

Modeling of the Flow Field and Clad Geometry of a Molten Pool during Laser Cladding of CoCrCuFeNi High-Entropy Alloys


Abstract
:1. Introduction
2. Mathematical Modeling of Single-Track Laser Cladding
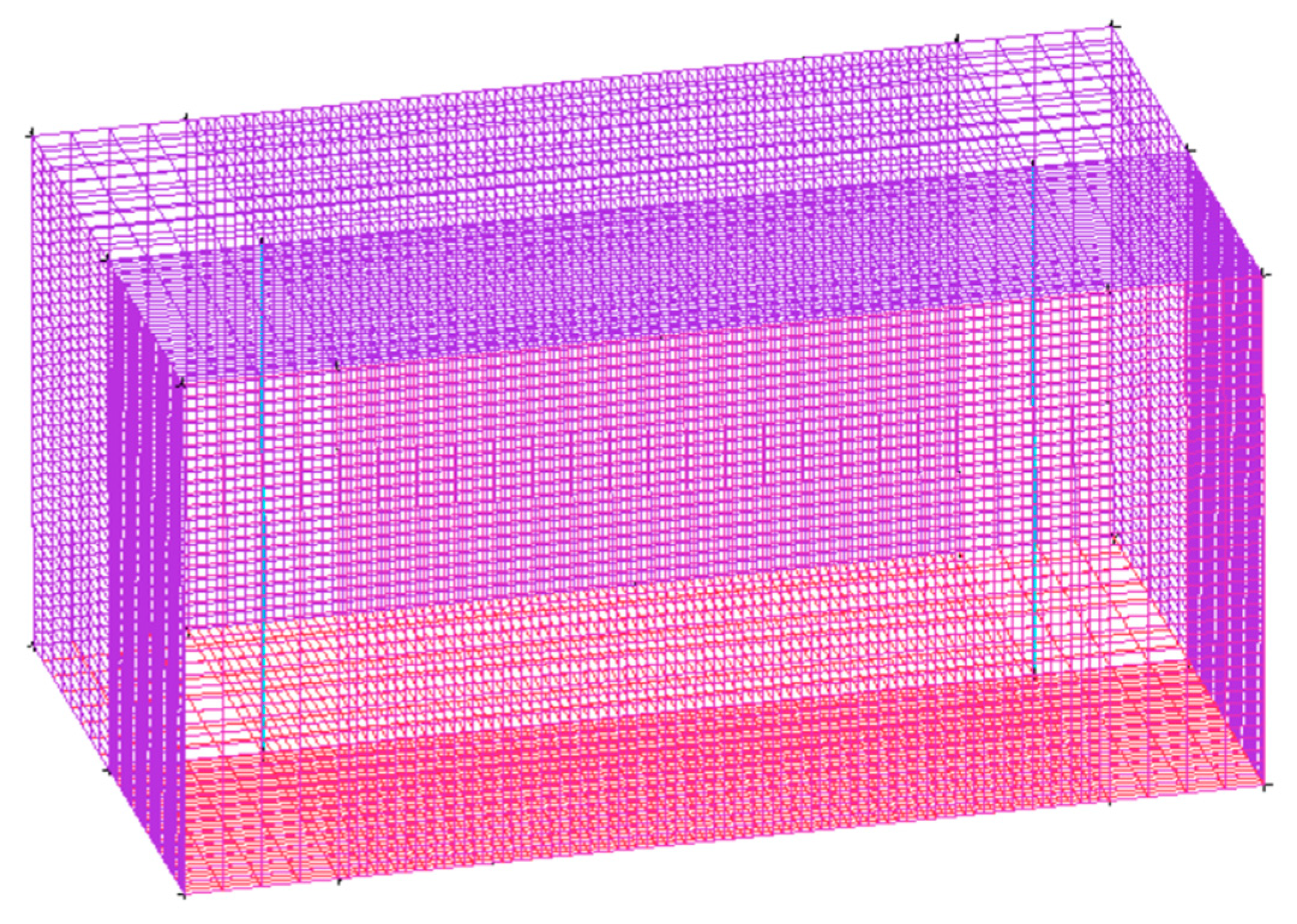
2.1. Model Building and Meshing
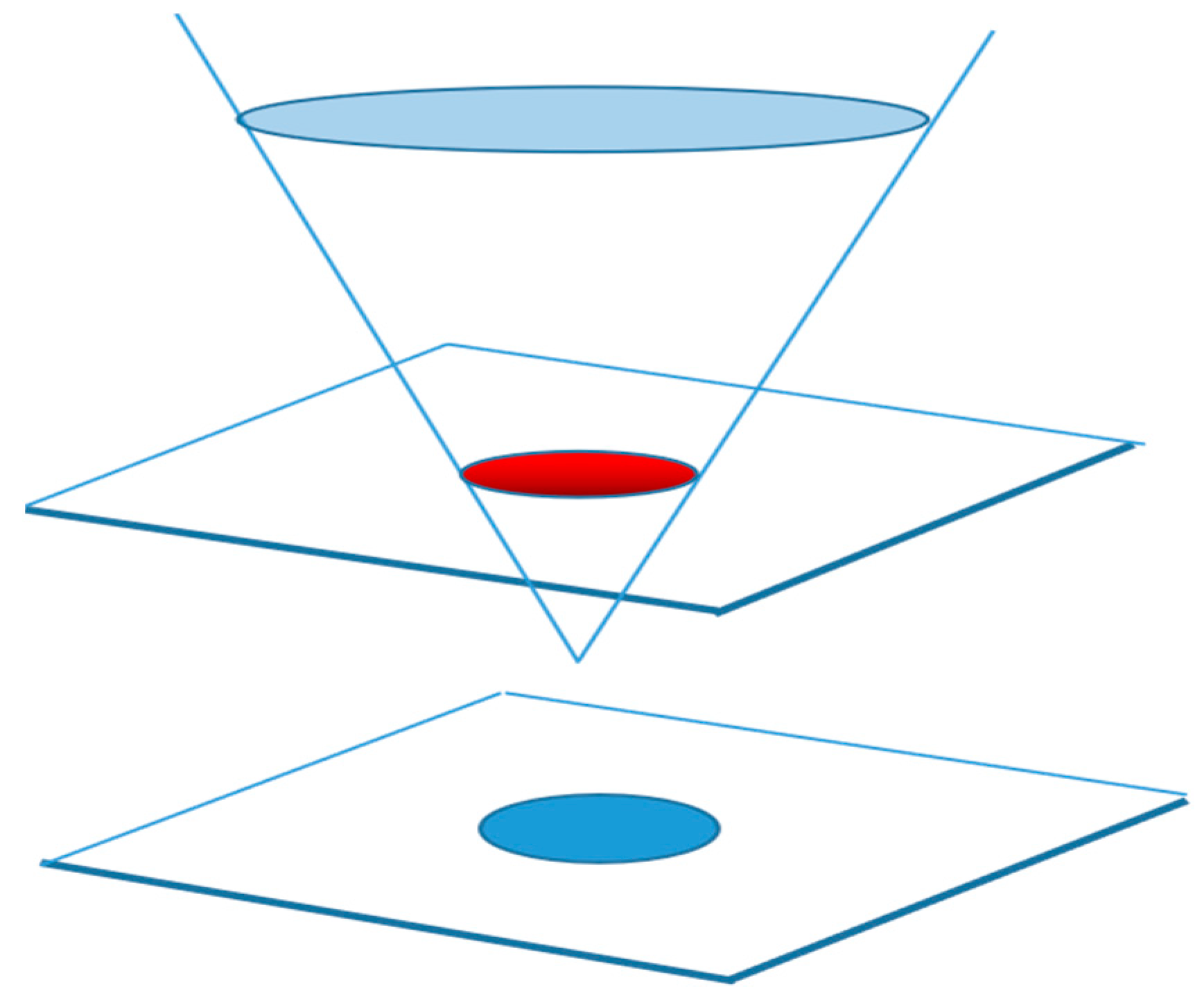
2.2. The User-Defined Function (UDF) Loads the Heat Source Model
2.3. The Underlying Assumptions of the Model
- This article ignored the thermal recoil pressure of metal evaporation and the influence of the protective gas on the free interface of the melting tank.
- The influences of the surface tension of the molten pool and the recoil pressure on the morphology and flow of the molten pool were considered.
- The liquid in question was an incompressible Newtonian liquid, and the molten pool liquid exhibited laminar flow. The material was isotropic, and its heat did not vary with the position.
3. The Volume of Fluid (VOF) Model and the Simple Algorithm
3.1. VOF Model
3.2. Simple Algorithm
- The velocity field is first solved by the momentum equation, where the velocity does not satisfy the following continuous equation:
- The pressure field is solved by Poisson’s ratio with the following formula:
- After obtaining the pressure field, the velocity field can satisfy the continuous equation.
