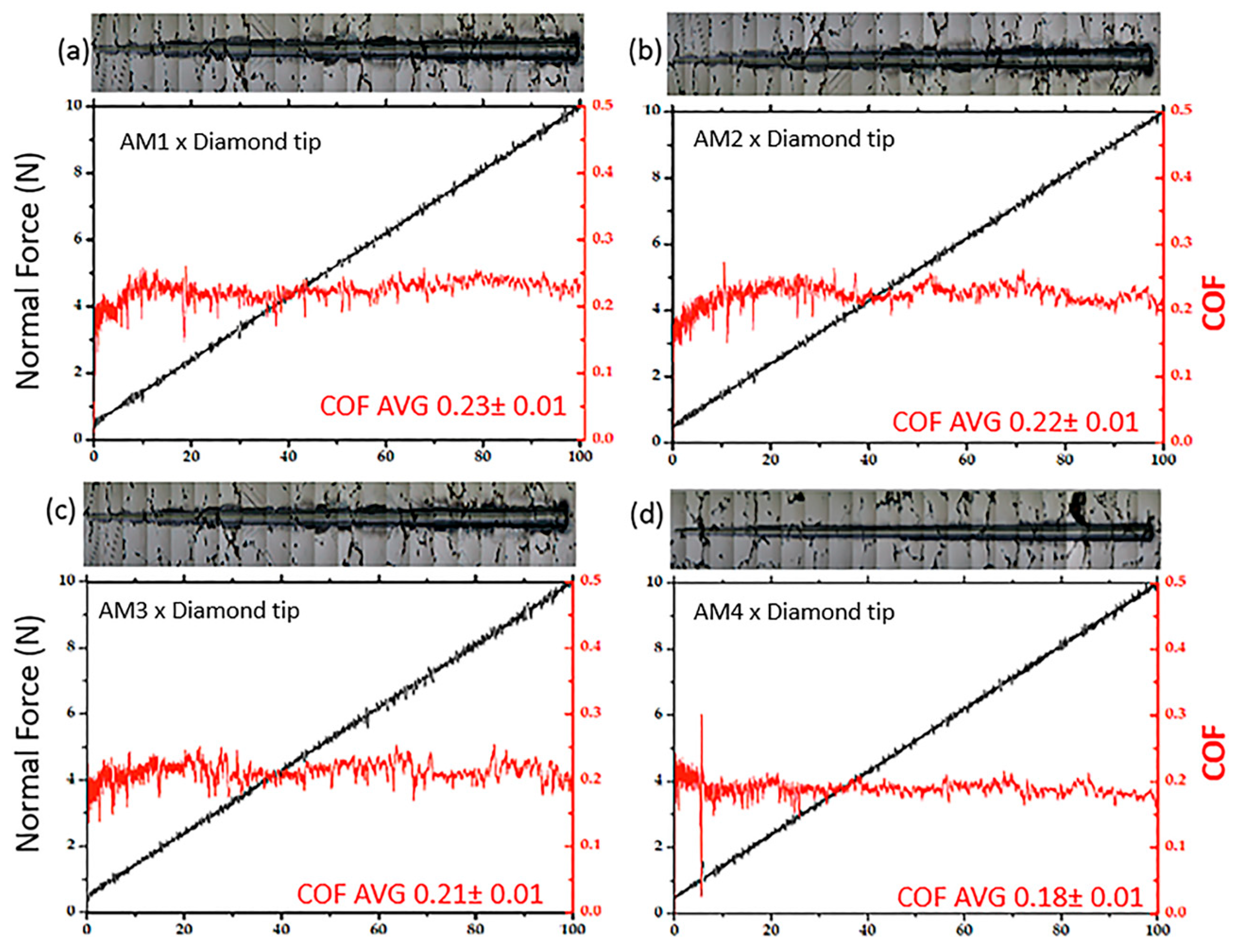
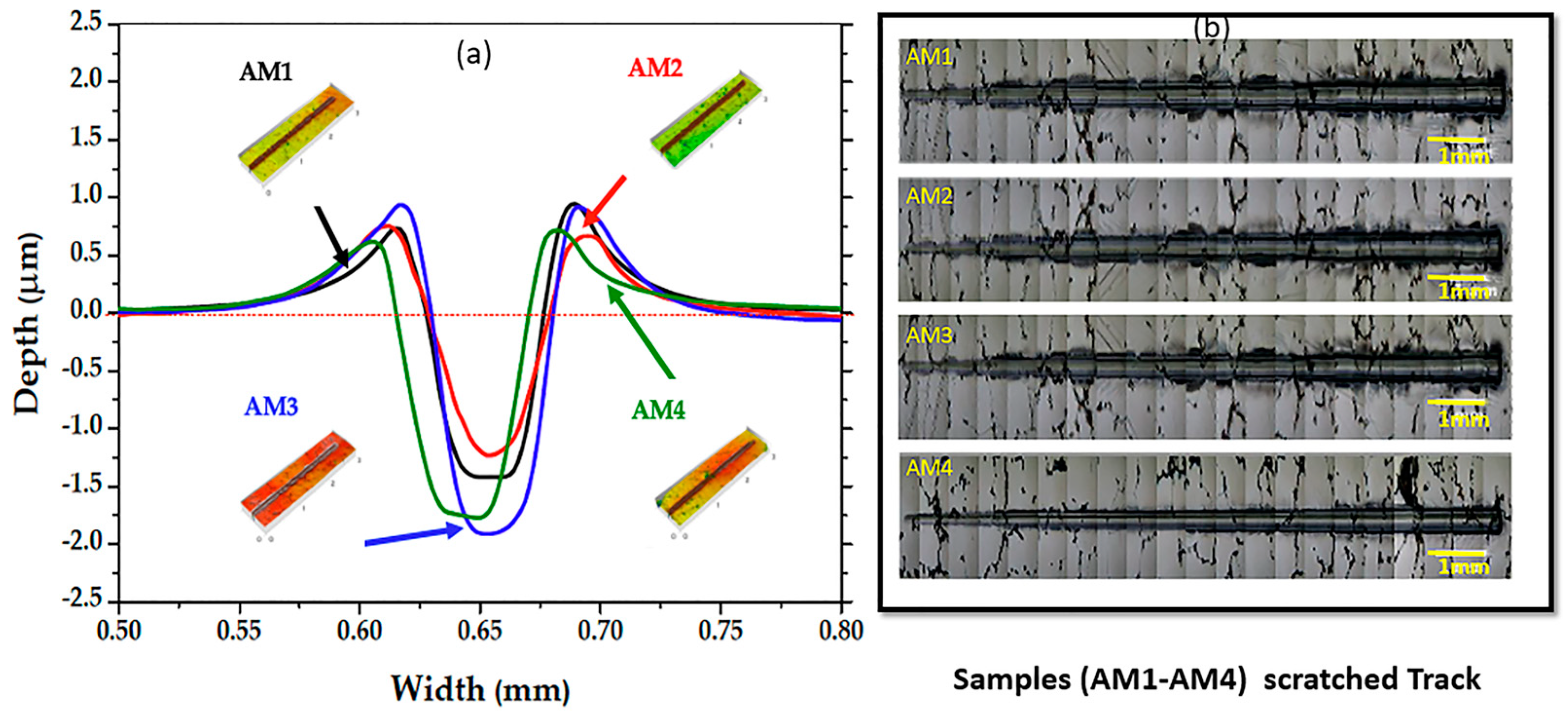
3.3. Scratch Testing
3.4. Mechanical Characterisation Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Shahini, M.H.; Mohammadloo, H.E.; Ramezanzadeh, B. Recent approaches to limit the tribocorrosion of biomaterials: A review. Biomass Convers. Biorefinery 2022, 1–21. [Google Scholar] [CrossRef]
- Gawad, S.A.; Nasr, A.; Fekry, A.M.; Filippov, L.O. Electrochemical and hydrogen evolution behaviour of a novel nano-cobalt/nano-chitosan composite coating on a surgical 316L stainless steel alloy as an implant. Int. J. Hydrogen Energy 2021, 46, 18233–18241. [Google Scholar] [CrossRef]
- Cui, W.; Niu, F.; Tan, Y.; Qin, G. Microstructure and tribocorrosion performance of nanocrystalline TiN graded coating on biomedical titanium alloy. Trans. Nonferrous Met. Soc. China 2019, 29, 1026–1035. [Google Scholar] [CrossRef]
- Mazzonello, A.; Buhagiar, J.; Chetcuti, R.; Dearnley, P.A.; Valsesia, A.; Colpo, P.; Mallia, B. A tribocorrosion appraisal of a dual layer PVD coated CoCrMo alloy tribopair. Surf. Coat. Technol. 2022, 442, 128341. [Google Scholar] [CrossRef]
- Aherwar, A.; Patnaik, A.; Bahraminasab, M. Effect of Molybdenum Content on Structure and Properties of a Co-Cr Biomedical Alloy. J. Mater. Eng. Perform. 2019, 28, 6340–6353. [Google Scholar] [CrossRef]
- Silva, R.; Madureira, R.; Silva, J.; Soares, R.; Reis, A.; Neto, R.; Viana, F.; Emadinia, O.; Silva, R. Numerical Simulation and Defect Identification in the Casting of Co-Cr Alloy. Metals 2022, 12, 351. [Google Scholar] [CrossRef]
- Ammarullah, M.I.; Santoso, G.; Sugiharto, S.; Supriyono, T.; Kurdi, O.; Tauviqirrahman, M.; Wonarni, T.I.; Jamari, J. Tresca stress study of CoCrMo-on-CoCrMo bearings based on body mass index using 2D computational model. J. Tribol. 2022, 33, 31–38. [Google Scholar]
- Gessinger, G.H. Powder Metallurgy of Superalloys: Butterworths Monographs in Materials; Elsevier: Amsterdam, The Netherlands, 1984; ISBN 148319244X. [Google Scholar]
- Davis, J.R. ASM Specialty Handbook: Nickel, Cobalt, and Their Alloys; Davis, J.R., Ed.; ASM International: Novelty, OH, USA, 2000. [Google Scholar]
- Casabán Julián, L.; Igual Muñoz, A. Influence of microstructure of HC CoCrMo biomedical alloys on the corrosion and wear behaviour in simulated body fluids. Tribol. Int. 2011, 44, 318–329. [Google Scholar] [CrossRef]
- Büscher, R.; Täger, G.; Dudzinski, W.; Gleising, B.; Wimmer, M.A.; Fischer, A. Subsurface microstructure of metal-on-metal hip joints and its relationship to wear particle generation. J. Biomed. Mater. Res. Part B Appl. Biomater. 2005, 72B, 206–214. [Google Scholar] [CrossRef]
- Namus, R.; Rainforth, W.M.; Huang, Y.; Langdon, T.G. Effect of grain size and crystallographic structure on the corrosion and tribocorrosion behaviour of a CoCrMo biomedical grade alloy in simulated body fluid. Wear 2021, 478–479, 203884. [Google Scholar] [CrossRef]
