

Physico-Mechanical Properties and Hydration Processes of Cement Pastes Modified with Pumice, Trass and Waste Chalcedonite Powder

Abstract
:1. Introduction
- The replacement of Portland clinker with other materials (pozzolanic and waste materials), resulting in a new type of Portland cement with additions—compositions with two– or three–ingredient binders;
- The popularization of multi-component and low–clinker cements;
- The efficient use of raw materials and alternative fuels (e.g., biomass);
- The popularization of energy-saving technologies (e.g., belite, sulfoaluminate).
2. Materials and Methods
2.1. Materials
2.2. Composition of Pastes
2.3. Methods
- All ingredients were weighed with an accuracy of 0.1 g for most studies. Cement and additions for calorimetric measurements were weighed with an accuracy of 0.0001 g.
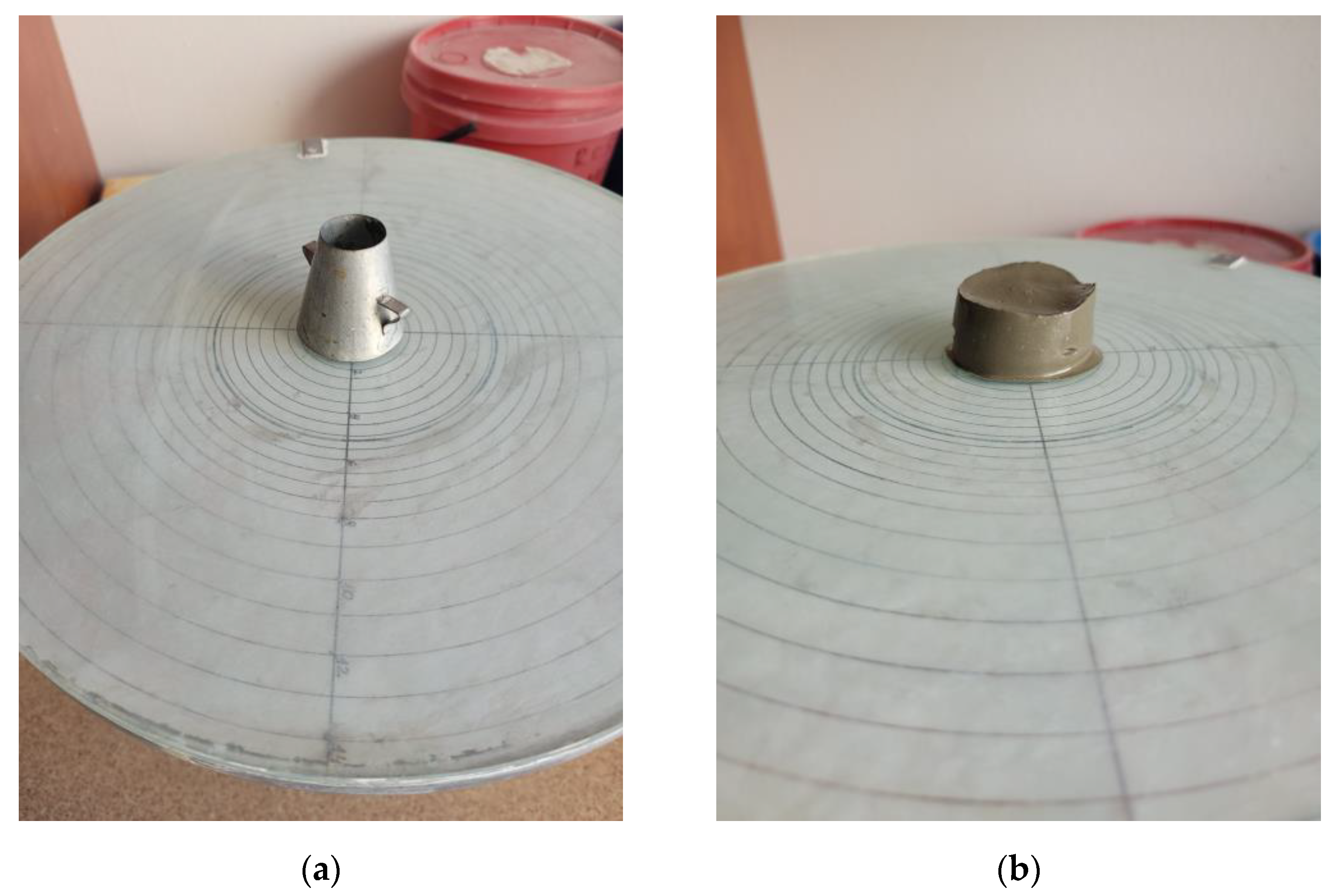
- Consistency was tested with a mini-slump cone test [48]. The research was performed on a flow table (Figure 2a). The mini–cone form was filled with paste and then the form was removed. Firstly, flow diameter was measured with a caliper four times. Secondly, the height (H) of the