2. Materials and Methods
The objective of this study was to evaluate the surface roughness achieved in a turning process using coated sintered carbide tools. Turning tests were conducted on a high-rigidity CNC Gildemeister NEF 400 lathe. A 90 mm-long annealed NiTi alloy rod [
10] with an external diameter of 18 mm was used (Wolften Ltd., Wroclaw, Poland). The material specifications are summarized in
Table 1. The composition of the material was confirmed using a Phenom G2 Pro scanning microscope (EDS) and on a TGA/DSC/FTIR Netzsch thermal analyzer (DSC).
In research efforts, considerable emphasis has been placed on describing NiTi alloy compositions, but studies related to the machining of such alloys are quite limited. In one study [
11], coated carbide inserts were utilized in turning trials. The investigation considered three cutting speeds and two feed rates with a cutting depth of 0.5 mm. It led to a recommended cutting speed of 25 m/min, with a feed rate of 0.1 mm/rev, in the case of both dry cutting and minimal lubrication.
In another study [
12], under similar cutting conditions, it was determined that the lowest wear during dry cutting occurred at a cutting speed of 12.5 m/min, while the lowest cutting forces were observed at a cutting speed of 25 m/min. In independent research [
13], where a range of cutting speeds from 12.5 to 75 m/min was analyzed (feed rate = 0.1 mm/rev, depth of cut = 0.3 mm, dry), the minimum tool wear on both the major flank B (
in accordance with [
14]—width of the abrasive major flank wear) and in the area of the rounded C corner (
in accordance with [
14]—width of the abrasive wear in the area of the blade corner C) was observed at a cutting speed of 12.5 m/min. However, surface roughness tests for the specified cutting conditions indicated that increasing the cutting speed to 25 m/min resulted in a significantly smoother surface. Therefore, a cutting speed of 25 m/min was selected for this study.
The primary objective is to apply finishing operations, where constraints relate to the depth of cut and the feed rate, with a limiting value of 0.1 mm/rev. An experiment was designed using a cutting tool in the form of a cemented carbide insert coated with a PVD layer (physical vapor deposition layer), (Ti,Al)N + TiN, mounted in a turning holder with the symbol DWLNR-2020-K08.
The values for the depth of cut and feed rate were set at 0.3 mm to ensure that the cutting process would occur, facilitating chip formation. The selection of the feed rate and depth of cut took into account the radius of the cutting-edge rounding. The methodology for determining the radius of the cutting-edge rounding has been detailed in various studies [
15]. It involves the selection of measurement equipment capable of non-destructively capturing a cross-section perpendicular to the edge. Contact and optical profilometers, interferometers, confocal microscopes, and metallographic microscopes are commonly employed for this purpose [
16].
For the identified cross-section of the cutting edge, geometric characteristics are determined to inscribe a circle, with its radius representing the radius of the cutting-edge rounding. An example determination of the radius of the cutting-edge rounding is illustrated in
Figure 1. Using data collected from the contact profilometer, an arc was plotted, the radius of which was measured repeatedly for each blade to determine the value of the cutting-edge rounding radius. The value of the cutting-edge rounding radius for different inserts ranged from 18 μm (minimum value) to 25 μm (maximum value).
Employing experimental design principles, the feed rate was selected in a manner that ensured that a portion of the test was conducted under extremely unfavorable conditions (micro-cutting) [
17]. In these conditions, there was a high probability that the feed rate was below the radius of the cutting-edge rounding. The adverse conditions also included the continuous wear of the tool during cutting and the tendency for an increase in the radius of the cutting-edge rounding (the edge becoming duller).
Table 2 lists the cutting parameters.
3. Surface Measurement and Discussion
The fundamental objective of measurement was to collect data on the surface texture in both 2D and 3D perspectives. The assessment of surface roughness in machining operations is crucial, as it determines properties such as the visual appearance of the texture, friction, and wear [
18]. In general, a smaller roughness value corresponds to a smoother and more favorable surface [
19].
In this study, the measurements of surface roughness were conducted in both 2D and 3D perspectives. Three-dimensional measurements pertain to the surface and are referred to as topography or stereometry measurements. A confocal laser scanning microscope (Olympus LEXT OLS4000) with a magnification of ×10 was used, and topographic data of 1280 × 1280 μm were recorded. Two-dimensional measurements focused on the surface profile and irregularities within a designated section of the profile, and were carried out using a Hommelwerke T8000 stylus profilometer with TURBO Roughness for Windows software. Independently, 24 measurements were performed for each measurement point. The data in both 2D and 3D perspectives were processed using MathWorks® Matlab® ver. 2023b and Digital Surf MountainsMap® ver. 10 software.
Parametric analysis of the surface is typically conducted in accordance with the ISO 25178 series [
20] for 3D analysis or ISO 21920 series [
21] for 2D analysis. It includes considerations such as the selection of signal pre-processing methods, filtration methods, cut-off, and the selection of surface parameters from a set of possibilities. The evaluation takes into account factors such as classification bias, dispersion of values, and measurement capabilities.
The surface roughness analyses for turning operations focus on the kinematic-geometrical mapping of the tool nose. The radius of the tool nose determines an almost flat stretch parallel to the surface, with a length similar to the value of the feed rate, especially in the case of micro-machining. The theoretical maximum roughness, calculated for cutting conditions, is estimated to be 3.1 µm (
= 0.1 mm/rev). The measured roughness was slightly higher than the theoretical roughness for larger feed rates, and significantly higher for smaller feed rates—the smaller the feed rate, the less the kinematic-geometric model reflects the process of micro-roughness formation on the surface. This is due to the scale effect and material properties. The results for the determined height parameters of the surface—
,
,
, and
—are presented in
Figure 2, which indicates the points with the lowest roughness.
