
Study of Bond Formation in Ceramic and Composite Materials Ultrasonically Soldered with Bi–Ag–Mg-Type Solder



Abstract
:1. Introduction
2. Experimental
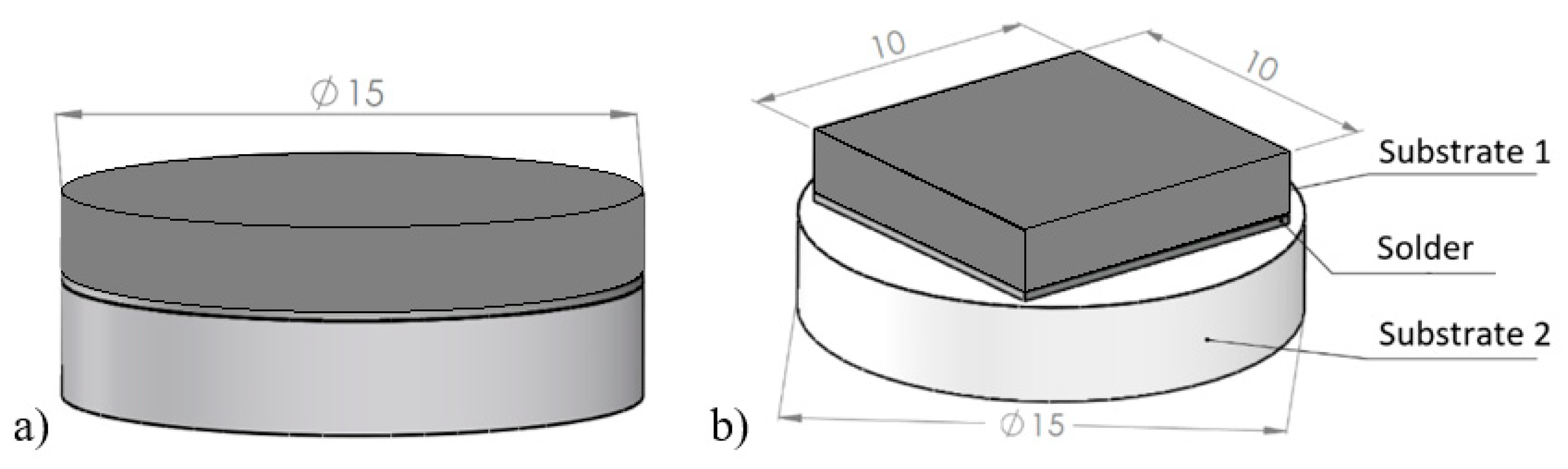
- Ni–SiC composite in the form of a disk with a diameter of Φ 15 mm × 3 mm,
- Al2O3 ceramics in the form of a disk with a diameter of Φ 15 mm × 3 mm,