- Ammarullah, M.I.; Afif, I.Y.; Maula, M.I.; Winarni, T.I.; Tauviqirrahman, M.; Akbar, I.; Basri, H.; van der Heide, E.; Jamari, J. Tresca Stress Simulation of Metal-on-Metal Total Hip Arthroplasty during Normal Walking Activity. Materials 2021, 14, 7554. [Google Scholar] [CrossRef] [PubMed]
- Gomes, L.S.M. Biomateriais em Artroplastia de Quadril: Propriedades, Estrutura e Composição (Cap. 13); O Quadril: São Paulo, Brasil, 2010; p. 864. [Google Scholar]
- Hernandez-Rodriguez, M.A.L.; Lozano, D.E.; Martinez-Cazares, G.M.; Bedolla-Gil, Y. Tribological Performance of CoCrMo Alloys with Boron Additions in As-Cast and Heat-Treated Conditions. Metals 2021, 11, 355. [Google Scholar] [CrossRef]
- Jacobs, J.J.; Latanision, R.M.; Rose, R.M.; Veeck, S.J. The effect of porous coating processing on the corrosion behavior of cast Co-Cr-Mo surgical implant alloys. J. Orthop. Res. 1990, 8, 874–882. [Google Scholar] [CrossRef] [PubMed]
- Cawley, J.; Metcalf, J.E.P.; Jones, A.H.; Band, T.J.; Skupien, D.S. A tribological study of cobalt chromium molybdenum alloys used in metal-on-metal resurfacing hip arthroplasty. Wear 2003, 255, 999–1006. [Google Scholar] [CrossRef]
- Hiromoto, S.; Onodera, E.; Chiba, A.; Asami, K.; Hanawa, T. Microstructure and corrosion behaviour in biological environments of the new forged low-Ni Co–Cr–Mo alloys. Biomaterials 2005, 26, 4912–4923. [Google Scholar] [CrossRef] [PubMed]
- Dobbs, H.S.; Robertson, J.L.M. Heat treatment of cast Co-Cr-Mo for orthopaedic implant use. J. Mater. Sci. 1983, 18, 391–401. [Google Scholar] [CrossRef]
- Sridhar, T.M.; Vinodhini, S.P.; Kamachi Mudali, U.; Venkatachalapathy, B.; Ravichandran, K. Load-bearing metallic implants: Electrochemical characterisation of corrosion phenomena. Mater. Technol. 2016, 31, 705–718. [Google Scholar] [CrossRef]
- Jamari, J.; Ammarullah, M.I.; Saad, A.P.M.; Syahrom, A.; Uddin, M.; van der Heide, E.; Basri, H. The Effect of Bottom Profile Dimples on the Femoral Head on Wear in Metal-on-Metal Total Hip Arthroplasty. J. Funct. Biomater. 2021, 12, 38. [Google Scholar] [CrossRef] [PubMed]
- Milošev, I.; Strehblow, H.-H. The composition of the surface passive film formed on CoCrMo alloy in simulated physiological solution. Electrochim. Acta 2003, 48, 2767–2774. [Google Scholar] [CrossRef]
- Zum, K.H. Microstructure and wear of materials. In Tribology Series; Elsevier: Amsterdam, The Netherlands, 1987. [Google Scholar]
- Pöhl, F.; Hardes, C.; Theisen, W. Scratch behavior of soft metallic materials. AIMS Mater. Sci. 2016, 3, 390–403. [Google Scholar] [CrossRef]
- Cellard, A.; Garnier, V.; Fantozzi, G.; Baret, G.; Fort, P. Wear resistance of chromium oxide nanostructured coatings. Ceram. Int. 2009, 35, 913–916. [Google Scholar] [CrossRef]
- Liu, S.; Hall, D.J.; Della Valle, C.J.; Walsh, M.J.; Jacobs, J.J.; Pourzal, R. Simultaneous Characterization of Implant Wear and Tribocorrosion Debris within its Corresponding Tissue Response Using Infrared Chemical Imaging. Biotribology 2021, 26, 100163. [Google Scholar] [CrossRef]
