
Effects of Pulsed Current on the Microstructure and Properties of Laser Cladded TC17 Titanium Alloy



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
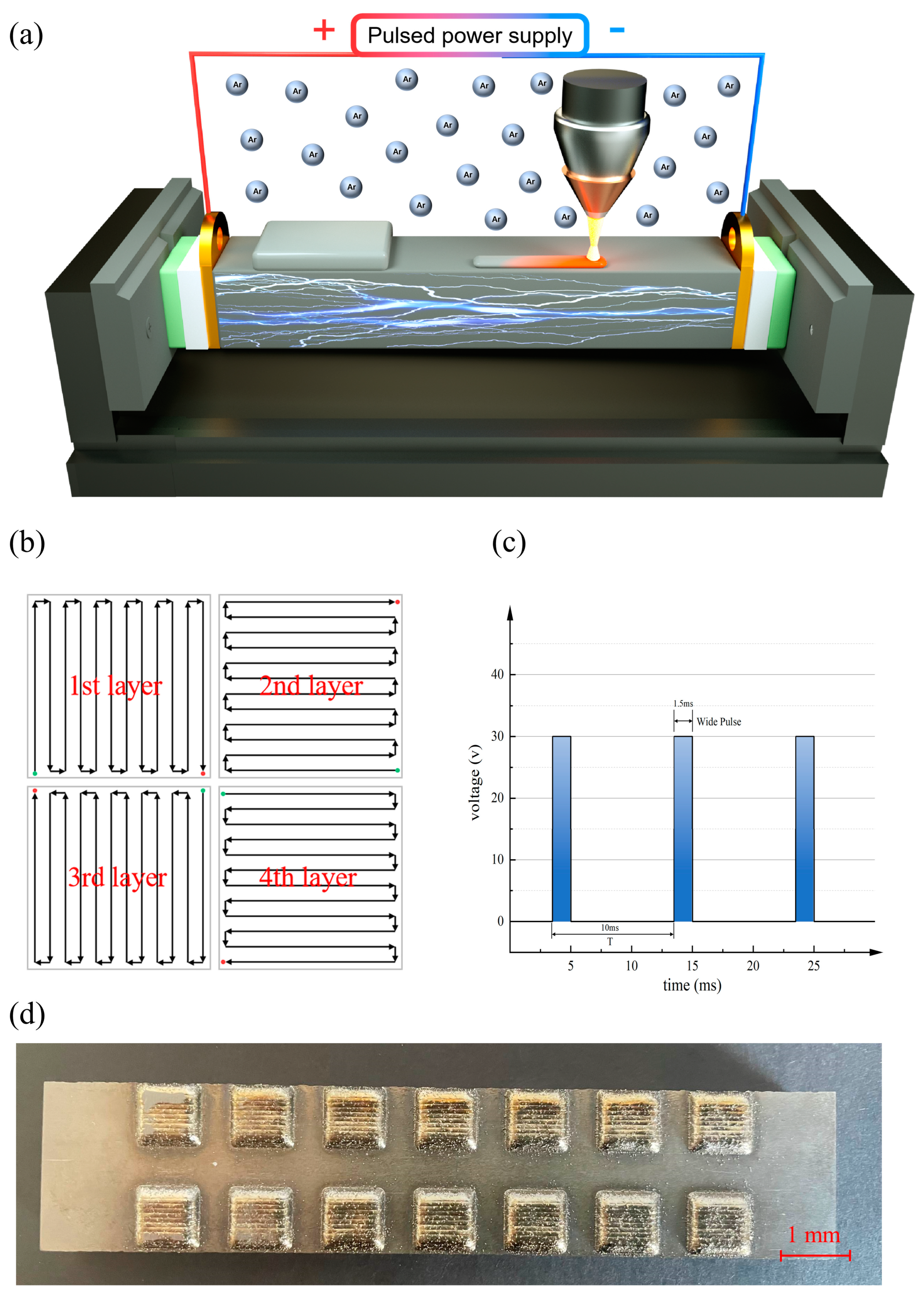
2.2. PC-Assisted Laser Cladding Experiment