The increased surface roughness compared with the theoretical model is mainly due to the poor thermal conductivity of the NiTi alloy, which prevents the sufficient removal of heat from the machining zone [
22]. This is evident in the continuous accelerated wear of the tool and the blunting of the cutting edge (
Figure 3). Machining with a feed rate of 0.01 mm/rev instead of 0.1 mm/rev results in a significantly smaller cross-sectional layer being cut, but a ten times longer cutting time, and consequently a ten times longer contact time between the tool and the workpiece. This leads to a higher specific cutting pressure and a greater amount of generated heat.
The emergence of tool wear affects the minimal undeformed chip thickness. It follows that an increase in the radius of the blade’s edge and blunting of the cutting edge increases the effect of the side flow of the material, consequently increasing the amplitude of surface height at low frequencies. Additionally, tool wear is associated with cutting edge chipping, with the envelope reproducing in the range of the high spatial frequencies of the surface. Cutting with worn edges, featuring a non-zero edge radius under constrained cutting conditions, causes an increase in roughness [
23].
As is evident from the measurement results, the quality of the machined surface correlates with numerous process variables, and the surface is a product of the mechanical machining process and its conditions. Developing a suitable model for the machined surface in the cutting process is a non-trivial problem due to the multitude of factors influencing the machined surface. Predicting outcomes in such complex conditions is nearly impossible.
The main approaches to developing a model focus on the theory of cutting, experimental modeling, and, more recently, artificial intelligence [
24]. The theory of cutting is applied in situations where there is a comprehensive understanding of the process. This requires knowledge of the process kinematics, cutting tool and material properties, chip formation mechanism, and numerous other factors. Since full knowledge of the cutting process is not always available, the experimental approach often employs modeling methodologies. However, it should be noted that the results of experimental research have limited overall applicability. To enhance the predictability of surface roughness in an experimental approach, a systematic method is employed during experiment planning, data collection, and analysis.
To overcome the limitations of the above methods and leverage their advantages simultaneously, artificial intelligence methods have been developed. These methods allow the integration of signals from different sensors, handling incomplete knowledge through fuzzy inference, and incorporating task descriptions. Surface measurement data and simulations of theoretical models based on cutting parameters, chip formation, cutting forces, and other components are utilized to monitor surface quality.
The relationship between surface characteristics and the conditions (parameters) of the technological process is expressed in the form of a surface constitutive function. The fundamental model for generating surface roughness in turning is the kinematic-geometric model (
). This model holds theoretical significance and serves as the foundational model for others developed by different authors [
25,
26,
27] who have analyzed the scale effect and augmented the model with additional components to approximate it to real machining conditions. However, it should be noted that these considerations are based on the concept of the minimal undeformed chip thickness,
.
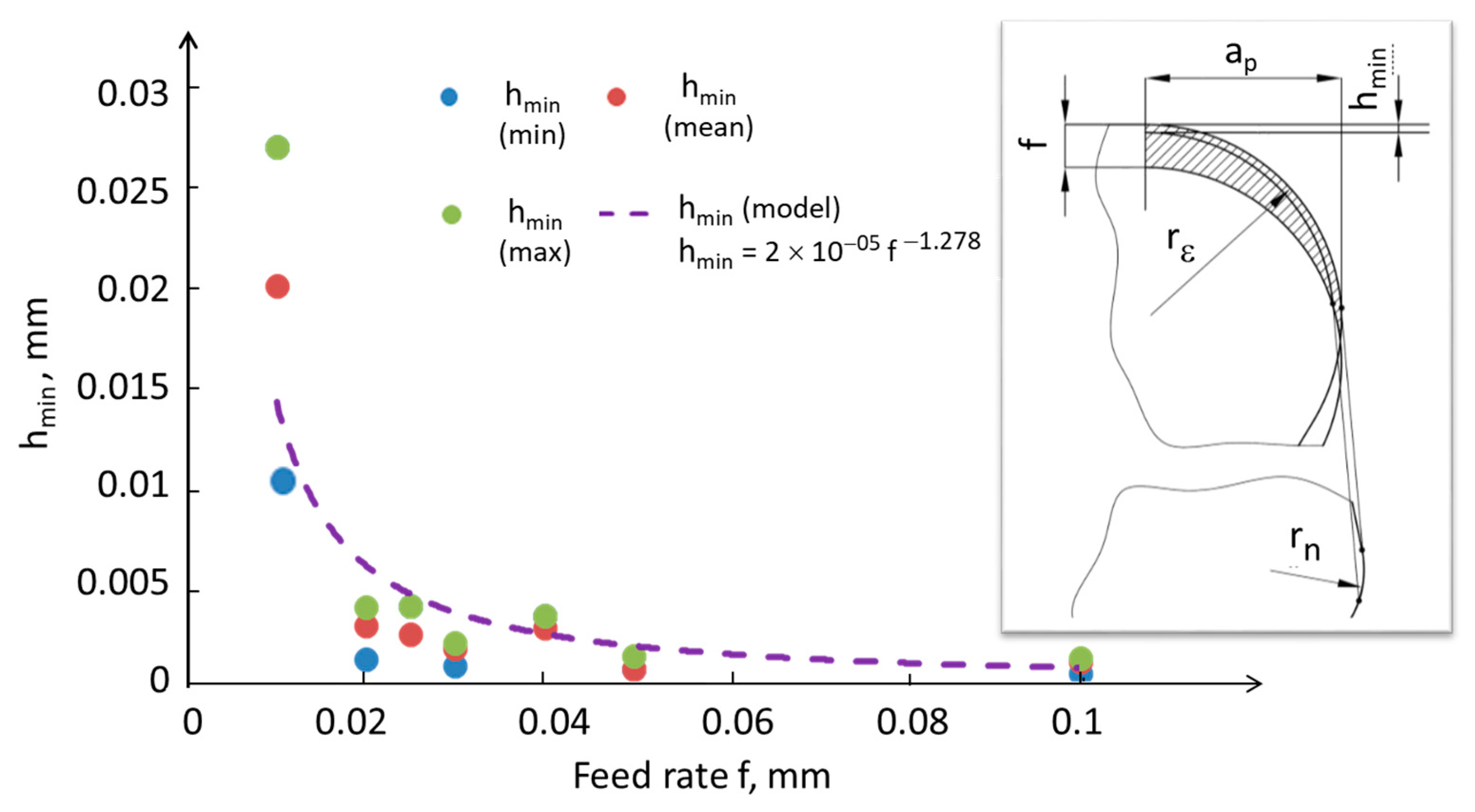
Determining the probable minimum thickness of the machined layer based on simplified material and geometric assumptions, preceded and supplemented by experiments relating to the fundamentals of cutting, makes it possible to capture the stochastic nature of chip separation phenomena. The minimum thickness of the machined layer is closely dependent on machining conditions, including the properties of the workpiece material and the tool material and geometry.