4. The Force of the Molten Pool
4.1. Recoil Pressure of the Molten Pool
4.2. Heat Buoyancy of the Molten Pool
4.3. The Surface Tension of the Molten Pool
5. Results and Discussion
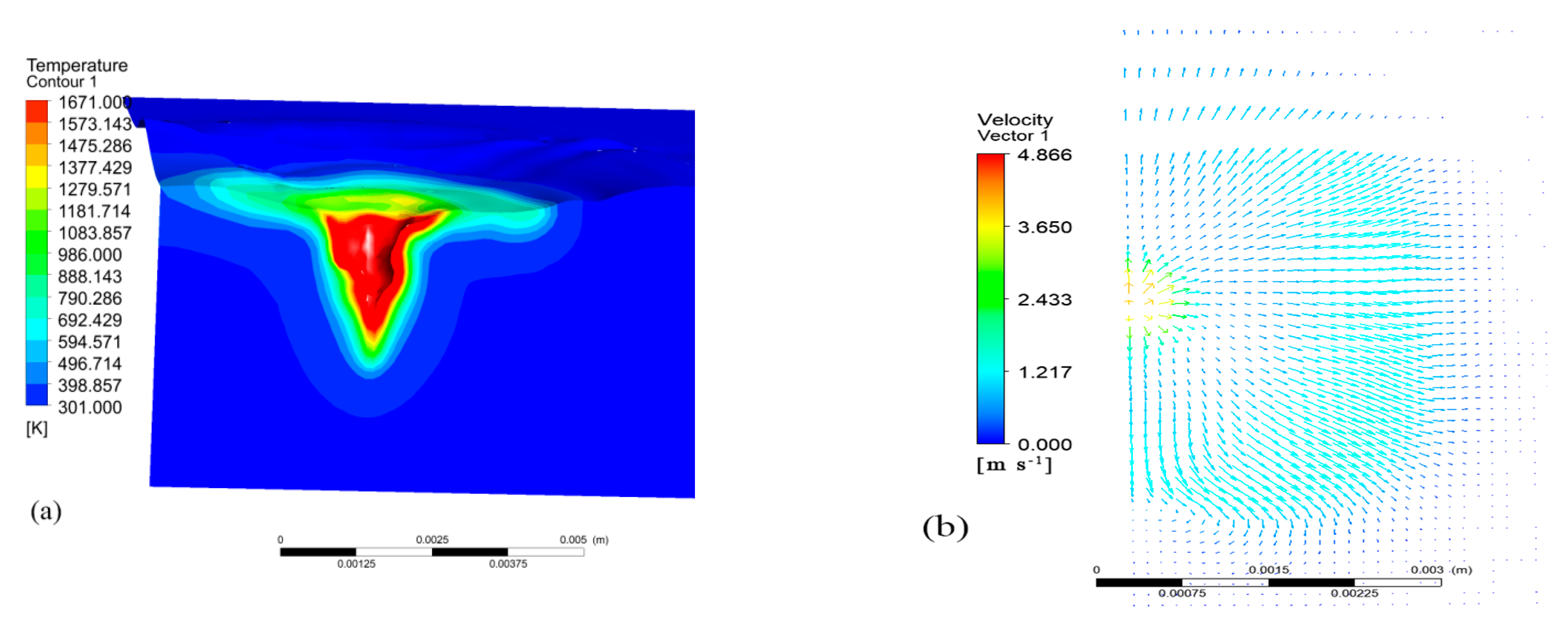
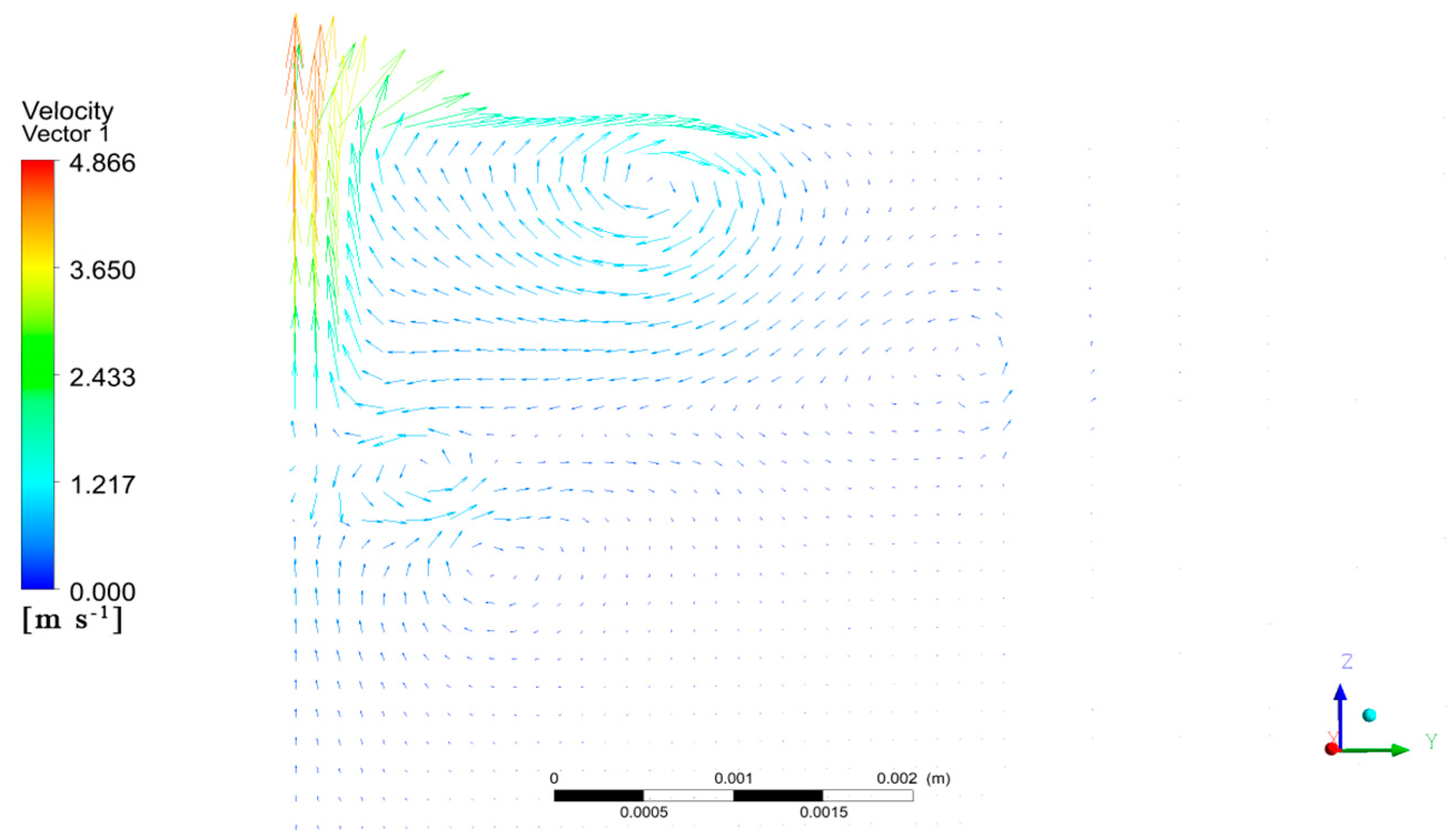
5.1. Dynamic Evolution of the Flow Field of Laser-Coated High-Entropy Alloys
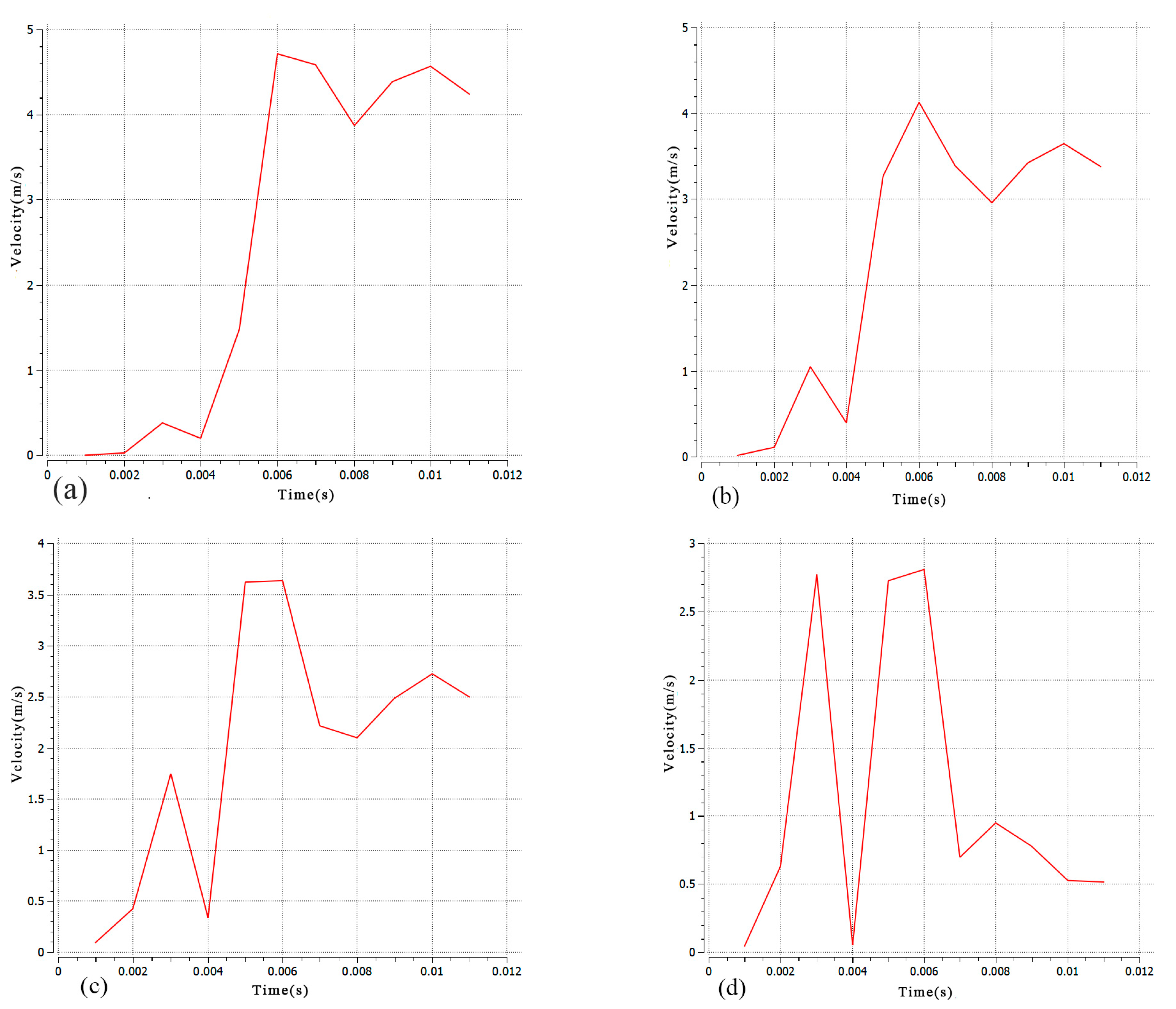
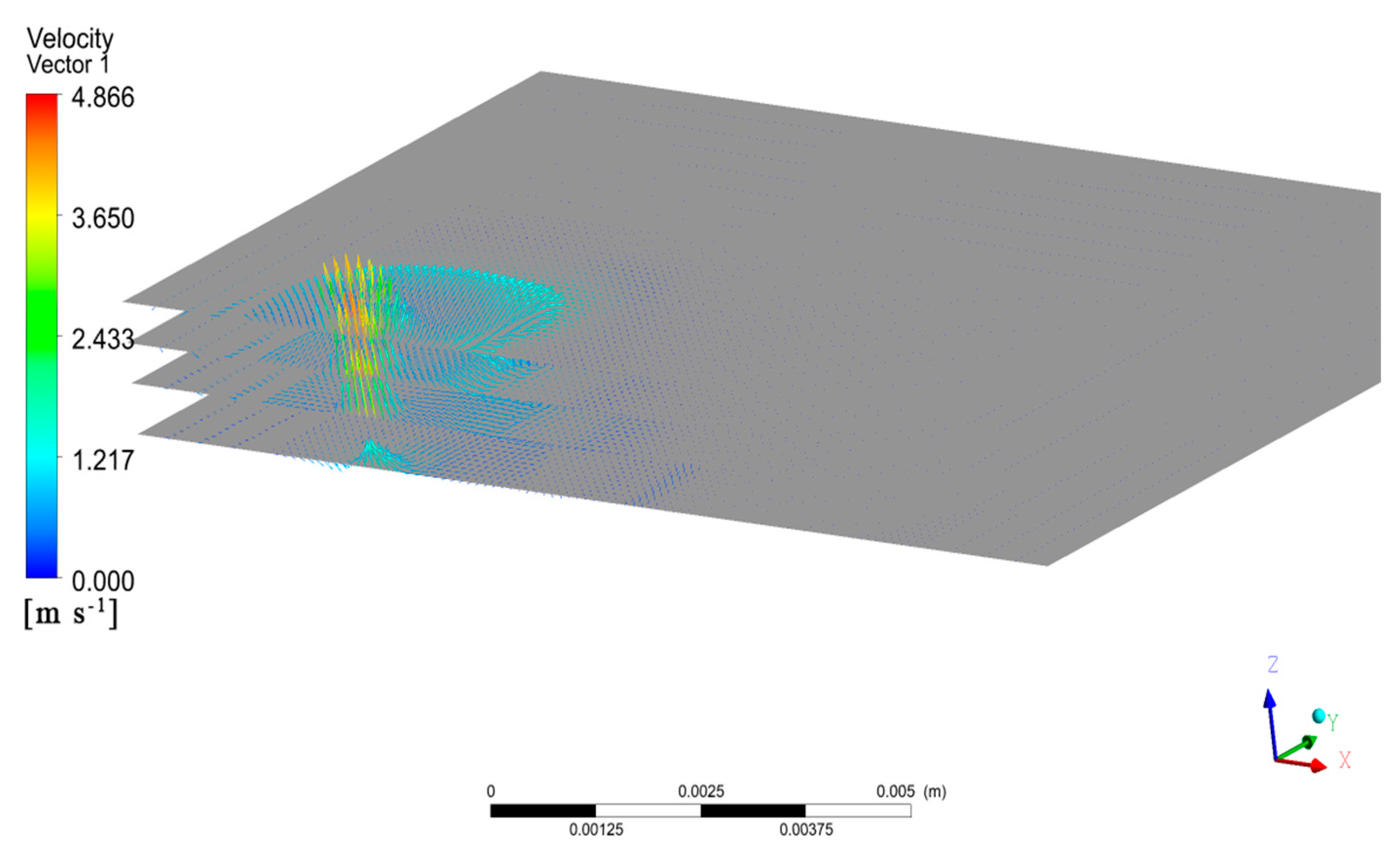
5.2. Distribution of Molten Pool Flow Fields at Different Depths
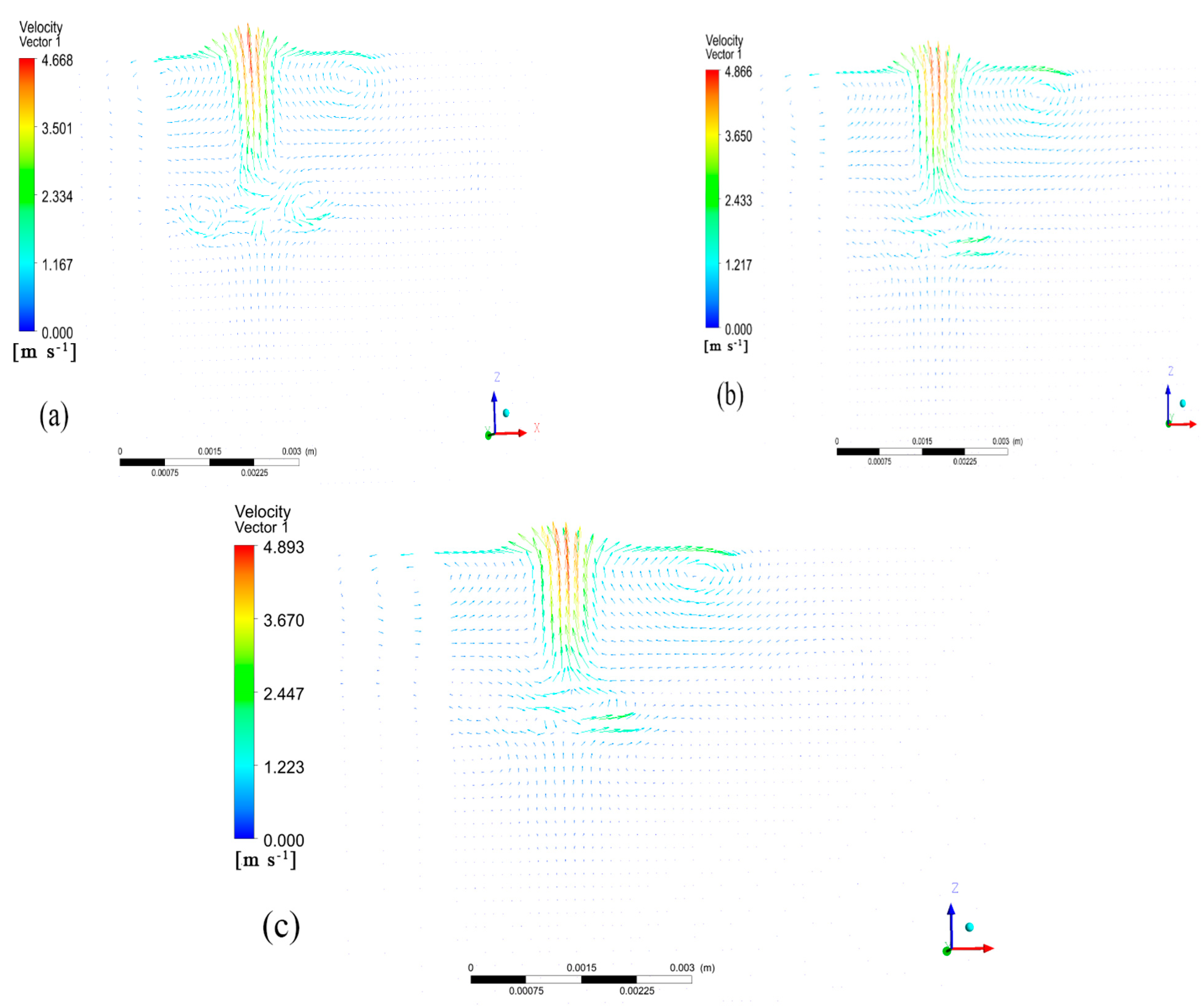
5.3. Effect of Laser Power on the Flow Field of Laser-Coated High-Entropy Alloys
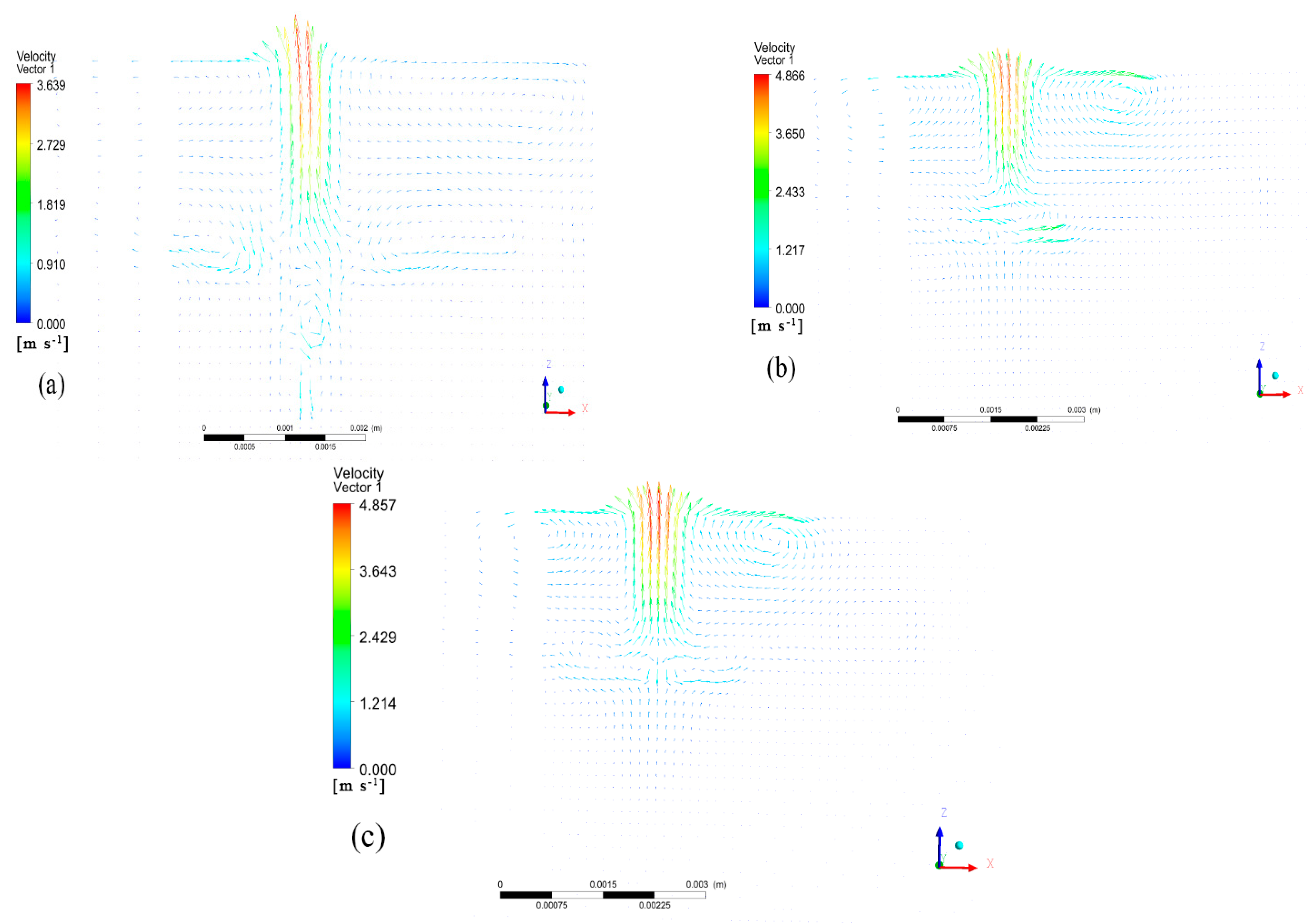
5.4. Effect of Scanning Speed on the Flow Field of Laser-Coated High-Entropy Alloys
5.5. Comparison with the Other Numerical Simulations
6. Conclusions
- At t = 0.001 s, the pool was formed. At t = 0.003 s, the flow rate suddenly decreased and then increased and reached a peak at t = 0.006 s. The molten pool exhibited a keyhole effect due to the recoil pressure, resulting in a wide and narrow hole. The surface flow velocity vector of the molten pool decreased initially and then increased in waves. Along the depth direction, the flow velocity at the top of the pool was much higher than at the bottom of the pool.