2.3. Performance Testing and Microstructural Characterization
3. Results
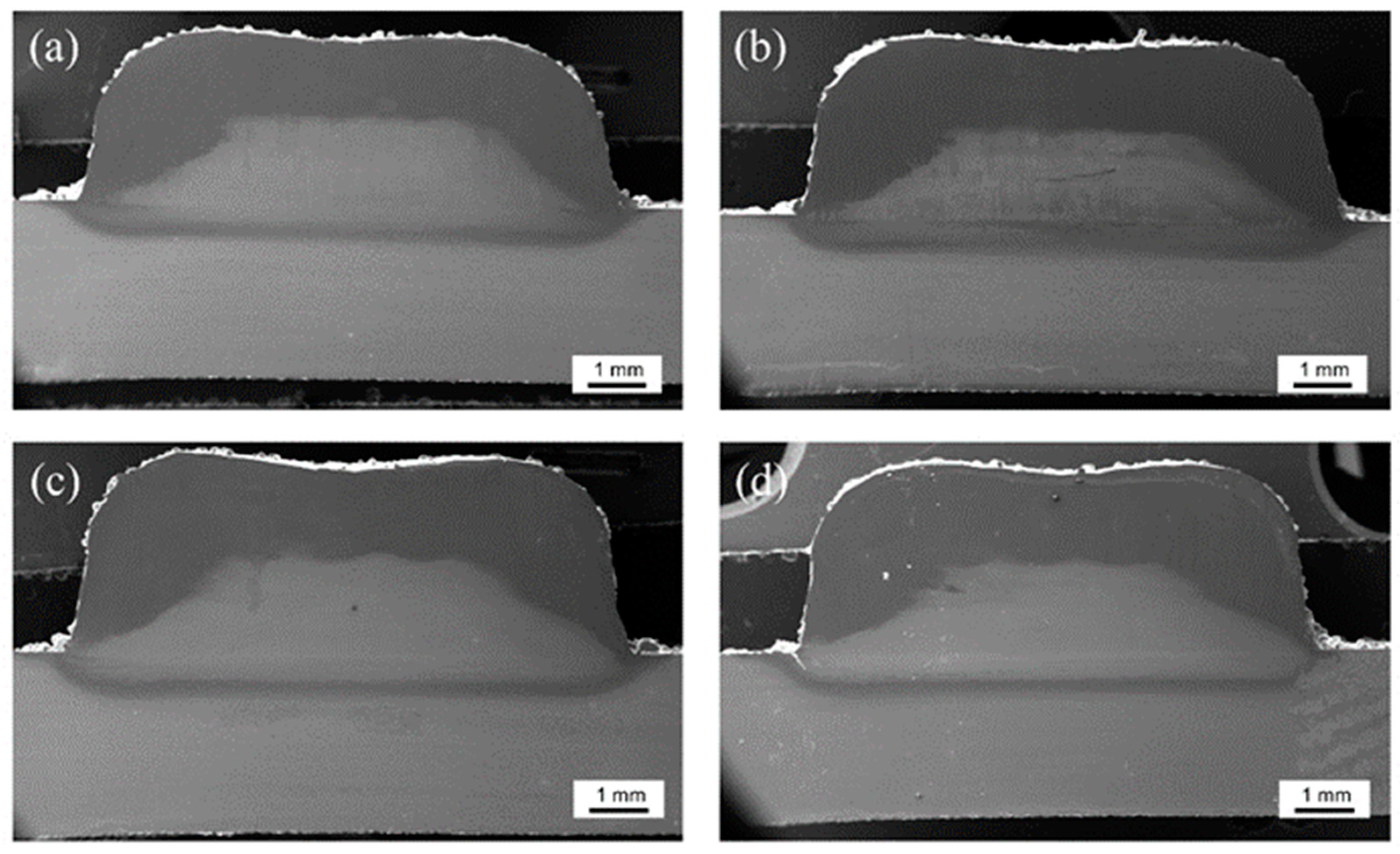
3.1. Macromorphology of the Cladding Sample
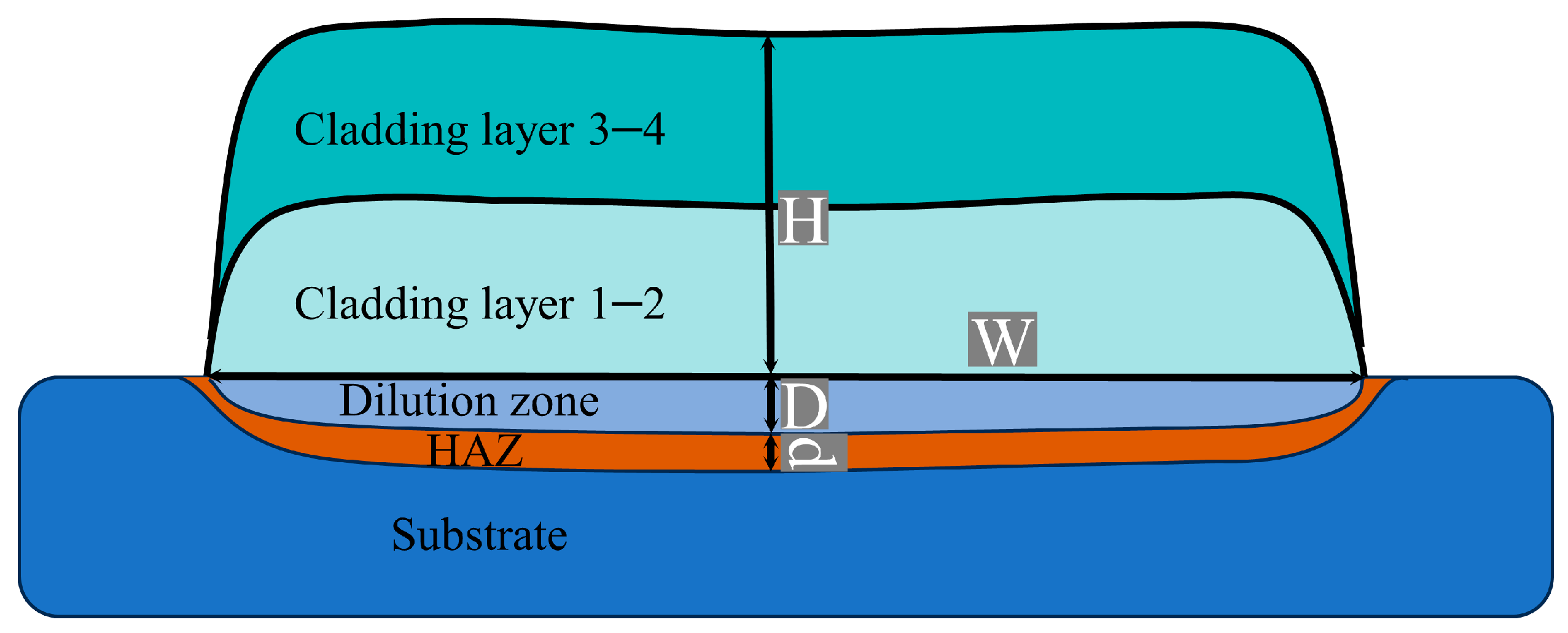
3.1.1. Dilution Rate