Figure 4 presents a model of the machining process with an emphasis on the cross-section of the machined layer. When a chip appears, the phenomenon of decohesion occurs in the area representing a fraction of the edge radius value
. A significant challenge in modeling is the fact that, contrary to the model’s assumptions, the transition from the elastic stress of the cutting-edge interaction to the volume of the removed chip does not occur in a single plane, but in a defined volume of material. In this case, the scale effect is noticeable. The
value was determined on the basis of the experiment (roughness value obtained for 30 repetitions) and the model inverse to the so-called Brammertz formula [
28]. The value of
estimated based on the experiment was very small, below 1 μm for larger feeds and not exceeding 4 μm for smaller feeds (except in the experiment with a feed of 0.01 mm/rev, for which
averaged over 10 μm and in some cases even 20 μm).
In
Figure 5a, the geometric cross-section of the machined layer is depicted, highlighting the minimum thickness of the machined layer. Simultaneously, in
Figure 5b, the theoretical thicknesses of the machined layer are graphically represented as a function of the angle
φ, both considering and not considering the minimal undeformed chip thickness
. It was observed that for smaller feeds, after considering the calculated value of
based on the model from
Figure 4, the area in which material removal is difficult to cut is relatively large, and depending on the local thermodynamic properties in the machining zone [
25], the material will tend to undergo side flow.
According to
Figure 5a, the cross-section of the machined layer with highlighted areas of the material side flow based on
—referring to
and
—will deform freely. However, the consequence of a non-zero value of
on the machined surface side is that cutting takes place under different thermodynamic conditions, significantly higher temperatures, and altered material properties compared with the previous tool pass. This lateral material flow is indicated in
Figure 4 as
for the surface and
for the chip. The deformation of the material in the form of the side flow on the chip surface is illustrated in
Figure 6.
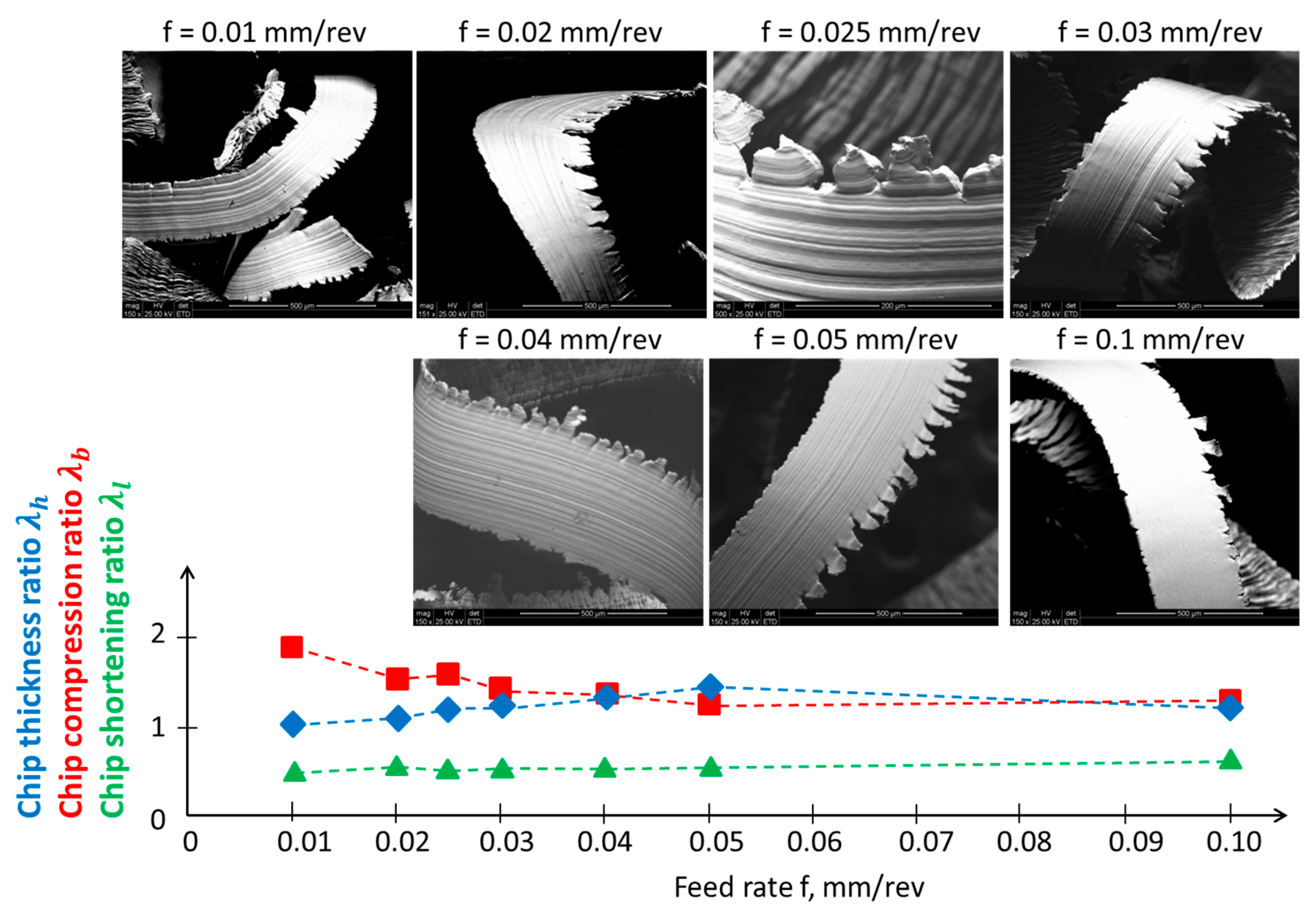
The assessment of the impact of the feed on the chip shape, based on [
14], allows the conclusion that with an increase in the feed, the chip shape becomes more uniform and changes to a continuous ribbon form; it also becomes an unfavorable entangled chip. The chip compression ratios indicate that the chip becomes thicker as the feed increases. This means that for a feed greater than the radius of the cutting-edge rounding, there are favorable conditions for chip formation. According to the methodology presented in [
29], for constant speed and material diffusivity [
30], the Peclet number is estimated to be small, below 2, which means that the plastic deformation of the chip takes place under conditions of high thermal energy input.
