
Eco-Innovative UHPC—Enhancing Sustainability, Workability, and Ductility with Recycled Glass Cullet Powder and Plastic Bottle Hybrid Fibers




Abstract
:1. Introduction
1.1. Background
1.2. Bibliographical Overview
1.3. Scope, Objectives, and IMPact of the Current Research
2. Materials and Methods
2.1. Materials
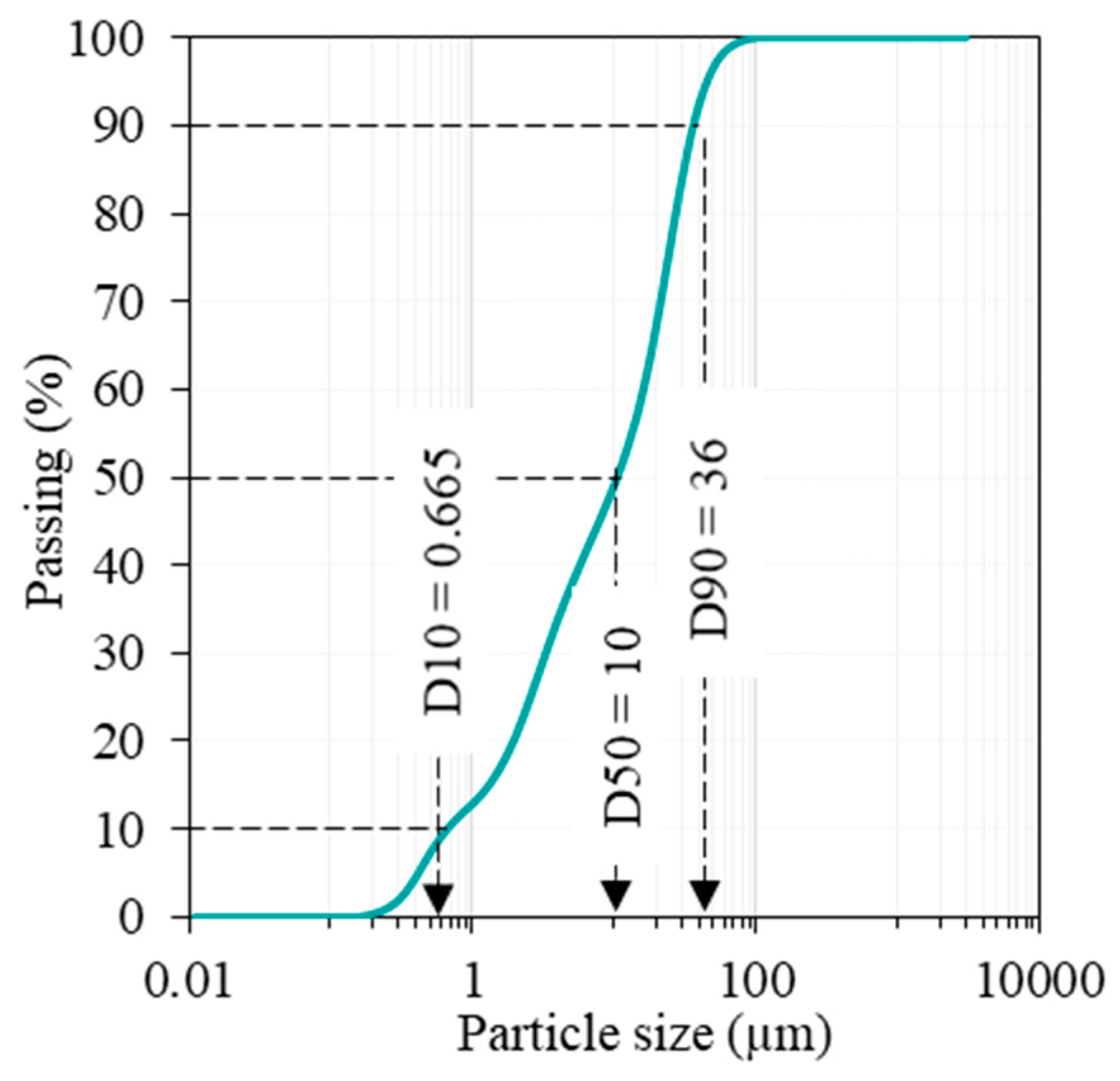
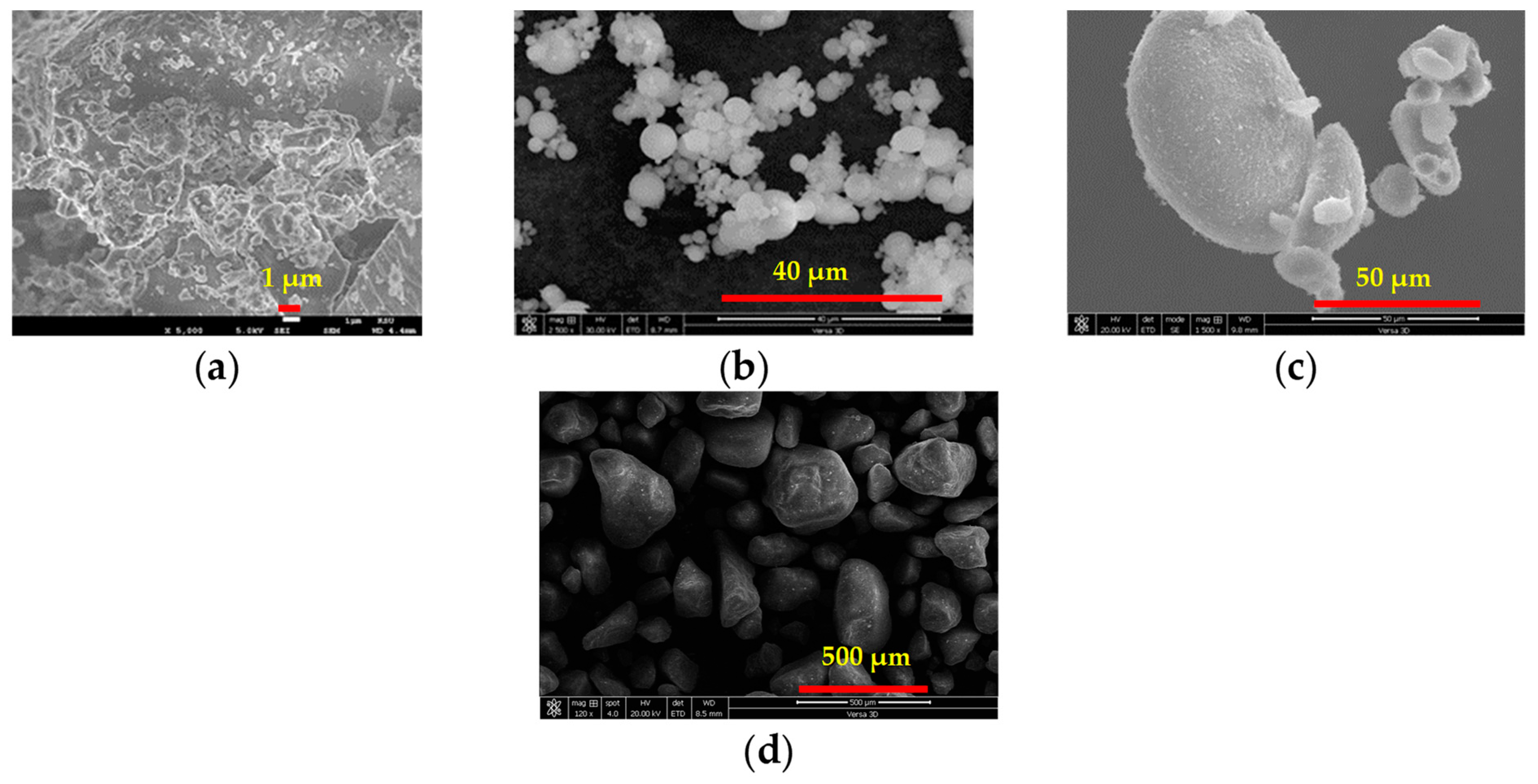