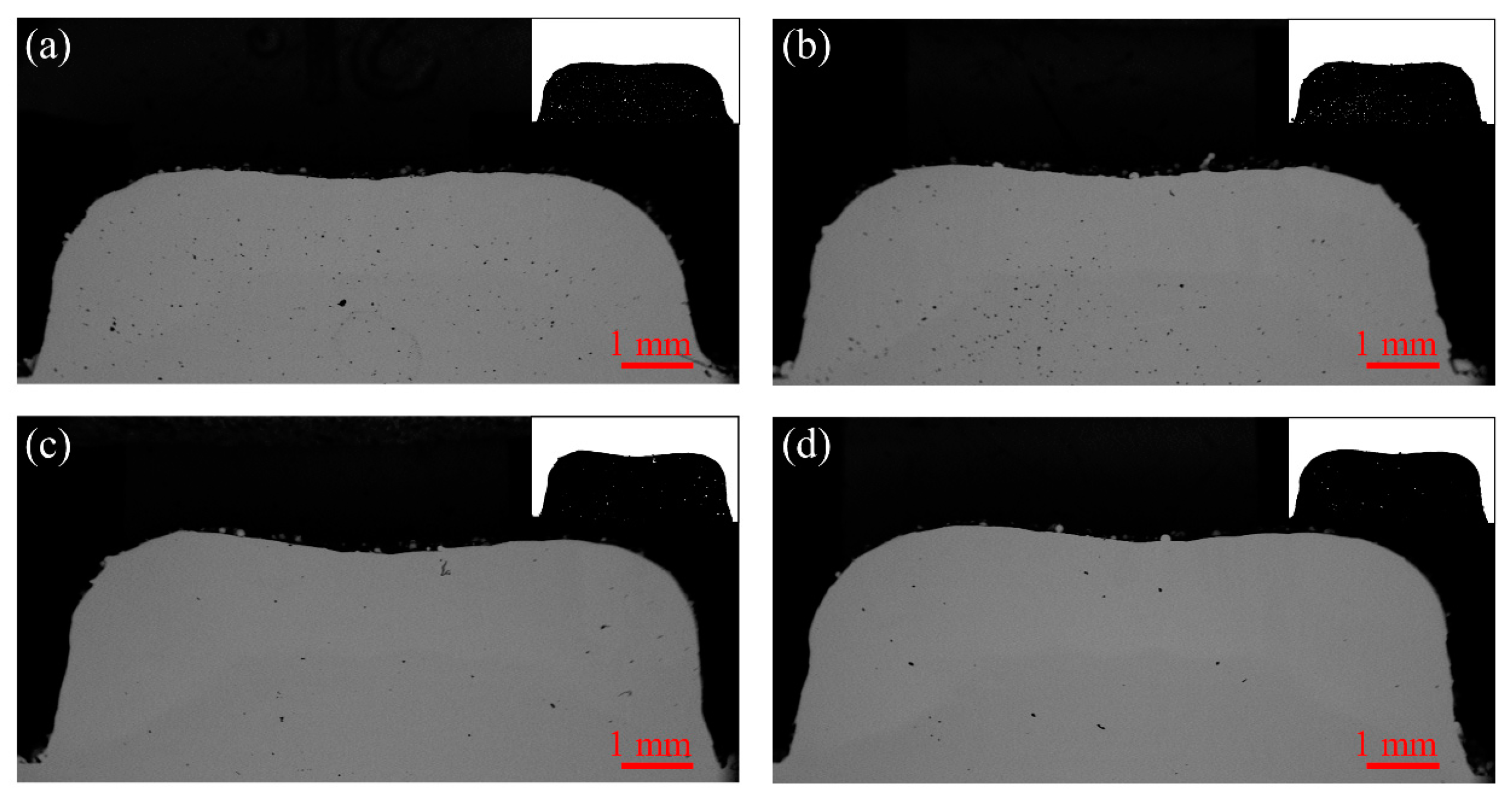
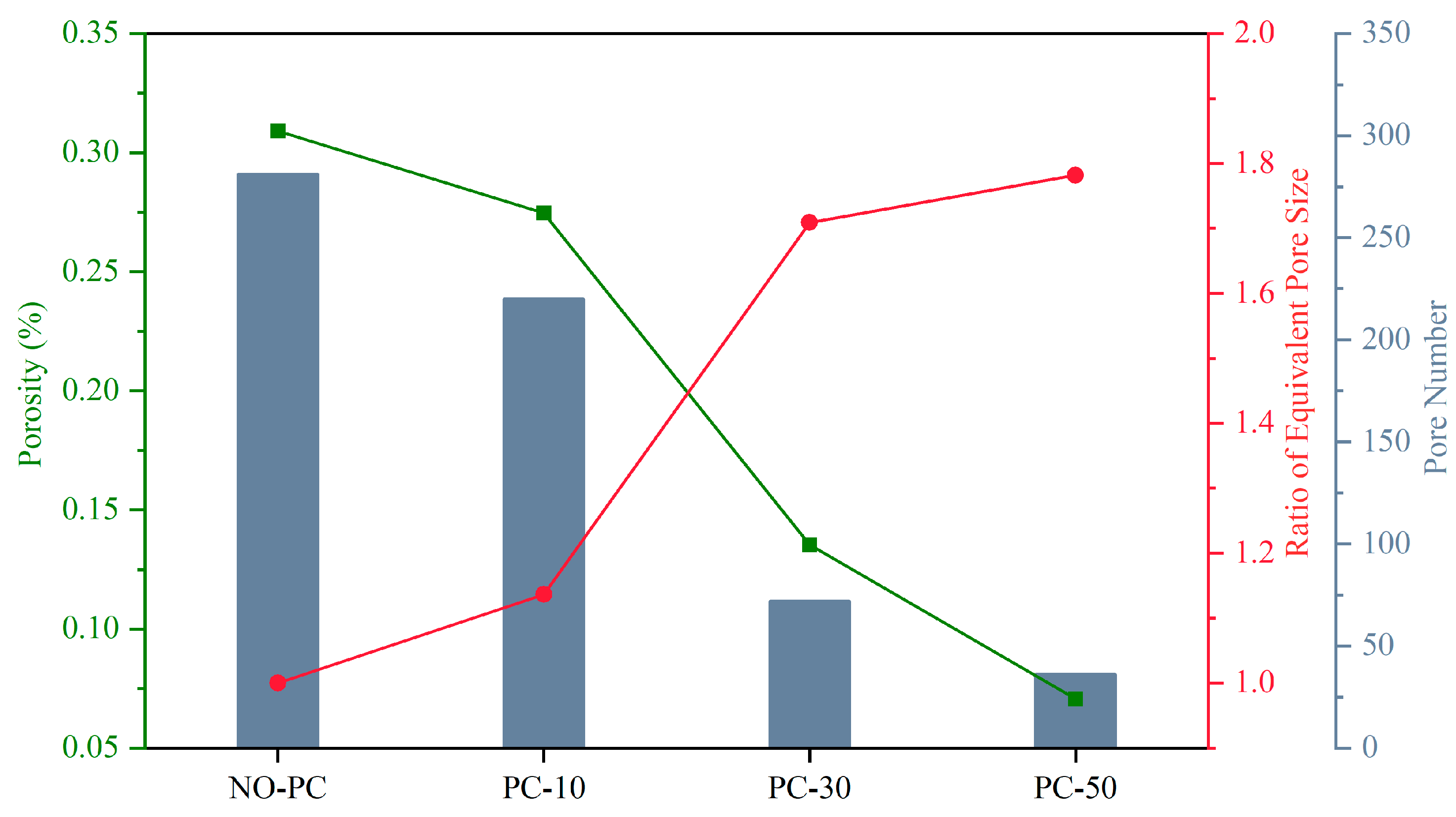
3.1.2. Pore State
3.1.3. The Effect of Pulsed Current
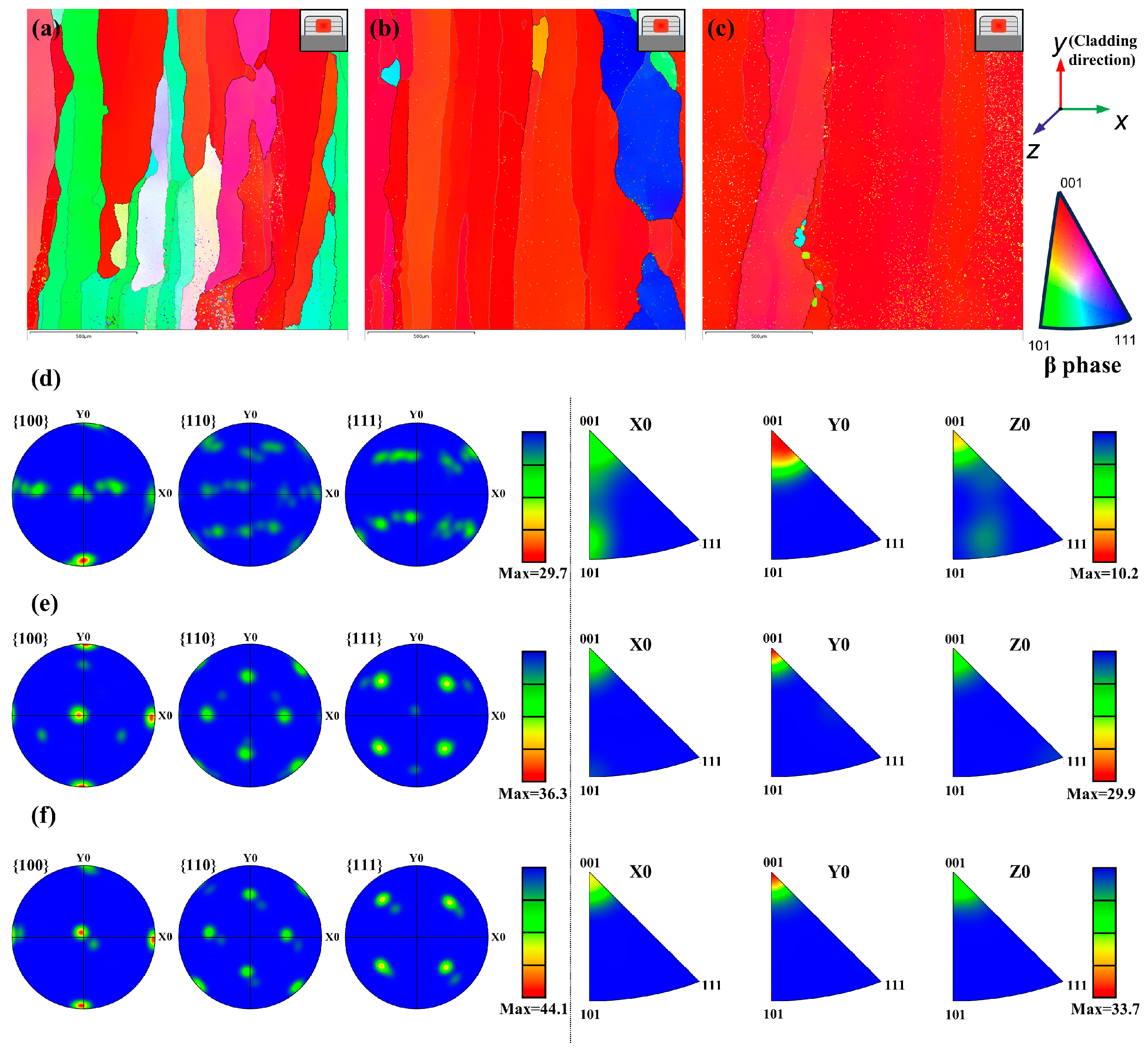
3.2. Phase Analysis
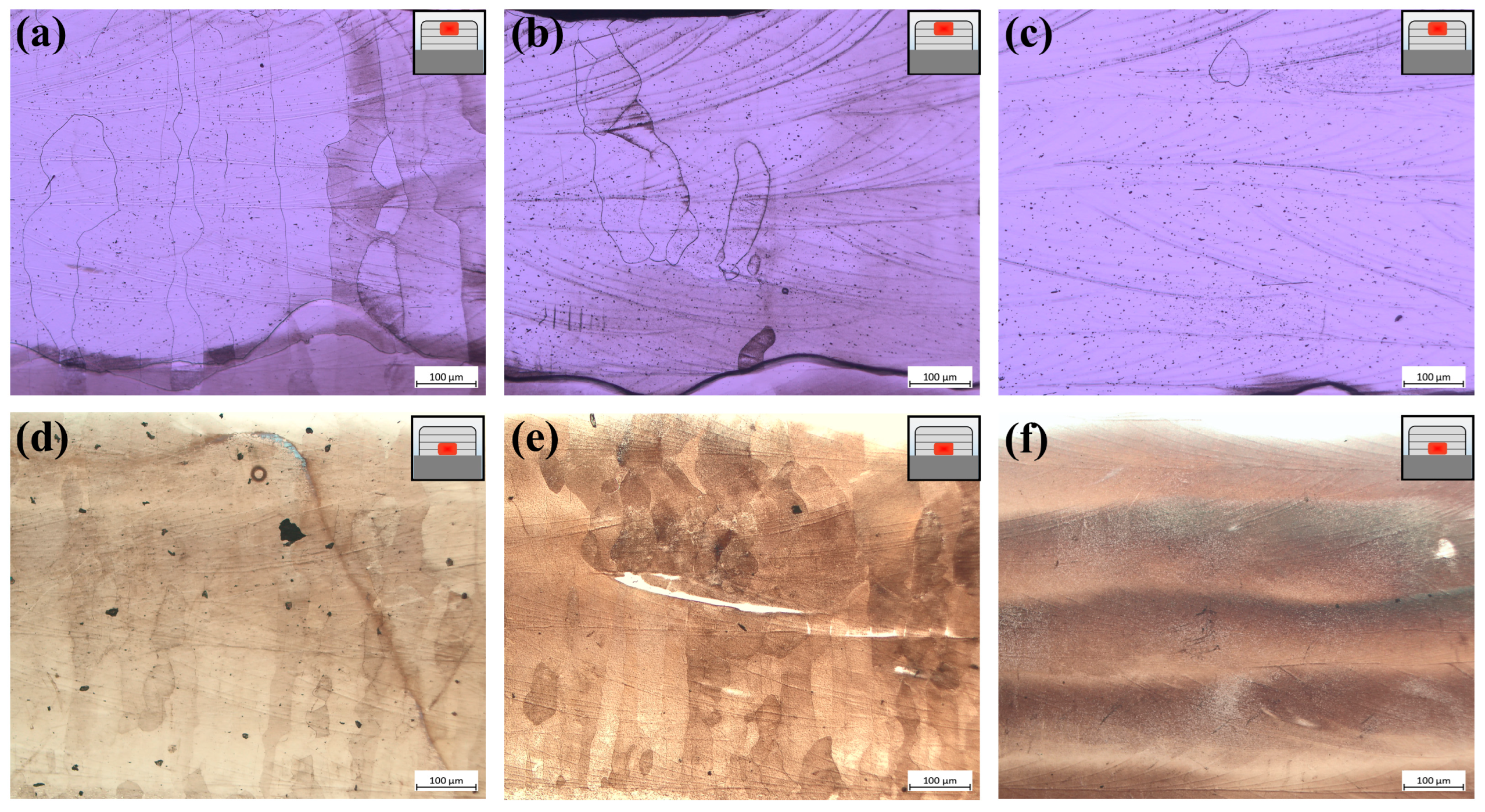