- With decreasing the depth of the molten pool in different cross-sections, the overall flow rate of the molten pool slowed down. The wavy distribution shape gradually disappeared, and the molten pool had an upward flow trend. The trend became more intense closer to the top of the molten pool.
- The velocity of the flow in the molten cell increased with the increase in the laser power, and the maximum flow velocity appeared at the top of the molten pool. When the laser power was low, there was a noticeable eddy current at the bottom of the melting pool. As the eddy current gradually dissipated, the flow rate at the bottom of the melting pool gradually stabilized.
- With an increase in the scanning speed, the size of the melting pool decreased. Additionally, the left and bottom vortices of the melting pool also decreased, while the bottom flow velocity of the melting pool gradually decreased and the apical flow velocity increased.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Taiwade, R.V.; Patil, A.P.; Ghugal, R.D.; Patre, S.J.; Dayal, R.K. Effect of welding passes on heat affected zone and tensile properties of AlSi 304 stainless steel and chrome-manganese austenitic stainless steel. ISIJ Int. 2013, 53, 102–109. [Google Scholar] [CrossRef]
- Brunelli, K.; Gottardello, S.; Napolitani, E.; Bianco, B.D.; Bertocello, R.; Magrini, M.; Dabalà, M. The effect of surface treatment with atmospheric pressure plasma jet, generated by air, on corrosion properties of AISI 304L stainless steel. Mater. Chem. Phys. 2012, 136, 1073–1080. [Google Scholar] [CrossRef]