2.1.1. Glass Powder
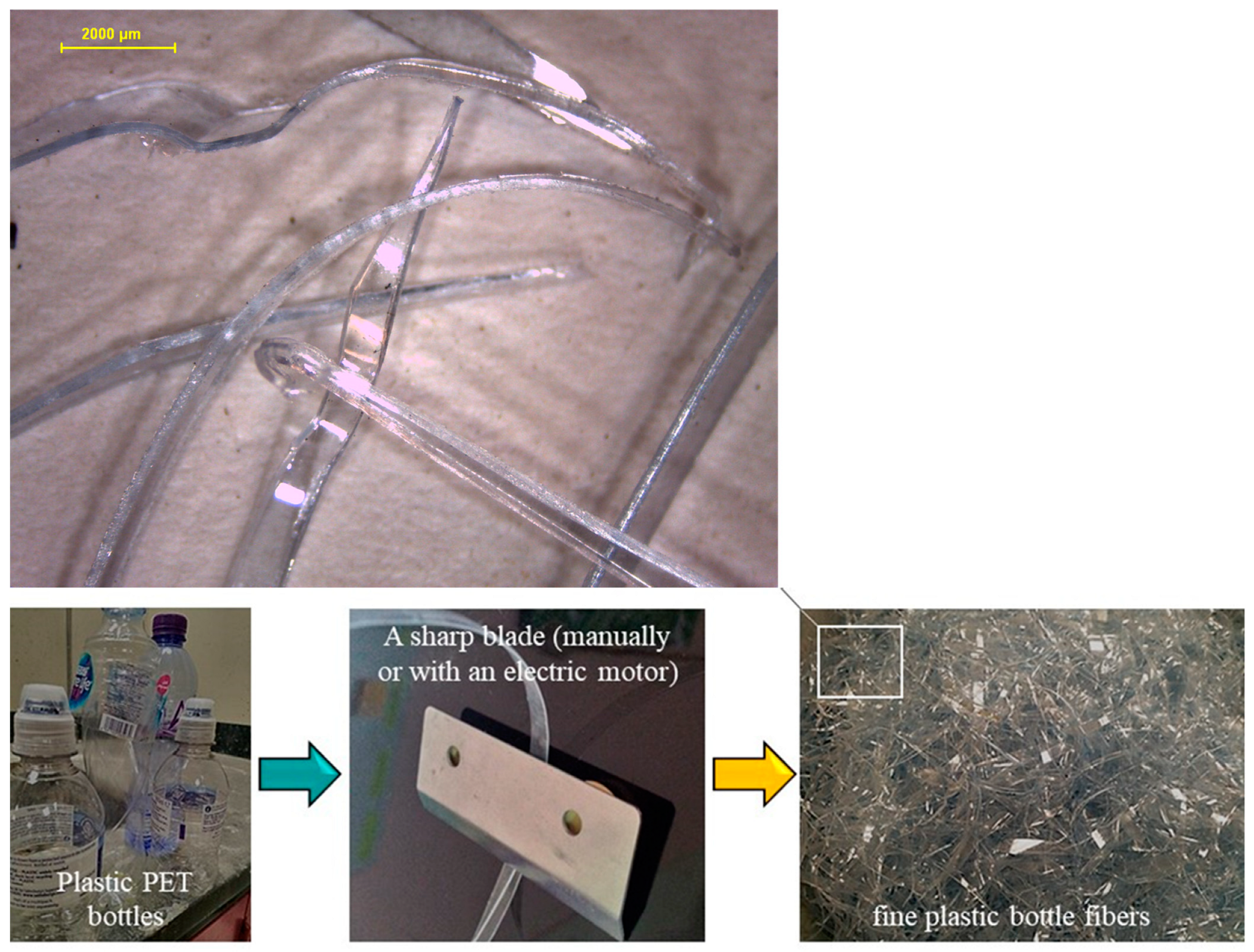
2.1.2. Plastic Bottle Fibers (PBFs)
2.1.3. Conventional Types of Cement
2.1.4. Natural Aggregates, Steel Fibers, and Chemical Admixtures
2.2. Preparation and Testing Protocols
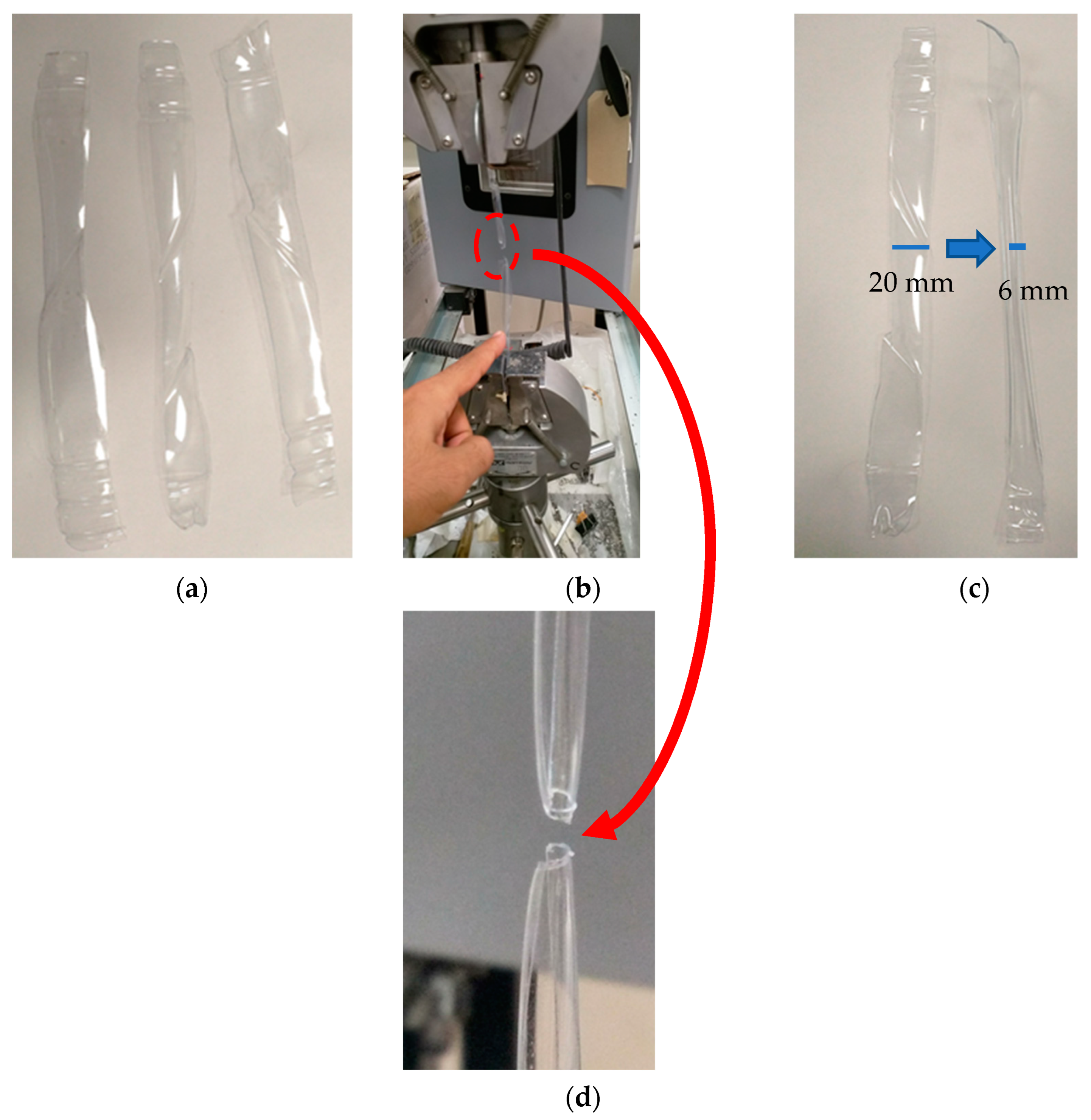
2.2.1. Tensile Properties of PET
2.2.2. Formulation of the UHPC Mix
2.2.3. Flexural Test
3. Results and Discussion