3.3. Microstructure
3.3.1. LCZ
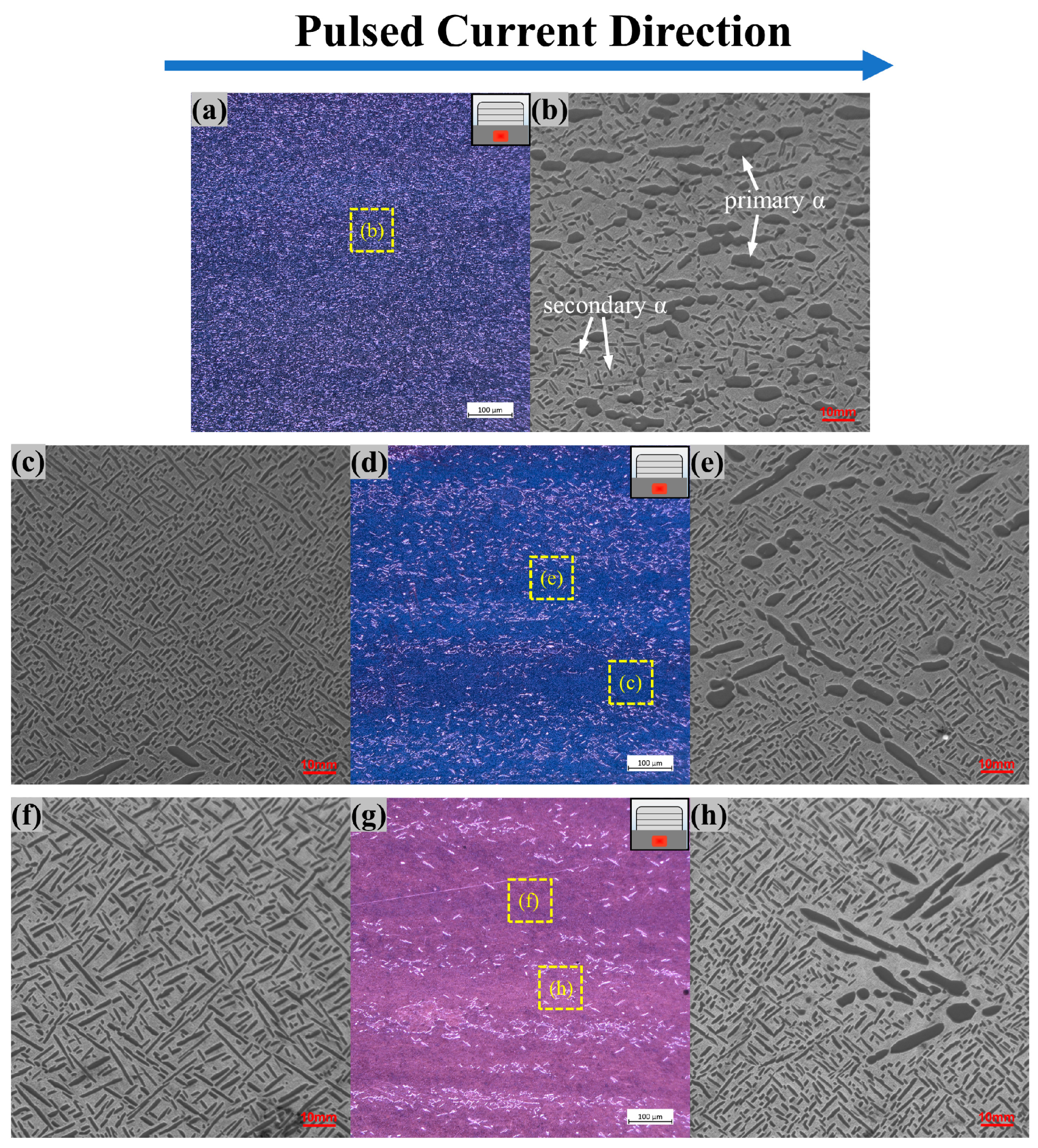
3.3.2. SZ
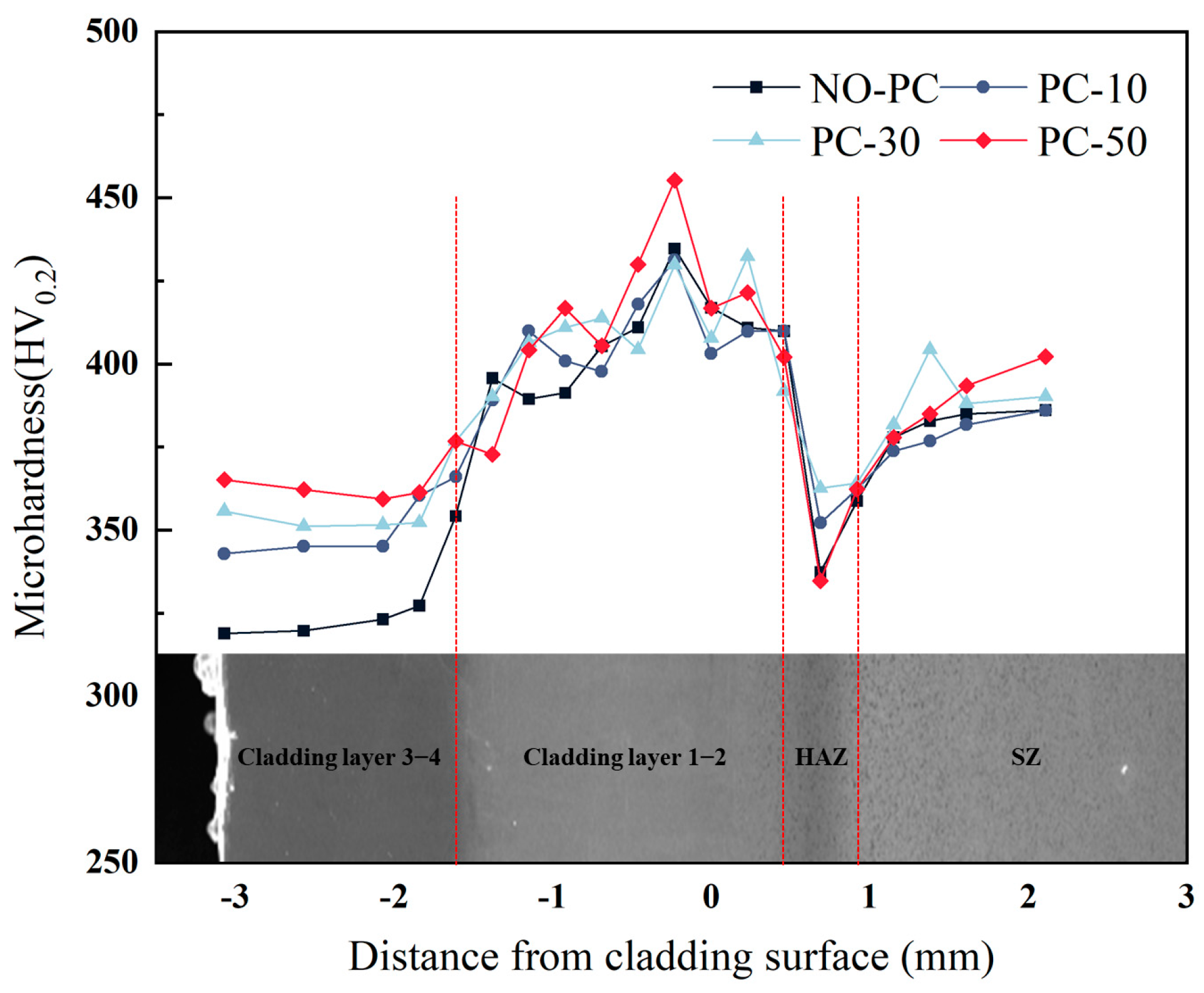
3.4. Microhardness
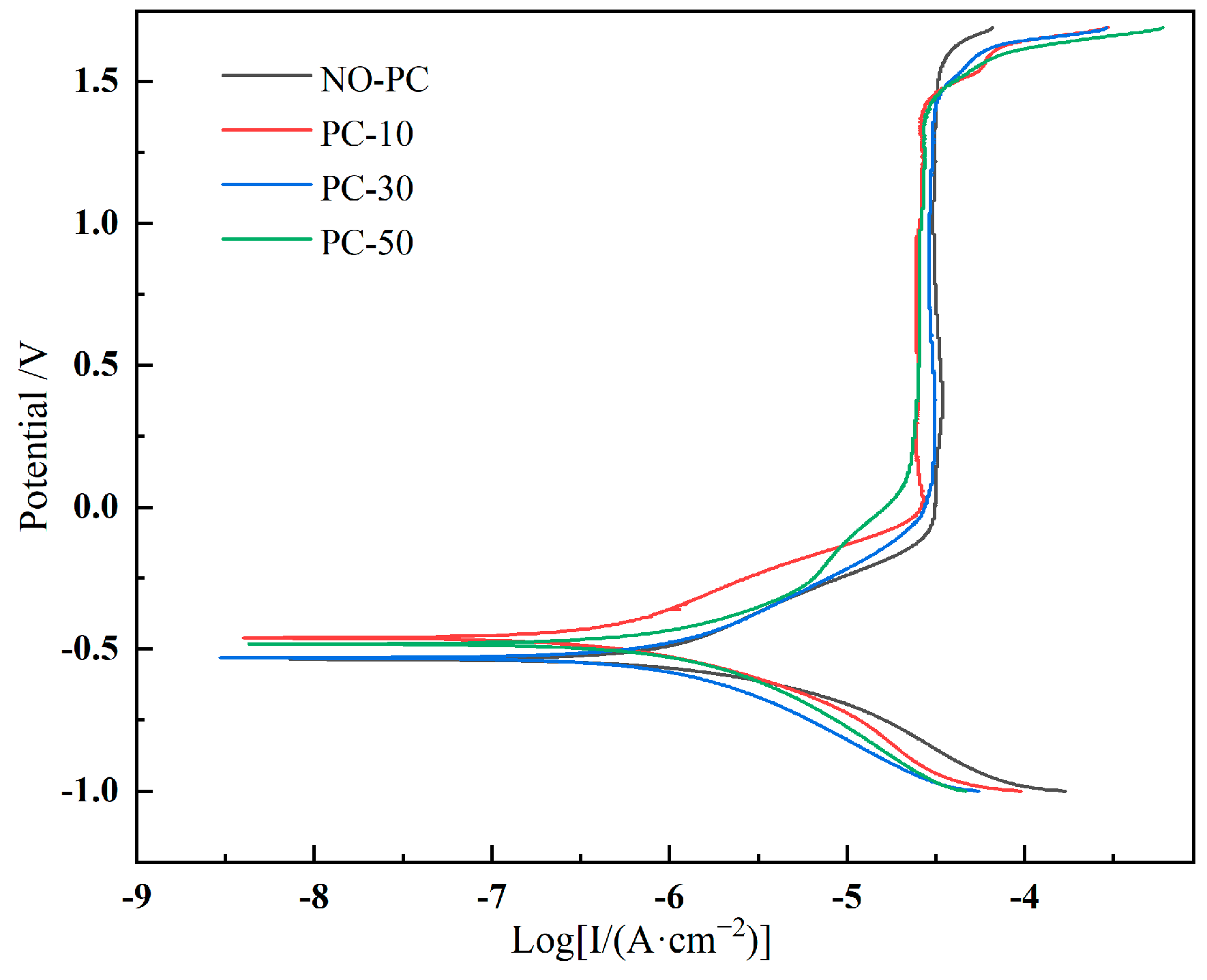
3.5. Corrosion
4. Conclusions
- Thanks to the influence of pulse currents on laser absorptivity, laser cladding assisted by a pulsed current can increase the dilution rate of the LDZ and reduce the width of the HAZ. Good metallurgical bonding could be obtained between the LDZ and SZ.
- Under the combined action of the Joule heating effect and the magnetic compression effect, the porosity and number of pores in the cladding area were reduced, and the ratio of equivalent pore size was increased.