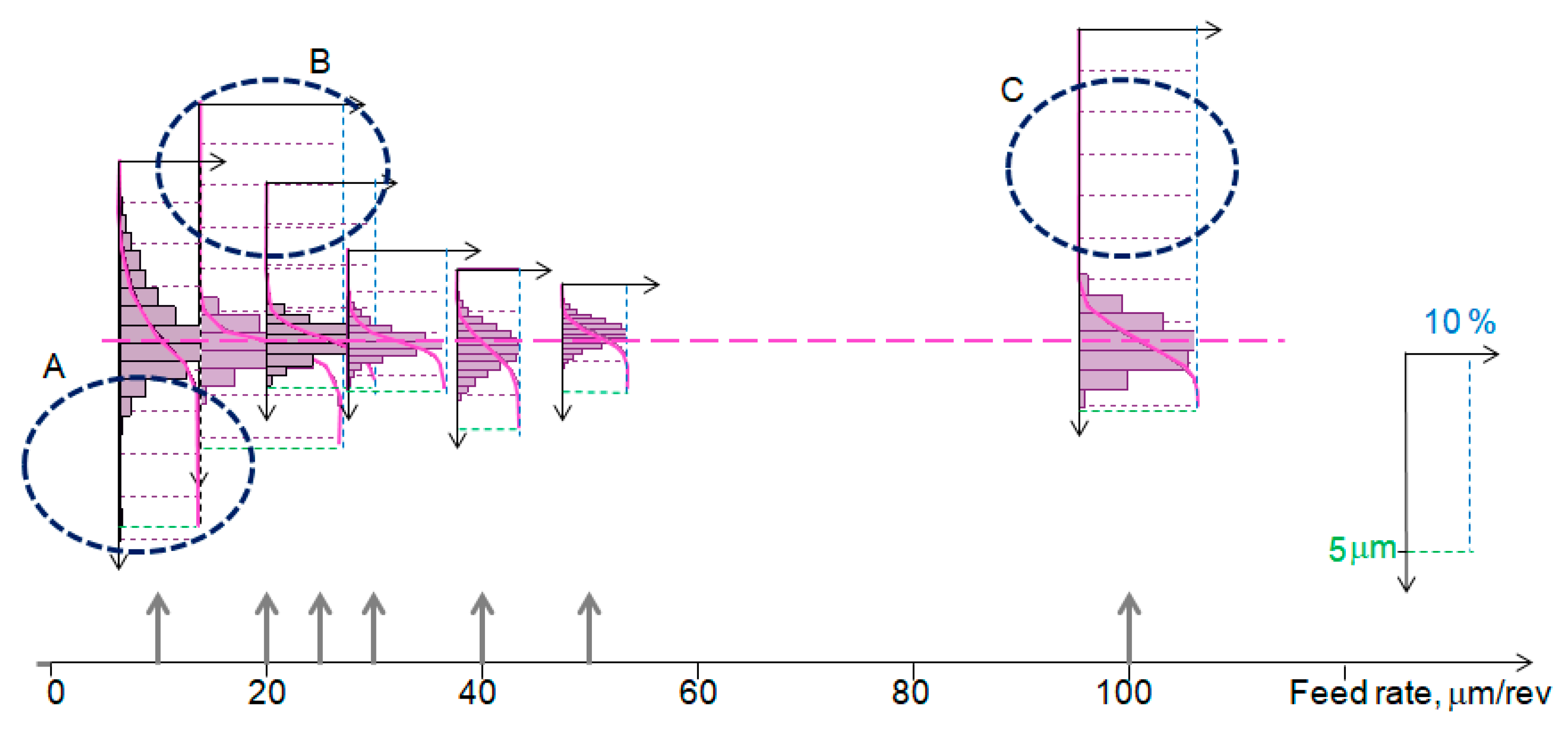
The influence of the feed rate on the functional properties of the surface can be illustrated using the material ratio function, plotted on the same scale in
Figure 7. Region A indicates the presence of deep and large valleys for feed rates smaller than 0.01 and 0.02 mm/rev. In
Figure 8, areas in the surface above the 50% threshold are highlighted in color. For a feed rate of 0.01 mm/rev, surface vibrations were observed, and both surfaces are characterized by strong variation and barely noticeable traces of feed. Regions B and C indicate the occurrence of locally large individual protrusions.
The analysis of the influence of the feed rate, and thus
, on the geometric structure of the surface was also visualized through the analysis of the local surface topography properties in a 3D context.
Figure 9 presents the algorithm for analyzing the local properties of surface topography along with an example for a feed rate of 0.01 mm/rev. The algorithm consists of the following main stages: preparation of data for analysis, local mapping of properties, and analysis of the volume of material within a specified space (above the defined threshold).