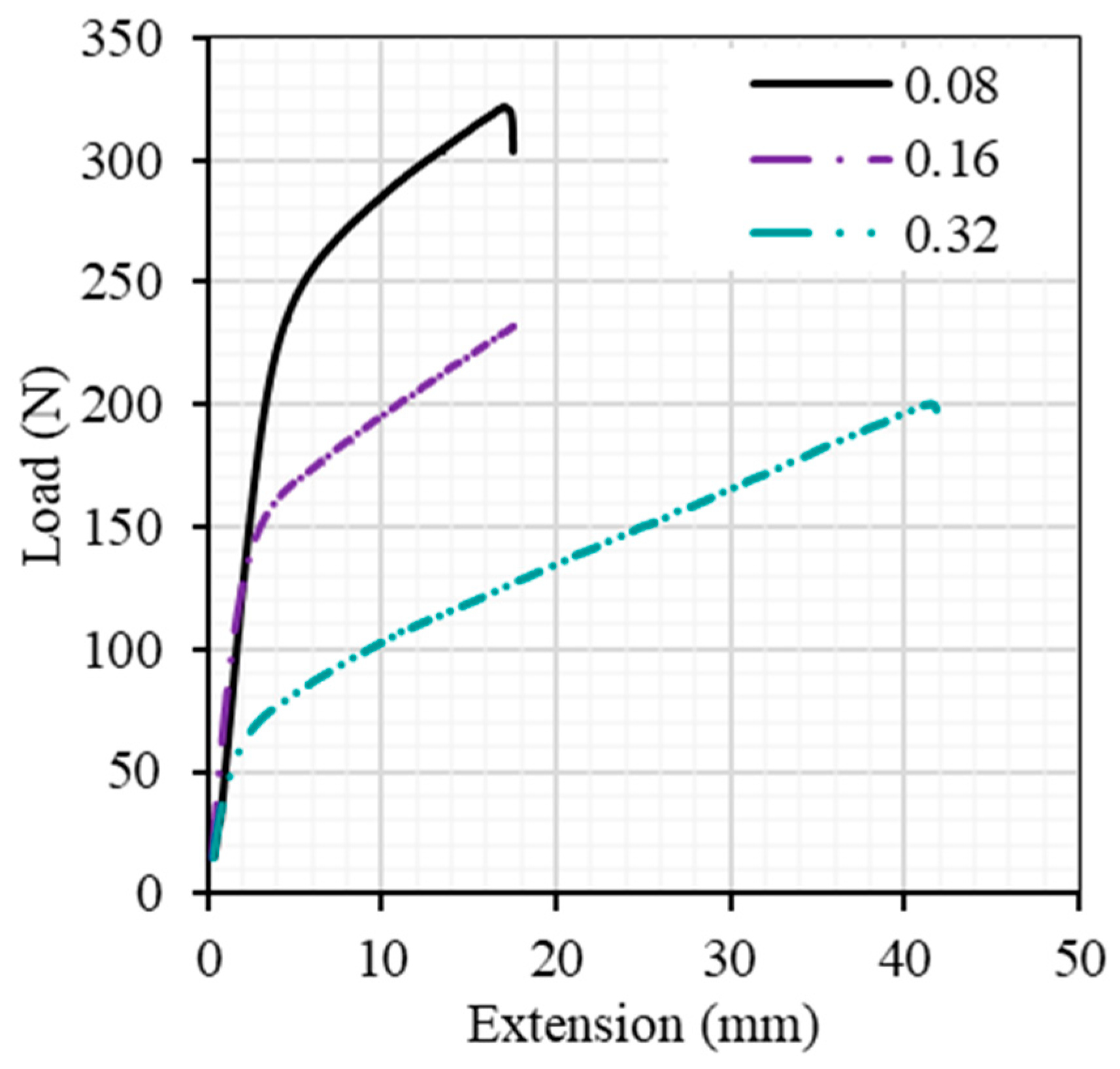
3.1. Strain Hardening Properties of the PET Fibers
3.2. Flexural Behavior of UHPC Incorporating PBF
3.3. Binary Fiber Hybridization in the Presence of GP
3.4. Mechanical Properties of the Studied UHPC Mixtures
3.4.1. Compressive Strength
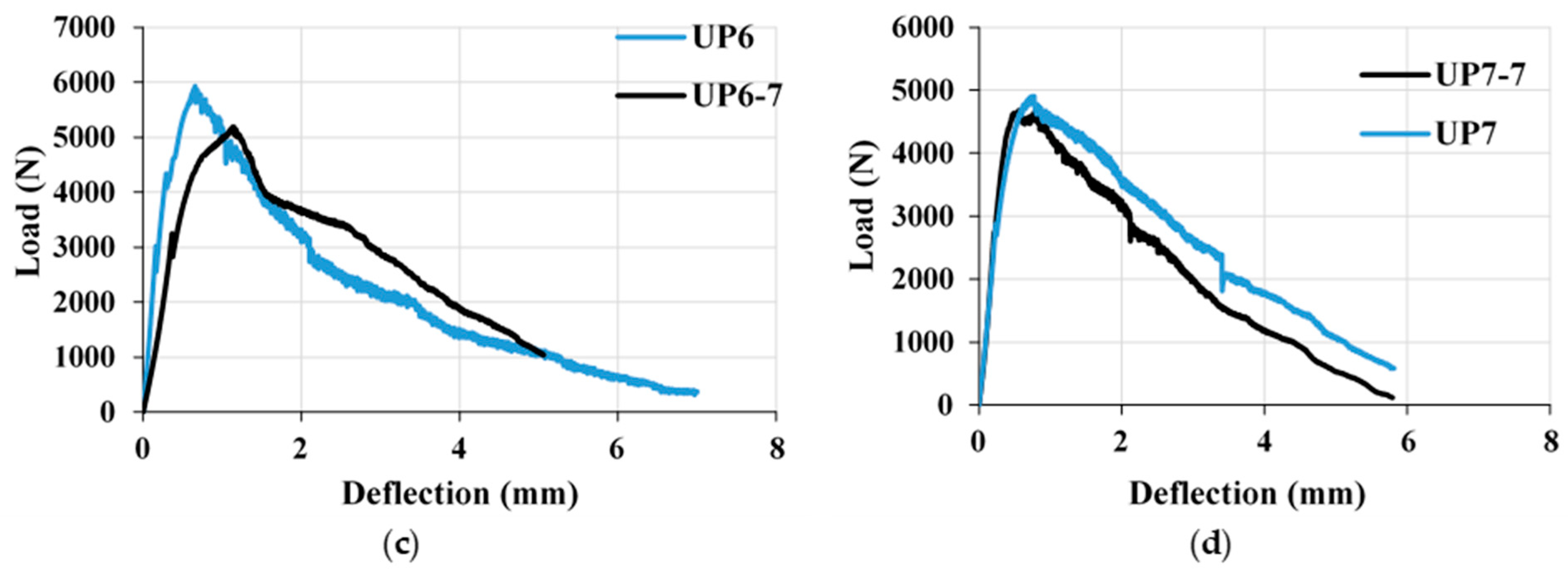
3.4.2. Load Deflection Responses to Flexural Loading
4. Conclusions
- (1)
- An optimal PBF concentration exists, beyond which the influence of fibers on deflection becomes negligible, reaching approximately 0.64 mm. Specifically, at a PBF content of 2.2%, deflection was extended to 2.8 mm.
- (2)
- Plastic bottle fibers exhibit remarkable strain-hardening characteristics, as demonstrated through the initiation of cross-sectional cracks for evaluation.