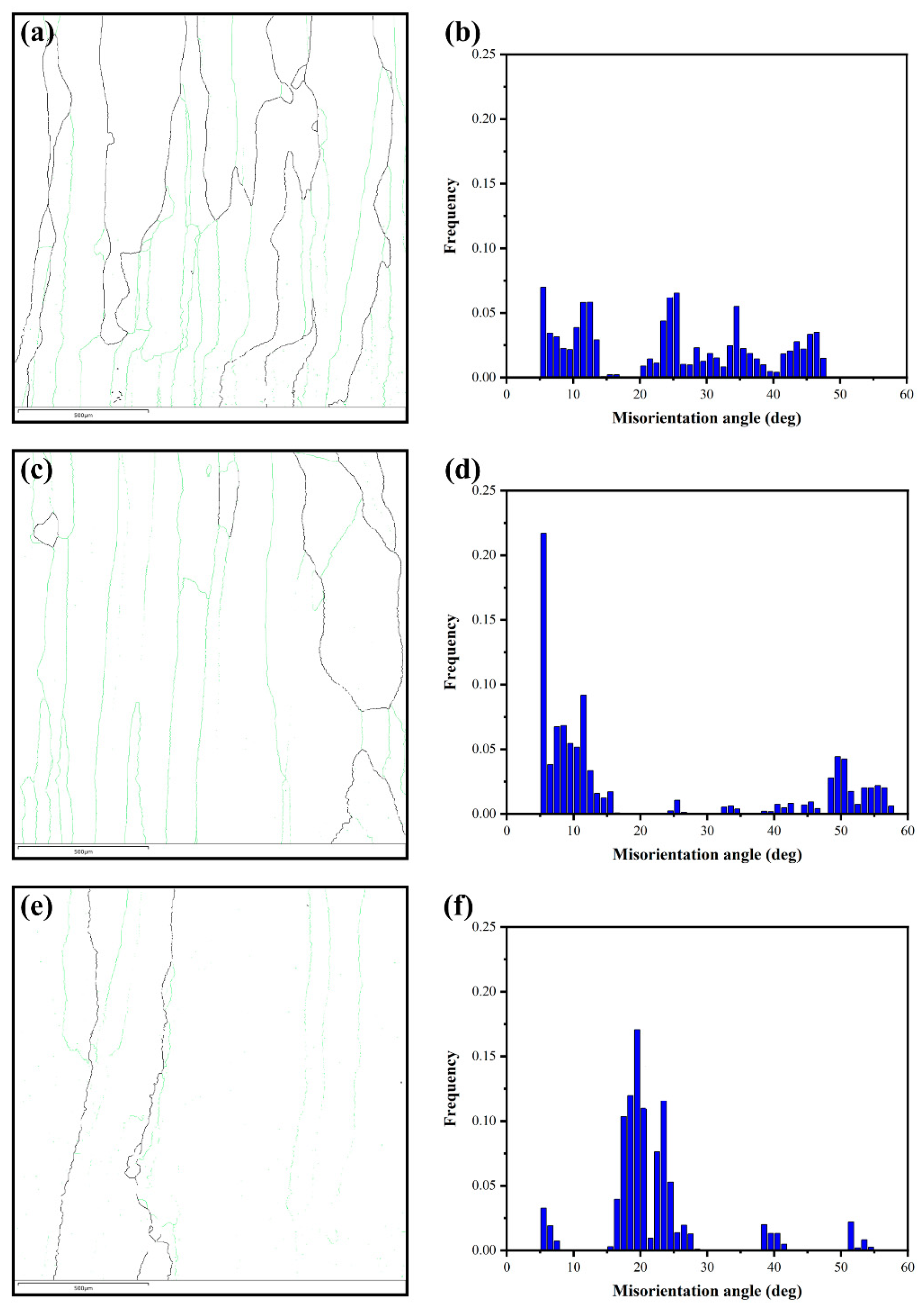
- The pulsed current promotes the evolution of the material structure towards an overall lower resistance, including the preferential growth of β grains with <100>// cladding direction and a change of grain boundaries distribution in the LCZ, while there is the formation of a distinctive stripe-like configuration formed by the primary α-phase constituents in SZ.
- The average microhardness and the corrosion resistance of the sample were improved by the pulsed current. The improvements became obvious as the pulsed current increased.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Frazier, W.E. Metal additive manufacturing: A review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Froes, F.S. Additive manufacturing of titanium components: An up-date. Met. Powder Rep. 2018, 73, 329–337. [Google Scholar] [CrossRef]
- Siddiqui, A.A.; Dubey, A.K. Recent trends in laser cladding and surface alloying. Opt. Laser Technol. 2021, 134, 106619. [Google Scholar] [CrossRef]
- Arif, Z.U.; Khalid, M.Y.; Al Rashid, A.; ur Rehman, E.; Atif, M. Laser deposition of high-entropy alloys: A comprehensive review. Opt. Laser Technol. 2022, 145, 107447. [Google Scholar] [CrossRef]
- Sola, A.; Nouri, A. Microstructural porosity in additive manufacturing: The formation and detection of pores in metal parts fabricated by powder bed fusion. J. Adv. Manuf. Process. 2019, 1, e10021. [Google Scholar] [CrossRef]
- Cao, F.; Zhang, T.; Ryder, M.A.; Lados, D.A. A review of the fatigue properties of additively manufactured Ti-6Al-4V. Jom 2018, 70, 349–357. [Google Scholar] [CrossRef]
- Mekonnen, Y.T.; Mekonen, E.A.; Fatoba, O. Data related to influence of process parameters on the microstructure, structural and mechanical properties of additive manufactured titanium alloy composites. Data Brief 2022, 42, 108181. [Google Scholar] [CrossRef]
- Roy, S.; Sridharan, N.; Cakmak, E.; Ghaednia, H.; Gangopadhyay, A.; Qu, J. Post weld heat treatment and operating temperature effect on tribological behavior of laser cladded stellite 21 coating. Wear 2021, 482, 203990. [Google Scholar] [CrossRef]
- Bax, B.; Rajput, R.; Kellet, R.; Reisacher, M. Systematic evaluation of process parameter maps for laser cladding and directed energy deposition. Addit. Manuf. 2018, 21, 487–494. [Google Scholar] [CrossRef]
- Fleck, T.J.; McCaw, J.C.S.; Son, S.F.; Gunduz, I.E.; Rhoads, J.F. Characterizing the vibration-assisted printing of high viscosity clay material. Addit. Manuf. 2021, 47, 102256. [Google Scholar] [CrossRef]
- Todaro, C.; Easton, M.; Qiu, D.; Zhang, D.; Bermingham, M.; Lui, E.; Brandt, M.; StJohn, D.; Qian, M. Grain structure control during metal 3D printing by high-intensity ultrasound. Nat. Commun. 2020, 11, 142. [Google Scholar] [CrossRef] [PubMed]
- Fritzsche, A.; Hilgenberg, K.; Teichmann, F.; Pries, H.; Dilger, K.; Rethmeier, M. Improved degassing in laser beam welding of aluminum die casting by an electromagnetic field. J. Mater. Process. Technol. 2018, 253, 51–56. [Google Scholar] [CrossRef]
- Okazaki, K.; Kagawa, M.; Conrad, H. A study of the electroplastic effect in metals. Scr. Metall. 1978, 12, 1063–1068. [Google Scholar] [CrossRef]
- Roshchupkin, A.; Bataronov, I. Physical basis of the electroplastic deformation of metals. Russ. Phys. J. 1996, 39, 230–236. [Google Scholar] [CrossRef]
- Molotskii, M.I. Theoretical basis for electro-and magnetoplasticity. Mater. Sci. Eng. A 2000, 287, 248–258. [Google Scholar] [CrossRef]
- Conrad, H. Thermally activated deformation of metals. Jom 1964, 16, 582–588. [Google Scholar] [CrossRef]
- Conrad, H. Electroplasticity in metals and ceramics. Mater. Sci. Eng. A 2000, 287, 276–287. [Google Scholar] [CrossRef]
- Xie, D.; Zhao, J.; Qi, Y.; Li, Y.; Shen, L.; Xiao, M. Decreasing pores in a laser cladding layer with pulsed current. Chin. Opt. Lett. 2013, 11, 111401. [Google Scholar] [CrossRef]
- Xie, L.; Guo, H.; Song, Y.; Liu, C.; Wang, Z.; Hua, L.; Wang, L.; Zhang, L.-C. Effects of electroshock treatment on microstructure evolution and texture distribution of near-β titanium alloy manufactured by directed energy deposition. Mater. Charact. 2020, 161, 110137. [Google Scholar] [CrossRef]
- Rahnama, A.; Qin, R. Effect of electric current pulses on the microstructure and niobium carbide precipitates in a ferritic-pearlitic steel at an elevated temperature. J. Mater. Res. 2015, 30, 3049–3055. [Google Scholar] [CrossRef]
- Wu, C.; Zhao, Y.; Xu, X.; Zhou, Y.; Yan, X.; Wu, Z.; We, L.; Qiu, X. Electropulse-induced texture elimination and< 100> texture formation in hot-rolled annealed 35CrMo steel. J. Mater. Res. Technol. 2023, 24, 1537–1546. [Google Scholar]