sample after flow was tested each time (Figure 2b). The dry ingredients were mixed with tap water manually. The mixing procedure was 1 min of mixing, then a 2 min break, then 1 min of mixing followed by 1 min break, then measurement.

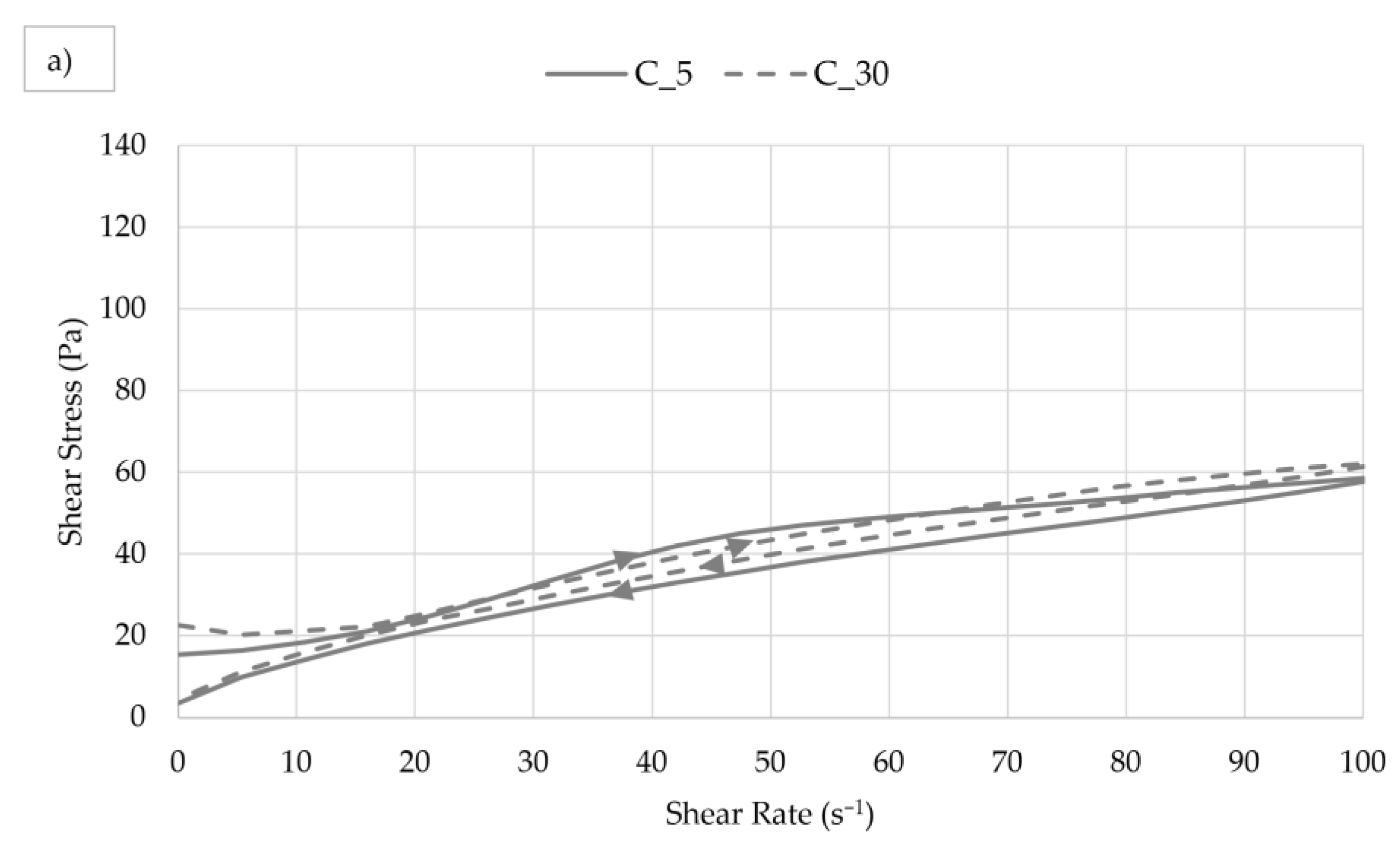
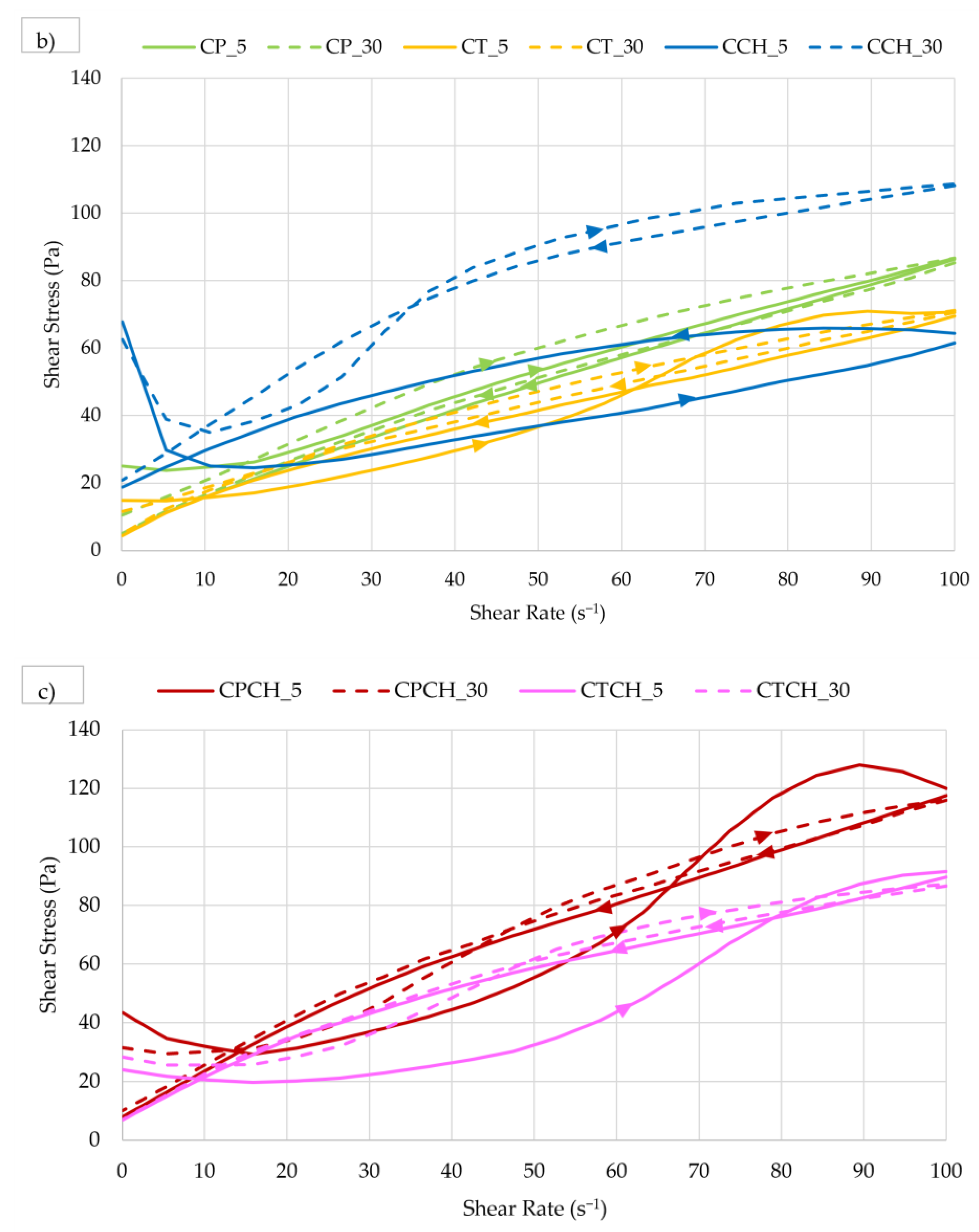
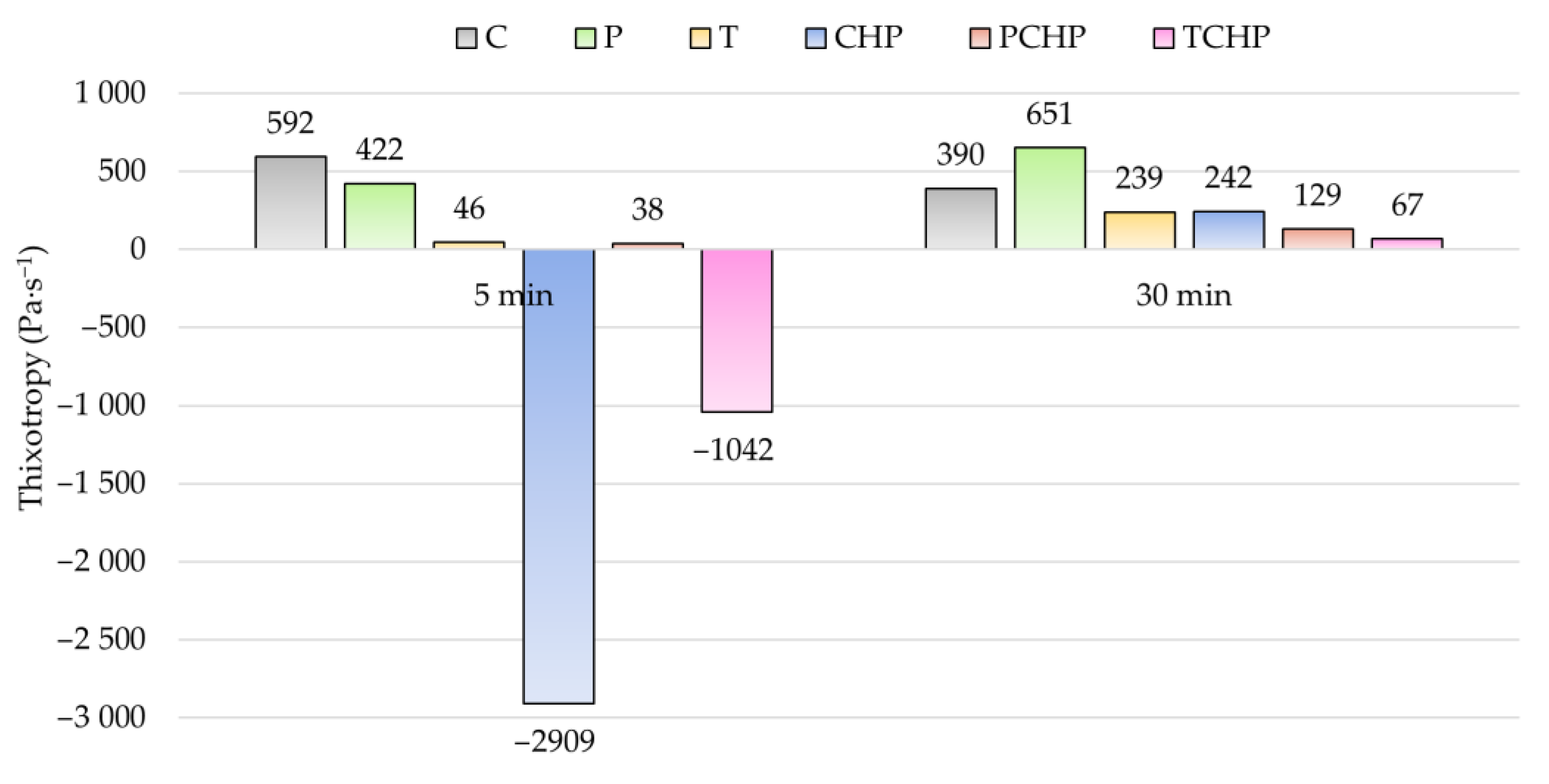
- Rheological experiments were done using a Discovery HR–1 (TA Instruments, New Castle, DE, USA) accompanied by a DIN rotor. Flow curves were obtained 5 min and 30 min after adding water to the binder(s) (the first contact of water, cement and additives) at the temperature of 20 °C. The shear rate gradually changed from 1 s−1 to 100 s−1 and then from 100 s−1 to 1 s−1. The Herschel–Bulkley model [49] was used to calculate the following parameters: yield stress (τ0), consistency coefficient (K) (analogous to plastic viscosity) and fluidity index (n); thixotropy was calculated using the TRIOS software based on the hysteresis area between two flow curves. The dry ingredients were mixed with tap water. The mixing procedure involved 1 min of mixing manually then a 2 min break, followed by placing of the sample in the rheometer cylinder and then measurement.