- Ni–SiC composite in the form of a square with dimensions of 10 × 10 × 3 mm.
3. Experimental Results
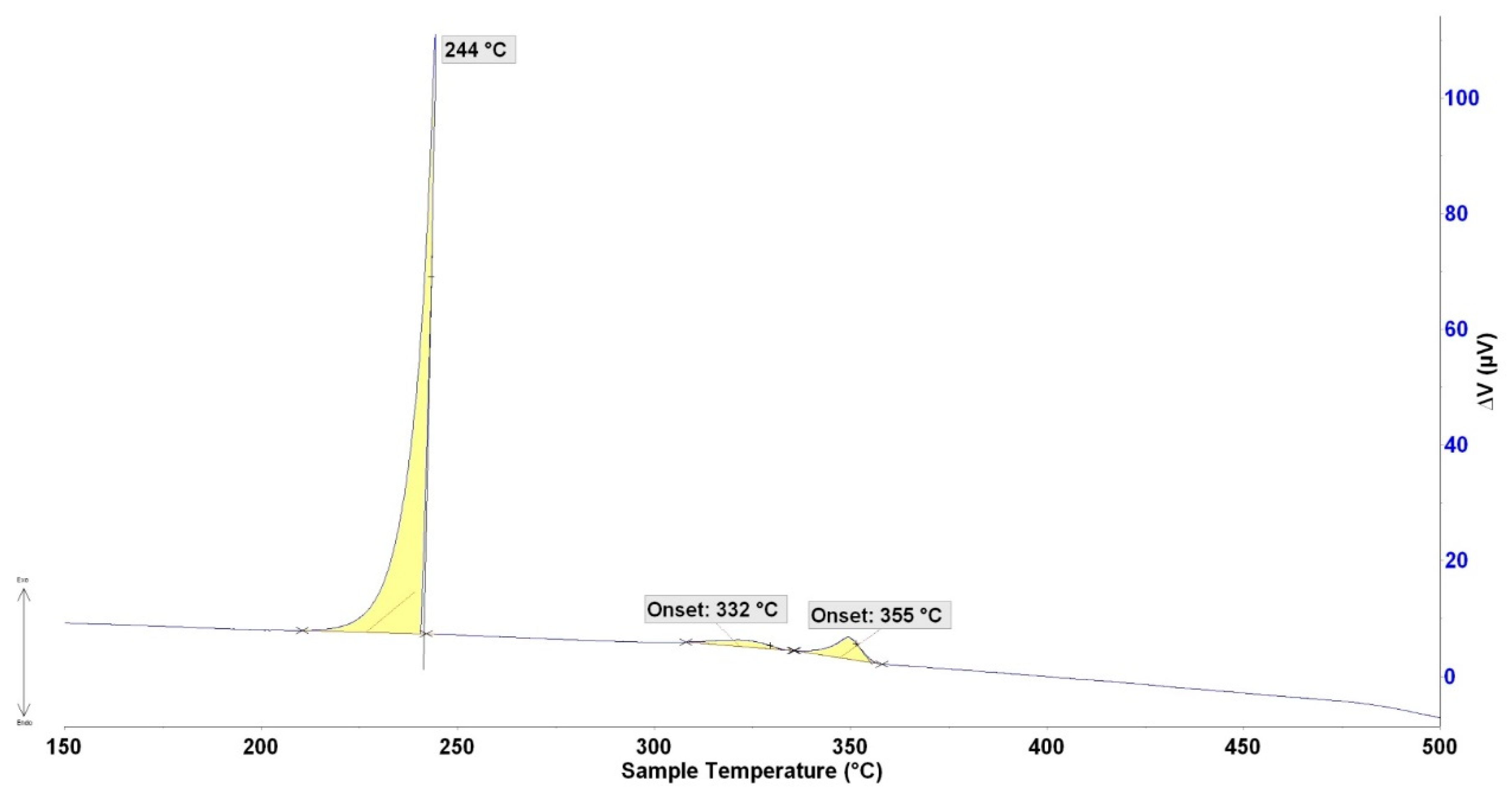
3.1. DTA Solder Analysis
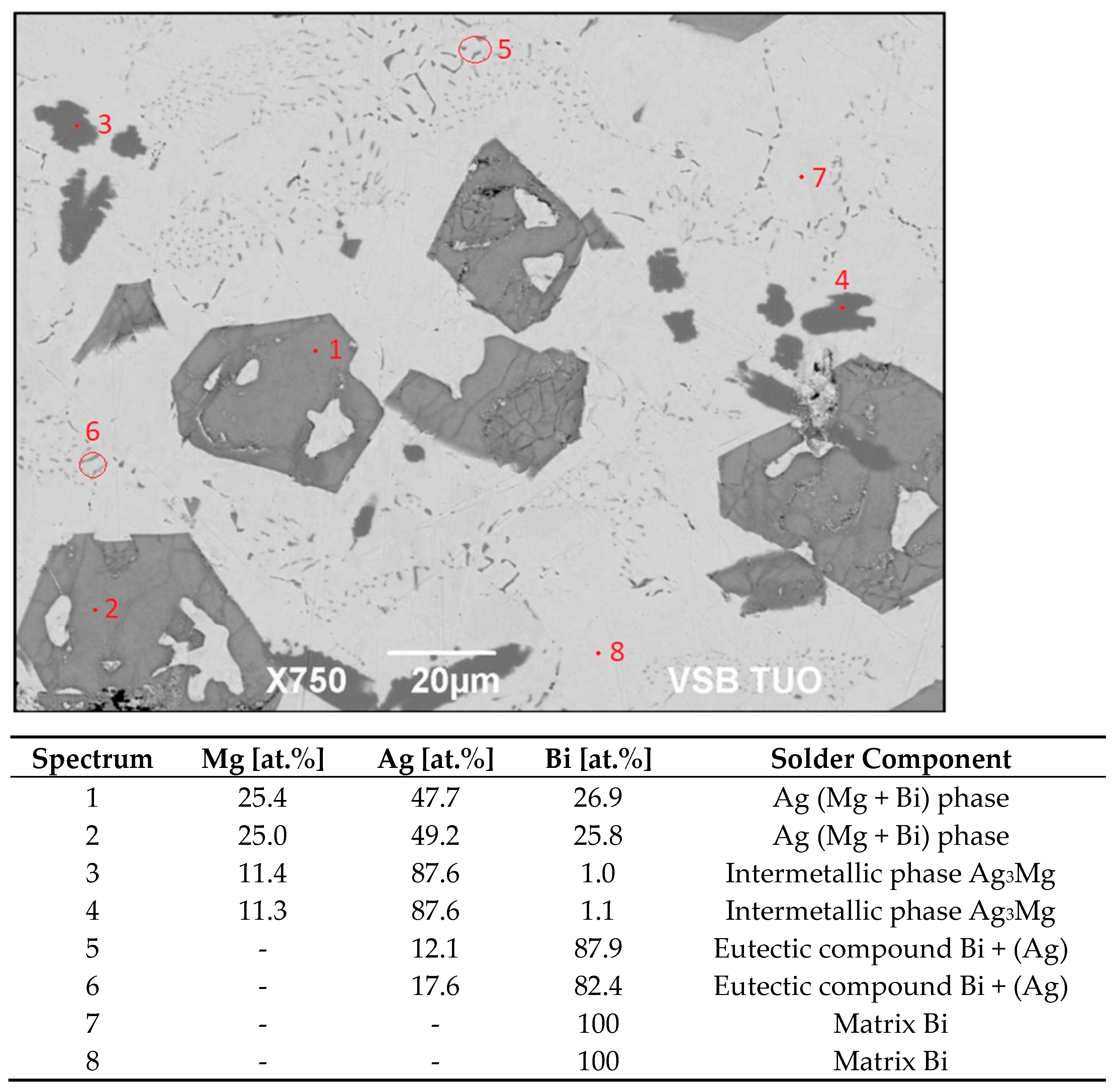
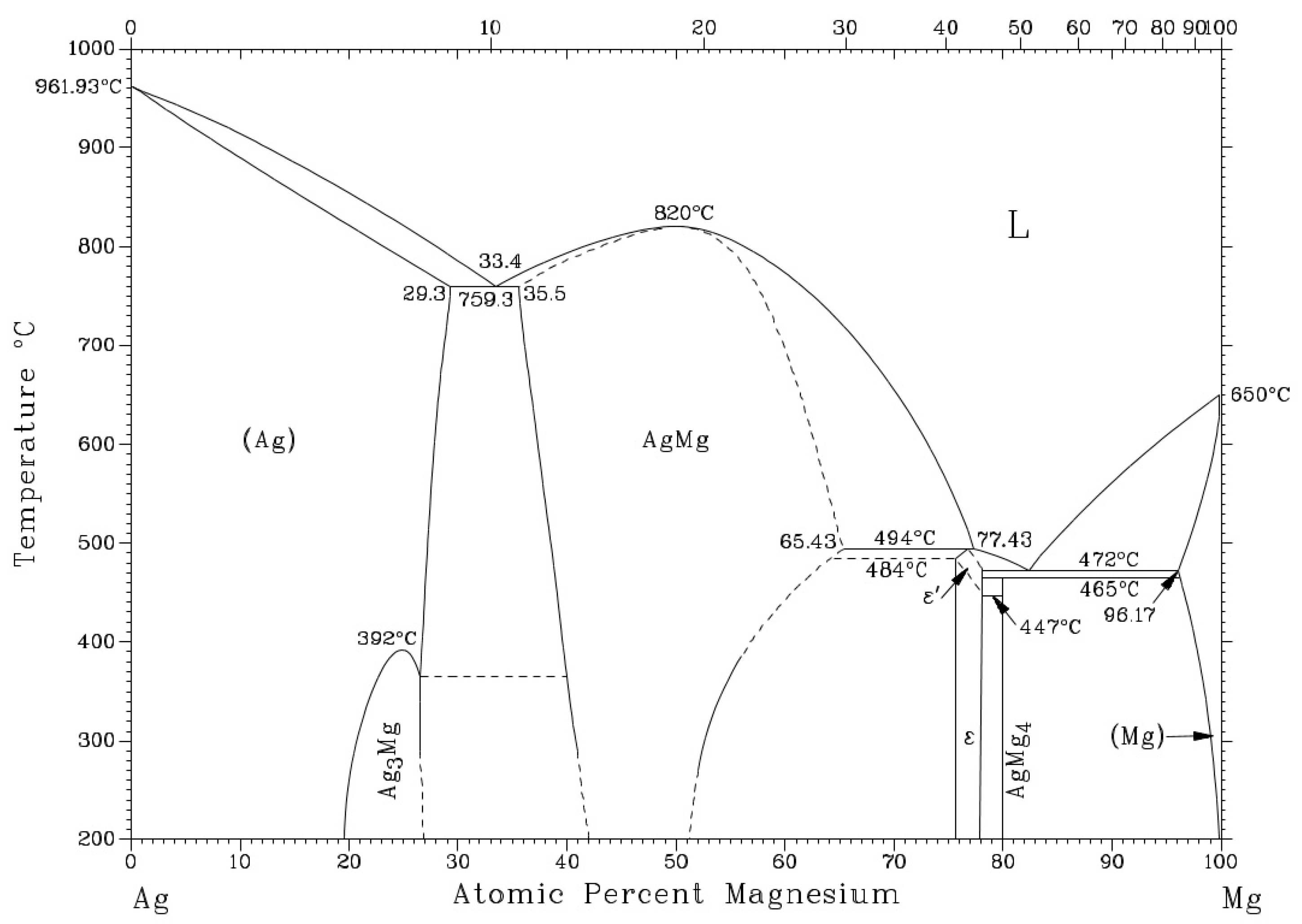
3.2. Microstructure of the Solder Bi11Ag1Mg