- Bak, S.H.; Abro, M.A.; Lee, D.B. Effect of hydrogen and strain-induced martensite on mechanical properties of AISI 304 stainless steel. Metals 2016, 6, 169. [Google Scholar] [CrossRef]
- Junior, F.A.D.; Ferreira, R.A.S.; Lima, R.R.D. Study for Performance Increase of a Extractor Device by Steel Replacement of AISI 304 Steel for AISI 420 Steel. Materials 2022, 15, 280. [Google Scholar] [CrossRef]
- Edalati, P.; Fuji, M.; Edalati, K. Superfunctional high-entropy alloys and ceramics by severe plastic deformation. Rare Met. 2023, 42, 3246–3268. [Google Scholar] [CrossRef]
- Bhardwaj, V.; Zhou, Q.; Zhang, F.; Han, W.C.; Du, Y.; Hua, K.; Wang, H.F. Effect of Al addition on the microstructure, mechanical and wear properties of TiZrNbHf refractory high entropy alloys. Tribol. Int. 2021, 160, 107031. [Google Scholar] [CrossRef]
- Miracle, D.B.; Senkov, O.N. A critical review of high entropy alloys and related concepts. Acta Mater. 2017, 122, 448–511. [Google Scholar] [CrossRef]
- Tsai, C.W.; Chen, Y.L.; Tsail, M.H.; Tsail, K.Y.; Chang, S.Y.; Yeh, J.W.; Yeh, A.C. Deformation and annealing behaviors of high-entropy alloy Al0. 5CoCrCuFeNi. J. Alloys Compd. 2009, 486, 427–435. [Google Scholar] [CrossRef]
- Goodarzi, D.M.; Pekkarinen, J.; Salminen, A. Analysis of laser cladding process parameter influence on the clad bead geometry. Weld. World 2017, 61, 883–891. [Google Scholar] [CrossRef]
