1. Introduction
As the use of plastics increases worldwide for reasons such as convenience, the amount of plastic discarded is also increasing. In 2019, global plastic production was 460 million tons. However, only 9% of plastic waste was recycled, 19% of plastic waste was incinerated, and 50% of plastic waste ended up in landfills [
1]. Even 22% of plastic waste was found to be improperly disposed of, such as being incinerated in open pits or dumped on land or in aquatic environments, especially in poorer countries. As such, only part of the plastic waste is recycled, and the rest is landfilled, incinerated, or mistreated, causing serious environmental pollution problems. In Korea as well, in the case of household waste, the average daily amount of plastic waste increased from 7260 tons in 2016 to 12,822 tons in 2021 [
2]. Among that, 86.6% of plastic waste discharged separately was recycled, but only 13.4% of plastic waste discharged with other types of household waste was recycled. This is because such plastic waste is mixed with various types of polymers as well as other types of household waste, increasing the cost of separation and sorting. Plastic waste discharged with other types of household waste also contains a large number of foreign substances.
One of the ways to economically mass recycle plastic waste is to use it as a material in cement-based composites such as mortar and concrete [
3,
4,
5]. By using plastic waste as sand or gravel replacement in cement-based composites, it is possible not only to recycle plastic waste more effectively but also to reduce consumption of limited natural resources such as sand and gravel.
The researches on the use of plastic waste aggregates (PWAs) in cement-based composites have mainly been undertaken by using a PWA made by a single type of polymer such as polyethylene terephthalate (PET), polypropylene (PP), polyvinylchloride (PVC), polyethylene (PE), polycarbonate (PC), and so on [
6,
7,
8,
9,
10,
11,
12,
13]. However, limited research has investigated the effect of mixed plastic waste aggregates (MPAs) composed of several types of polymers on the properties of cement-based composites, and there is also research that has simultaneously investigated the effects of different types of PWAs on cement-based composite properties [
3,
14,
15,
16].
Jacob-Vaillancourt et al. [
3] reported that the compressive strength of concrete decreased at 28 days as 5%, 10%, and 20% of sand volume was replaced with MPAs. It was also found that under the same conditions of replacing 20% of sand volume with PWAs made of one type of polymer or MPA and using an air-reducing agent of 50 mL/m
3, the compressive strength of concrete with MPAs was smaller than that of concrete using PVC aggregates but was larger than that of concrete with PWAs made of PP, PE, or PS. Ruiz-Herrero et al. [
14] used two types of PWAs, each made of PVC and PE. In the same replacement of sand volume with PWAs, the compressive strength loss rate of concrete with both PVC and PE aggregates did not necessarily get larger than that of concrete with single-material aggregates of PVC or PE, and the compressive strength loss rate of concrete with both PVC and PE aggregates was the smallest when 10% of sand volume was replaced. It was also found that from 10% of sand volume with PVC aggregates, the compressive strength loss rate of concrete was equal to or smaller than that of mortar.
It has been reported that the mechanical properties of cement-based composites using PWAs are affected by the type, shape, size, and input amount of PWAs. In particular, the compressive strength of cement-based composites with PWAs usually decreases as the amount of PWA increases, even though some researchers reported that the compressive strength of cement-based composites using PWAs slightly increased for low-level PWA replacement [
8,
10].
Thorneycroft et al. [
8] replaced 0.64% of sand volume with virgin PP fibers, and the compressive strength resulted in an improvement of 1.5% compared to the reference mix without a PWA. The reasons why PWAs reduces the compressive strength of concrete are generally known as (1) the lower strength and stiffness of PWAs compared to natural aggregates, (2) the air voids formed around PWAs due to the hydrophobicity of PWAs, and (3) the weak bond between PWAs and the surrounding cement matrix by more air voids around PWAs compared to natural aggregates [
7,
11].
Accordingly, some researches [
8,
17,
18] have been undertaken to improve the weak bond between a PWA and the surrounding cement matrix by chemical or physical surface treatment of PWAs. Naik et al. [
17] chemically treated a PWA (shredded high-density polyethylene) with bleach (5% hypochlorite) solution and bleach (5% hypochlorite) solution with 4% sodium hydroxide and attempted to improve bonding between the treated PWA and the surrounding cement matrix through chemical reaction. The surface treatment with bleach solution with sodium hydroxide was reported to be more effective on preventing compressive strength loss by the PWA than the surface treatment with just the bleach solution. Thorneycroft et al. [
8] similarly treated the surface of PET and PP fiber aggregates with a solution of bleach (sodium hypochlorite) with caustic soda (sodium hydroxide). The compressive strength of concrete using PET aggregates that were chemically treated was lower than that of concrete with PET aggregates that were not chemically treated. This was assumed to be because the crystals, which formed on the surface of PET aggregates by chemical treatment, dissolved and decomposed during mixing and curing of concrete. Choi et al. [
18] coated the surface of PET aggregates with ground granulated blastfurnace slag and confirmed that calcium hydroxide was formed on the aggregate surface. However, the compressive strength of concrete also decreased with the increase in the volume of the coated PET aggregates.