- (3)
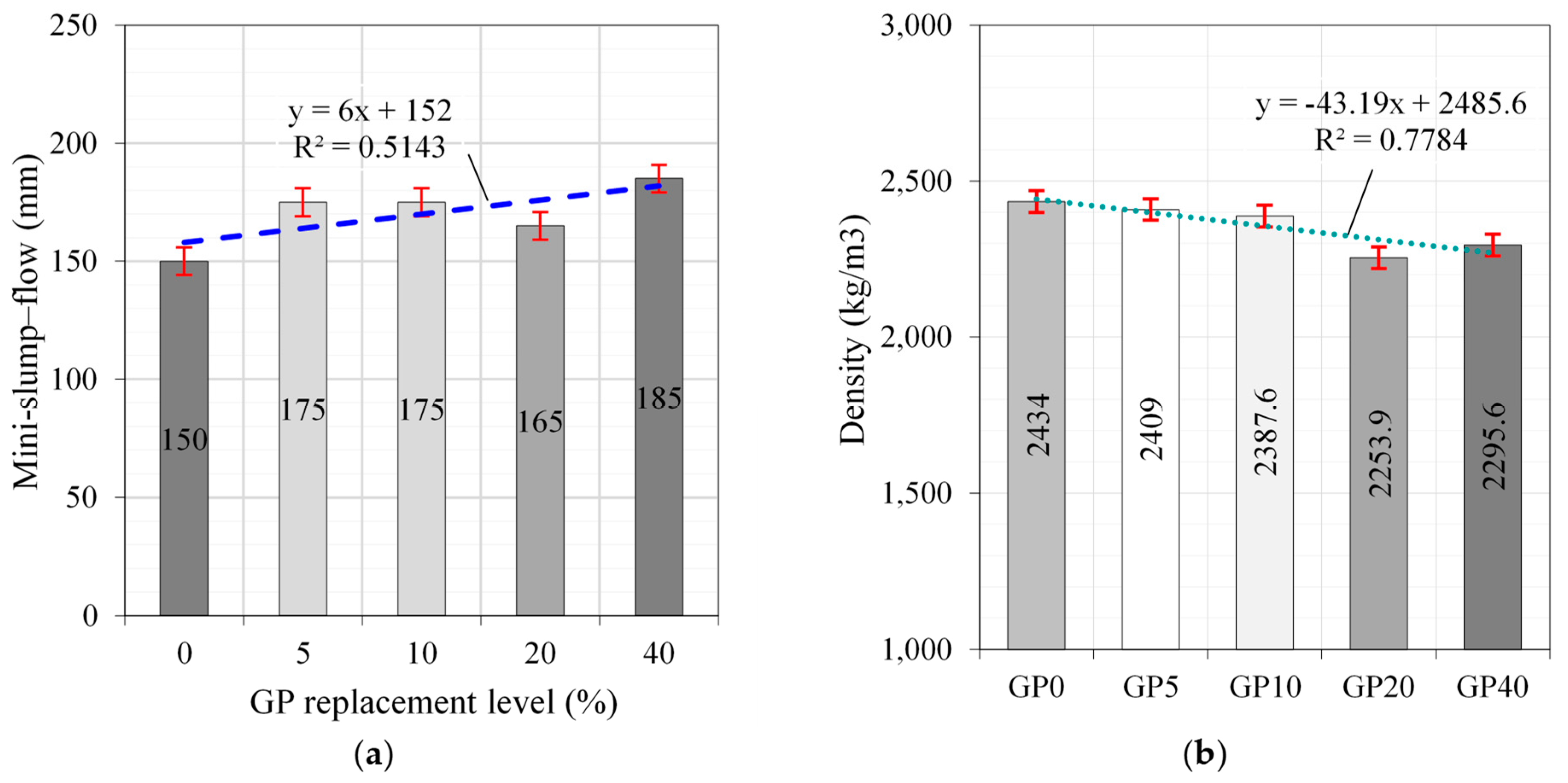
- Varied replacement levels, ranging from 0% to 40% of glass powder (GP), were examined across different mixtures. Our results highlight that a 10% GP replacement level is the optimal choice. Including 10% GP significantly enhances the flexural properties of UHPC mixtures containing microsteel fibers.
- (4)
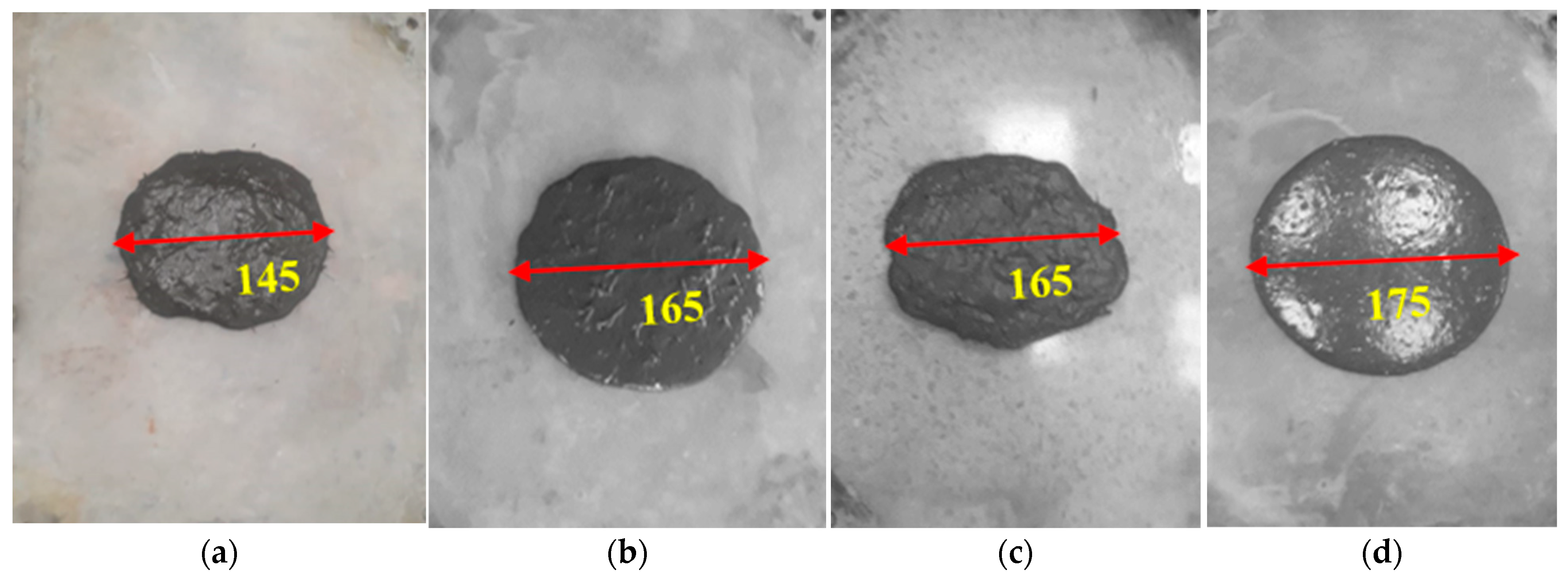
- In binary hybridization involving PBF and microsteel fibers, we observed a pronounced iMPact on flowability; specifically, with a constant content of 2.2% PBF, the addition of microsteel fibers with an aspect ratio of 100 led to substantial flowability changes coMPared to those with an aspect ratio of 65, where flowability exhibited only slight variations.
- (5)
- The strain rate emerged as a critical factor influencing ultimate tensile stress, with a notable reduction observed as the strain rate decreased.
- (6)
- These findings collectively contribute to understanding the potential advantages and optimal parameters for incorporating glass powder and plastic bottle fibers in UHPC formulations, addressing both environmental concerns and material performance enhancement.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Awogbemi, O.; Von Kallon, D.V.; Bello, K.A. Resource Recycling with the Aim of Achieving Zero-Waste Manufacturing. Sustainability 2022, 14, 4503. [Google Scholar] [CrossRef]
- International Year of Glass 2022: Towards an International Year of Glass in 2022. Available online: https://www.iyog2022.org/ (accessed on 28 November 2023).
