
The Effect of Process Parameters on the Temperature and Stress Fields in Directed Energy Deposition Inconel 690 Alloy




Abstract
:1. Introduction
2. FEM Model
2.1. Thermal Analysis
2.2. Mechanical Analysis
2.3. Boundary Conditions
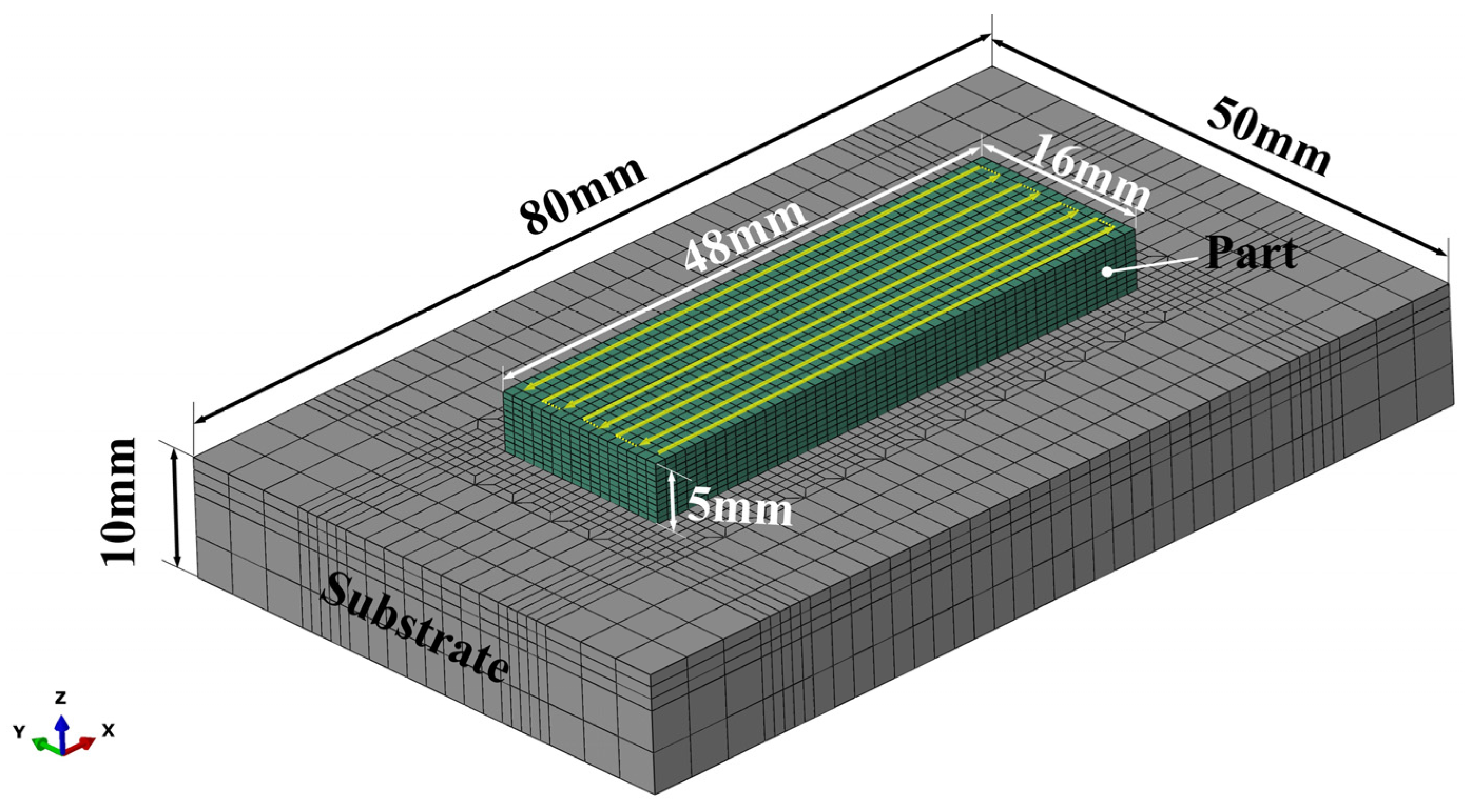
2.4. Mesh Modeling and Material Properties
3. Results and Discussion
3.1. Temperature Field
3.2. Model Validation
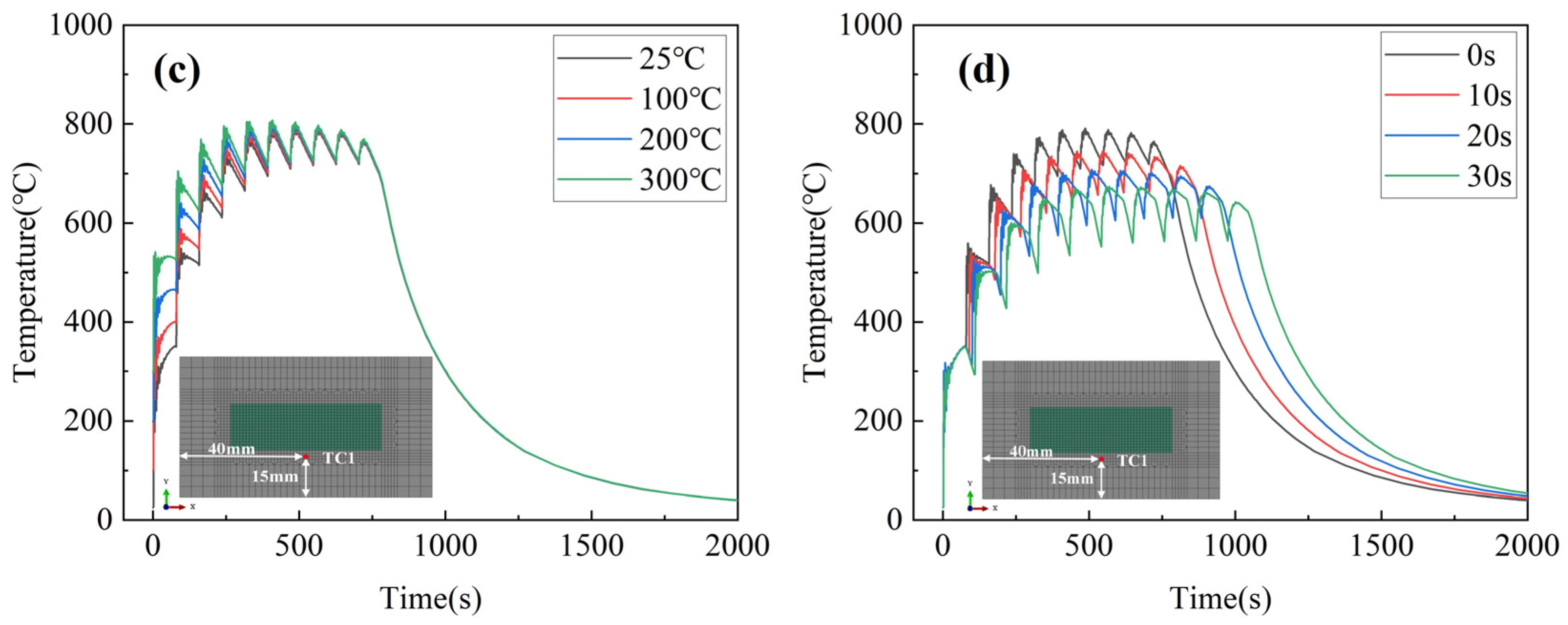
3.3. Effect of Process Parameters on Temperature History
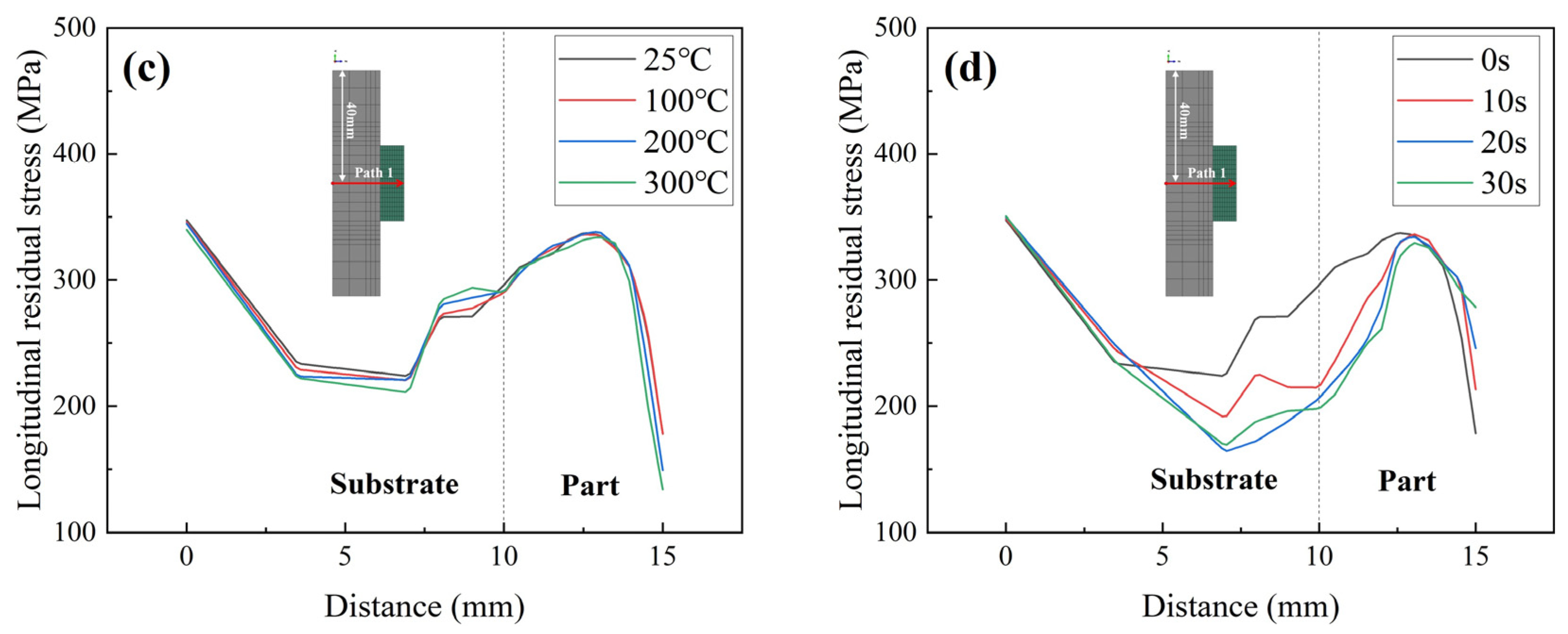