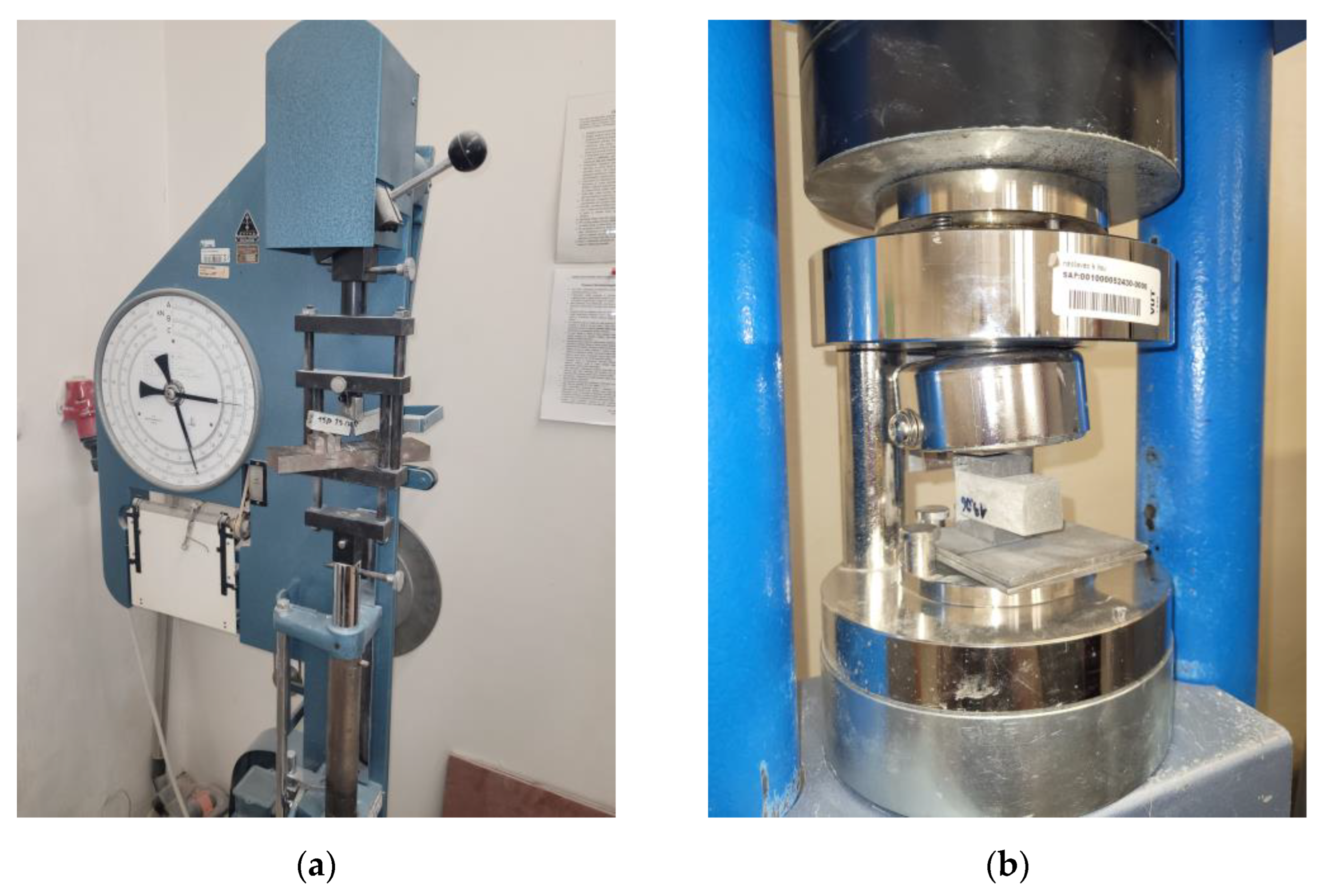
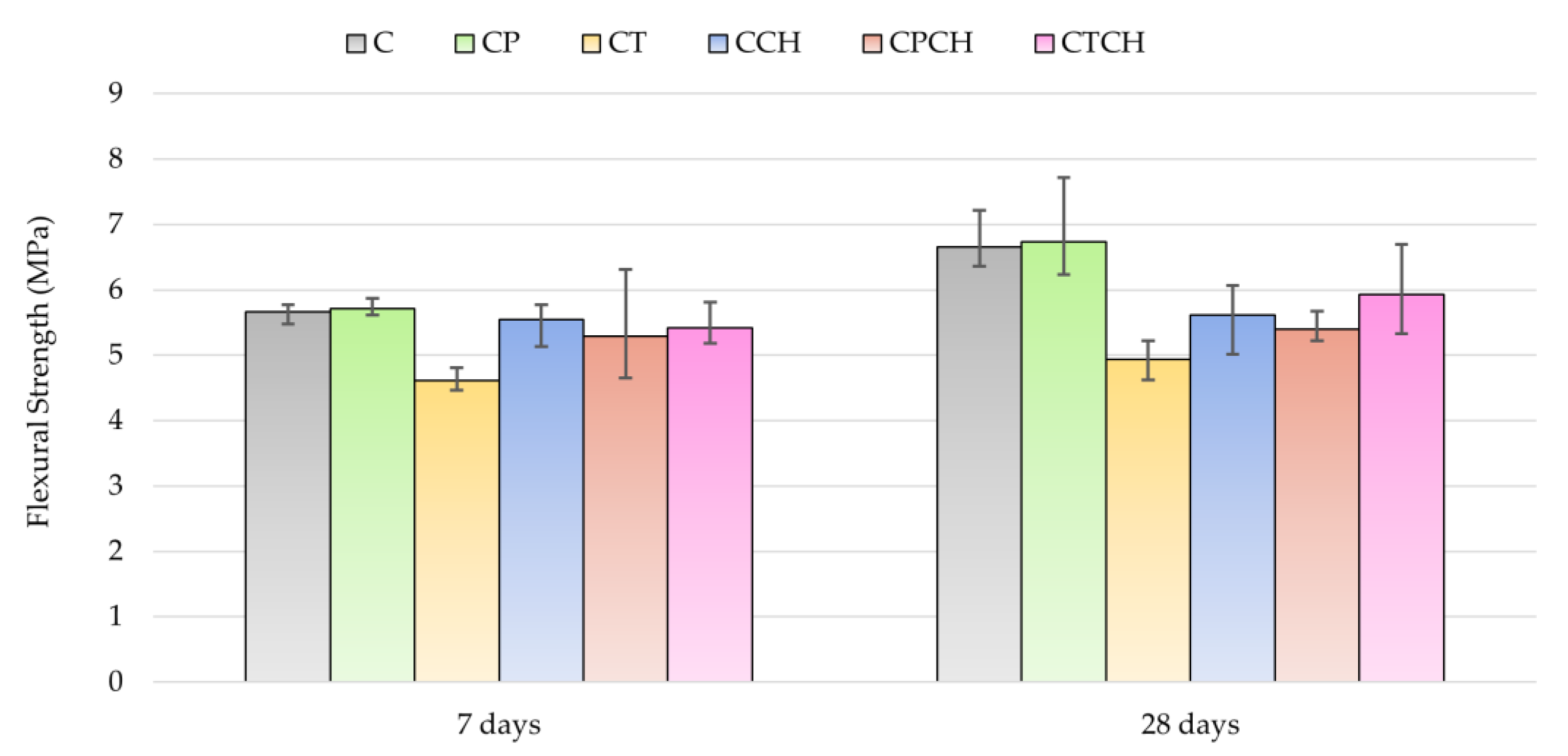
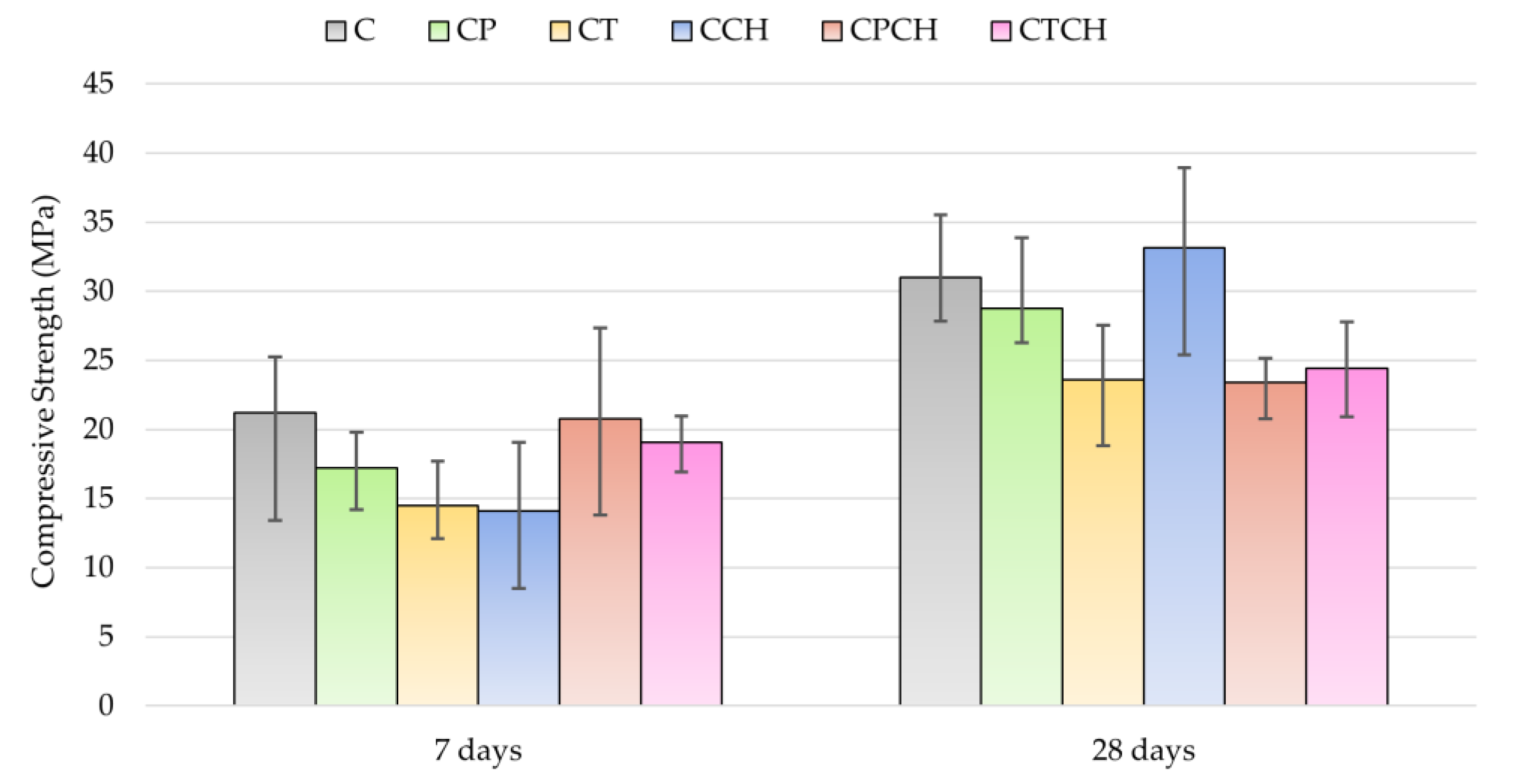
- The paste mixtures for testing hardened materials were prepared in 20 mm × 20 mm × 100 mm moulds. Raw materials and water were mixed for 1 min manually and then the moulds were filled with paste. All of the samples were stored in plastic bags for 24 h to avoid water evaporation; afterwards, they were removed and placed in boxes on a grid above the water level. Mechanical properties tests were performed after 7 and 28 days of curing. Flexural strength (Figure 3a) was determined using a standard three–point bending test (the spacing between the supports was equal to 7 cm), and compressive strength (Figure 3b) was measured on the far edge of both residual pieces obtained from the flexural test. The compressed surface was a square with sides of 2 cm × 2 cm. The average of three measurements for each type of paste was taken as the final flexural strength and the average of six measurements for each type of paste was taken as the final compressive strength.