From the analysis of the volume of the surface material located above the defined threshold for various feed rate values, it follows that if the volume of material in a certain microvolume is analyzed, the phenomenon of lateral material flow can be observed for each cutting trial (
Figure 10). The phenomenon of lateral material flow is more pronounced at smaller feed rates. The classification of microvolumes based on their orientation indicates the prevalence of orientations aligned with the feed direction. The orientation of the lateral side flow occurs in various directions. In the NiTi cutting process, several other factors influence surface roughness besides the feed rate. These factors include the shape memory effect and superelasticity. When combined with the low thermal conductivity and ductility of the material, they affect the chip breaking process and the formation of both
side flow and temperature side flow. All of these factors negatively impact surface texture, with deviation from the model resulting from the kinematics of the process.
4. Results and Discussion on Surface Characterization
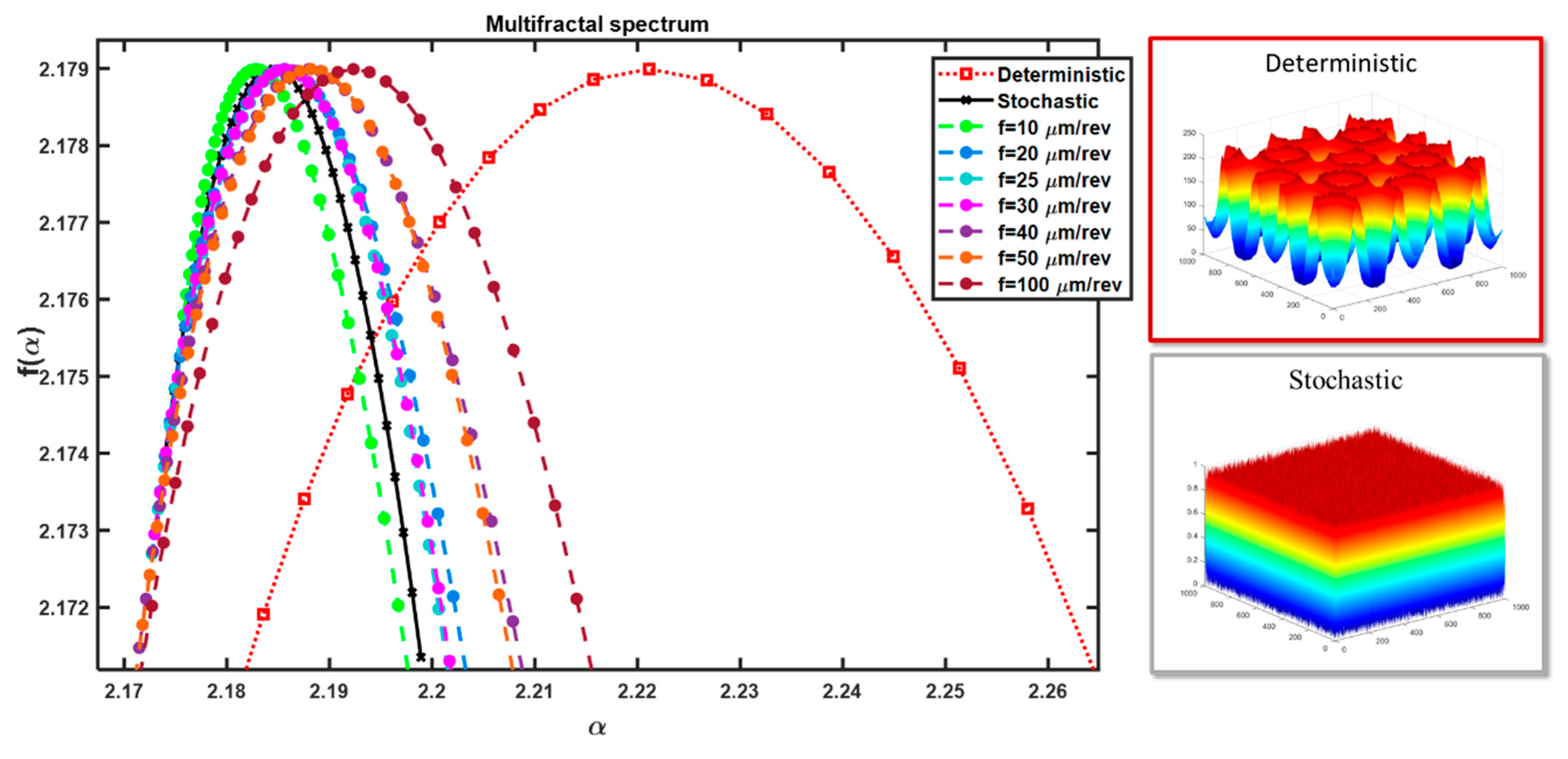
To provide a thorough characterization of the surface, an initial attempt was made to assess its nature. For this purpose, multifractal analysis was employed based on the methodology outlined in [
31]. This involves the distribution of the singularity spectrum f(α) as a function of the singularity exponent α (fractal dimension). A multifractal analysis in a 3D perspective was conducted for the surface, and the resulting spectrum is depicted in
Figure 11.
As observed in
Figure 11, all of the spectra obtained fall within a narrow range. Two additional analyses are included on the chart: for a stochastic surface (randomly generated) and a deterministic surface (composed of two-dimensional sinusoidal functions). For the stochastic surface, the exponent α changes within a small range, similar to its distribution. On the other hand, for the surface with a dominant deterministic character, this exponent has a larger range of variability, and the scatter of values in the roughness space is much greater. The multifractal spectrum distribution for the surfaces indicates that they have a stochastic-deterministic character, with a tendency towards stochastic dominance. The surface machined with a feed rate of 0.01 mm/rev clearly exhibits a stochastic character, while that obtained with a feed rate of 0.1 mm/rev deviates significantly towards a deterministic surface and exhibits a pronounced stochastic-deterministic character.