- Hofman, J.T.; De Lange, D.F.; Pathiraj, B.; Meijer, J. FEM modeling and experimental verification for dilution control in laser cladding. J. Mater. Process. Technol. 2011, 211, 187–196. [Google Scholar] [CrossRef]
- Benarji, K.; Ashwin, P. Numerical simulation and experimental study on austenitic stainless steel by laser assisted metal deposition (L-MD). Mater. Today Proc. 2021, 39, 1497–1502. [Google Scholar] [CrossRef]
- Tamanna, N.; Crouch, R.; Naher, S. Progress in numerical simulation of the laser cladding process. Opt. Lasers Eng. 2019, 122, 151–163. [Google Scholar] [CrossRef]
- Afshari, M.; Hamzekolaei, H.G.; Mohammadi, N.; Yazdanshenas, M.; Hamounpeyma, M.; Afshari, H. Investigating the effect of laser cladding parameters on the microstructure, geometry and temperature changes of Inconel 718 superalloy using the numerical and experimental procedures. Mater. Today Commun. 2023, 35, 106329. [Google Scholar] [CrossRef]
- Hao, M.; Sun, Y. A FEM model for simulating temperature field in coaxial laser cladding of TI6AL4V alloy using an inverse modeling approach. Int. J. Heat Mass Transf. 2013, 64, 352–360. [Google Scholar] [CrossRef]
- Khomenko, M.D.; Makoana, N.W.; Mirzade, F.K.; Pityana, S. Coupled heat transfer, fluid flow and solidification kinetics for laser additive manufacturing applications. J. Manuf. Process. 2021, 67, 611–618. [Google Scholar] [CrossRef]