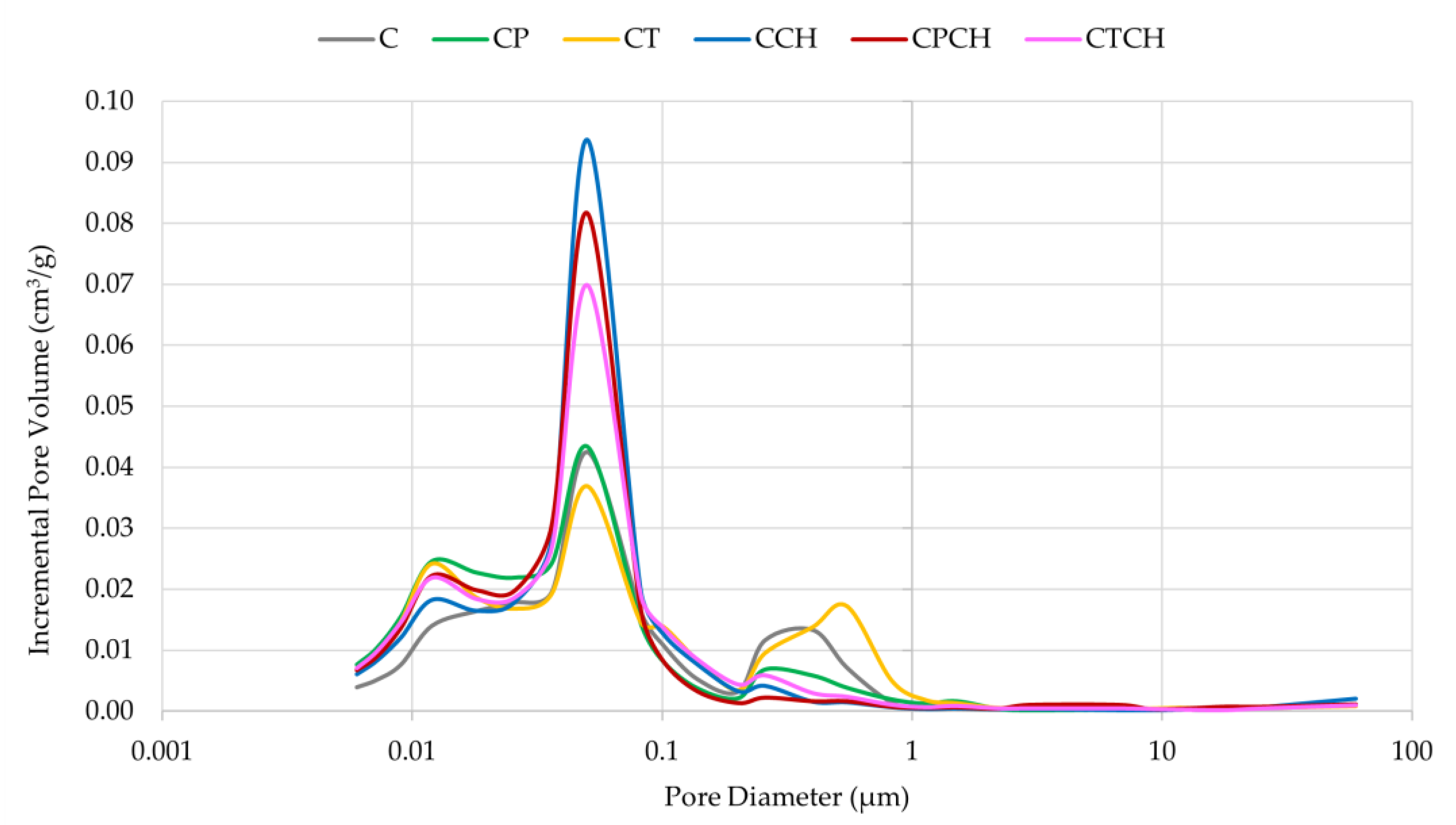
- Porosity, bulk density, apparent density and total pore area were measured with mercury intrusion porosimetry (MIP) using a PoreSizer 9310 (Micromeritics BV, Eindhoven, The Netherlands), generating a maximum pressure of 207 MPa and making it possible to evaluate a theoretical pore diameter of 0.006 μm. The measurements were performed on the cut part of the hardened paste, including both the interior and surface of the paste. Each paste was measured three times, and the results were averaged. MIP tests were performed on the samples remaining after mechanical properties research.
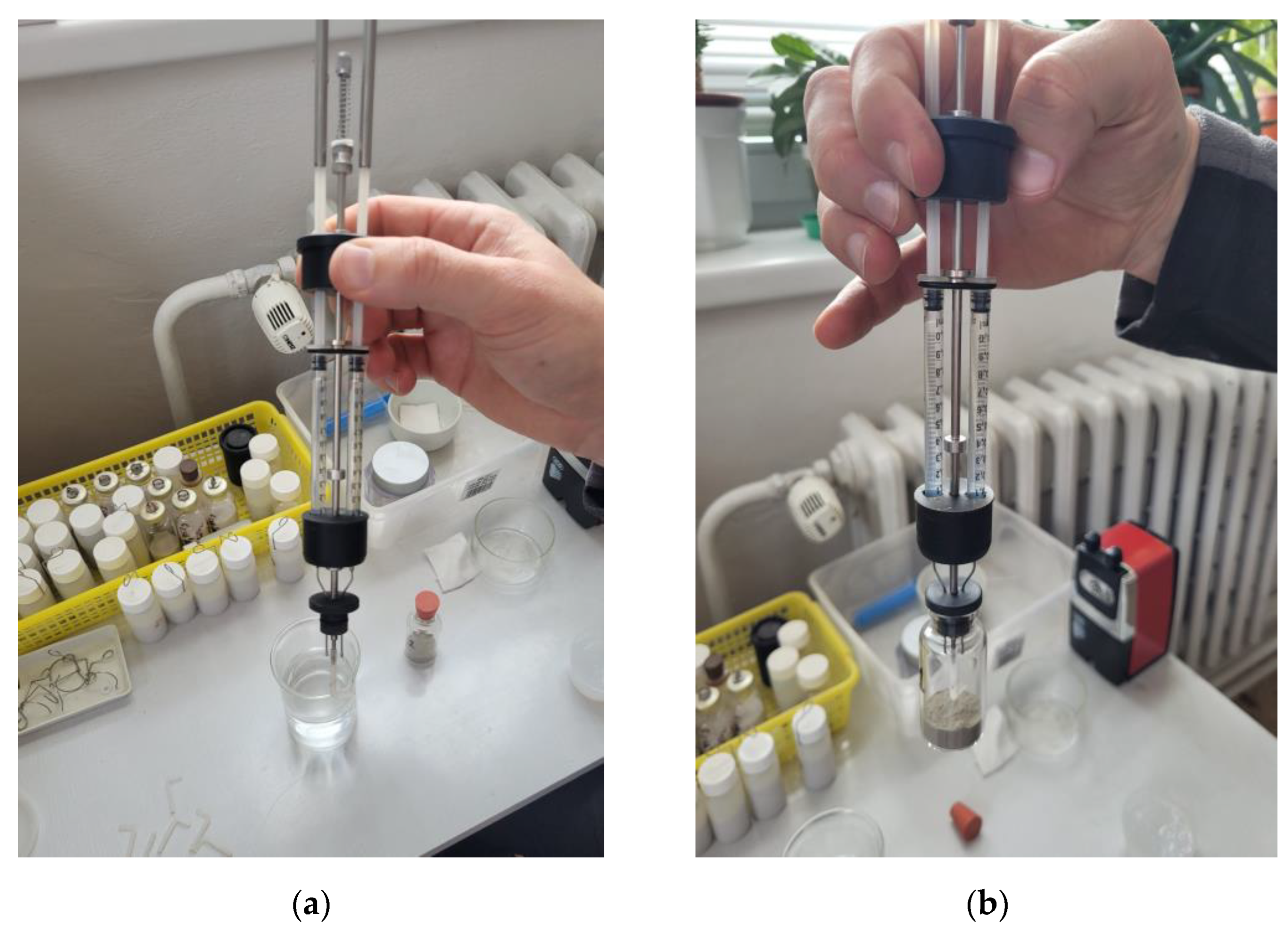
- Hydration processes were studied with calorimetric measurements using TAM Air 8–channel isothermal microcalorimeters (TA Instruments, New Castle, DE, USA). The changes in heat evolution for the first 7 days of the setting and hardening processes were monitored. The temperature of the calorimeter was constant and equal to 25 °C. Additionally, the degree of hydration was calculated for all samples, according to the pattern given in publication [50]. All dry ingredients were weighed and poured into a measuring box (small jar) (Figure 4a) and then the appropriate amount of water was measured (Figure 4b). The samples were seasoned in a calorimeter for 24 h. After this time, water was added to the dry ingredients, the mixture was mixed, and the measurements began.