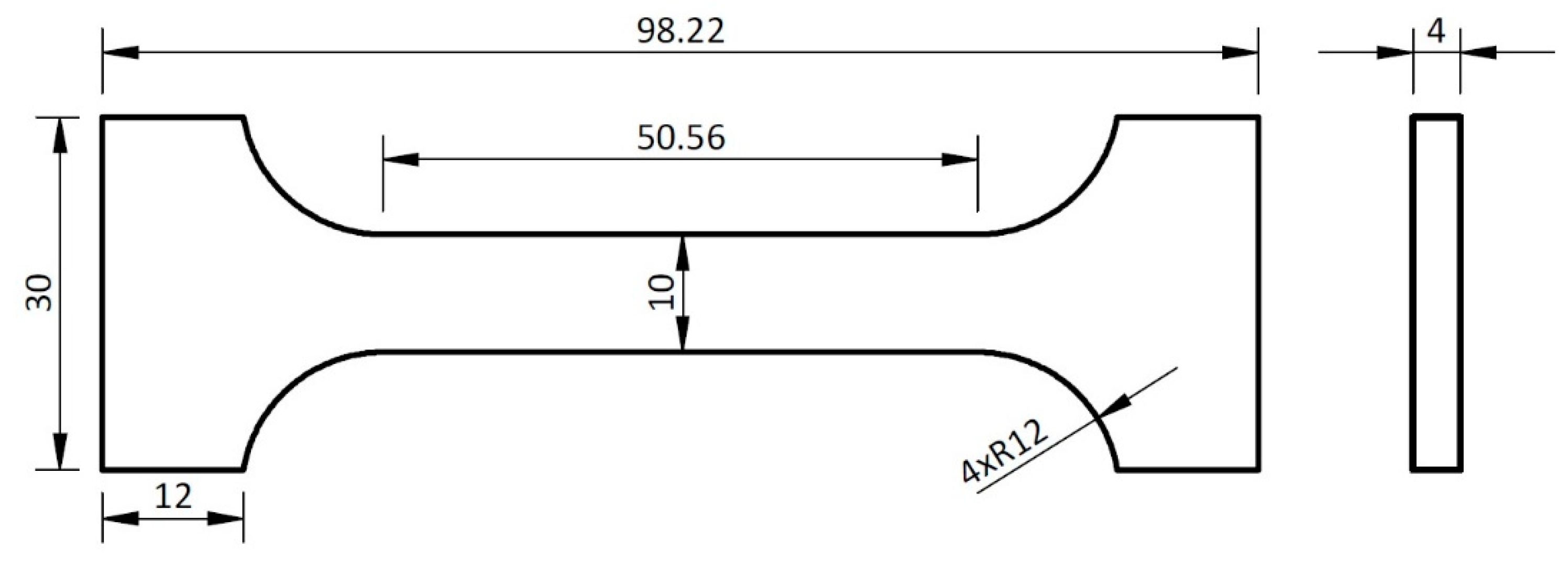
3.3. Tensile Strength of the Solder Alloy
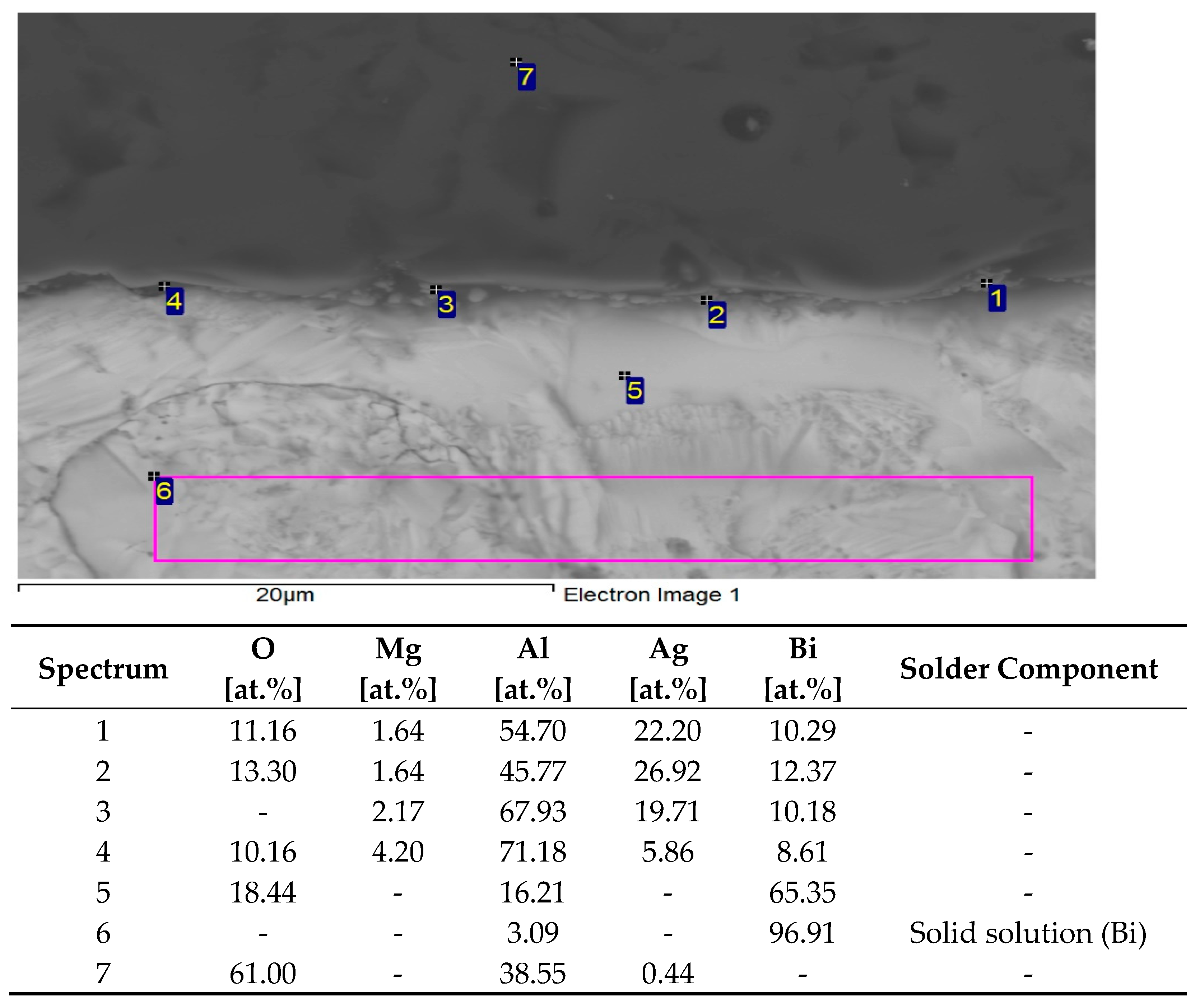
3.4. Analysis of the Transition Zone in the Al2O3/Bi11Ag1Mg Joint
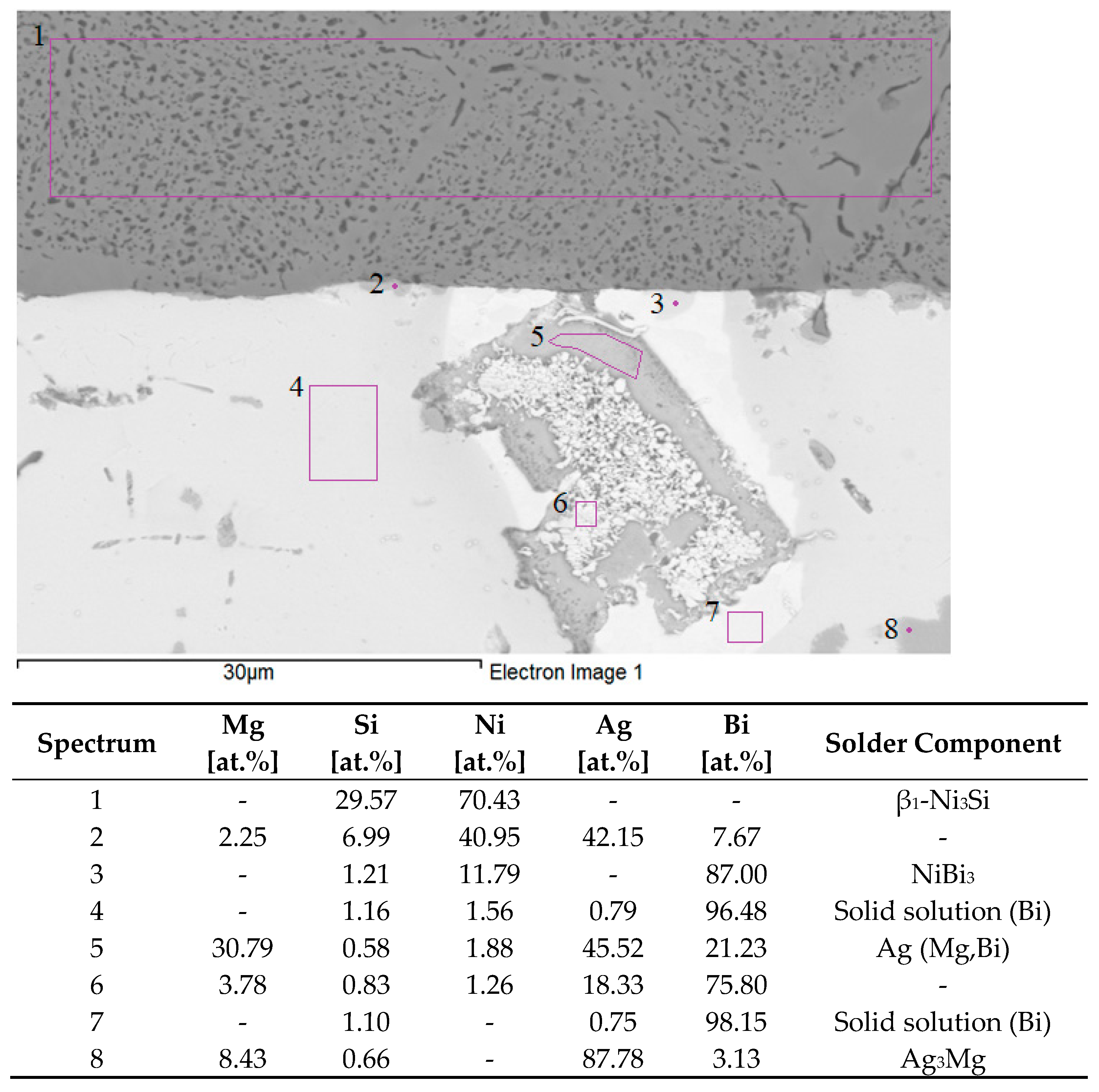
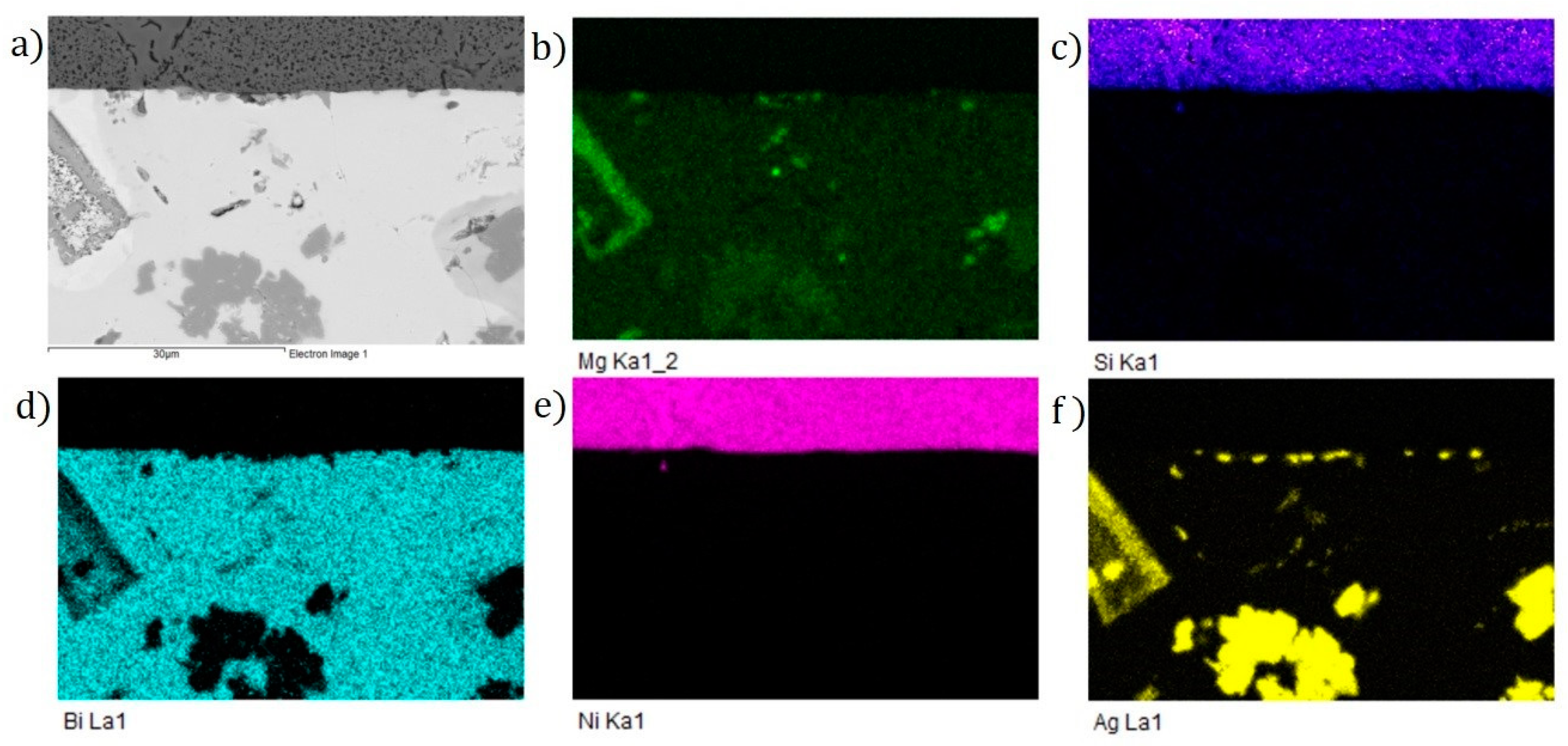
3.5. Analysis of Transition Zone in Bi11Ag1Mg/Ni–SiC Joint