3.4. Effect of Process Parameters on Residual Stresses
3.5. Mitigation Measures for Residual Stresses in DED
4. Conclusions
- (1)
- For the temperature field, the peak temperature of each layer during the molding process increases with the increase in laser power and preheating temperature, and decreases with the increase in scanning speed and interlayer dwell time. It was observed that substrate preheating has a significant effect only on the peak temperature of the first four layers.
- (2)
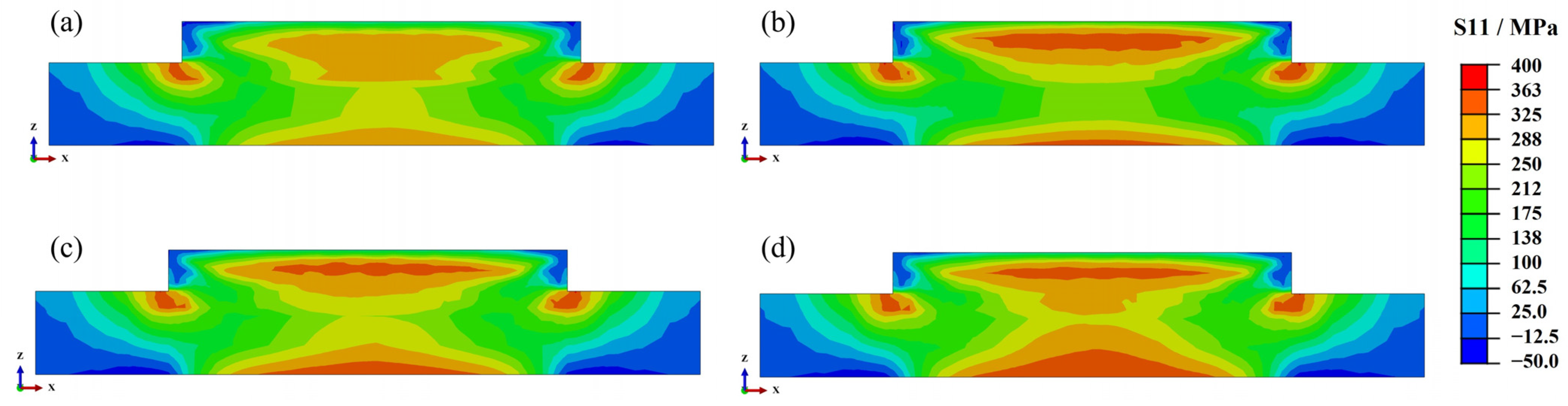
- For the stress field, residual stress is mainly concentrated in the upper middle of the part, the bottom of the substrate, and the left and right sides of the bonding part with the substrate. The maximum value of the residual stress is close to the yield strength of Inconel 690 alloy. Residual stress increases with laser power and decreases with interlayer dwell time. Scanning speed and preheating temperature do not significantly affect residual stress.