3. Results and Discussion
3.1. Physical Properties
3.2. Mechanical Parameters
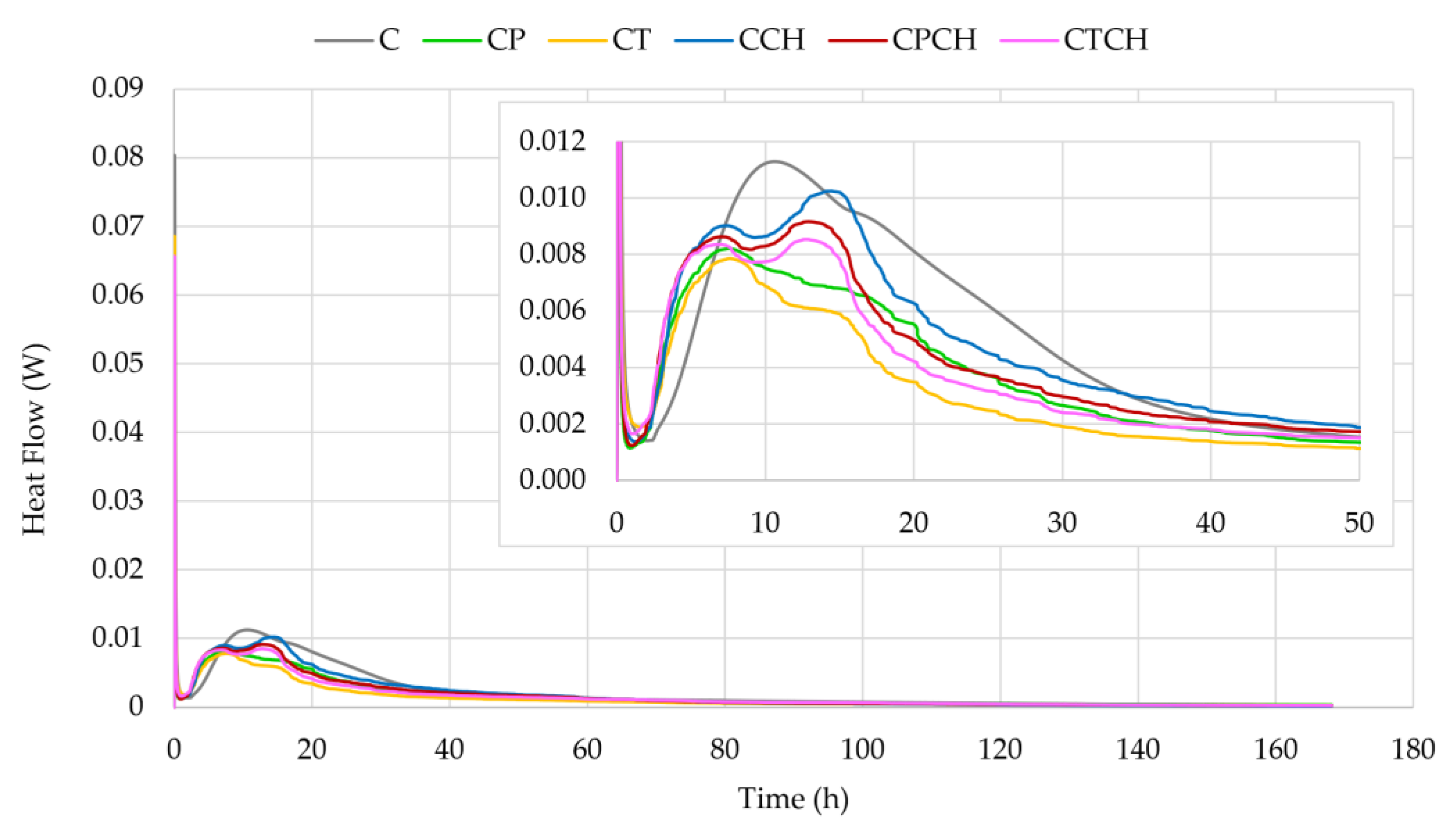
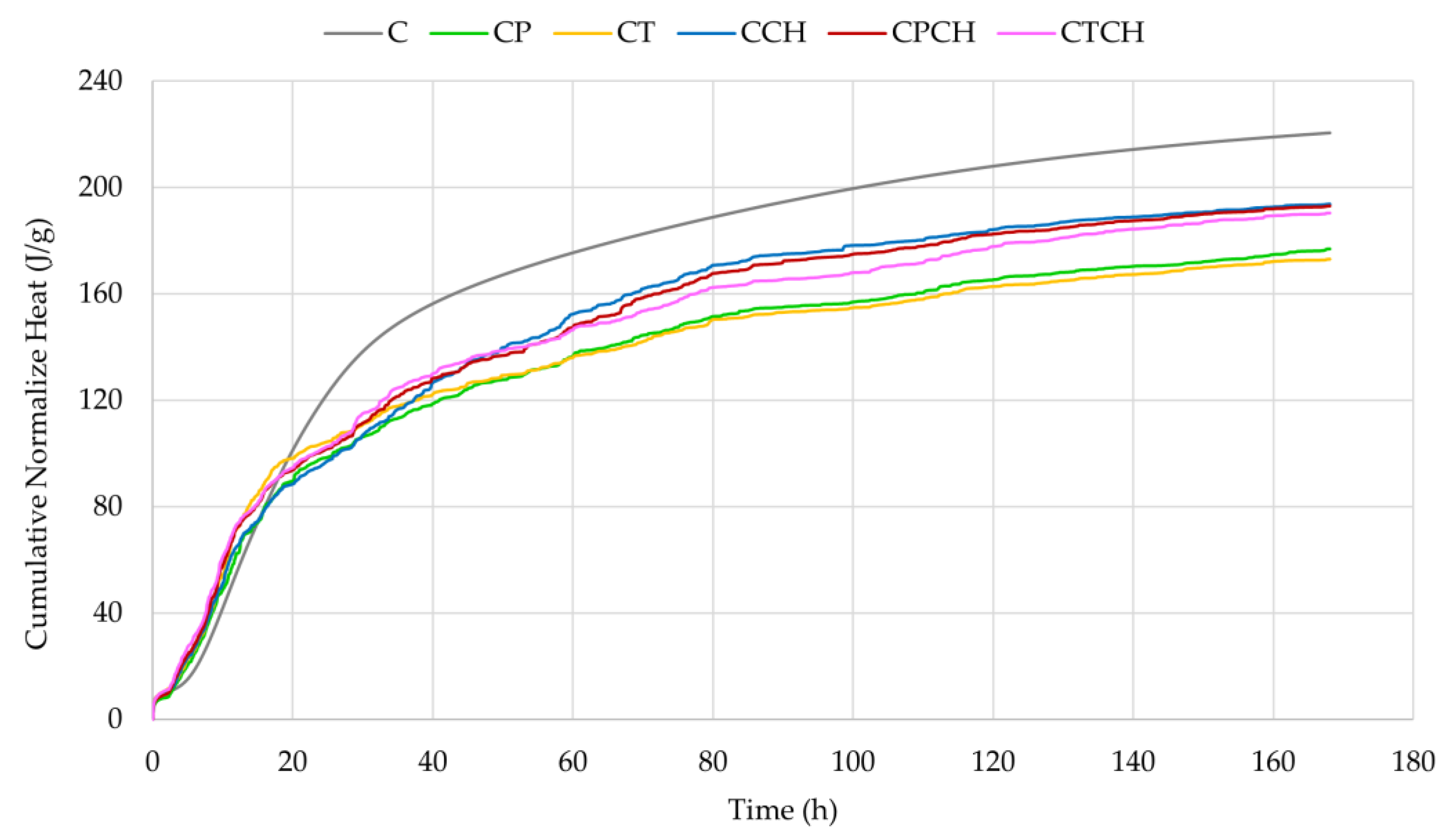
3.3. Calorimetric Measurements
4. Conclusions
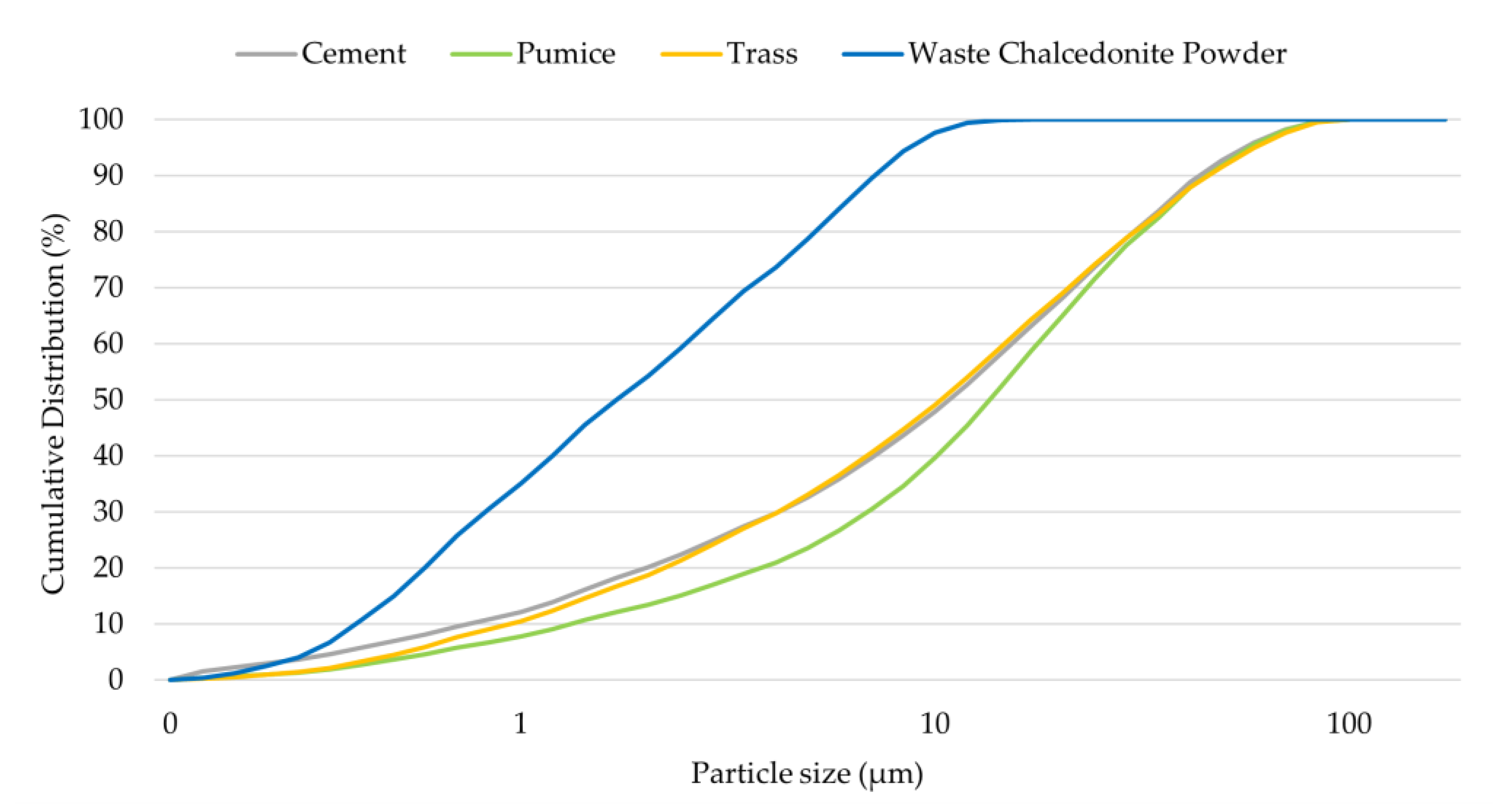
- All additives significantly reduced the flow of cement pastes. They are more water-demanding than cement. This is related to their larger specific surface area and the grain sizes of all additives compared to cement. From a practical point of view, this means that the consistency of mortars or concretes with these raw materials will be worse. Obtaining a flow similar to the reference sample would require an increase in the amount of water or the use of a plasticizer or superplasticizer.