- Demiss, B.A.; Oyawa, W.O.; Shitote, S.M. Mechanical and microstructural properties of recycled reactive powder concrete containing waste glass powder and fly ash at standard curing. Cogent Eng. 2018, 5, 1464877. [Google Scholar] [CrossRef]
- Adediran, A.; Lemougna, P.N.; Yliniemi, J.; Tanskanen, P.; Kinnunen, P.; Roning, J.; Illikainen, M. Recycling glass wool as a fluxing agent in the production of clay- and waste-based ceramics. J. Clean. Prod. 2021, 289, 125673. [Google Scholar] [CrossRef]
- Ling, T.-C.; Poon, C.-S. Properties of architectural mortar prepared with recycled glass with different particle sizes. Mater. Des. 2011, 32, 2675–2684. [Google Scholar] [CrossRef]
- Ahmad, F.; Mujah, D.; Hazarika, H.; Safari, A. Assessing the potential reuse of recycled glass fibre in problematic soil applications. J. Clean. Prod. 2012, 35, 102–107. [Google Scholar] [CrossRef]
- Bouchikhi, A.; Benzerzour, M.; Abriak, N.-E.; Maherzi, W.; Mamindy-Pajany, Y. Study of the iMPact of waste glasses types on pozzolanic activity of cementitious matrix. Constr. Build. Mater. 2019, 197, 626–640. [Google Scholar] [CrossRef]
- Abuaddous, M.; Taamneh, M.M.; Rabab’ah, S.R. The potential use of recycled polyethylene terephthalate (RPET) plastic waste in asphalt binder. Int. J. Pavement Res. Technol. 2021, 14, 579–587. [Google Scholar] [CrossRef]
- Castilho, T.W.; Rodrigues, R.A.; Lodi, P.C. Use of Recycled Polyethylene Terephthalate Strips in Soil Improvement. Geotech. Geol. Eng. 2021, 39, 5943–5955. [Google Scholar] [CrossRef]
- Singh, A.K.; Bedi, R.; Kaith, B.S. Composite materials based on recycled polyethylene terephthalate and their properties—A comprehensive review. Compos. Part B Eng. 2021, 219, 108928. [Google Scholar] [CrossRef]
- Ennahal, I.; Maherzi, W.; Benzerzour, M.; Mamindy, Y.; Abriak, N.-E. Performance of Lightweight Aggregates Comprised of Sediments and Thermoplastic Waste. Waste Biomass Valorization 2021, 12, 515–530. [Google Scholar] [CrossRef]
- Khalid, M.Y.; Arif, Z.U.; Ahmed, W.; Arshad, H. Recent trends in recycling and reusing techniques of different plastic polymers and their composite materials. Sustain. Mater. Technol. 2022, 31, e00382. [Google Scholar] [CrossRef]
- Schyns, Z.O.G.; Shaver, M.P. Mechanical Recycling of Packaging Plastics: A Review. Macromol. Rapid Commun. 2021, 42, e2000415. [Google Scholar] [CrossRef] [PubMed]
- Roungpaisan, N.; Srisawat, N.; Rungruangkitkrai, N.; Chartvivatpornchai, N.; Boonyarit, J.; Kittikorn, T.; Chollakup, R. Effect of Recycling PET Fabric and Bottle Grade on r-PET Fiber Structure. Polymers 2023, 15, 2330. [Google Scholar] [CrossRef] [PubMed]
- Benyathiar, P.; Kumar, P.; Carpenter, G.; Brace, J.; Mishra, D.K. Polyethylene Terephthalate (PET) Bottle-to-Bottle Recycling for the Beverage Industry: A Review. Polymers 2022, 14, 2366. [Google Scholar] [CrossRef]
- Mancini, S.D.; Schwartzman, J.A.S.; Nogueira, A.R.; Kagohara, D.A.; Zanin, M. Additional steps in mechanical recyling of PET. J. Clean. Prod. 2010, 18, 92–100. [Google Scholar] [CrossRef]
- Sadeghi, B.; Marfavi, Y.; AliAkbari, R.; Kowsari, E.; Borbor Ajdari, F.; Ramakrishna, S. Recent Studies on Recycled PET Fibers: Production and Applications: A Review. Mater. Circ. Econ. 2021, 3, 4. [Google Scholar] [CrossRef]
- Koh, H.; Le, D.; Ng, G.; Zhang, X.; Phan-Thien, N.; Kureemun, U.; Duong, H. Advanced Recycled Polyethylene Terephthalate Aerogels from Plastic Waste for Acoustic and Thermal Insulation Applications. Gels 2018, 4, 43. [Google Scholar] [CrossRef]
- Rostami, R.; Zarrebini, M.; Mandegari, M.; Mostofinejad, D.; Abtahi, S.M. A review on performance of polyester fibers in alkaline and cementitious composites environments. Constr. Build. Mater. 2020, 241, 117998. [Google Scholar] [CrossRef]
- Hersey, S. “Saudi Arabia—Country Commercial Guide—Waste Management”. International Trade Administration (Blog), 24 February 2022. Available online: https://www.trade.gov/country-commercial-guides/saudi-arabia-waste-management (accessed on 28 November 2023).