- Rieker, C.B.; Schön, R.; Köttig, P. Development and validation of a second-generation metal-on-metal bearing. J. Arthroplasty 2004, 19, 5–11. [Google Scholar] [CrossRef]
- Serro, A.P.; Gispert, M.P.; Martins, M.C.L.; Brogueira, P.; Colaço, R.; Saramago, B. Adsorption of albumin on prosthetic materials: Implication for tribological behavior. J. Biomed. Mater. Res. Part A 2006, 78A, 581–589. [Google Scholar] [CrossRef]
- Hiromoto, S.; Mischler, S. The influence of proteins on the fretting–corrosion behaviour of a Ti6Al4V alloy. Wear 2006, 261, 1002–1011. [Google Scholar] [CrossRef]
- Affatato, S.; Spinelli, M.; Zavalloni, M.; Mazzega-Fabbro, C.; Viceconti, M. Tribology and total hip joint replacement: Current concepts in mechanical simulation. Med. Eng. Phys. 2008, 30, 1305–1317. [Google Scholar] [CrossRef]
- Archard, J.F. Wear Theory and Mechanisms. In Chapter Wear Control Handbook; Peterson, M.B., Winer, W.O., Eds.; ASME: New York, NY, USA, 1980. [Google Scholar]
- Balagna, C.; Faga, M.G.; Spriano, S. Tribological behavior of a Ta-based coating on a Co–Cr–Mo alloy. Surf. Coat. Technol. 2014, 258, 1159–1170. [Google Scholar] [CrossRef]
- Ryu, J.J.; Cudjoe, E.; Patel, M.V.; Caputo, M. Sliding Corrosion Fatigue of Metallic Joint Implants: A Comparative Study of CoCrMo and Ti6Al4V in Simulated Synovial Environments. Lubricants 2022, 10, 65. [Google Scholar] [CrossRef]
- Bijukumar, D.R.; Salunkhe, S.; Zheng, G.; Barba, M.; Hall, D.J.; Pourzal, R.; Mathew, M.T. Wear particles induce a new macrophage phenotype with the potential to accelerate material corrosion within total hip replacement interfaces. Acta Biomater. 2020, 101, 586–597. [Google Scholar] [CrossRef] [PubMed]
- Vieira, A.A.; Manfroi, L.A.; Lobo, L.Z.; Santos, T.B.; Silva, S.A.; de Vasconcelos, G.; Radi, P.A.; da Silva, N.S.; Vieira, L. Tribocorrosion Susceptibility and Osseointegration Studies of Silicon–Carbon–Titanium Oxide Coatings Produced on SS316L by Laser Cladding. J. Bio-Tribo-Corrosion 2021, 7, 5. [Google Scholar] [CrossRef]
- Srivastava, M.; Ezhil Selvi, V.; William Grips, V.K.; Rajam, K.S. Corrosion resistance and microstructure of electrodeposited nickel–cobalt alloy coatings. Surf. Coat. Technol. 2006, 201, 3051–3060. [Google Scholar] [CrossRef]
- Minciuna, M.G.; Vizureanu, P.; Geanta, V.; Voiculescu, I.; Sandu, A.V.; Achitei, D.C.; Vitalariu, A.M. Effect of Si on the Microstructure and Mechanical Properties of Biomedical CoCrMo Alloy. Rev. Chim. 2015, 66, 891–894. [Google Scholar]
- Minciuna, M.G.; Vizureanu, P.; Achitei, D.C.; Ghiban, N.; Sandu, A.V.; Forna, N.C. Structural characterization of some CoCrMo alloys with medical applications. Rev. Chim. 2014, 65, 335. [Google Scholar]
- ASTM E112-13; Standard Test Methods for Determining Average Grain Size. ASTM: West Conshohocken, PA, USA, 2013.