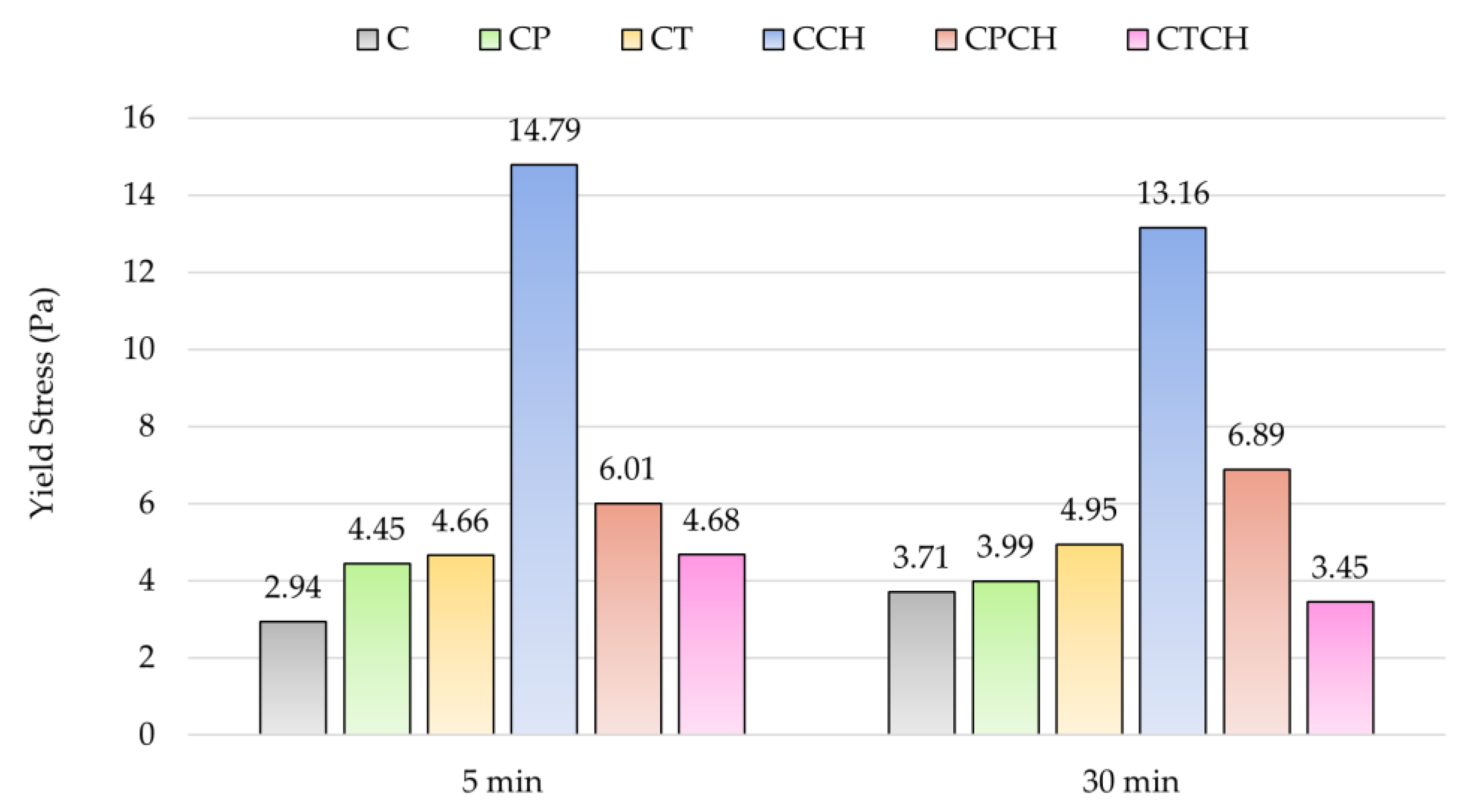
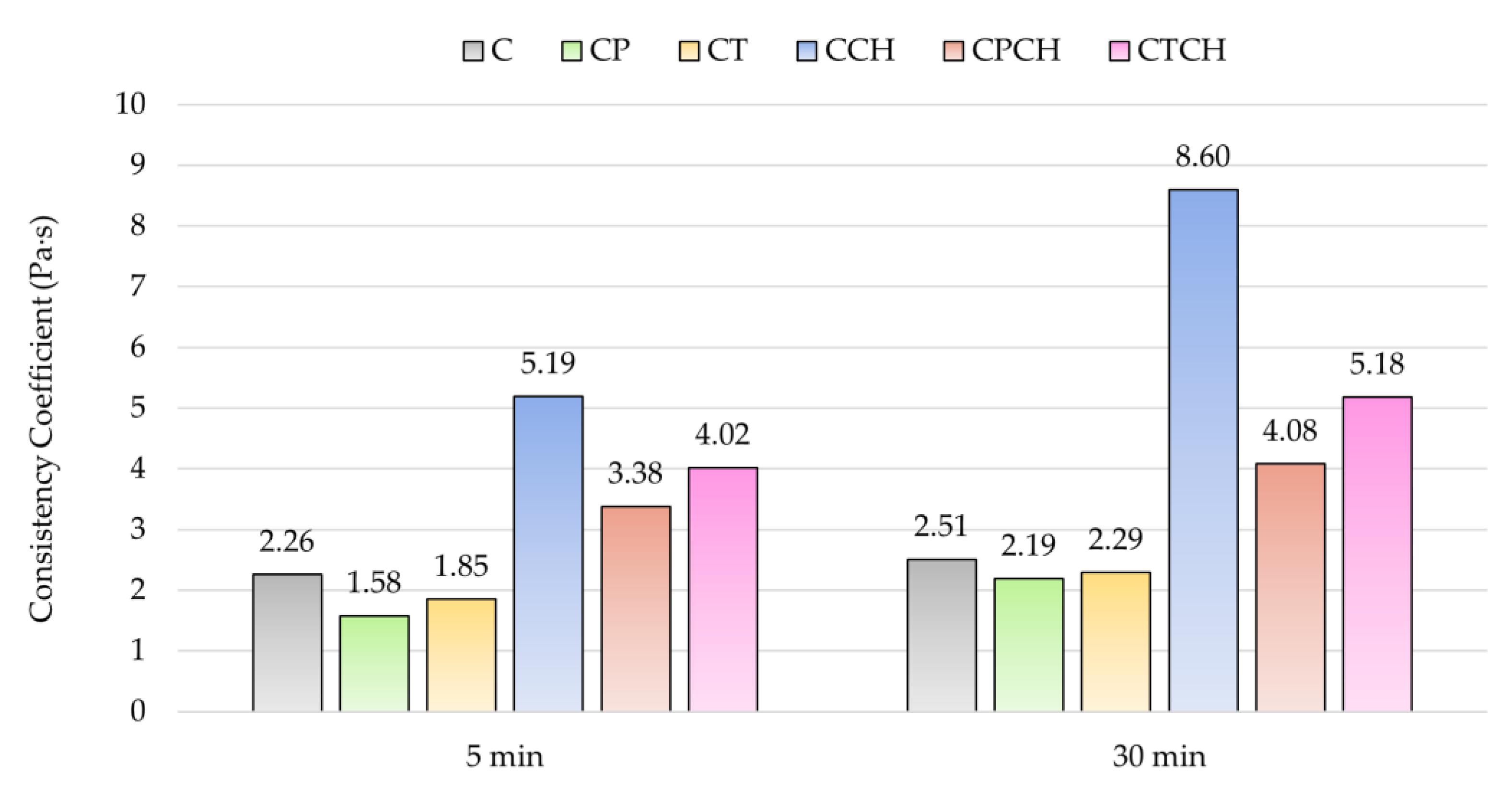
- Fresh cement pastes generally behave as Hershel–Bulkley fluids with very low yield stress. All the additives used had a thickening effect on the cement pastes, despite their different chemical and mineralogical compositions and specific surface areas. They increased the viscosity and yield stress and decreased the thixotropy of the pastes, which is consistent with the results of the consistency test.
- Cement paste was characterized by the highest bulk density and apparent density. The use of additives increased the total pore area more than the porosity of the pastes. The increase in the porosity and total pore size of pastes with additives may be reflected in the greater vapor permeability of the materials.
- The test results show that substitution of cement with 30% pumice, trass or waste chalcedonite powder induces a decrease in flexural and compressive strength after 7 days, but the best compressive strength after 28 days was obtained for the cement paste modified with 30% waste chalcedonite powder.
- The use of the additive(s) accelerates the hydration processes of cement paste. The stimulation effect of additives occurs mainly at the early stages, up to 15 h, which may be reflected in the acceleration of the binding and hardening processes of these pastes. The total evolved heat of blended cement pastes is lower.