- Ting, G.H.A.; Tay, Y.W.D.; Tan, M.J. Experimental measurement on the effects of recycled glass cullets as aggregates for construction 3D printing. J. Clean. Prod. 2021, 300, 126919. [Google Scholar] [CrossRef]
- Chen, J.; Poon, C.-S. Photocatalytic activity of titanium dioxide modified concrete materials—Influence of utilizing recycled glass cullets as aggregates. J. Environ. Manag. 2009, 90, 3436–3442. [Google Scholar] [CrossRef]
- Chen, Z.; Li, J.S.; Poon, C.S. Combined use of sewage sludge ash and recycled glass cullet for the production of concrete blocks. J. Clean. Prod. 2018, 171, 1447–1459. [Google Scholar] [CrossRef]
- Borges, A.L.; Soares, S.M.; Freitas, T.O.G.; de Oliveira Júnior, A.; Ferreira, E.B.; da Silva Ferreira, F.G. Evaluation of the Pozzolanic Activity of Glass Powder in Three Maximum Grain Sizes. Mater. Res. 2021, 24, e20200496. [Google Scholar] [CrossRef]
- Wang, Y.; Cao, Y.; Zhang, P.; Ma, Y. Effective Utilization of Waste Glass as Cementitious Powder and Construction Sand in Mortar. Materials 2020, 13, 707. [Google Scholar] [CrossRef] [PubMed]
- Xie, S.; Huang, P.; Kruzic, J.J.; Zeng, X.; Qian, H. A highly efficient degradation mechanism of methyl orange using Fe-based metallic glass powders. Sci. Rep. 2016, 6, 21947. [Google Scholar] [CrossRef] [PubMed]
- Sun, J.; Wang, Y.; Liu, S.; Dehghani, A.; Xiang, X.; Wei, J.; Wang, X. Mechanical, chemical and hydrothermal activation for waste glass reinforced cement. Constr. Build. Mater. 2021, 301, 124361. [Google Scholar] [CrossRef]
- Zhang, S.; Niu, D.; Luo, D. Enhanced hydration and mechanical properties of cement-based materials with steel slag modified by water glass. J. Mater. Res. Technol. 2022, 21, 1830–1842. [Google Scholar] [CrossRef]
- Rajabipour, F.; Giannini, E.; Dunant, C.; Ideker, J.H.; Thomas, M.D.A. Alkali–silica reaction: Current understanding of the reaction mechanisms and the knowledge gaps. Cem. Concr. Res. 2015, 76, 130–146. [Google Scholar] [CrossRef]
- Afshinnia, K.; Rangaraju, P.R. Influence of fineness of ground recycled glass on mitigation of alkali–silica reaction in mortars. Constr. Build. Mater. 2015, 81, 257–267. [Google Scholar] [CrossRef]
- Huang, D.; Sun, P.; Gao, P.; Liu, G.; Wang, Y.; Chen, X. Study on the Effect and Mechanism of Alkali–Silica Reaction Expansion in Glass Concrete. Sustainability 2021, 13, 10618. [Google Scholar] [CrossRef]
- Cao, J.; Gowripalan, N.; Sirivivatnanon, V.; South, W. Accelerated test for assessing the potential risk of alkali-silica reaction in concrete using an autoclave. Constr. Build. Mater. 2021, 271, 121871. [Google Scholar] [CrossRef]
- Figueira, R.B.; Sousa, R.; Coelho, L.; Azenha, M.; de Almeida, J.M.; Jorge, P.A.S.; Silva, C.J.R. Alkali-silica reaction in concrete: Mechanisms, mitigation and test methods. Constr. Build. Mater. 2019, 222, 903–931. [Google Scholar] [CrossRef]
- Zhao, H.; Li, W.; Gan, Y.; Wang, K.; Luo, Z. Nano/microcharacterization and image analysis on bonding behaviour of ITZs in recycled concrete enhanced with waste glass powder. Constr. Build. Mater. 2023, 392, 131904. [Google Scholar] [CrossRef]
- Dobiszewska, M.; Pichór, W.; Tracz, T.; Petrella, A.; Notarnicola, M. Effect of Glass Powder on the Cement Hydration, Microstructure and Mechanical Properties of Mortar. In Proceedings of the 10th MATBUD’ 2023 Scientific-Technical Conference, Cracow, Poland, 19–21 April 2023; p. 40. [Google Scholar]
- Frigione, M. Recycling of PET bottles as fine aggregate in concrete. Waste Manag. 2010, 30, 1101–1106. [Google Scholar] [CrossRef] [PubMed]
- Tiwari, N.; Ganesh, E.; Ramana, P.V. Seismic characterization of symmetrical structure damage and ductility obligation. Mater. Today Proc. 2023. [Google Scholar] [CrossRef]
- Naser, M.Z.; Hawileh, R.A.; Abdalla, J.A. Fiber-reinforced polymer composites in strengthening reinforced concrete structures: A critical review. Eng. Struct. 2019, 198, 109542. [Google Scholar] [CrossRef]
- Mechtcherine, V. Novel cement-based composites for the strengthening and repair of concrete structures. Constr. Build. Mater. 2013, 41, 365–373. [Google Scholar] [CrossRef]
- Umasabor, R.; Daniel, S. The effect of using polyethylene terephthalate as an additive on the flexural and compressive strength of concrete. Heliyon 2020, 6, e04700. [Google Scholar] [CrossRef] [PubMed]
- Khan, M.I.; Fares, G.; Abbas, Y.M. Cost-performance balance and new image analysis technique for ultra-high performance hybrid nano-based fiber-reinforced concrete. Constr. Build. Mater. 2022, 315, 125753. [Google Scholar] [CrossRef]
- ASTM C1609/C1609M-12; Standard Test Method for Flexural Performance of Fiber-Reinforced Concrete (Using Beam With Third-Point Loading). ASTM: West Conshohocken, PA, USA, 2012.