- Varano, R.; Bobyn, J.D.; Medley, J.B.; Yue, S. The effect of microstructure on the wear of cobalt-based alloys used in metal-on-metal hip implants. Proc. Inst. Mech. Eng. Part H J. Eng. Med. 2006, 220, 145–159. [Google Scholar] [CrossRef]
- Solar, R.J. Corrosion resistance of titanium surgical implant alloys: A review. Corros. Degrad. Implant Mater. 1979, 259–273. [Google Scholar] [CrossRef]
- Kazerooni, N.A.; Bahrololoom, M.E.; Shariat, M.H.; Mahzoon, F.; Jozaghi, T. Effect of Ringer’s Solution on Wear and Friction of Stainless Steel 316L after Plasma Electrolytic Nitrocarburising at Low Voltages. J. Mater. Sci. Technol. 2011, 27, 906–912. [Google Scholar] [CrossRef]
- Bayer, R.G. Mechanical Wear Fundamental and Testing, 2nd ed.; Marcel Dekker Inc.: New York, NY, USA, 2004. [Google Scholar]
- ASTM C1624; Standard Test Method for Adhesion Strength and Mechanical Failure Modes of Ceramic Coatings by Quantitative Single Point Scratch Testing. ASTM: West Conshohocken, PA, USA, 2005.
- ASTM E384-11; Standard Test Method for Knoop and Vickers Hardness of Materials. ASTM: West Conshohocken, PA, USA, 2011.
- Machado, I.F.; Boidi, G.; Fukumasu, N.K.; Tertuliano, A.J.O.; Seriacopi, V.; Souza, R.M. Effect of sintering densification on micro-scale mechanical and tribological behaviour of niobium carbide. Wear 2021, 482–483, 203958. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. Measurement of hardness and elastic modulus by instrumented indentation: Advances in understanding and refinements to methodology. J. Mater. Res. 2004, 19, 3–20. [Google Scholar] [CrossRef]
- Broitman, E. Indentation Hardness Measurements at Macro-, Micro-, and Nanoscale: A Critical Overview. Tribol. Lett. 2017, 65, 23. [Google Scholar] [CrossRef] [Green Version]
- Walczak, M.; Beer, K.; Surowska, B.; Borowicz, J. The issue of using remelted CoCrMo alloys in dental prosthetics. Arch. Civ. Mech. Eng. 2012, 12, 171–177. [Google Scholar] [CrossRef]
- Franco, L.A.; Sinatora, A. Material removal factor (fab): A critical assessment of its role in theoretical and practical approaches to abrasive wear of ductile materials. Wear 2017, 382–383, 51–61. [Google Scholar] [CrossRef]
- Hokkirigawa, K.; Kato, K. An experimental and theoretical investigation of ploughing, cutting and wedge formation during abrasive wear. Tribol. Int. 1988, 21, 51–57. [Google Scholar] [CrossRef]
- Seriacopi, V. Evaluation of Abrasive Mechanisms in Metallic Alloys during Scratch Tests: A Numerical-Experimental Study in Micro-Scale; Universidade de São Paulo: São Paulo, Brazil, 2018. [Google Scholar]
- Chiba, A.; Kumagai, K.; Nomura, N.; Miyakawa, S. Pin-on-disk wear behavior in a like-on-like configuration in a biological environment of high carbon cast and low carbon forged Co–29Cr–6Mo alloys. Acta Mater. 2007, 55, 1309–1318. [Google Scholar] [CrossRef]
- Tschiptschin, A.P.; Padilha, A.F.; Shon, C.G.; Landgraf, F.; Goldsteis, H.; Ivan, G.S.; Batista, N.L. Textura e Relações de Orientação: Deformação Plástica, Recristalização, Crescimento de grão; Universidade de São Paulo—USP: São Paulo, Brazil, 2001. [Google Scholar]
- Davis, J.R. Handbook of Materials for Medical Devices; ASM International: Almere, The Netherlands, 2003; ISBN 087170790X. [Google Scholar]
- Zhang, S.; Zhao, D. (Eds.) Aerospace Materials Handbook; CRC Press: Boca Raton, FL, USA, 2016. [Google Scholar]
- Patel, B.; Favaro, G.; Inam, F.; Reece, M.J.; Angadji, A.; Bonfield, W.; Huang, J.; Edirisinghe, M. Cobalt-based orthopaedic alloys: Relationship between forming route, microstructure and tribological performance. Mater. Sci. Eng. C 2012, 32, 1222–1229. [Google Scholar] [CrossRef]
- Igual Muñoz, A.; Mischler, S. Effect of the environment on wear ranking and corrosion of biomedical CoCrMo alloys. J. Mater. Sci. Mater. Med. 2011, 22, 437–450. [Google Scholar] [CrossRef]
- Liao, Y.; Pourzal, R.; Stemmer, P.; Wimmer, M.A.; Jacobs, J.J.; Fischer, A.; Marks, L.D. New insights into hard phases of CoCrMo metal-on-metal hip replacements. J. Mech. Behav. Biomed. Mater. 2012, 12, 39–49. [Google Scholar] [CrossRef] [Green Version]
- Nass, K.C.F.; Radi, P.A.; Leite, D.M.G.; Massi, M.; da Silva Sobrinho, A.S.; Dutra, R.C.L.; Vieira, L.; Reis, D.A.P. Tribomechanical and structural properties of a-SiC:H films deposited using liquid precursors on titanium alloy. Surf. Coatings Technol. 2015, 284, 240–246. [Google Scholar] [CrossRef]
- ASTM G133; Standard Test Method For Linearly Reciprocating Ball-on-Flat Sliding Wear. ASTM: West Conshohocken, PA, USA, 2010; pp. 1–10.