- Replacing pumice or trass with 50% waste chalcedonite powder does not significantly deteriorate their parameters for consistency and porosity. Yield stress and consistency index are increased. Partial replacement of trass with chalcedonite powder resulted in a decrease in flexural strength, but the stone waste included in the pumice–chalcedonite pastes resulted in an increase in flexural strength after 7 and 28 days. The early compressive strength of paste with a three-component binder is higher than that of pastes modified with only one additive. Moreover, there is no significant deterioration in compressive strength after 28 days when part of the pumice or trass is replaced with waste chalcedonite powder. The use of three-component binders increases the cumulative amount of heat released in the paste and increases the degree of hydration (after 168 h) compared to pastes with pumice or trass.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Baran, T. The use of of waste and industrial by-products and possibilities of reducing CO2 emission in the cement industry—Industrial trials. Cem. Lim. Concr. 2021, 3, 169–184. [Google Scholar] [CrossRef]
- Baran, T.; Ostrowski, M.; Radelczuk, H.; Francuz, P. The methods of Portland cement clinker production assuring low CO2 emission. Cem. Lim. Concr. 2016, 6, 389–395. [Google Scholar]
- Uliasz-Bocheńczyk, A.; Mokrzycki, E. Carbon dioxide emission in the cement industry. Polit. Energet. 2003, 6, 367–375. (In Polish) [Google Scholar]
- Siemieniuk, J.; Szatyłowicz, E. Reducing CO2 emissions in the process of cement production. Civil Envir. Eng. 2018, 9, 81–87. (In Polish) [Google Scholar]
- Wieczorek, M.; Pichniarczyk, P. Properties of cement with the low Portland clinker and the different content of silica fly ash as well granulated blast furnace slag. Cem. Lim. Concr. 2022, 4, 285–299. [Google Scholar] [CrossRef]
- Lewandowski, M.; Kądzielawski, G. Green competencies of cement industry employees in the context of the assumptions of the European Green Deal. Cem. Lim. Concr. 2022, 4, 265–274. [Google Scholar] [CrossRef]
- Gartner, E. Industrially Interesting Approaches to “Low-CO2” Cements. Cem. Concr. Res. 2004, 34, 1489–1498. [Google Scholar] [CrossRef]
- Środa, B. Innovative technologies in the cement industry. Cem. Lim. Concr. 2021, 5, 444–451. [Google Scholar]
- Środa, B. Cementy niskoklinkierowe—Teraźniejszość i skomplikowana przyszłość. Bud. Techn. Archit. 2022, 1–3, 70–73. (In Polish) [Google Scholar]
- Bajorek, G.; Drabczyk, M.; Nowicka-Semen, J. The importance of low-clinker cements in shaping the durability of reinforced concrete elements. Build. Mat. 2022, 9, 66–69. [Google Scholar] [CrossRef]
- Madlool, N.; Saidur, R.; Hossain, M.; Rahim, N. A critical review on energy use and savings in the cement industries. Renew. Sustain. Energ. Rev. 2011, 4, 2042–2060. [Google Scholar] [CrossRef]
- Ali, M.; Saidur, R.; Hossain, M. A review on emission analysis in cement industries. Renew. Sustain. Energ. Rev. 2011, 5, 2252–2261. [Google Scholar] [CrossRef]
- Chajec, A. Granite powder vs. fly ash for the sustainable production of air-cured cementitious mortars. Materials 2021, 14, 1208. [Google Scholar] [CrossRef] [PubMed]
- Karakurt, C.; Dumangöz, M. Rheological and durability properties of self-compacting concrete produced using marble dust and blast furnace slag. Materials 2022, 15, 1795. [Google Scholar] [CrossRef] [PubMed]
- Spychał, E.; Kotwa, A. Assessment of the possibility of using chalcedonite powder as a component of mortars. Struct. Environm. 2022, 4, 119–125. [Google Scholar] [CrossRef]
- Vyšvařil, M.; Bayer, P.; Žižlavský, T. Use of spongilites as pozzolanic additives in cement mortars. Solid State Phenom. 2021, 325, 65–70. [Google Scholar] [CrossRef]
- Kapeluszna, E.; Szudek, W.; Wolka, P.; Zieliński, A. Implementation of alternative mineral additives in low-emission sustainable cement composites. Materials 2021, 14, 6423. [Google Scholar] [CrossRef] [PubMed]
- Degirmenci, N.; Yilmaz, A. Use of diatomite as partial replacement for Portland cement in cement mortars. Constr. Build. Mater. 2009, 23, 284–288. [Google Scholar] [CrossRef]
- Kocak, B.; Pınarcı, İ.; Güvenç, U.; Kocak, Y. Prediction of compressive strengths of pumice- and diatomite-containing cement mortars with artificial intelligence-based applications. Constr. Build. Mat. 2023, 385, 131516. [Google Scholar] [CrossRef]
- Czapik, P.; Czechowicz, M. Effects of natural zeolite particle size on the cement paste properties. Struct. Environ. 2017, 3, 180–190. [Google Scholar]
- Zeyad, A.M.; Almalki, A. Role of particle size of natural pozzolanic materials of volcanic pumice: Flow properties, strength, and permeability. Arab. J. Geosc. 2021, 14, 107. [Google Scholar] [CrossRef]
- Kapeluszna, E.; Kotwica, Ł.; Pichór, W.; Nocuń-Wczelik, W. Study of expanded perlite by-product as the mineral addition to Portland cement. Cem. Lim. Concr. 2015, 1, 38–44. [Google Scholar] [CrossRef]
- Hossain, K.M.A. Properties of volcanic pumice based cement and lightweight concrete. Cem. Concr. Res. 2004, 34, 283–291. [Google Scholar] [CrossRef]
- Rashad, A.M. An overview of pumice stone as a cementitious material—The best manual for civil engineer. Silicon 2021, 13, 551–572. [Google Scholar] [CrossRef]
- Hamada, H.M.; Abed, F.; Beddu, S.; Humada, A.M.; Majdi, A. Effect of volcanic ash and natural pozzolana on mechanical properties of sustainable cement concrete: A comprehensive review. Case Stud. Constr. Mater. 2023, 19, e02425. [Google Scholar] [CrossRef]
- Joshaghani, A. The effect of trass and fly ash in minimizing alkali-carbonate reaction in concrete. Constr. Build. Mater. 2017, 150, 583–590. [Google Scholar] [CrossRef]
- Topçu, I.B.; Bilir, T.; Uygunoğlu, T. Effect of waste marble dust content as filler on properties of self-compacting concrete. Constr. Build. Mater. 2009, 23, 1947–1953. [Google Scholar] [CrossRef]
- Li, J.; Che, D.; Liu, Z.; Yu, L.; Ouyang, X. Effect of basalt powder on hydration, rheology and strength development of cement paste. Materials 2022, 15, 8632. [Google Scholar] [CrossRef]
- Abdelaziz, M.A.; El-Aleem, S.A.; Menshawy, W.M. Effect of fine materials in local quarry dusts of limestone and basalt on the properties of Portland cement pastes and mortars. Int. J. Eng. Res. 2014, 6, 1038–1056. [Google Scholar]
- Prokopski, G.; Marchuk, V.; Huts, A. Granite dust as a mineral component of a dry cement mortar mixtures. Archiv. Civ. Eng. 2020, 3, 81–96. [Google Scholar] [CrossRef]
- Czarnecki, S.; Chajec, A.; Malazdrewicz, S.; Sadowski, Ł. The prediction of abrasion resistance of mortars modified with granite powder and fly ash using artificial neural networks. Appl. Scien. 2023, 6, 4011. [Google Scholar] [CrossRef]
- Woźniak, Z.Z.; Chajec, A.; Sadowski, Ł. Effect of the partial replacement of cement with waste granite powder on the properties of fresh and hardened mortars for masonry applications. Materials 2022, 15, 9066. [Google Scholar] [CrossRef] [PubMed]
- Ramadji, C.; Messan, A.; Prud’homme, E. Influence of granite powder on physico-mechanical and durability properties of mortar. Materials 2020, 13, 5406. [Google Scholar] [CrossRef] [PubMed]
- Messaoudene, I.; Jauberthie, R.; Rechache, A.; Bounechada, A. Strength development of ternary blended cement with marble powder and natural pozzolana. Cem. Lim. Concr. 2015, 1, 32–37. [Google Scholar]
- Michel, M.M. Characteristics of chalcedonite from Teofilów deposit for possible use in technology of water and wastewater treatment. Gospod. Surowc. Min. 2011, 1, 49–68. (In Polish) [Google Scholar]
- Pavlík, Z.; Vyšvařil, M.; Pavlíková, M.; Žižlavský, T.; Záleská, M.; Pivák, A. Lightweight mortars with chalcedonite—Towards functional and durable materials for repair of historical masonry. J. Build. Eng. 2023, 79, 107841. [Google Scholar] [CrossRef]
- Naziemiec, Z.; Pichniarczyk, P.; Saramak, D. Current issues of processing and industrial utilization of chalcedonite. J. Pol. Min. Eng. Soc. 2017, 1, 89–96. [Google Scholar]
- Kotwa, A.; Ramiączek, P.; Bąk-Patyna, P.; Kowalik, R. Parameters of concrete modified with micronized chalcedonite. Materials 2023, 16, 3602. [Google Scholar] [CrossRef]
- Czapik, P.; Cebulski, M. The properties of cement mortar with natural zeolite and silica fume additions. Struct. Environ. 2018, 2, 105–113. [Google Scholar] [CrossRef]
- Abo-El-Enein, S.A.; El-kady, G.; El-Sokkary, T.M.; Gharieb, M. Physico-mechanical properties of composite cement pastes containing silica fume and fly ash. HBRC J. 2015, 11, 7–15. [Google Scholar] [CrossRef]
- Ghanim, A.A.J.; Rahman, F.U.; Adil, W.; Zeyad, A.M. Experimental investigation of industrial wastes in concrete: Mechanical and microstructural evaluation of pumice powder and fly ash in concrete. Case Stud. Constr. Mat. 2023, 18, e01999. [Google Scholar] [CrossRef]
- Brachaczek, W.; Chleboś, A. Effect of limestone powder and silica dust additives on one-component sealing mortar. Build. Mat. 2023, 3, 42–46. [Google Scholar] [CrossRef]
- Kabay, N.; Tufekci, M.M.; Kizilkannat, A.B.; Oktay, D. Properties of concrete with pumice powder and fly ash as cement replacement materials. Constr. Build. Mat. 2015, 85, 1–8. [Google Scholar] [CrossRef]
- Vance, K.; Aguayo, M.; Oey, T.; Sant, G.; Neithalath, N. Hydration and strength development in ternary Portland cement blends containing limestone and fly ash or metakaolin. Cem. Concr. Compos. 2013, 39, 93–103. [Google Scholar] [CrossRef]
- ASTM C 618-17a; Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. ASTM International: West Conshohocken, PA, USA, 2010.