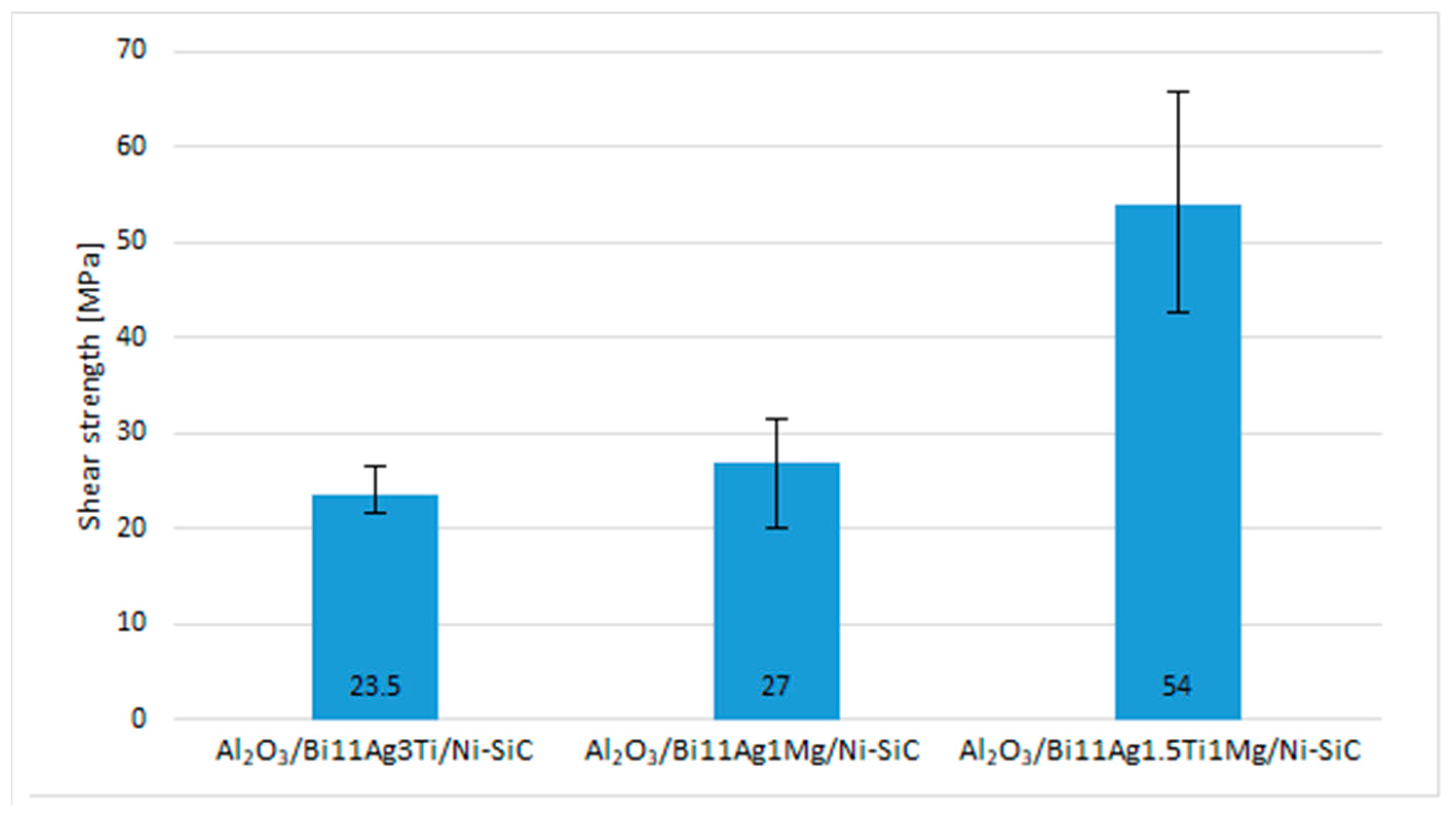
3.6. Shear Strength of the Soldered Joints
4. Conclusions
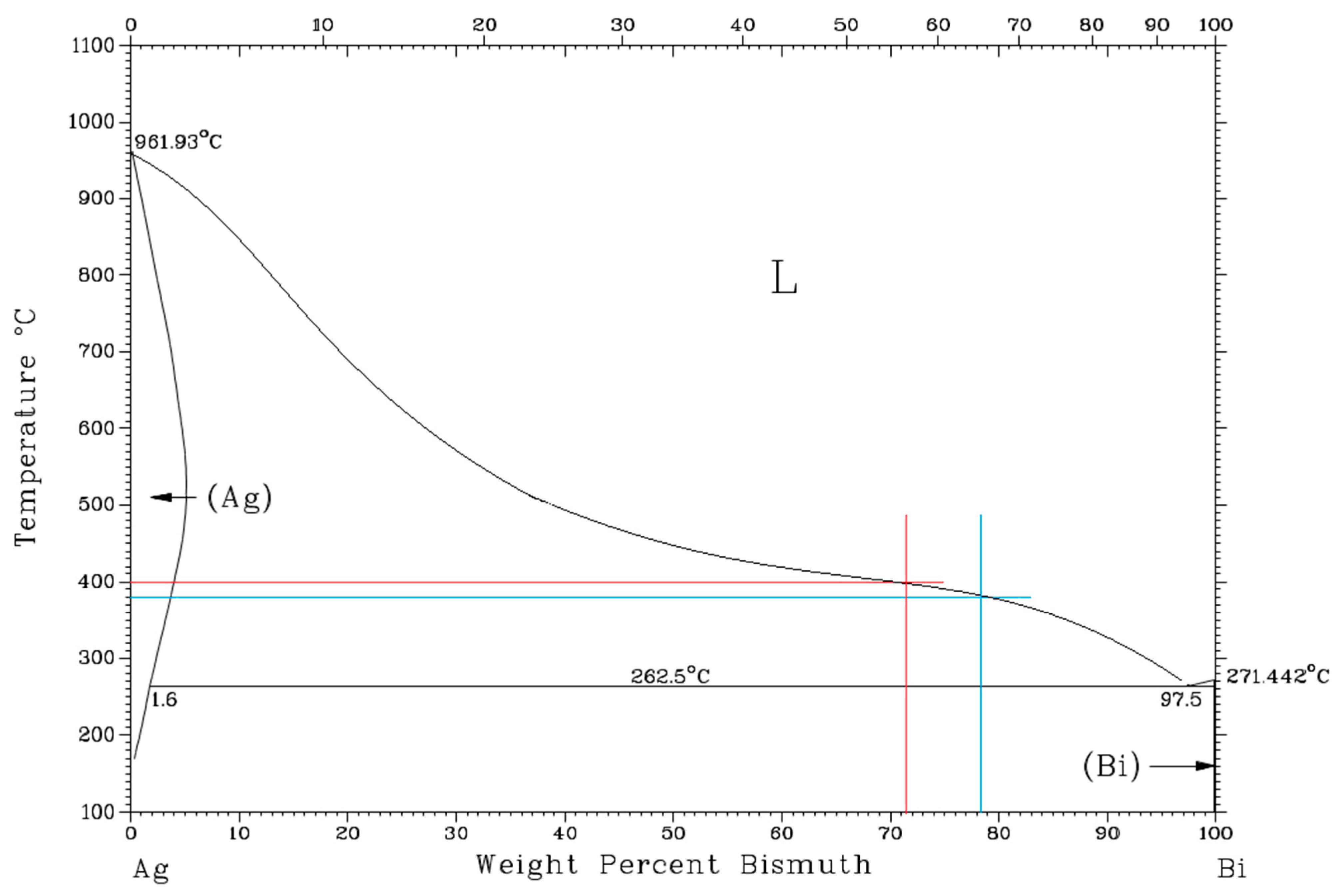
- The melting point of Bi11Ag1Mg solder and its reactions during heating were determined using DTA analysis. During solidification, the melt was enriched by bismuth, while Ag-rich crystals were grown up to the eutectic point. At 264 °C, fine lamellae of (Ag) + (Bi) matrix were formed. Two thermal effects occurred during cooling, which may be related to the existence of two reactions involving the primary Ag (Mg, Bi) phase and a solid solution (Ag) enriched by magnesium and bismuth.