- Jiang, J.; Stack, M.M. Modelling sliding wear: From dry to wet environments. Wear 2006, 261, 954–965. [Google Scholar] [CrossRef]
- Duran, K.; Mindivan, H.; Atapek, Ş.H.; Simov, M.; Dikova, T. Tribological Characterization of Cast and Selective Laser Melted Co-Cr-Mo Alloys under Dry and Wet Conditions. In Proceedings of the 19th International Metallurgy and Materials Congress IMMC, Istanbul, Turkey, 25–27 October 2018; pp. 1212–1215. [Google Scholar]
- Balagna, C.; Faga, M.G.; Spriano, S. Tantalum-based multilayer coating on cobalt alloys in total hip and knee replacement. Mater. Sci. Eng. C 2012, 32, 887–895. [Google Scholar] [CrossRef] [Green Version]
- Axinte, D.; Butler-Smith, P.; Akgun, C.; Kolluru, K. On the influence of single grit micro-geometry on grinding behavior of ductile and brittle materials. Int. J. Mach. Tools Manuf. 2013, 74, 12–18. [Google Scholar] [CrossRef]
- Öpöz, T.T.; Chen, X. Experimental study on single grit grinding of Inconel 718. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 229, 713–726. [Google Scholar] [CrossRef]
- Bellemare, S.C.; Dao, M.; Suresh, S. Effects of mechanical properties and surface friction on elasto-plastic sliding contact. Mech. Mater. 2008, 40, 206–219. [Google Scholar] [CrossRef]
- Mischler, S.; Muñoz, A.I. Wear of CoCrMo alloys used in metal-on-metal hip joints: A tribocorrosion appraisal. Wear 2013, 297, 1081–1094. [Google Scholar] [CrossRef]
- O’Toole, L.; Haridas, R.S.; Mishra, R.S.; Fang, F. Determination of Johnson-Cook plasticity model parameters for CoCrMo alloy. Mater. Today Commun. 2023, 34, 105128. [Google Scholar] [CrossRef]
- Yeni, Y.N.; Fyhrie, D.P. A rate-dependent microcrack-bridging model that can explain the strain rate dependency of cortical bone apparent yield strength. J. Biomech. 2003, 36, 1343–1353. [Google Scholar] [CrossRef]
