1. Introduction
Over the past decade, interest and investment in space exploration have increased dramatically which has led to greater demand for satellites. As a propulsion system of satellites, SRMs have the advantages of simple structure, convenient maintenance, low cost, and high reliability, and they are also widely used in other aerospace fields [
1,
2]. At present, reducing the cost of launching satellites into space has become a hot issue for many companies. For the SRMs, reducing the quality of the SRMs’ shell can not only reduce the cost but also increase the specific impulse when other conditions remain unchanged.
Three-D printing technology doesn’t need to consider the geometric complexity of the model and it can easily create a free-form design through topology optimization [
3,
4]. Selective laser sintering (SLS) is one of the most widely used 3D printing technologies [
5]. SLS is a rapid prototyping technology that creates 3D objects by sintering powder materials layer-by-layer using infrared laser beams [
6,
7,
8]. The advantages of SLS include a wide selection of materials, high precision, complex components or dies, no support structure, and a high utilization rate of materials [
9]. Polyamide is currently the most widely used polymer for laser sintering, especially PA12 which is the most commercial material. PA12 is very suitable for SLS owing to its low processing temperatures, low laser power requirement and high accuracy [
10,
11]. Compared with other thermoplastics, PA12 has strong toughness, fatigue resistance, good tribological properties, high chemical resistance, and so on [
12,
13]. Now, PA12 reinforced with glass beads parts printed by SLS has attracted much attention. The addition of glass beads enables the material to exhibit enhanced stiffness because they improve the bearing capacity within the elastic deformation range [
14].
Ablation of SRMs is of great concern during operation. The chemical and mechanical erosion for ablation and ablation of composite materials is a complex process that involves both external and internal factors. This study focused on the effects of external factors such as combustion chamber [
15], combustion temperature [
16], nozzle geometry [
17], non-homogeneous chemical reactions on the nozzle surface [
18], the effect of particles on the nozzle throat [
19], etc. As an important component of an SRM, the combustion chamber provides a place for the storage and combustion of the propellant. The propellant produces gas with temperatures up to 2000–3900 K and pressures up to 3–20 MPa. Therefore, it is very vital to study the ablation characteristics of the combustion chamber of the 3D-printed SRM.
The ablative material studied by Liwu Wang et al. [
20] is a carbon–carbon composite woven with radial carbon rods. The preform is extremely complex. After the formation of the preform, the C/C composite is manufactured by high-temperature pretreatment, chemical vapor deposition, pitch impregnation and high-pressure carbonization, and graphitization, in turn. The data shows that the average erosion rate of C/C composites with high chemical vapor deposition (CVD) carbon content is 0.35 mm/s. Jiang Li et al. [
21] investigated the ablation and erosion characteristics of ethylene propylene diene monomer (EPDM) composites under realistic solid rocket motor operating conditions using an ablation motor and an overload simulation erosion motor. The EPDM, phenolic resin, aramidfiber, silica, and other fillers were prepared using an XK-160 mixing roll mill according to the specific formulation proportions. Zinc borate, sulfur, and the vulcanization accelerator were then added, and the mixture was milled several times and then left to stand for 24 h. After mixing the rubber for 24 h, special tools were used to cut, mold, and vulcanize the rubber. This is the manufacturing process of this material. Silicafillers and aramidfibers have important effects on the ablation resistance of EPDM composites. The ablation resistance properties of non-silica and non-fiber formulations are obviously poor and worsen under erosion conditions with dense particle jets. From the analysis of the morphology and structure of the composite char layers, the combined use of silica and aramidfibers can make the char layer form a uniform network-like structure with a compact surface and a loose interior, improving both the heat-shielding and erosion-resistance performances of the char layer. Allcorn et al. investigated the potential of thermoplastic polyurethane elastomer nanocomposites as an alternative elastomeric heat-shielding material in ablation applications [
22]. Three different nanofillers were tested, and small-scale ablation testing was performed using an oxyacetylene test bed. The results showed that the TPUN ablatives performed well relative to the baseline EHSM. Vaia et al. investigated the ablative performance of nylon/nanoclay nanocomposites [
23]. This research showed that a relatively tough, inorganic char forms during the ablation of these nylon-clay nanocomposites resulting in at least an order-of-magnitude decrease in mass loss (erosion) rate relative to the neat polymer. This occurs for a small amount of 2 wt% (~0.8 vol%) exfoliated mica-type layered silicate. The nanoscopic distribution of silicate layers leads to a uniform char layer that enhances the ablative performance.