According to the concept proposed in [
32], describing “feature spectra” as shown in
Figure 12, which serve as a support system for selecting the method of surface characterization, surfaces with a stochastic-deterministic character should be characterized in both 2D and 3D perspectives. The results are assumed to depend on the measurement location—hence the recommendations for multiple repetitions and statistical analysis.
Principal Component Analysis (PCA) applied to surface analysis is a method that allows a better understanding of the nature of surface measurement data. Due to its factor analysis nature, PCA decomposes spatial surface data into components depending on what we assume as the basis [
33]. It is possible to analyze a set of profiles parallel to the machining traces (
Figure 13 and
Figure 14) or perpendicular to the machining traces (
Figure 15 and
Figure 16). This means that, concerning the determined average profile, we examine to what extent spatial surface data vary relative to this mean value.
In the PCA analysis, the Singular Value Decomposition (SVD) algorithm was employed. The first component illustrates data organized into a structure representing the greatest variance and heterogeneity. In subsequent vectors of the matrix, one can identify averaged changes in the profile along the direction parallel to the texture orientation of the surface. The components are elements of the eigenvectors of the surface variance matrix. The first eigenvector indicates the direction in which the data vectors collectively exhibit the greatest variability. A new coordinate system is formed, with each axis aligned along the direction of maximum common variability.
Figure 13 shows the first four components of the PCA distribution for the raw spatial data of machined surfaces with a feed rate of 0.1 mm/rev, collected using the Olympus LEXT OLS4000 laser confocal microscope. As observed, the dominant structure of the surface curvature (first component) is complemented by subsequent components with low variance.
For the variance data provided in
Figure 14, after calculations, the first component for spatial data represents over 99% of the total signal energy for all feed rates. Therefore, on the energy map, the maximum value for the second and subsequent components does not exceed 1. The main component 1 reproduces the rounded shape of the cylindrical surface, and the subsequent ones add disturbances to this shape, as these are surface elements of less importance.
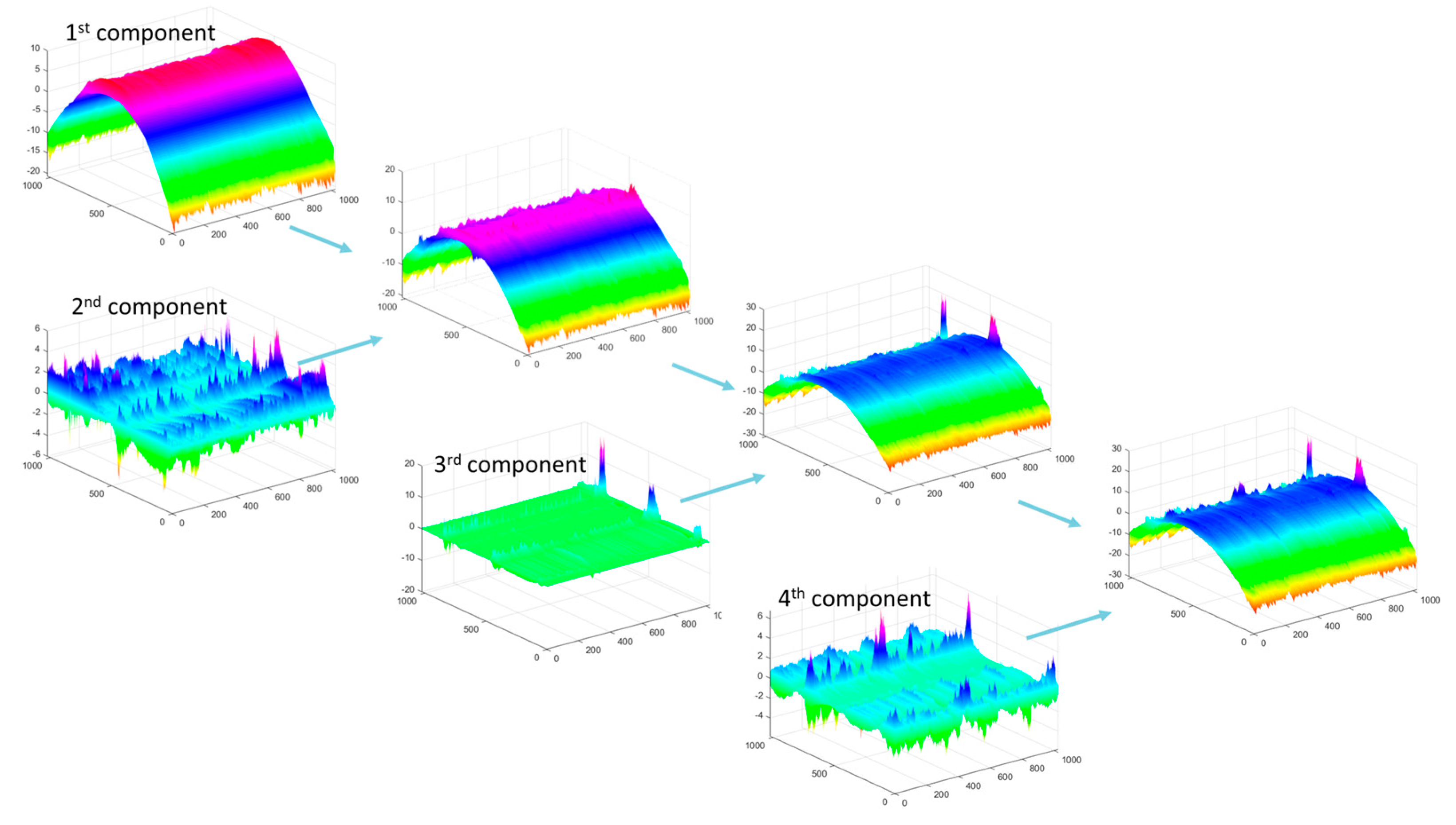
Spatial raw data from the surfaces after turning with a feed rate of 0.1 mm/rev were analyzed perpendicular to the machining traces. In
Figure 15, the first four components of the PCA distribution are presented. As observed, the first component of surface irregularities is complemented by subsequent components with variance only slightly smaller than the first. In this direction, the signal energy is not concentrated in one component, but rather in the entire group of the first components.