- Chen, J.; Zhang, Q.; Yao, J. The effect of external applied electric field on the laser absorption of metal materials. Laser Technol. 2009, 33, 121–123. [Google Scholar]
- Zhang, B.; Ren, Z.; Zhong, Y. DENG Kang, Theoretical analysis on electromagnetic separation of inclusions from molten metal only by current. J. Baotou Univ. Iron Steel Technol. 2002, 21, 228. (In Chinese) [Google Scholar]
- Taniguchi, S.; Brimacombe, J.K. Application of pinch force to the separation of inclusion particles from liquid steel. ISIJ Int. 1994, 34, 722–731. [Google Scholar] [CrossRef]
- Crowe, C.; Troutt, T.; Chung, J. Numerical models for two-phase turbulent flows. Annu. Rev. Fluid Mech. 1996, 28, 11–43. [Google Scholar] [CrossRef]
- Prosperetti, A.; Tryggvason, G. Computational Methods for Multiphase Flow; Cambridge University Press: Cambridge, UK, 2009. [Google Scholar]
- Drenchev, L.; Sobczak, J.; Asthana, R.; Malinov, S. Mathematical modelling and numerical simulation of ordered porosity metal materials formation. J. Comput.-Aided Mater. Des. 2003, 10, 35–54. [Google Scholar] [CrossRef]
- Ao, D.; Chu, X.; Yang, Y.; Lin, S.; Gao, J. Effect of electropulsing treatment on microstructure and mechanical behavior of Ti-6Al-4V alloy sheet under argon gas protection. Vacuum 2018, 148, 230–238. [Google Scholar] [CrossRef]
- Ye, X.; Zion, T.; Tang, G. Mechanical properties and tensile fracture of Ti–Al–V alloy strip under electropulsing-induced phase change. J. Mater. Res. 2015, 30, 206–223. [Google Scholar] [CrossRef]
- PENG Linfa, H.J. XU Zhutian LIU Jiansheng, Electropulsing-induced phase transformation behavior in metal materials. J. Plast. Eng. 2023, 30, 111–124. (In Chinese) [Google Scholar]
- Zhang, F.; Wu, D.; He, J. The roles of grain boundaries in thermoelectric transports. Mater. Lab 2022, 1, 220012-1–220012-6. [Google Scholar]
- Hu, G.; Tang, G.; Zhu, Y.; Shek, C. Electropulsing induced texture evolution in the recrystallization of Fe-3 Pct Si alloy strip. Metall. Mater. Trans. A 2011, 42, 3484–3490. [Google Scholar] [CrossRef]
- Wu, C.; Zhao, Y.; Xu, X.; Yin, P.; Qiu, X. Electropulse-induced laminated structures in a ferritic-pearlitic 35CrMo steel. Scr. Mater. 2019, 165, 6–9. [Google Scholar] [CrossRef]
- Brede, T.; Kirchheim, R.; Volkert, C.A. Anisotropic grain growth in iron-carbon films at high electric current densities. Scr. Mater. 2020, 178, 18–23. [Google Scholar] [CrossRef]
- Zhao, Z.; Qin, R. Morphology and orientation selection of non-metallic inclusions in electrified molten metal. Metall. Mater. Trans. B 2017, 48, 2781–2787. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Sn | Zr | Mo | Cr | Fe | C | N | H | O | Ti |
|---|---|---|---|---|---|---|---|---|---|---|---|
| wt% | 5.04 | 2.15 | 2.04 | 4.09 | 4.04 | 0.22 | 0.05 | 0.03 | 0.008 | 0.083 | Bal. |
| Sample | Peak Pulse Current (A) | Voltage (V) | Frequency (Hz) | Duty Cycle (%) |
|---|---|---|---|---|
| NPC | 0 | 30 | 100 | 15 |
| PC-10 | 10 | 30 | 100 | 15 |
| PC-30 | 30 | 30 | 100 | 15 |
| PC-50 | 50 | 30 | 100 | 15 |
| Sample | NPC | PC-10 | PC-30 | PC-50 |
|---|---|---|---|---|
| W (mm) | 9.509 | 9.377 | 9.699 | 8.975 |
| H (mm) | 2.781 | 2.913 | 3.093 | 3.013 |
| D (mm) | 0.647 | 0.684 | 0.736 | 0.728 |
| d (mm) | 0.254 | 0.251 | 0.265 | 0.238 |
| (%) | 18.87 | 19.01 | 19.22 | 19.46 |
| Sample | LAGBs (%) | HAGBs (%) | Grain Boundary Density () |
|---|---|---|---|
| NO-PC | 56.0 | 44.0 | 12.70 |
| PC-10 | 78.1 | 21.9 | 8.79 |
| PC-50 | 62.1 | 37.9 | 4.13 |
| Sample | Icorr( ) | Ipass( ) |
|---|---|---|
| NPC | 0.6314 | 0.3125 |
| PC-10 | 0.2818 | 0.2623 |
| PC-30 | 0.4687 | 0.2741 |
| PC-50 | 0.5072 | 0.1651 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Z.; Liu, P.; Zhou, L.; Wang, L. Effects of Pulsed Current on the Microstructure and Properties of Laser Cladded TC17 Titanium Alloy. Materials 2024, 17, 91. https://doi.org/10.3390/ma17010091
Liu Z, Liu P, Zhou L, Wang L. Effects of Pulsed Current on the Microstructure and Properties of Laser Cladded TC17 Titanium Alloy. Materials. 2024; 17(1):91. https://doi.org/10.3390/ma17010091
Chicago/Turabian StyleLiu, Zhao, Ping Liu, Liucheng Zhou, and Lingfeng Wang. 2024. "Effects of Pulsed Current on the Microstructure and Properties of Laser Cladded TC17 Titanium Alloy" Materials 17, no. 1: 91. https://doi.org/10.3390/ma17010091
APA StyleLiu, Z., Liu, P., Zhou, L., & Wang, L. (2024). Effects of Pulsed Current on the Microstructure and Properties of Laser Cladded TC17 Titanium Alloy. Materials, 17(1), 91. https://doi.org/10.3390/ma17010091