- The mechanical test determined the tensile strength of the active soldering alloy type Bi11Ag1Mg. The average tensile strength of Bi11Ag1Mg solder is 26.7 MPa. When only 1 wt.% Mg is added, the tensile strength of the solder is partially increased.
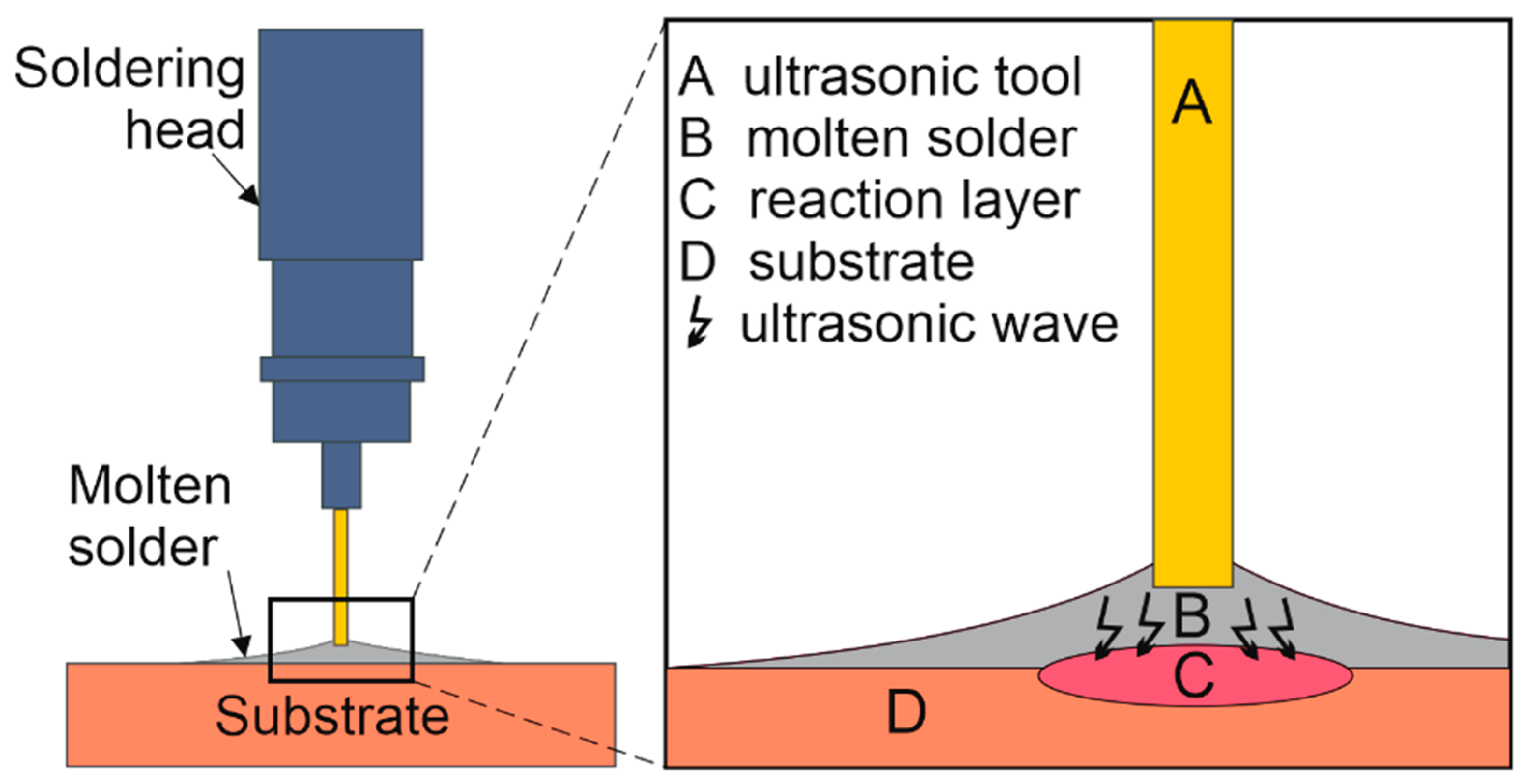
- On the boundary of the Al2O3/Bi11Ag1Mg joint, a reaction layer that was mostly formed of Mg was identified. This thin layer was approximately 2 µm in thickness, and it was responsible for bond formation with the surface of Al2O3 ceramics. It is evident from the areal distribution that magnesium contributes significantly to the formation of the joint. Magnesium partially diffused into the substrate zone.
- Bi, Ag, and Mg formed the majority of the bond in the boundary between the Bi11Ag1Mg/Ni–SiC joint. The interface was found to have high Ni and Si contents, which originated from the substrate. The high content of Bi and Ni was found by experiment, which may indicate the existence of the NiBi3 phase. The region between Bi11Ag1Mg/Ni–SiC is mainly uniformly formed by silver phases. The thickness of the reactive silver phase at the interface was approximately 1 μm. These reaction phases located at the interface are responsible for the formation of the junction with the Ni–SiC surface.
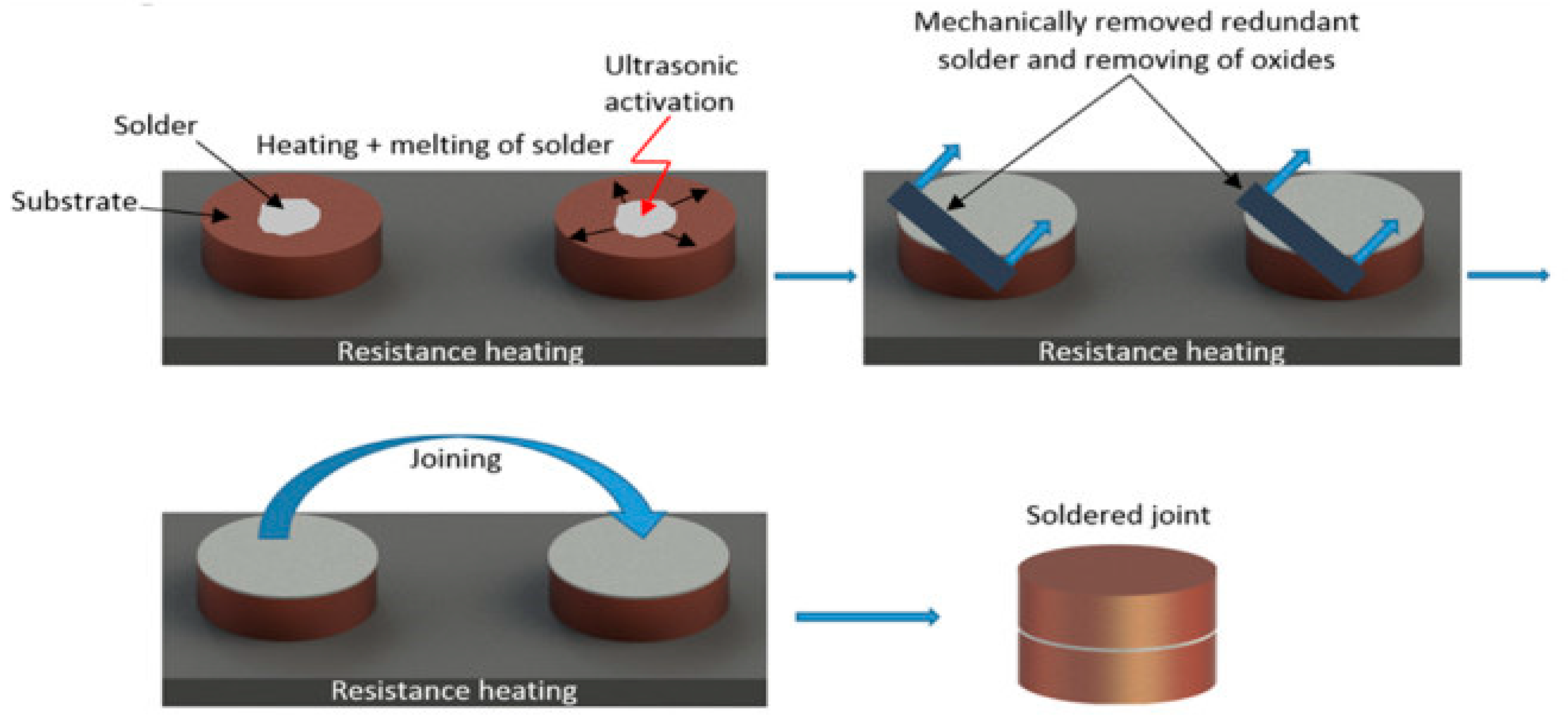
- Research on soldering the combination of Al2O3 ceramics and Ni–SiC composites by use of Bi11Ag1Mg solder has proven the suitability of the selected solder alloy. The average shear strength of the Al2O3/Bi11Ag1Mg/Ni–SiC joint has reached 27 MPa.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mittal, A. Energy efficiency enabled by power electronics. In Proceedings of the 2010 International Electron Devices Meeting, San Francisco, CA, USA, 6–8 December 2010; pp. 1.2.1–1.2.7. [Google Scholar] [CrossRef]
- Kwon, T.-S.; Song, J.-H.; Lee, J.-B.; Paek, S.-H.; Yong, S.-I. A new smart power module for low power motor drives. In Proceedings of the 2007 7th Internatonal Conference on Power Electronics, Daegu, Republic of Korea, 22–26 October 2007; pp. 695–699. [Google Scholar] [CrossRef]
- Pfeiffer, U.R.; Grzyb, J.; Liu, D.; Gaucher, B.; Beukema, T.; Floyd, B.; Reynolds, S. A chip-scale packaging technology for 60-GHz wireless chipsets. IEEE Trans. Microw. Theory Tech. 2006, 54, 3387–3397. [Google Scholar] [CrossRef]
- Saito, H.; Nakajima, M.; Okamoto, T.; Yamada, Y.; Ohuchi, A.; Iguchi, N.; Sakamoto, T.; Yamaguchi, K.; Mizuno, M. A chip-stacked memory for on-chip SRAM-Rich SoCs and processors. IEEE J. Solid-State Circuits 2010, 45, 15–22. [Google Scholar] [CrossRef]
- Miettinen, J.; Mantysalo, M.; Kaija, K.; Ristolainen, E.O. System design issues for 3D system-in-package (SiP). In Proceedings of the 54th Electronic Components and Technology Conference (IEEE Cat. No.04CH37546), Las Vegas, NV, USA, 4 June 2004; Volume 1, pp. 610–615. [Google Scholar] [CrossRef]
- Lietaer, N.; Taklo, M.; Schjolberg-Henriksen, K.; Ramm, P. 3D interconnect technologies for advanced MEMS/NEMS applications. Electrochem. Soc. Trans. 2010, 25, 87–95. [Google Scholar] [CrossRef] [Green Version]
- Goto, M.; Hagiwara, K.; Iguchi, Y.; Ohtake, H.; Saraya, T.; Toshiyoshi, H.; Hiramoto, T. A novel MOSFET with vertical signal-transfer capability for 3D-structured CMOS image sensors. IEEJ Trans. Electr. Electron. Eng. 2014, 9, 329–333. [Google Scholar] [CrossRef]
- Vempati, S.R.; Su, N.; Khong, C.H.; Lim, Y.Y.; Vaidyanathan, K.; Lau, J.H.; Liew, B.P.; Au, K.Y.; Tanary, S.; Fenner, A.; et al. Development of 3-D silicon die stacked package using flip chip technology with micro bump interconnects. In Proceedings of the 2009 59th Electronic Components and Technology Conference, San Diego, CA, USA, 26–29 May 2009; pp. 980–987. [Google Scholar] [CrossRef]
- Bai, J.; Zhang, Z.; Calata, J.N.; Lu, G.-Q. Low-temperature sintered nanoscale silver as a novel semiconductor device-metallized substrate interconnect material. IEEE Trans. Compon. Packag. Technol. 2006, 29, 589–593. [Google Scholar] [CrossRef]