- Charitidis, C.A. Nanomechanical and nanotribological properties of carbon-based thin films: A review. Int. J. Refract. Met. Hard Mater. 2010, 28, 51–70. [Google Scholar] [CrossRef]
- Oláh, N.; Fogarassy, Z.; Sulyok, A.; Szívós, J.; Csanádi, T.; Balázsi, K. Ceramic TiC/a:C protective nanocomposite coatings: Structure and composition versus mechanical properties and tribology. Ceram. Int. 2016, 42, 12215–12220. [Google Scholar] [CrossRef] [Green Version]
- Qin, L.; Feng, X.; Hafezi, M.; Zhang, Y.; Guo, J.; Dong, G.; Qin, Y. Investigating the tribological and biological performance of covalently grafted chitosan coatings on Co–Cr–Mo alloy. Tribol. Int. 2018, 127, 302–312. [Google Scholar] [CrossRef]
- Musil, J.; Novák, P.; Čerstvý, R.; Soukup, Z. Tribological and mechanical properties of nanocrystalline-TiC/a-C nanocomposite thin films. J. Vac. Sci. Technol. A Vac. Surf. Film. 2010, 28, 244–249. [Google Scholar] [CrossRef]
- Leyland, A.; Matthews, A. On the significance of the H/E ratio in wear control: A nanocomposite coating approach to optimised tribological behaviour. Wear 2000, 246, 1–11. [Google Scholar] [CrossRef]
- Moharrami, N.; Langton, D.J.; Sayginer, O.; Bull, S.J. Why does titanium alloy wear cobalt chrome alloy despite lower bulk hardness: A nanoindentation study? Thin Solid Films 2013, 549, 79–86. [Google Scholar] [CrossRef]
- Martinez-Nogues, V.; Nesbitt, J.M.; Wood, R.J.K.; Cook, R.B. Nano-scale wear characterization of CoCrMo biomedical alloys. Tribol. Int. 2016, 93, 563–572. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Content |
|---|---|
| Cr | 27–30% |
| Mo | 5–7% |
| Ni | <0.5% |
| Fe | <0.75% |
| C | <0.35% |
| Si | <1.0% |
| Mn | <1.0% |
| W | <0.2% |