- PN-EN 196-6:2019-01; Metody Badania Cementu. Część 6: Oznaczenie Stopnia Zmielenia. Polski Komitet Normalizacyjny: Warsaw, Poland, 2011. (In Polish)
- Raverdy, M.; Brivot, F.; Paillére, A.M.; Dron, R. Appréciation de I’Activité Pouzzolanique des Constituents Secondaires. In 7th International Congress on the Chemistry of Cement; Éditions Septima: Paris, France, 1980; Volume 3, pp. 36–41. [Google Scholar]
- Tan, Z.; Bernal, S.A.; Provis, J.L. Reproducible mini-slump test procedure for measuring the yield stress of cementitious pastes. Mater. Struct. 2017, 50, 235. [Google Scholar] [CrossRef] [PubMed]
- Žižlavský, T.; Vyšvařil, M. Effect of natural lightweight aggregate on fresh state properties of lime mortars. AIP Conf. Proc. 2021, 2322, 020018. [Google Scholar] [CrossRef]
- Spychał, E.; Stępień, P. Effect of cellulose ether and starch ether on hydration of cement processes and fresh-state properties of cement mortars. Materials 2022, 15, 8764. [Google Scholar] [CrossRef]
- Vyšvařil, M.; Žižlavský, T.; Rovnaníková, P. Fresh state properties of spongilite blended cement pastes. AIP Conf. Proc. 2021, 2322, 020008. [Google Scholar]
- Tydlitát, V.; Zákoutský, J.; Černý, R. Early-stage hydration heat development in blended cements containing natural zeolite studied by isothermal calorimetry. Therm. Act. 2014, 582, 53–58. [Google Scholar]
- Rahhal, V.; Cabrera, O.; Talero, R.; Delgado, A. Calorimetry of Portland cement with silica fume and gypsum additions. J. Therm. Anal. Calorim. 2007, 87, 331–336. [Google Scholar] [CrossRef]
- Rahhal, V.F.; Pavlík, Z.; Tironi, A.; Castellano, C.C.; Trezza, M.A.; Černý, R.; Irassar, E.F. Effect of cement composition on the early hydration of blended cements with natural zeolite. J. Therm. Anal. Calorim. 2017, 128, 721–733. [Google Scholar] [CrossRef]
- Rahhal, V.; Talero, R. Calorimetry of Portland cement with metakaolins, quartz and gypsum additions. J. Therm. Anal. Calorim. 2008, 91, 825–834. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Components (%) | Cement (C) | Pumice (P) | Trass (T) | Waste Chalcedonite Powder (CH) |
|---|---|---|---|---|
| SiO2 | 18.33 | 54.27 | 50.08 | 99.01 |
| Al2O3 | 4.71 | 20.50 | 17.61 | 0.84 |
| Fe2O3 | 4.25 | 2.07 | 5.46 | 0.04 |
| CaO | 64.13 | 0.65 | 4.16 | 0.05 |
| MgO | 1.65 | 0.11 | 1.70 | 0.03 |
| Na2O | 0.05 | 9.20 | 3.61 | 0.05 |
| K2O | 0.59 | 5.62 | 4.67 | 0.04 |
| SO3 | 2.68 | 0.07 | 0.05 | 0.00 |
| TiO2 | 0.26 | 0.21 | 0.81 | 0.02 |
| MnO | 0.19 | 0.42 | 0.21 | 0.01 |
| P2O5 | 0.16 | 0.07 | 0.34 | 0.03 |
| L.O.I. | 2.99 | 6.38 | 10.05 | 0.07 |
| Pozzolanic Activity (mg Ca(OH)2/1 g) | Pumice | Trass | Waste Chalcedonite Powder |
|---|---|---|---|
| After 1 day | 887 | 516 | 824 |
| After 2 days | 910 | 618 | 1201 |
| After 3 days | 958 | 641 | 1382 |
| Component (wt. %) | C | CP | CT | CCH | CPCH | CTCH |
|---|---|---|---|---|---|---|
| Cement | 100 | 70 | 70 | 70 | 70 | 70 |
| Pumice | 0 | 30 | 0 | 0 | 15 | 0 |
| Trass | 0 | 0 | 30 | 0 | 0 | 15 |
| Waste Chalcedonite Powder | 0 | 0 | 0 | 30 | 15 | 15 |
| Component (g) | C | CP | CT | CCH | CPCH | CTCH |
|---|---|---|---|---|---|---|
| Cement | 70 | 49 | 49 | 49 | 49 | 49 |
| Pumice | 0 | 21 | 0 | 0 | 10.5 | 0 |
| Trass | 0 | 0 | 21 | 0 | 0 | 10.5 |
| Waste Chalcedonite Powder | 0 | 0 | 0 | 21 | 10.5 | 10.5 |
| Water | 35 | 35 | 35 | 35 | 35 | 35 |
| Component (g) | C | CP | CT | CCH | CPCH | CTCH |
|---|---|---|---|---|---|---|
| Cement | 150 | 105 | 105 | 105 | 105 | 105 |
| Pumice | 0 | 45 | 0 | 0 | 22.5 | 0 |
| Trass | 0 | 0 | 45 | 0 | 0 | 22.5 |
| Waste Chalcedonite Powder | 0 | 0 | 0 | 45 | 22.5 | 22.5 |
| Water | 75 | 75 | 75 | 75 | 75 | 75 |
| Component (g) | C | CP | CT | CCH | CPCH | CTCH |
|---|---|---|---|---|---|---|
| Cement | 4 | 2.8 | 2.8 | 2.8 | 2.8 | 2.8 |
| Pumice | 0 | 1.2 | 0 | 0 | 0.6 | 0 |
| Trass | 0 | 0 | 1.2 | 0 | 0 | 0.6 |
| Waste Chalcedonite Powder | 0 | 0 | 0 | 1.2 | 0.6 | 0.6 |
| Water | 2 | 2 | 2 | 2 | 2 | 2 |
| Type of Paste | Mini–Slump Flow (mm) | H (mm) |
|---|---|---|
| C | 61.3 ± 1.3 | 14.5 |
| CP | 41.0 ± 1.0 | 26.4 |
| CT | 41.2 ± 0.3 | 21.8 |
| CCH | 38.4 ± 0.9 | 28.3 |
| CPCH | 39.7 ± 0.5 | 26.4 |
| CTCH | 40.8 ± 0.1 | 24.4 |
| Type of Paste | Time after Mixing (min) | τ0 (Pa) | K (Pa·s) | n (−) | R2 | Thixotropy (Pa·s−1) |
|---|---|---|---|---|---|---|
| C_5 | 5 | 2.94 | 2.26 | 0.69 | 0.99971 | 592 |
| C_30 | 30 | 3.71 | 2.51 | 0.68 | 0.99977 | 390 |
| CP_5 | 5 | 4.45 | 1.58 | 0.86 | 0.99998 | 422 |
| CP_30 | 30 | 3.99 | 2.19 | 0.78 | 0.99957 | 651 |
| CT_5 | 5 | 4.66 | 1.85 | 0.77 | 0.99912 | 46 |
| CT_30 | 30 | 4.95 | 2.29 | 0.73 | 0.99951 | 239 |
| CCH_5 | 5 | 14.79 | 5.19 | 0.68 | 0.99431 | −2909 |
| CCH_30 | 30 | 13.16 | 8.60 | 0.53 | 0.98294 | 242 |
| CPCH_5 | 5 | 6.01 | 3.38 | 0.75 | 0.99908 | 38 |
| CPCH_30 | 30 | 6.89 | 4.08 | 0.71 | 0.99883 | 129 |
| CTCH_5 | 5 | 4.68 | 4.02 | 0.66 | 0.99858 | −1042 |
| CTCH_30 | 30 | 3.45 | 5.18 | 0.61 | 0.99660 | 67 |
| Type of Paste | Bulk Density (g/cm3) | Apparent Density (g/cm3) | Total Pore Area (m2/g) | Porosity (%) |
|---|---|---|---|---|
| C | 1.56 | 2.26 | 22.67 | 31.12 |
| CP | 1.46 | 2.16 | 35.08 | 32.47 |
| CT | 1.41 | 2.14 | 32.06 | 33.84 |
| CCH | 1.43 | 2.26 | 32.40 | 36.86 |
| CPCH | 1.38 | 2.09 | 34.59 | 33.86 |
| CTCH | 1.42 | 2.21 | 34.59 | 35.71 |
| Type of Paste | Flexural Strength (MPa) | Changes in Flexural Strength Compared to C (%) | ||
|---|---|---|---|---|
| After 7 Days | After 28 Days | After 7 Days | After 28 Days | |
| C | 5.66 | 6.65 | - | - |
| CP | 5.71 | 6.74 | +0.9 | +1.4 |
| CT | 4.61 | 4.94 | −18.5 | −25.7 |
| CCH | 5.54 | 5.62 | −2.12 | −15.5 |
| CPCH | 5.29 | 5.40 | −6.5 | −18.8 |
| CTCH | 5.42 | 5.93 | −4.2 | −10.8 |
| Type of Paste | Compressive Strength (MPa) | Changes in Compressive Strength Compared to C (%) | ||
|---|---|---|---|---|
| After 7 Days | After 28 Days | After 7 Days | After 28 Days | |
| C | 21.19 | 30.99 | − | − |
| CP | 17.24 | 28.76 | −18.6 | −7.2 |
| CT | 14.48 | 23.60 | −31.7 | −23.8 |
| CCH | 14.12 | 33.14 | −33.4 | +6.9 |
| CPCH | 20.79 | 23.40 | −1.9 | −24.5 |
| CTCH | 19.08 | 24.42 | −10.0 | −21.2 |
| Type of Paste | Cumulative Normalized Heat (J/g) | ||
|---|---|---|---|
| After 24 h | After 41 h | After 168 h | |
| C | 119.18 | 157.74 | 220.68 |
| CP | 98.06 | 120.41 | 176.94 |
| CT | 103.73 | 123.49 | 173.10 |
| CCH | 95.42 | 127.94 | 193.72 |
| CPCH | 100.65 | 128.94 | 193.10 |
| CTCH | 101.55 | 132.17 | 190.46 |
| Type of Paste | Degree of Hydration (−) | ||
|---|---|---|---|
| After 24 h | After 41 h | After 168 h | |
| C | 54.01 | 71.48 | 100.00 |
| CP | 44.44 | 54.56 | 80.18 |
| CT | 47.00 | 55.96 | 78.44 |
| CCH | 43.24 | 57.98 | 87.78 |
| CPCH | 45.61 | 58.43 | 87.50 |
| CTCH | 46.02 | 59.89 | 86.31 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Spychał, E.; Vyšvařil, M. Physico-Mechanical Properties and Hydration Processes of Cement Pastes Modified with Pumice, Trass and Waste Chalcedonite Powder. Materials 2024, 17, 236. https://doi.org/10.3390/ma17010236
Spychał E, Vyšvařil M. Physico-Mechanical Properties and Hydration Processes of Cement Pastes Modified with Pumice, Trass and Waste Chalcedonite Powder. Materials. 2024; 17(1):236. https://doi.org/10.3390/ma17010236
Chicago/Turabian StyleSpychał, Edyta, and Martin Vyšvařil. 2024. "Physico-Mechanical Properties and Hydration Processes of Cement Pastes Modified with Pumice, Trass and Waste Chalcedonite Powder" Materials 17, no. 1: 236. https://doi.org/10.3390/ma17010236
APA StyleSpychał, E., & Vyšvařil, M. (2024). Physico-Mechanical Properties and Hydration Processes of Cement Pastes Modified with Pumice, Trass and Waste Chalcedonite Powder. Materials, 17(1), 236. https://doi.org/10.3390/ma17010236