For the energy data presented in
Figure 16 (in the 3D plot), the maximum value for the first, second, and subsequent components does not exceed 20. The PCA components correspond to the shape of the basic profile of surface roughness, starting with the component with the highest energy and followed by additional components. For the PCA distribution in this direction, the reconstruction of the original data (>95% signal energy) required several dozen components for each feed rate, with the fewest components needed for a feed rate of 0.1 mm/rev. The PCA analysis allowed the identification of four groups of surfaces, conventionally marked in
Figure 14 and
Figure 16 from I to IV, with different energy distribution. Group I refers to the surface whose variability is large in both directions of analysis and is divided into many components. It was observed that the larger the group number, the greater the energy concentration on several main components of the PCA decomposition.
Completing the surface characterization with interpretive capabilities regarding the physical components of the machining process, surface roughness analyses based on surface features are created—analysis of spatial-temporal frequency. The analysis process consists of two key stages: creating an EMD (Empirical Mode Decomposition) and applying the Hilbert transform to the components of the EMD distribution (Hilbert–Huang Transform) [
34].
The creation of an EMD (Empirical Mode Decomposition) is based on decomposing the input signal into a finite and small sum of components. These components are called the IMF (Intrinsic Mode Function) and are obtained from the signal by applying a sifting algorithm. The procedure is subject to two constraints: the first is that each IMF has the same number of zero-crossings and extrema, while the second constraint imposes symmetry on each IMF function around the mean value. The component with the highest frequency is determined locally by creating upper and lower envelope functions that interpolate the local maxima and minima of the signal. By averaging these envelopes, a signal representing the local mean of the signal is created. Subtracting this mean from the signal results in a signal with local zero-crossings. The first IMF component is created in this way. The remainder after subtracting the first IMF from the signal is treated similarly, and the second IMF component is created, then the third, and so on. This process results in the decomposition shown in
Figure 17.
The IMF components of the surface profile have different energy levels. For the surface profile, the energy is concentrated in the kinematic-geometric range of tool mapping, especially if low-frequency phenomena occur in this range. To analyze the energy from individual IMFs, a complete EMD decomposition is performed, followed by the Hilbert transform for each IMF component.
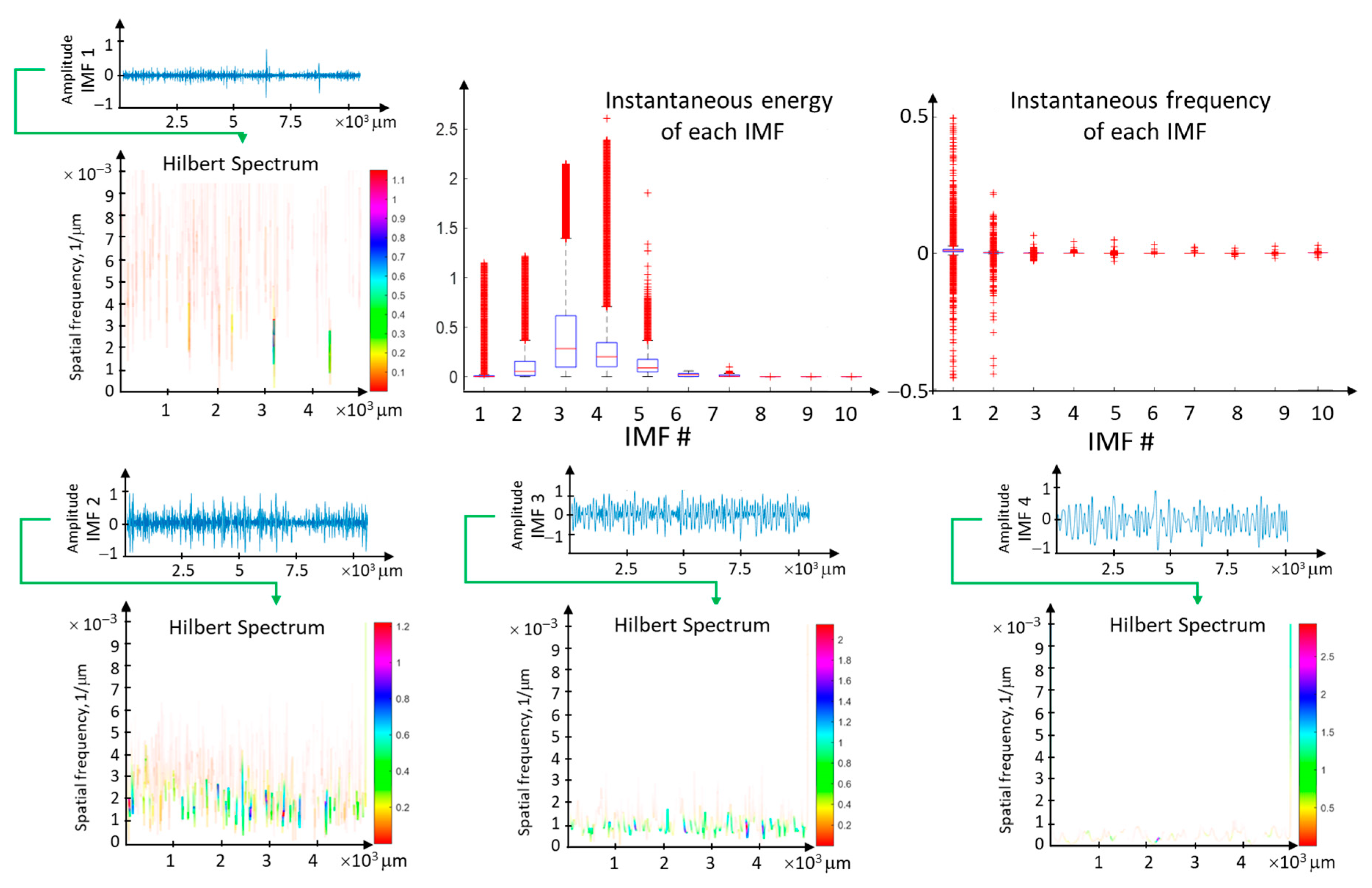
The Hilbert–Huang Transform for the rolling profile data is embedded in the length of the measurement segment. The horizontal axis represents the measurement segment (measurement points, time), and the vertical axis represents the spatial frequency range (Hz). The instantaneous amplitude is presented as a pseudocolor map. The Hilbert transform is analogous to the Fourier power spectral density, but it is local in the time (length) domain. It serves as a measure of the energy carried by the surface profile data for a specific measurement point where the signal oscillates with instantaneous spatial frequency.