To improve the weak bond between PWAs and the surrounding cement matrix, some researches have been conducted on chemical surface treatment of PWAs for concrete. Although it has been shown that the compressive strength of concrete has been partially improved by chemical surface treatment of PWAs, research on improving the bond of MWAs and the surrounding cement matrix in cement-based composites is still limited, including for PWAs.
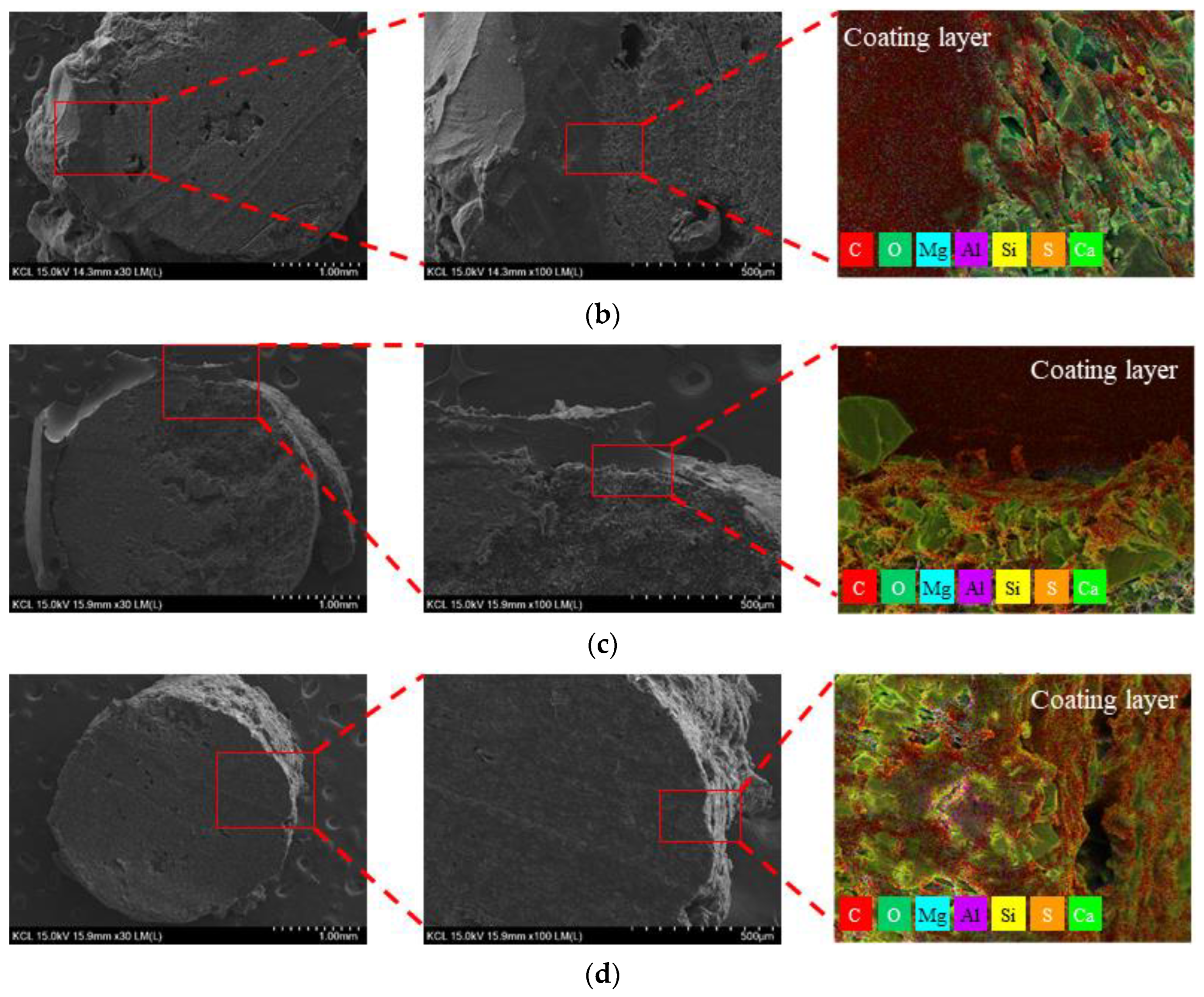
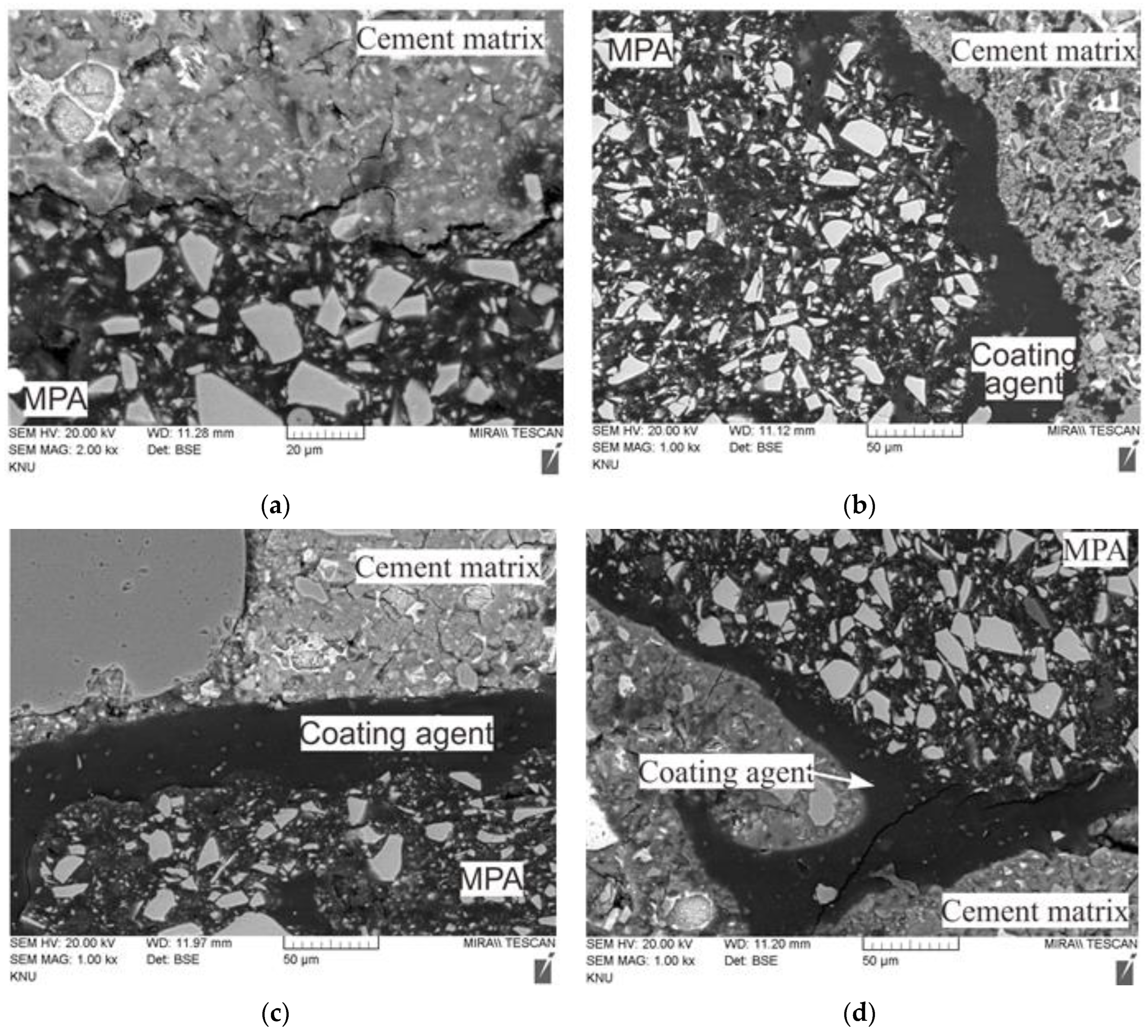
The purpose of this study is to recycle plastic waste discharged with other types of household waste as sand replacement in mortar for civil structures. Therefore, the surface of the MPAs was modified to be hydrophilic to improve the bond between the MPA and the surrounding cement matrix by increasing the polar surface energy of it using two types of coating agents: a silicone amine resin and acrylic binders. Then, the effect of the surface hydrophilization of MPAs on the bond between the MPA and the surrounding cement matrix and consequently on properties of mortar was experimentally evaluated.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}