- (3)
- Lower heat source power, longer interlayer dwell time, higher preheating temperature, and appropriate scanning speed are beneficial for reducing residual stresses in Inconel 690 components, while ensuring specimen densification and molding efficiency.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rapetti, A.; Christien, F.; Tancret, F.; Todeschini, P.; Hendili, S. Effect of composition on ductility dip cracking of 690 nickel alloy during multipass welding. Mater. Today Commun. 2020, 24, 101163. [Google Scholar] [CrossRef]
- Smith, J.C. 3-Steam generator manufacturing. In Steam Generators for Nuclear Power Plants; Riznic, J., Ed.; Woodhead Publishing: Sawston, UK, 2017; pp. 55–80. [Google Scholar]
- Pothala, S.; Jagannadha Raju, M.V. Recent advances of metallic bio-materials in additive manufacturing in biomedical implants–A review. Mater. Today Proc. 2023. [Google Scholar] [CrossRef]
- Blakey-Milner, B.; Gradl, P.; Snedden, G.; Brooks, M.; Pitot, J.; Lopez, E.; Leary, M.; Berto, F.; du Plessis, A. Metal additive manufacturing in aerospace: A review. Mater. Des. 2021, 209, 110008. [Google Scholar] [CrossRef]
- Mukherjee, T.; Elmer, J.W.; Wei, H.L.; Lienert, T.J.; Zhang, W.; Kou, S.; DebRoy, T. Control of grain structure, phases, and defects in additive manufacturing of high-performance metallic components. Prog. Mater. Sci. 2023, 138, 101153. [Google Scholar] [CrossRef]
- Zhong, Y.; Zheng, Z.; Li, J.; Wang, C. Fabrication of 316L nuclear nozzles on the main pipeline with large curvature by CMT wire arc additive manufacturing and self-developed slicing algorithm. Mater. Sci. Eng. A 2021, 820, 141539. [Google Scholar] [CrossRef]
- Kang, S.H.; Suh, J.; Lim, S.Y.; Jung, S.; Jang, Y.W.; Jun, I.S. Additive manufacture of 3 inch nuclear safety class 1 valve by laser directed energy deposition. J. Nucl. Mater. 2021, 547, 152812. [Google Scholar] [CrossRef]
- Sun, C.; Wang, Y.; McMurtrey, M.D.; Jerred, N.D.; Liou, F.; Li, J. Additive manufacturing for energy: A review. Appl. Energy 2021, 282, 116041. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Bian, P.; Shi, J.; Liu, Y.; Xie, Y. Influence of laser power and scanning strategy on residual stress distribution in additively manufactured 316L steel. Opt. Laser Technol. 2020, 132, 106477. [Google Scholar] [CrossRef]
- Jeong, S.G.; Ahn, S.Y.; Kim, E.S.; Karthik, G.M.; Baik, Y.; Seong, D.; Kim, Y.S.; Woo, W.; Kim, H.S. Effect of substrate yield strength and grain size on the residual stress of direct energy deposition additive manufacturing measured by neutron diffraction. Mater. Sci. Eng. A 2022, 851, 143632. [Google Scholar] [CrossRef]
- Zhan, Y.; Liu, C.; Zhang, J.; Mo, G.; Liu, C. Measurement of residual stress in laser additive manufacturing TC4 titanium alloy with the laser ultrasonic technique. Mater. Sci. Eng. A 2019, 762, 138093. [Google Scholar] [CrossRef]
- Griffith, M.L.; Schlienger, M.E.; Harwell, L.D.; Oliver, M.S.; Baldwin, M.D.; Ensz, M.T.; Essien, M.; Brooks, J.; Robino, C.V.; Smugeresky, J.E.; et al. Understanding thermal behavior in the LENS process. Mater. Des. 1999, 20, 107–113. [Google Scholar] [CrossRef]
- Zhang, R.; Li, X.; Hou, X.; Mo, J.; de Oliveira, J.A.; Wang, F.; Zhang, Y.; Li, J.; Paddea, S.; Dong, H.; et al. Residual stress mapping in additively manufactured steel mould parts using asymmetric and multiple cuts contour method. J. Manuf. Process 2023, 102, 1000–1009. [Google Scholar] [CrossRef]