- Yokouchi, M.; Mori, J.; Kobayashi, Y. Effect of tensile strain rate on the mechanical properties of constrained-uniaxially and simultaneous-biaxially drawn poly(ethylene terephthalate) sheets. J. Appl. Polym. Sci. 1981, 26, 3435–3446. [Google Scholar] [CrossRef]
- Dupaix, R.B.; Boyce, M.C. Finite strain behavior of poly(ethylene terephthalate) (PET) and poly(ethylene terephthalate)-glycol (PETG). Polymer 2005, 46, 4827–4838. [Google Scholar] [CrossRef]
- Bastun, V.N. The stressed state of a broad strip in uniaxial tension. Strength. Mater. 1995, 27, 461–463. [Google Scholar] [CrossRef]
- Alani, A.H.; Azmi Megat Johari, M.; Tareq Noaman, A.; Muhamad Bunnori, N.; Majid, T.A. Effect of the incorporation of PET fiber and ternary blended binder on the flexural and tensile behaviour of ultra-high performance green concrete. Constr. Build. Mater. 2022, 331, 127306. [Google Scholar] [CrossRef]
- Khalid Ali, O.; Ismail Al-Hadithi, A.; Tareq Noaman, A. Flexural performance of layered PET fiber reinforced concrete beams. Structures 2022, 35, 55–67. [Google Scholar] [CrossRef]
- Alani, A.H.; Bunnori, N.M.; Noaman, A.T.; Majid, T.A. Mechanical characteristics of PET fibre-reinforced green ultra-high performance composite concrete. Eur. J. Environ. Civ. Eng. 2022, 26, 2797–2818. [Google Scholar] [CrossRef]
- Ghareeb, K.S.; Ahmed, H.E.; El-Affandy, T.H.; Deifalla, A.F.; El-Sayed, T.A. The Novelty of Using Glass Powder and Lime Powder for Producing UHPSCC. Buildings 2022, 12, 684. [Google Scholar] [CrossRef]
- Belkadi, M.; Chaid, R.; Perrot, A. Valorization of glass powder waste, crushed and dune sands in the mix design of ultra-high performance fiber reinforced concrete: Assessing effect of waste variability. Mater. Tech. 2021, 109, 103. [Google Scholar] [CrossRef]
- Shoji, D.; He, Z.; Zhang, D.; Li, V.C. The greening of engineered cementitious composites (ECC): A review. Constr. Build. Mater. 2022, 327, 126701. [Google Scholar] [CrossRef]
- Ahmed, T.; Elchalakani, M.; Basarir, H.; Karrech, A.; Sadrossadat, E.; Yang, B. Development of ECO-UHPC utilizing gold mine tailings as quartz sand alternative. Clean. Eng. Technol. 2021, 4, 100176. [Google Scholar] [CrossRef]
- Redondo-Mosquera, J.D.; Sánchez-Angarita, D.; Redondo-Pérez, M.; Gómez-Espitia, J.C.; Abellán-García, J. Development of high-volume recycled glass ultra-high-performance concrete with high C3A cement. Case Stud. Constr. Mater. 2023, 18, e01906. [Google Scholar] [CrossRef]
- Nan, X.L.; Ji, J.R.; Li, R.Y.; Wang, Y.; Chen, H.; Tang, W.B. Influence of Glass Powder on Rheological Properties of Ultra-High Performance Concrete Paste. Mater. Sci. Forum 2021, 1036, 419–431. [Google Scholar] [CrossRef]
- Tagnit-Hamou, A.; Soliman, N.; Omran, A. Green Ultra-High-Performance Glass Concrete. In First International Interactive Symposium on UHPC; Iowa State University Digital Press: Ames, Iowa, 2016. [Google Scholar]
- Hama, S.M.; Mahmoud, A.S.; Yassen, M.M. Flexural behavior of reinforced concrete beam incorporating waste glass powder. Structures 2019, 20, 510–518. [Google Scholar] [CrossRef]
- Kumar, M.H.; Mohanta, N.R.; Samantaray, S.; Kumar, N.M. Combined effect of waste glass powder and recycled steel fibers on mechanical behavior of concrete. SN Appl. Sci. 2021, 3, 350. [Google Scholar] [CrossRef]
- Soliman, N.A.; Tagnit-Hamou, A. Development of ultra-high-performance concrete using glass powder—Towards ecofriendly concrete. Constr. Build. Mater. 2016, 125, 600–612. [Google Scholar] [CrossRef]



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxide (%) | GP | FA | SF | PC |
|---|---|---|---|---|
| CaO | 0.34 | 1.32 | 2.19 | 64.14 |
| MgO | 4.14 | 0.31 | 1.31 | 0.71 |
| SiO2 | 68.83 | 55.23 | 86.20 | 20.41 |
| Fe2O3 | 0.08 | 10.17 | 3.79 | 4.1 |
| Al2O3 | 0.36 | 25.95 | 0.49 | 5.32 |
| Na2Oeq | 20.45 | 0.86 | 2.80 | 0.1 |
| SO3 | 0.24 | 0.18 | 0.74 | 2.44 |
| LOI | 5.45 | 5 | 2.48 | 2.18 |
| D50 (µm) | 10 | 11 | 0.226 | 10 |
| Size Group (S) | Sfib1 | Sfib2 |
|---|---|---|
| Aspect ratio | 67 | 83.3 |
| Length (mm) | 13 | 30 |
| Measured diameter (µm) | 193 | 360 |
| Reported diameter (µm) | 200 | 300 |
| Reported aspect ratio | 65 | 100 |
| Density (g/cm3) | 7.85 | 7.85 |
| C | SF | FA | RS | W | SP |
|---|---|---|---|---|---|
| 1107 | 236 | 65 | 633 | 210 | 39 |
| Mix ID | GP (%) |
|---|---|
| GP00 | 0 |
| GP05 | 5 |
| GP10 | 10 |
| GP20 | 20 |
| Mix ID | PBF | Sfib1 | Sfib2 | GP |
|---|---|---|---|---|
| UP0 | – | – | – | 0 |
| UP5 | – | – | – | 5 |
| UP10 | – | – | – | 10 |
| UP20 | – | – | – | 20 |
| UP40 | – | – | – | 40 |
| UP4 | 2.2 | – | 1 | 10 |
| UP5 | 2.2 | – | 1.3 | 10 |
| UP6 | 2.2 | 1.3 | – | 10 |
| UP7 | – | 1.3 | – | 10 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khan, M.I.; Fares, G.; Abbas, Y.M.; Alqahtani, F.K. Eco-Innovative UHPC—Enhancing Sustainability, Workability, and Ductility with Recycled Glass Cullet Powder and Plastic Bottle Hybrid Fibers. Materials 2024, 17, 393. https://doi.org/10.3390/ma17020393
Khan MI, Fares G, Abbas YM, Alqahtani FK. Eco-Innovative UHPC—Enhancing Sustainability, Workability, and Ductility with Recycled Glass Cullet Powder and Plastic Bottle Hybrid Fibers. Materials. 2024; 17(2):393. https://doi.org/10.3390/ma17020393
Chicago/Turabian StyleKhan, Mohammad Iqbal, Galal Fares, Yassir M. Abbas, and Fahad K. Alqahtani. 2024. "Eco-Innovative UHPC—Enhancing Sustainability, Workability, and Ductility with Recycled Glass Cullet Powder and Plastic Bottle Hybrid Fibers" Materials 17, no. 2: 393. https://doi.org/10.3390/ma17020393
APA StyleKhan, M. I., Fares, G., Abbas, Y. M., & Alqahtani, F. K. (2024). Eco-Innovative UHPC—Enhancing Sustainability, Workability, and Ductility with Recycled Glass Cullet Powder and Plastic Bottle Hybrid Fibers. Materials, 17(2), 393. https://doi.org/10.3390/ma17020393