- Gusarov, A.V.; Kruth, J.P. Modelling of radiation transfer in metallic powders at laser treatment. Int. J. Heat Mass Transf. 2005, 48, 3423–3434. [Google Scholar] [CrossRef]
- Shyy, W.; Udaykumar, H.S.; Rao, M.M. Computational Fluid Dynamics with Moving Boundaries; CRC Press: Boca Raton, FL, USA, 1995. [Google Scholar]
- Alnaimat, F.; El Kadi, K.; Mathew, B. CFD investigation of R134a and Propane condensation in square microchannel using VOF model: Parametric study using steady state solution. Therm. Sci. Eng. Prog. 2023, 38, 101662. [Google Scholar] [CrossRef]
- Koshizuka, S.; Shibata, K.; Kondo, M.; Matsunaga, T. Moving Particle Semi-Implicit Method: A Meshfree Particle Method for Fluid Dynamics; Academic Press: Cambridge, MA, USA, 2018. [Google Scholar]
- Le, T.N.; Lo, Y.L. Effects of sulfur concentration and Marangoni convection on melt-pool formation in transition mode of selective laser melting process. Mater. Des. 2019, 179, 107866. [Google Scholar] [CrossRef]
- Grange, D.; Queva, A.; Guillemot, G.; Bellet, M.; Bartout, J.D.; Colin, C. Effect of processing parameters during the laser beam melting of Inconel 738: Comparison between simulated and experimental melt pool shape. J. Mater. Process. Technol. 2021, 289, 116897. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | Laser Power (W) | Scanning Speed (mm/s) | Defocusing Amount (mm) | Spot Radius (mm) |