| P | <0.02% |
| S | <0.01% |
| N | <0.25% |
| Al | <0.1% |
| Ti | <0.1% |
| B | <0.01% |
| Co | Bal. |
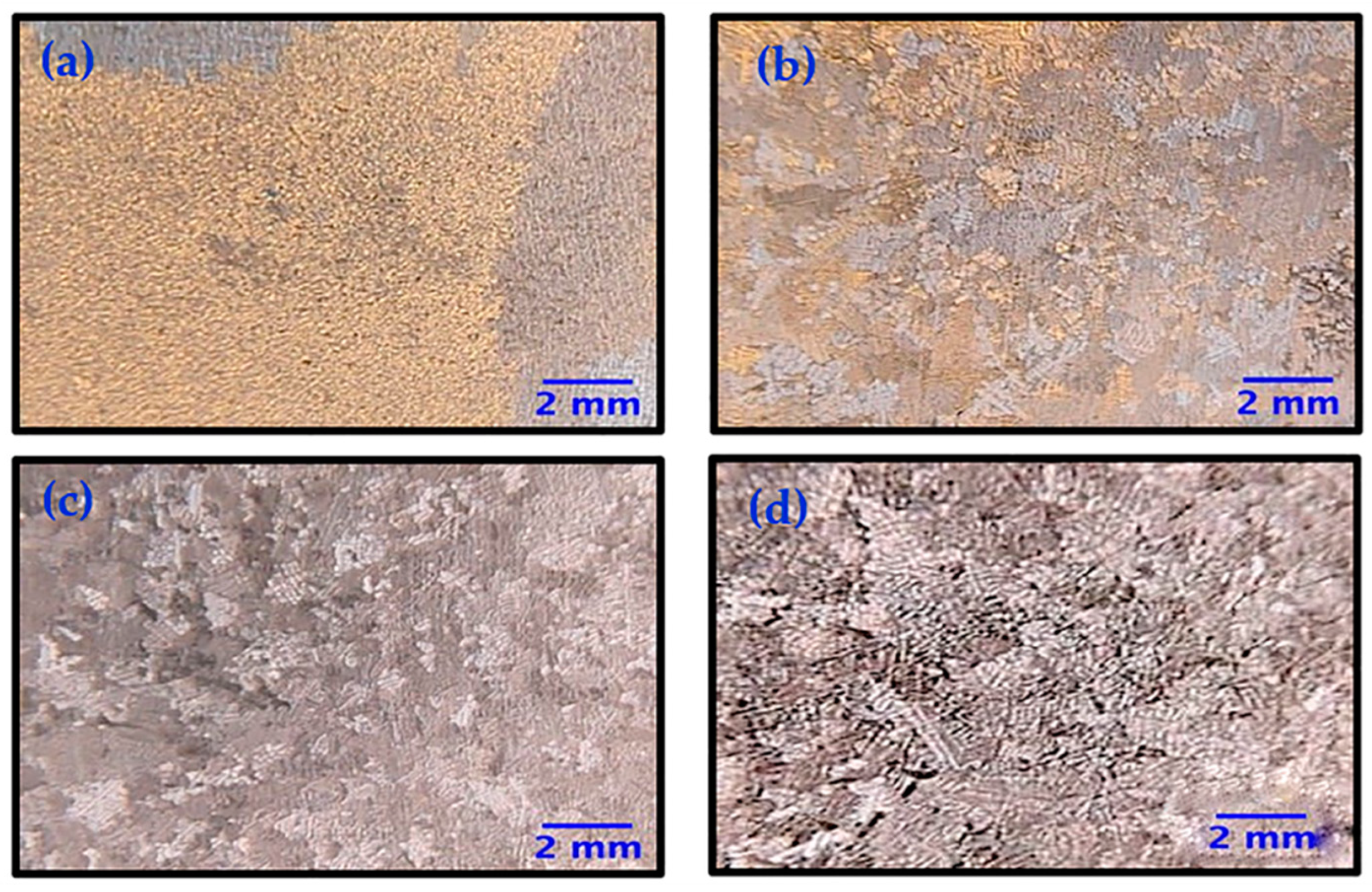
| Samples | EMS Frequency (Hz) | Grain Size (mm) |
|---|---|---|
| (a) AM1 | No frequency | 5.51 ± 1.91 |
| (b) AM2 | 15 | 0.93 ± 0.67 |
| (c) AM3 | 75 | 0.79 ± 0.54 |
| (d) AM4 | 150 | 0.84 ± 0.57 |
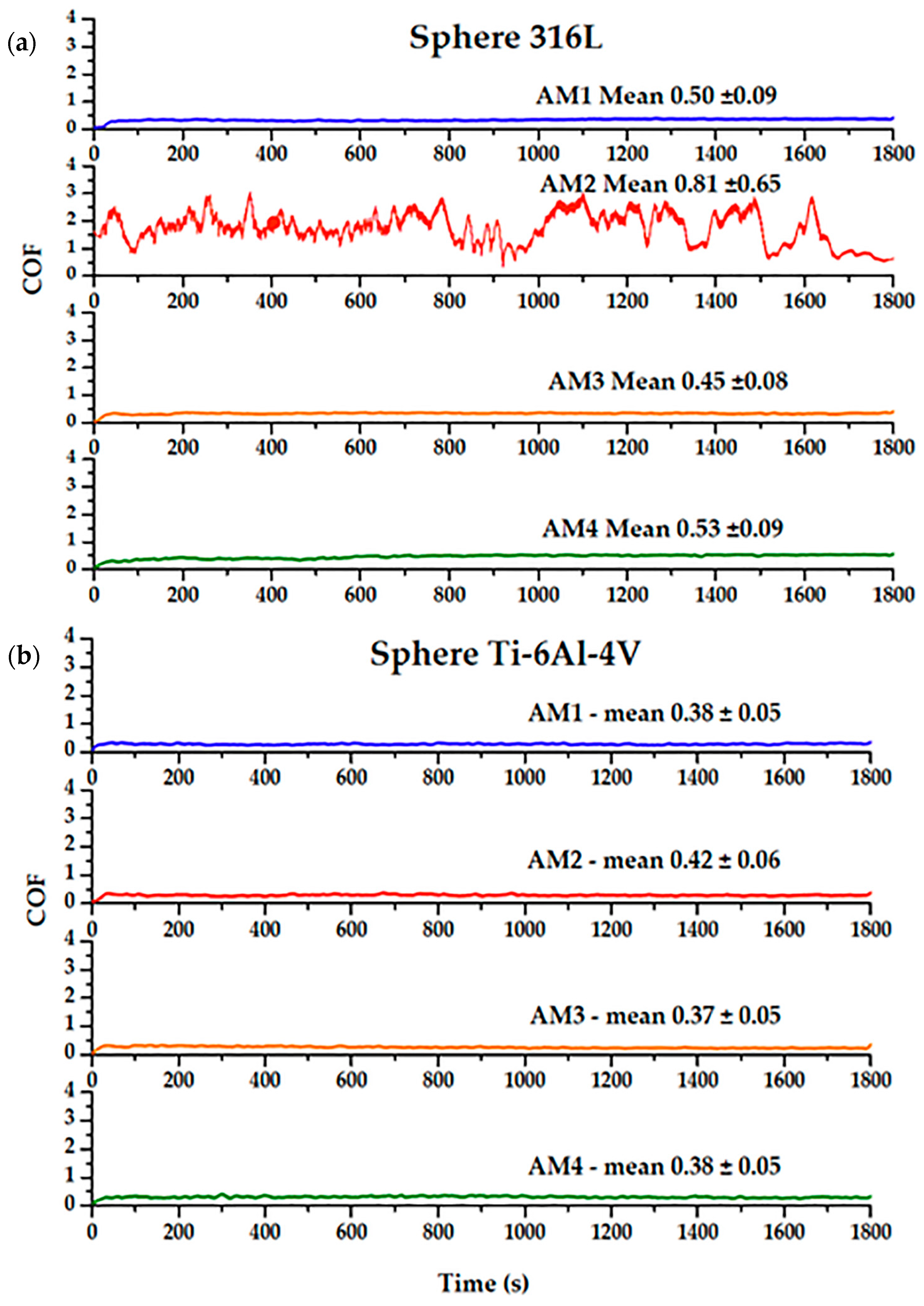
| Friction Coefficient (COF) | |||
|---|---|---|---|
| Sample Co-Cr-Mo Alloy | Reciprocating Mode Sphere (ϕ = 4.0 mm) 5 N Normal Load, 10 mm Wear Track, 1.0 Hz Frequency | Grain Size | |
| Tribological Pairs | Sphere | Sphere | |
| 316L steel | Ti-6Al-4V | (mm) | |
| AM1/316L and Ti-6Al-4V | 0.50 ± 0.09 | 0.38 ± 0.05 | 5.51 ± 1.91 |
| AM2/316L and Ti-6Al-4V | 0.81 ± 0.65 | 0.42 ± 0.06 | 0.93 ± 0.67 |
| AM3/316L and Ti-6Al-4V | 0.45 ± 0.08 | 0.37 ± 0.05 | 0.79 ± 0.54 |
| AM4/316L and Ti-6Al-4V | 0.53 ± 0.09 | 0.38 ± 0.05 | 0.84 ± 0.57 |
| Sample and Sphere | Mean Friction Coefficient (COF) ± SD | Wear Rate (k) (mm3/Nm) | Wear Volume (mm3) | Grain Size (mm) |
|---|---|---|---|---|
| AM1_316L | 0.50 ± 0.09 | (6.44 ± 1) × 10−7 | (1.16 ± 1) × 10−4 | 5.51 ± 1.91 |
| AM1_Ti-6Al-4V | 0.38 ± 0.05 | (3.90 ± 1) × 10−7 | (7.02 ± 1) × 10−5 | |
| AM2_316L | 0.81 ± 0.65 | (1.40 ± 0.91) × 10−5 | (2.53 ± 0.7) × 10−3 | 0.93 ± 0.67 |
| AM2_Ti-6Al-4V | 0.42 ± 0.06 | (4.41 ± 1) × 10−7 | (7.95 ± 1) × 10−5 | |
| AM3_316L | 0.45 ± 0.08 | (7.83 ± 0.9) × 10−7 | (1.41 ± 0.5) × 10−4 | 0.79 ± 0.54 |
| AM3_Ti-6Al-4V | 0.37 ± 0.05 | (1.17 ± 1) × 10−7 | (2.10 ± 1) × 10−5 | |
| AM4_316L | 0.53 ± 0.09 | (4.95 ± 1) × 10−8 | (8.90 ± 1) × 10−6 | 0.84 ± 0.57 |
| AM4_Ti-6Al-4V | 0.38 ± 0.05 | (3.31 ± 0.9) × 10−9 | (5.95 ± 0.85) × 10−7 |
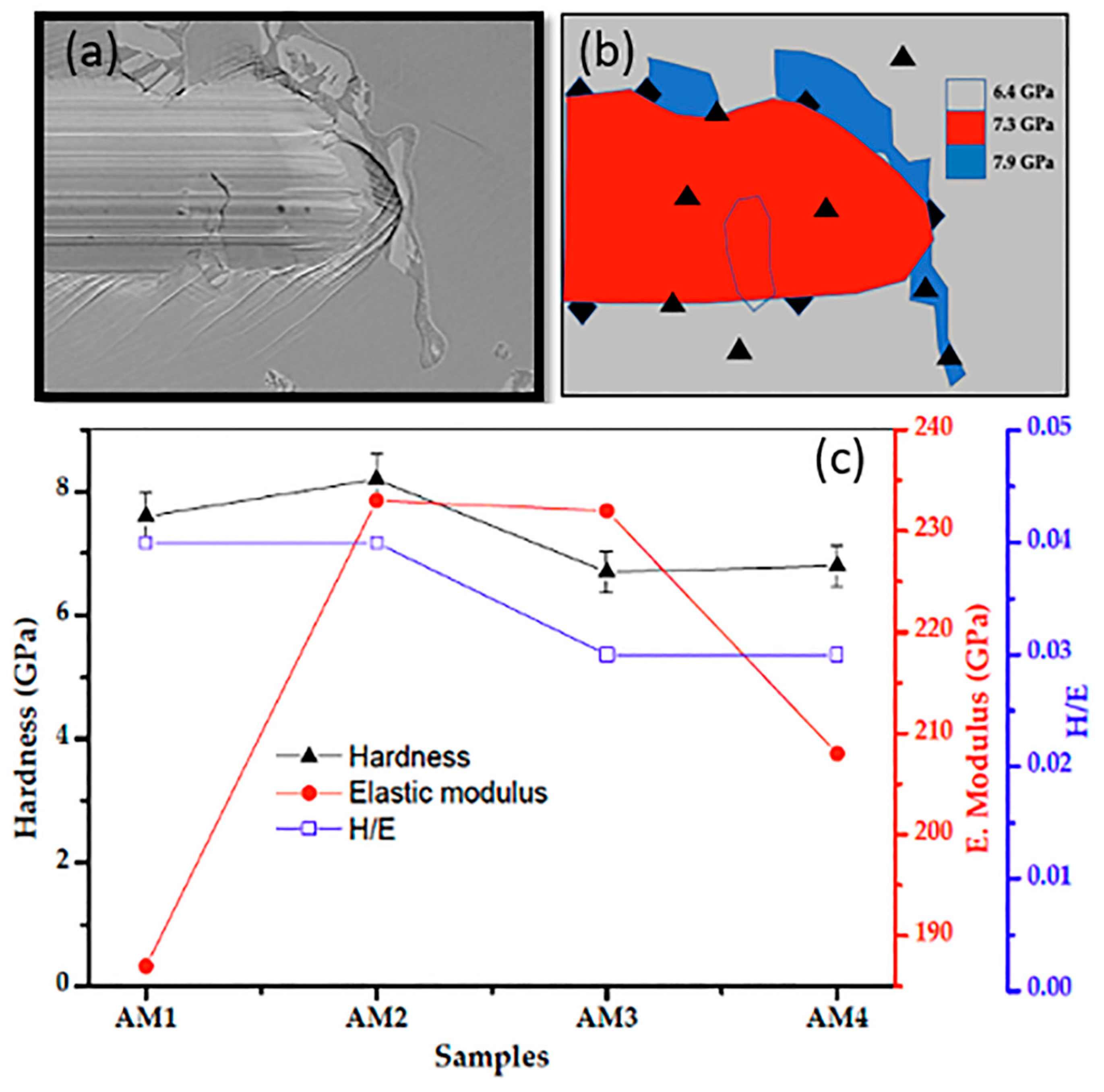