- Frear, D.R.; Jang, J.W.; Lin, J.K.; Zhang, C. Pb-free solders for flip-chip interconnects. JOM 2001, 53, 28–33. [Google Scholar] [CrossRef]
- Otiaba, K.C.; Bhatti, R.S.; Ekere, N.N.; Mallik, S.; Ekpu, M. Finite element analysis of the effect of silver content for Sn–Ag–Cu alloy compositions on thermal cycling reliability of solder die attach. Eng. Fail. Anal. 2013, 28, 192–207. [Google Scholar] [CrossRef]
- Zürcher, J.; Yu, K.; Schlottig, G.; Baum, M.; Taklo, M.M.V.; Wunderle, B.; Warszynski, P.; Brunschwiler, T. Nanoparticle assembly and sintering towards all-copper flip chip interconnects. In Proceedings of the 2015 IEEE 65th Electronic Components and Technology Conference (ECTC), San Diego, CA, USA, 26–29 May 2015; pp. 1115–1121. [Google Scholar] [CrossRef]
- Kang, U.-B.; Kim, Y.-H. A new COG technique using low temperature solder bumps for LCD driver IC packaging applications. IEEE Trans. Compon. Packag. Technol. 2004, 27, 253–258. [Google Scholar] [CrossRef]
- Mei, Z.; Holder, H.; Plas, H.V. Hewlett-Packard. Hewlett-Packard J. 1996, 48, 91. [Google Scholar]
- Suh, M.-S.; Park, C.-J.; Kwon, H.-S. Effects of plating parameters on alloy composition and microstructure of Sn–Bi electrodeposits from methane sulphonate bath. Surf. Coat. Technol. 2006, 200, 3527–3532. [Google Scholar] [CrossRef]
- Ren, G.; Wilding, I.J.; Collins, M.N. Alloying influences on low melt temperature SnZn and SnBi solder alloys for electronic interconnections. J. Alloy. Compd. 2016, 665, 251–260. [Google Scholar] [CrossRef]
- Koleňák, R.; Kostolný, I.; Drápala, J.; Babincová, P.; Gogola, P. Characterization of soldering alloy type Bi-Ag-Ti and the study of ultrasonic soldering of silicon and copper. Metals 2021, 11, 624. [Google Scholar] [CrossRef]
- Hashemi, S.; Ashrafi, A. Characterisations of low phosphorus electroless Ni and composite electroless Ni-P-SiC coatings on A356 aluminium alloy. Trans. IMF 2018, 96, 52–56. [Google Scholar] [CrossRef]
- Ma, C.; Jiang, M.; Cui, W.; Xia, F. Jet pulse electrodeposition and characterization of Ni-AlN nanocoatings in presence of ultrasound. Ceram. Int. 2018, 44, 5163–5170. [Google Scholar] [CrossRef]
- Kaushal, S.; Gupta, D.; Bhowmick, H. On development and wear behavior of microwave-processed functionally graded Ni-SiC clads on SS-304 substrate. J. Mater. Eng. Perform. 2018, 27, 777–786. [Google Scholar] [CrossRef]
- Mousavi, R.; Bahrolooom, M.; Deflorian, F. Preparation, corrosion, and wear resistance of Ni-Mo/Al composite coating reinforced with Al particles. Mater. Des. 2016, 110, 456–465. [Google Scholar] [CrossRef]
- Sun, C.; Liu, X.; Zhou, C.; Wang, C.; Cao, H. Preparation and wear properties of magnetic assisted pulse electrodeposited Ni-SiC nanocoatings. Ceram. Int. 2019, 45, 1348–1355. [Google Scholar] [CrossRef]
- Qu, W.; Zhou, S.; Zhuang, H. Effect of Ti content and Y additions on oxidation behavior of SnAgTi solder and its application on dissimilar metals soldering. Mater. Des. 2015, 88, 737–742. [Google Scholar] [CrossRef]
- Koleňák, R.; Kostolný, I.; Drapála, J.; Kusý, M.; Pašák, M. Research on soldering AlN ceramics with Cu substrate using Sn-Ag-Ti solder. Solder. Surf. Mt. Technol. 2019, 31, 93–101. [Google Scholar] [CrossRef]
- Yu, W.-Y.; Liu, S.-H.; Liu, X.-Y.; Liu, M.-P.; Shi, W.-G. Interface reaction in ultrasonic vibration-assisted brazing of aluminum to graphite using Sn–Ag–Ti solder foil. J. Mater. Process. Technol. 2015, 221, 285–290. [Google Scholar] [CrossRef]
- Feng, K.Y.; Mu, D.K.; Liao, X.J.; Huang, H.; Xu, X.P. Brazing sapphire/sapphire and sapphire/copper sandwich joints using Sn-Ag-Ti active solder alloy. Solid State Phenom. 2018, 273, 187–193. [Google Scholar] [CrossRef]
- Yu, W.; Liu, Y.; Liu, X. Spreading of Sn-Ag-Ti and Sn-Ag-Ti(-Al) solder droplets on the surface of porous graphite through ultrasonic vibration. Mater. Des. 2018, 150, 9–16. [Google Scholar] [CrossRef]