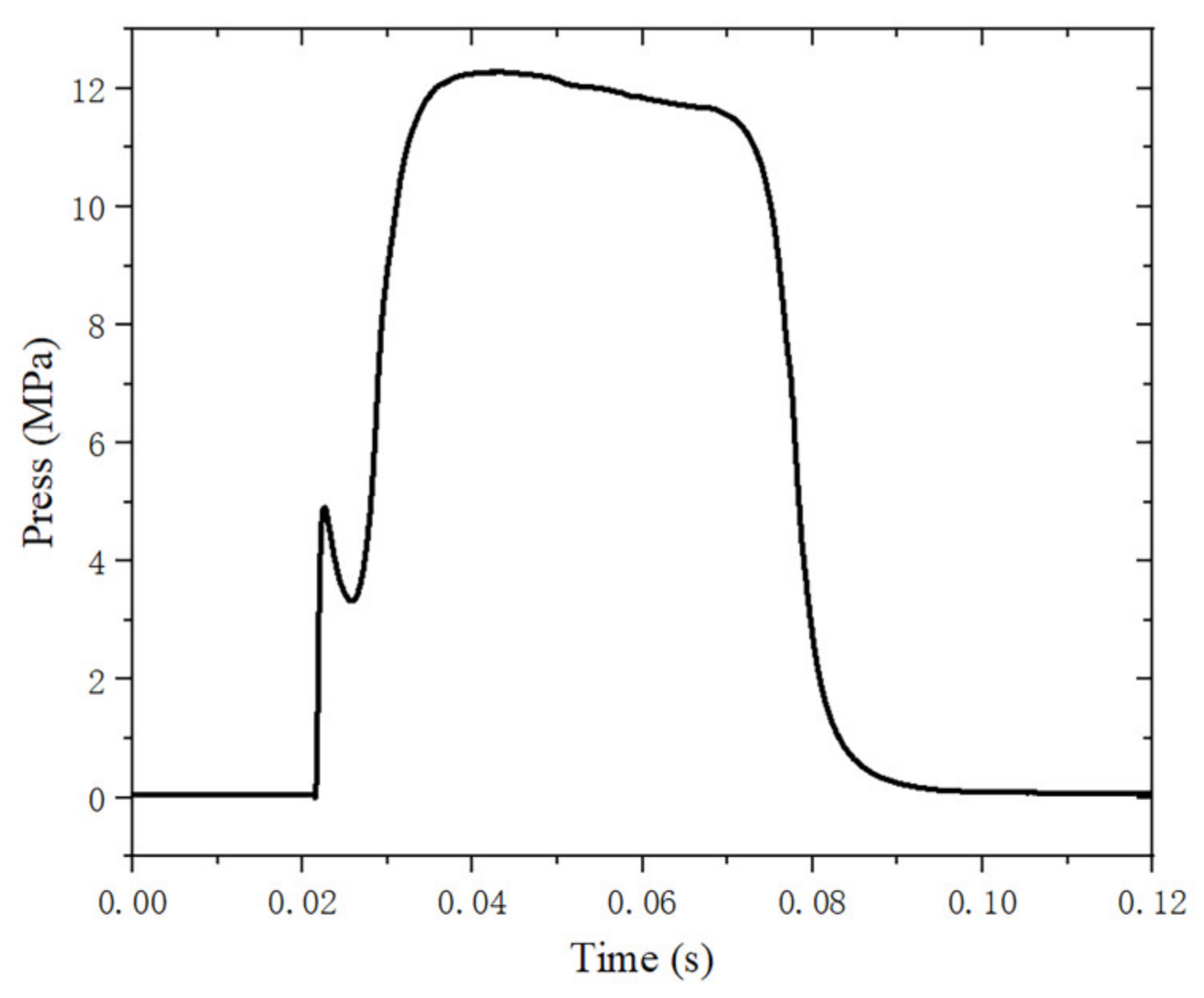
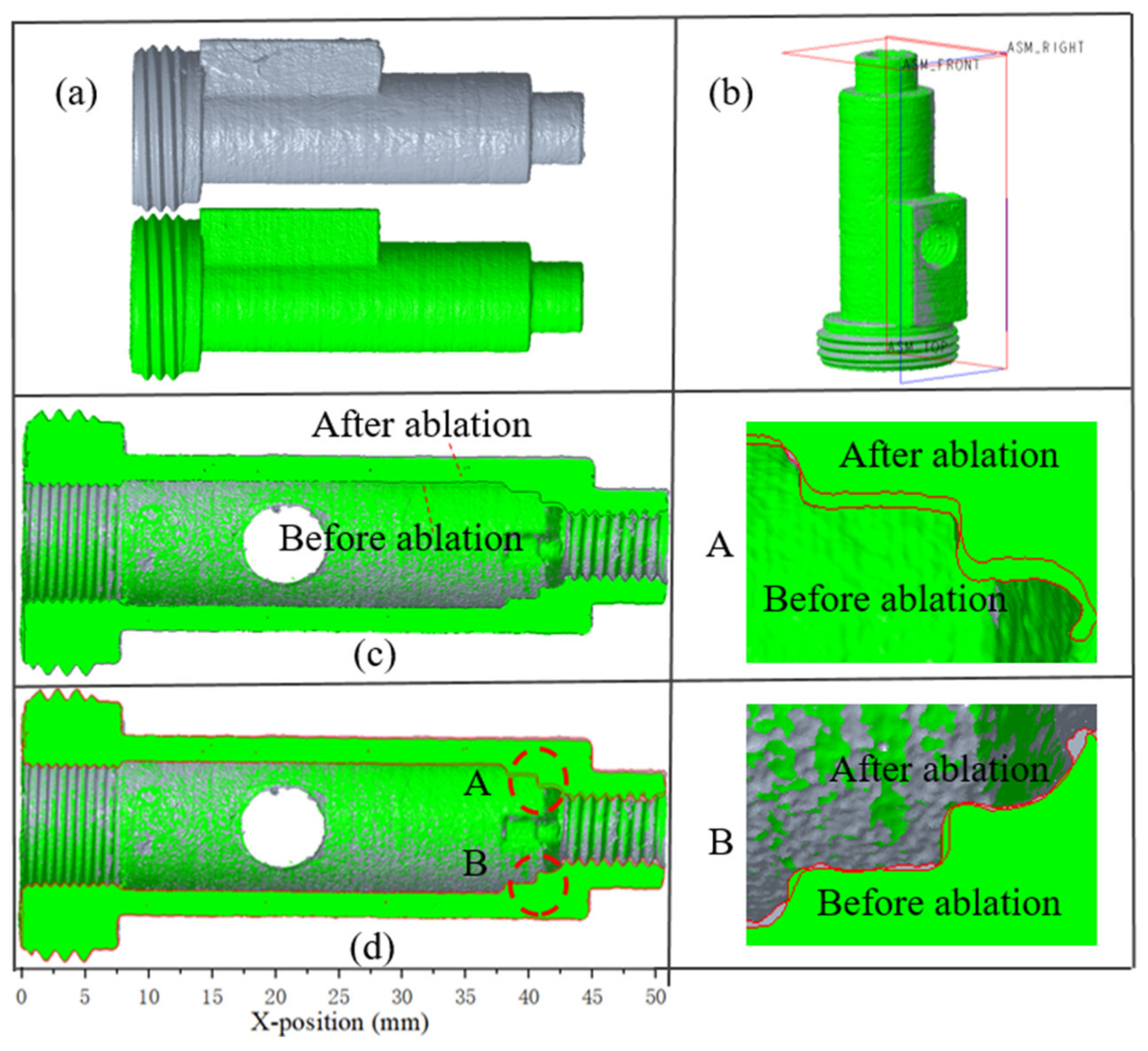
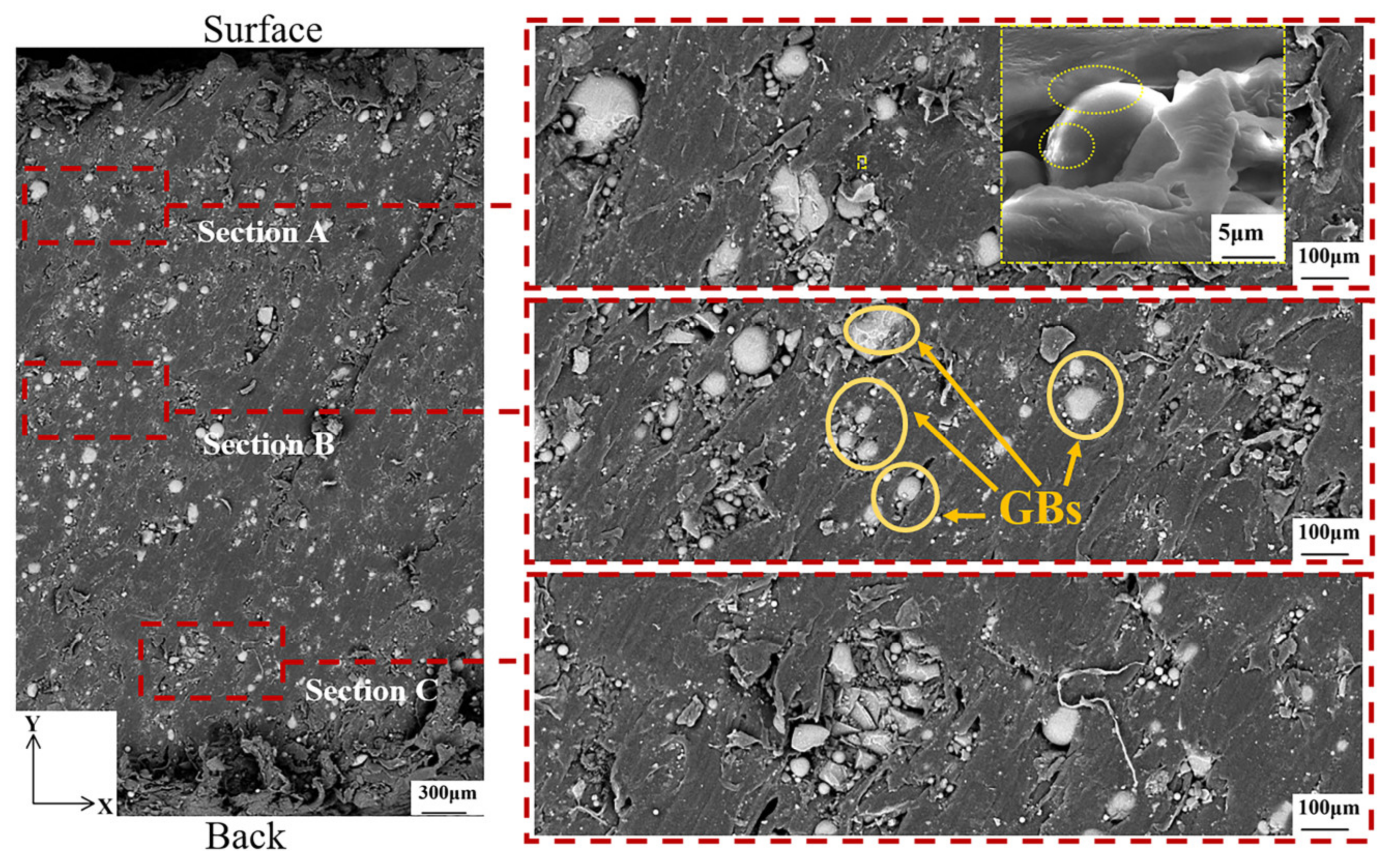
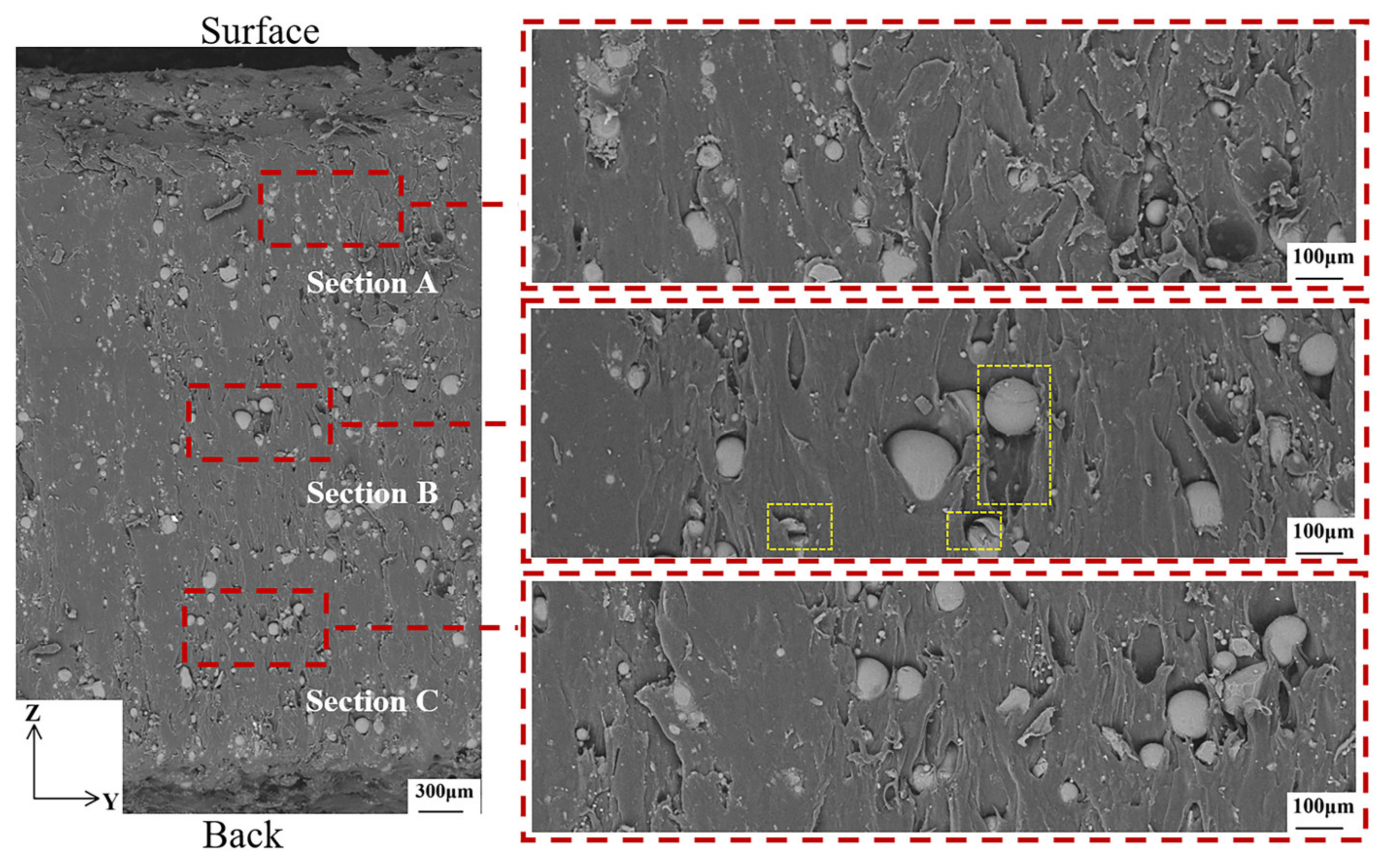
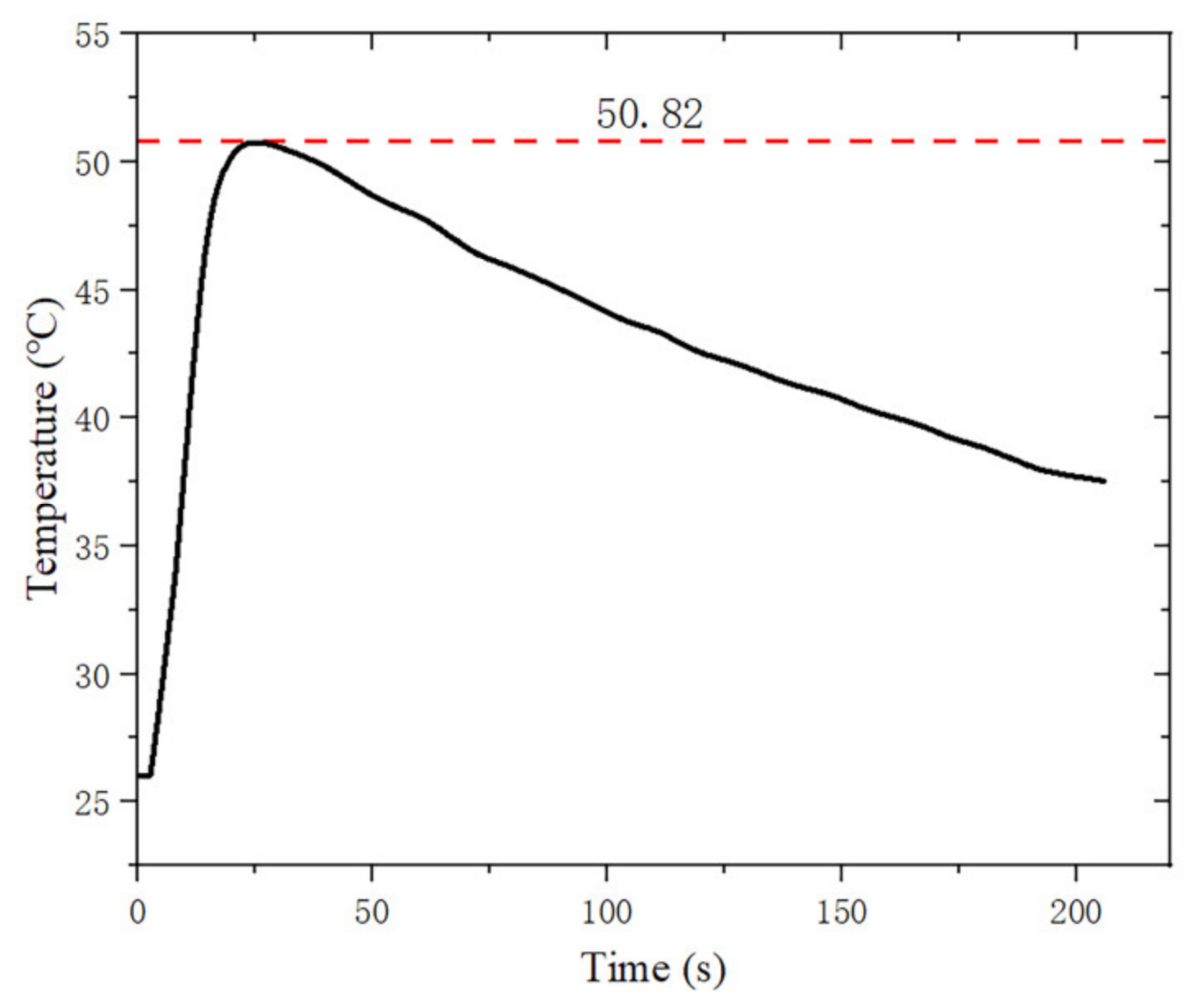