| Sample | Material Removal Factor (fab) | Hardness (H, GPa) | Reduced Elastic Modulus. (Er, GPa) | Elastic Modulus (E, GPa) | Plasticity Index (H/E) | Mean Scratch Depth (μm) | Scratch Track Area (μm2) | Worn Track Volume (μm3) |
|---|---|---|---|---|---|---|---|---|
| AM1 | 0.26 | 7.2 ± 1.31 | 187 | 210 | 0.03 | 1.43 | 19.40 | 7.3 × 10−2 |
| AM2 | 0.51 | 8.2 ± 1.04 | 213 | 245 | 0.03 | 1.23 | 13.75 | 1.2 × 10−2 |
| AM3 | 0.21 | 6.6 ± 0.42 | 232 | 273 | 0.02 | 1.93 | 25.34 | 1.5 × 10−1 |
| AM4 | 0.32 | 6.8 ± 0.55 | 208 | 238 | 0.03 | 1.75 | 6.20 | 2.1 × 10−2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Silva, R.; Santos, M.D.d.; Madureira, R.; Soares, R.; Neto, R.; Vieira, Â.A.; Gonçalves, P.A.R.; Leite, P.M.S.M.; Vieira, L.; Viana, F. Scratch and Wear Behaviour of Co-Cr-Mo Alloy in Ringer’s Lactate Solution. Materials 2023, 16, 2923. https://doi.org/10.3390/ma16072923
Silva R, Santos MDd, Madureira R, Soares R, Neto R, Vieira ÂA, Gonçalves PAR, Leite PMSM, Vieira L, Viana F. Scratch and Wear Behaviour of Co-Cr-Mo Alloy in Ringer’s Lactate Solution. Materials. 2023; 16(7):2923. https://doi.org/10.3390/ma16072923
Chicago/Turabian StyleSilva, Raimundo, Marcos Dantas dos Santos, Rui Madureira, Rui Soares, Rui Neto, Ângela Aparecida Vieira, Polyana Alves Radi Gonçalves, Priscila Maria Sarmeiro M. Leite, Lúcia Vieira, and Filomena Viana. 2023. "Scratch and Wear Behaviour of Co-Cr-Mo Alloy in Ringer’s Lactate Solution" Materials 16, no. 7: 2923. https://doi.org/10.3390/ma16072923
APA StyleSilva, R., Santos, M. D. d., Madureira, R., Soares, R., Neto, R., Vieira, Â. A., Gonçalves, P. A. R., Leite, P. M. S. M., Vieira, L., & Viana, F. (2023). Scratch and Wear Behaviour of Co-Cr-Mo Alloy in Ringer’s Lactate Solution. Materials, 16(7), 2923. https://doi.org/10.3390/ma16072923