The analysis of the four initial Intrinsic Mode Functions (IMFs) of the surface profile data for the feed rate
= 0.1 mm/rev is presented in the context of instantaneous frequencies and energy (
Figure 18). The most concentrated energy is observed in the first IMF component within the frequency range resulting from the kinematic-geometric representation of the tool edge after scaling. Higher frequencies correspond to high-frequency disturbances related to lateral material flow, while lower frequencies arise from instabilities in the machining process. The range of instantaneous frequencies is widest for the first component. However, the associated energy is relatively small.
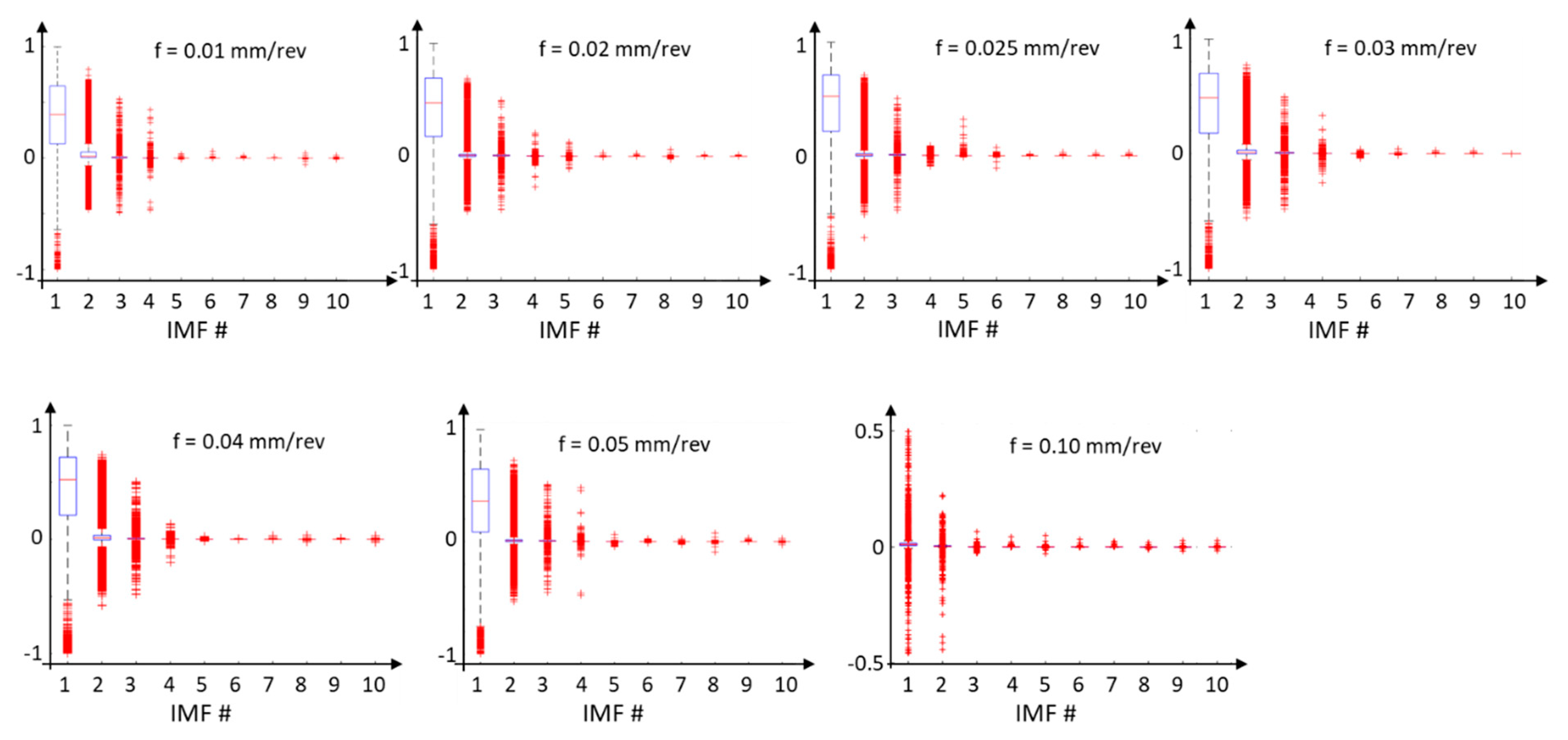
The energy (
Figure 19) and instantaneous frequencies (
Figure 20) of the surface profile data obtained for various feed rates allow us to trace how the energy is concentrated for individual IMFs from the EMD distribution. For surface profile data with a feed rate of 0.01 mm/rev, the energy is concentrated in IMF 5 and IMF 6. For these components, the dispersion of instantaneous frequencies is small, confirming the presence of vibration in the system. On the other hand, for feed rates of 0.04 mm/rev and 0.05 mm/rev, the signal energy is distributed across several IMFs, indicating a more deterministic signal.

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}