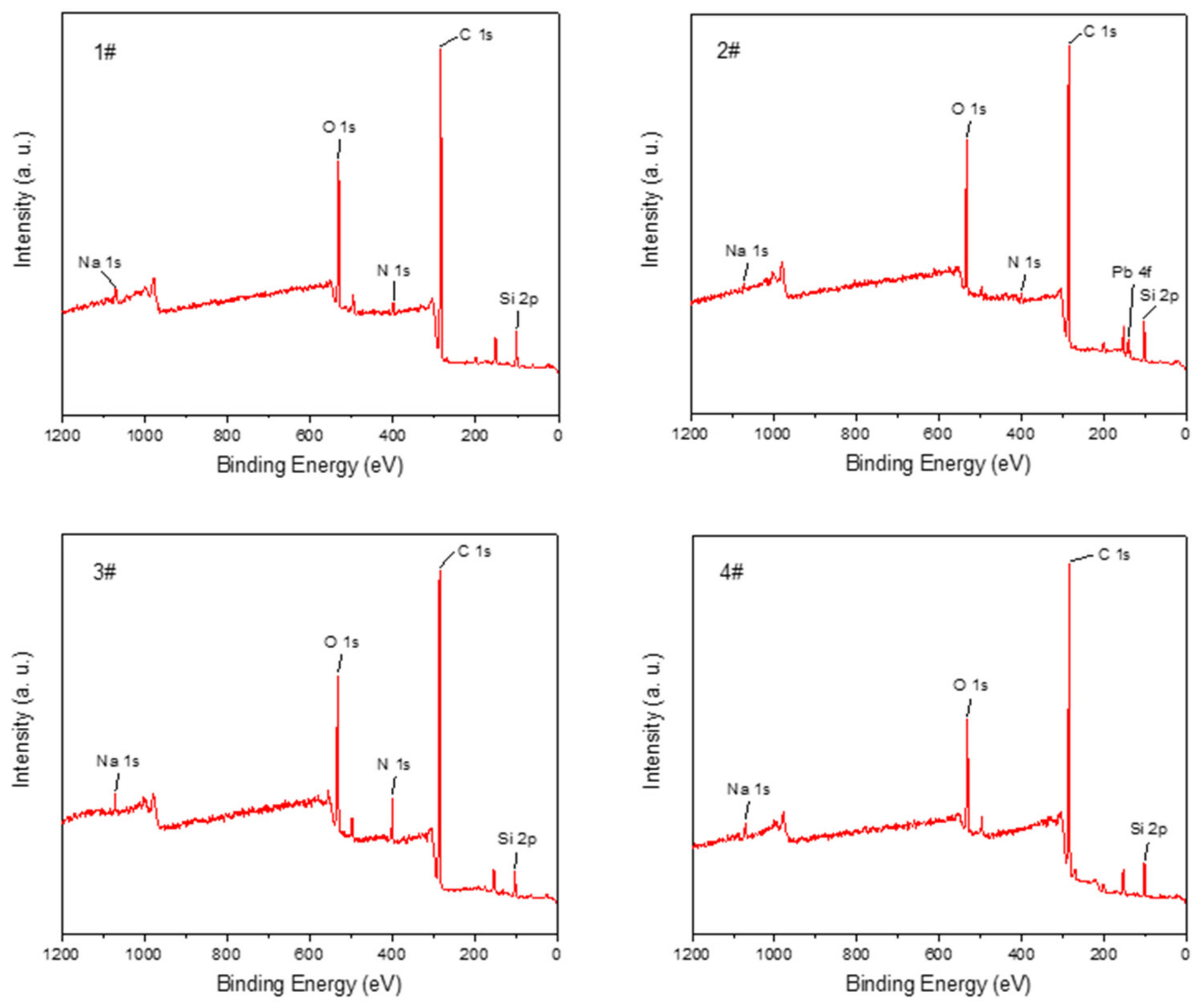
In summary, relevant research in the field of solid rocket motors has focused on the ablation analysis of different ablation-resistant materials. Although the results of these researches are informative, the understanding of ablation characteristics of solid rocket motor’s combustion chamber produced by 3D printing is limited. In this paper, we first designed a simple solid rocket motor and analyzed the variation of the combustion chamber pressure and the temperature of the outer combustion wall surface under ignition conditions by means of a pressure sensor and an infrared thermal imaging camera. In order to study the ablation characteristics of the combustion chamber, thermogravimetric (TG) analysis is performed on the material. Finally, the microscopic morphology of several surfaces of the SRM before and after ablation and the elemental content of different locations of the motor are explored to give a basis for the ablation mechanism of PA12/GB composites of solid rocket motors under high temperature and high-pressure conditions.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}