|---|---|---|---|---|
| 1 | 2000 | 10 | 40 | 1 |
| 2 | 2500 | 10 | 40 | 1 |
| 3 | 3000 | 10 | 40 | 1 |
| 4 | 2500 | 5 | 40 | 1 |
| 5 | 2500 | 15 | 40 | 1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tian, D.; Li, C.; Hu, Z.; Li, X.; Guo, Y.; Feng, X.; Xu, Z.; Sun, X.; Li, W. Modeling of the Flow Field and Clad Geometry of a Molten Pool during Laser Cladding of CoCrCuFeNi High-Entropy Alloys. Materials 2024, 17, 564. https://doi.org/10.3390/ma17030564
Tian D, Li C, Hu Z, Li X, Guo Y, Feng X, Xu Z, Sun X, Li W. Modeling of the Flow Field and Clad Geometry of a Molten Pool during Laser Cladding of CoCrCuFeNi High-Entropy Alloys. Materials. 2024; 17(3):564. https://doi.org/10.3390/ma17030564
Chicago/Turabian StyleTian, Dachuan, Chonggui Li, Zhiguo Hu, Xintong Li, Yajun Guo, Xiaosong Feng, Zhenhai Xu, Xiaoguang Sun, and Wenge Li. 2024. "Modeling of the Flow Field and Clad Geometry of a Molten Pool during Laser Cladding of CoCrCuFeNi High-Entropy Alloys" Materials 17, no. 3: 564. https://doi.org/10.3390/ma17030564
APA StyleTian, D., Li, C., Hu, Z., Li, X., Guo, Y., Feng, X., Xu, Z., Sun, X., & Li, W. (2024). Modeling of the Flow Field and Clad Geometry of a Molten Pool during Laser Cladding of CoCrCuFeNi High-Entropy Alloys. Materials, 17(3), 564. https://doi.org/10.3390/ma17030564