- Koleňák, R.; Kostolný, I.; Drápala, J.; Sahul, M.; Urminský, J. Characterizing the soldering alloy type In-Ag-Ti and the study of direct soldering of SiC ceramics and copper. Metals 2018, 8, 274. [Google Scholar] [CrossRef] [Green Version]
- Koleňák, R.; Kostolný, I.; Sahul, M. Direct bonding of silicon with solders type Sn-Ag-Ti. Solder. Surf. Mt. Technol. 2016, 28, 149–158. [Google Scholar] [CrossRef]
- Koleňák, R.; Hodúlová, E. Study of direct soldering of Al2O3 ceramics and Cu substrate by use of Bi11Ag2La solder. Weld. World 2018, 62, 415–426. [Google Scholar] [CrossRef]
- Song, J.-M.; Chuang, H.-Y.; Wu, Z.-M. Substrate Dissolution and Shear Properties of the Joints between Bi-Ag Alloys and Cu Substrates for High-Temperature Soldering Applications. J. Electron. Mater. 2007, 36, 1516–1523. [Google Scholar] [CrossRef]
- Song, J.-M.; Chuang, H.-Y.; Wen, T.-X. Thermal and Tensile Properties of Bi-Ag Alloys. Met. Mater. Trans. A 2007, 38, 1371–1375. [Google Scholar] [CrossRef]
- Lalena, J.N.; Dean, N.F.; Weiser, M.W. Experimental investigation of Ge-doped Bi-11Ag as a new Pb-free solder alloy for power die attachment. J. Electron. Mater. 2002, 31, 1244–1249. [Google Scholar] [CrossRef]
- Yin, L.; Li, D.; Yao, Z.; Wang, G.; Das, D.; Pecht, M. Effects of Sn addition on the microstructure and properties of Bi–11Ag high-temperature solder. J. Mater. Sci. Mater. Electron. 2018, 29, 12028–12035. [Google Scholar] [CrossRef]
- Elliott, R.P.; Shunk, F.A. Alloy Phase Diagrams: Ag-Bi phase diagram [online]. In ASM Handbook; ASM International: Materials Park, OH, USA, 1980; Volume 3, ISBN 0871703815. [Google Scholar]
- Nayeb-Hashemi, A.A.; Clark, J.B. The Bi-Mg (bismuth-magnesium) system. Bull. Alloy. Phase Diagrams 1986, 6, 528–533. [Google Scholar] [CrossRef]
- Nayeb-Hashemi, A.A.; Clark, J.B. Alloy Phase Diagrams: Ag-Mg phase diagram [online]. In ASM Handbook; ASM International: Materials Park, OH, USA, 1988; Volume 3, ISBN 0871703815. [Google Scholar]
- Massalski, T.B. (Ed.) Binary Alloy Phase Diagrams; ASM International: Materials Park, OH, USA, 1990; Volume 3. [Google Scholar]
- Gandova, V.; Vassilev, G. Comparative analyses of thermodynamic properties assessments, performed by geometric models: Application to the Ni-Bi-Zn system. J. Min. Met. Sect. B Met. 2013, 49, 347–352. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Charge [wt.%] | ICP-AES [wt.%] | ||||
|---|---|---|---|---|---|---|
| Bi | Ag | Mg | Bi | Ag | Mg | |
| Bi11Ag1Mg | 88.0 | 11.0 | 1.0 | 86.6 | 12.2 ± 0.6 | 1.18 ± 0.6 |
| Ultrasound power | 400 W |
| Work frequency | 40 kHz |
| Amplitude | 2 μm |
| Soldering temperature | 380 °C |
| Time of ultrasound acting | 5 s |
| Bi11Ag1Mg | Onset Point 1 | Onset Point 2 | TL (°C) | TE (°C) |
|---|---|---|---|---|
| Heating | 264 | - | 380 | 263 |
| 262 | - | 380 | - | |
| Cooling | 243 | 340 | 357 | - |
| 244 | 332 | 355 | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kolenak, R.; Melus, T.; Drapala, J.; Gogola, P.; Pasak, M. Study of Bond Formation in Ceramic and Composite Materials Ultrasonically Soldered with Bi–Ag–Mg-Type Solder. Materials 2023, 16, 2991. https://doi.org/10.3390/ma16082991
Kolenak R, Melus T, Drapala J, Gogola P, Pasak M. Study of Bond Formation in Ceramic and Composite Materials Ultrasonically Soldered with Bi–Ag–Mg-Type Solder. Materials. 2023; 16(8):2991. https://doi.org/10.3390/ma16082991
Chicago/Turabian StyleKolenak, Roman, Tomas Melus, Jaromir Drapala, Peter Gogola, and Matej Pasak. 2023. "Study of Bond Formation in Ceramic and Composite Materials Ultrasonically Soldered with Bi–Ag–Mg-Type Solder" Materials 16, no. 8: 2991. https://doi.org/10.3390/ma16082991
APA StyleKolenak, R., Melus, T., Drapala, J., Gogola, P., & Pasak, M. (2023). Study of Bond Formation in Ceramic and Composite Materials Ultrasonically Soldered with Bi–Ag–Mg-Type Solder. Materials, 16(8), 2991. https://doi.org/10.3390/ma16082991