- Lu, Y.; Wu, S.; Gan, Y.; Huang, T.; Yang, C.; Junjie, L.; Lin, J. Study on the microstructure, mechanical property and residual stress of SLM Inconel-718 alloy manufactured by differing island scanning strategy. Opt. Laser Technol. 2015, 75, 197–206. [Google Scholar] [CrossRef]
- Sun, L.; Ren, X.; He, J.; Zhang, Z. Numerical investigation of a novel pattern for reducing residual stress in metal additive manufacturing. J. Mater. Sci. Technol. 2021, 67, 11–22. [Google Scholar] [CrossRef]
- Zhao, H.; Liu, Z.; Yu, C.; Liu, C.; Zhan, Y. Finite element analysis for residual stress of TC4/Inconel718 functionally gradient materials produced by laser additive manufacturing. Opt. Laser Technol. 2022, 152, 108146. [Google Scholar] [CrossRef]
- Mukherjee, T.; Zhang, W.; DebRoy, T. An improved prediction of residual stresses and distortion in additive manufacturing. Comp. Mater. Sci. 2017, 126, 360–372. [Google Scholar] [CrossRef]
- Denlinger, E.R.; Heigel, J.C.; Michaleris, P.; Palmer, T.A. Effect of inter-layer dwell time on distortion and residual stress in additive manufacturing of titanium and nickel alloys. J. Mater. Process Tech. 2015, 215, 123–131. [Google Scholar] [CrossRef]
- Vastola, G.; Zhang, G.; Pei, Q.X.; Zhang, Y.W. Controlling of residual stress in additive manufacturing of Ti6Al4V by finite element modeling. Addit. Manuf. 2016, 12, 231–239. [Google Scholar] [CrossRef]
- McCracken, S.L.; Tatman, J.K. Prediction of Ductility-Dip Cracking in Narrow Groove Welds Using Computer Simulation of Strain Accumulation. In Cracking Phenomena in Welds IV; Boellinghaus, T., Lippold, J.C., Cross, C.E., Eds.; Springer International Publishing: Cham, Switzerland, 2016; pp. 119–141. [Google Scholar]
- Yin, C.H.; Hsu, C.M.; Kuang, J.H. The temperature and Residual Stress Distributions of Butt Weld Pass on Nickel Alloy 690 Plate. Adv. Mater. Res. 2013, 690, 2651–2654. [Google Scholar] [CrossRef]
- Jianwen, W.; Lili, L.; Fangqiang, L.; Kun, H.; Xuerong, P. Finite Element Analysis on Residual Stress of Incone1690/321 Dissimilar Welded Joints in SMR. Hot Work. Technol. 2018, 47, 210–214. [Google Scholar] [CrossRef]
- Blaizot, J.; Chaise, T.; Nélias, D.; Perez, M.; Cazottes, S.; Chaudet, P. Constitutive model for nickel alloy 690 (Inconel 690) at various strain rates and temperatures. Int. J. Plast. 2016, 80, 139–153. [Google Scholar] [CrossRef]
- Zhang, Y.; Guo, B.; Li, J.; Wang, Z.; Wang, J. Predicting solidification cracking in directed energy deposition of Hastelloy X alloys based on thermal-mechanical model. J. Manuf. Process 2023, 101, 561–575. [Google Scholar] [CrossRef]
- Denlinger, E.R.; Michaleris, P. Effect of stress relaxation on distortion in additive manufacturing process modeling. Addit. Manuf. 2016, 12, 51–59. [Google Scholar] [CrossRef]
- Zhao, H.; Yu, C.; Liu, Z.; Liu, C.; Zhan, Y. A novel finite element method for simulating residual stress of TC4 alloy produced by laser additive manufacturing. Opt. Laser Technol. 2023, 157, 108765. [Google Scholar] [CrossRef]
- Technical Bulletins for INCONEL® Alloys. Available online: https://www.specialmetals.com/documents/technical-bulletins/inconel/inconel-alloy-690.pdf (accessed on 11 November 2023).
- Liu, R.; Huang, C. Welding residual stress analysis for weld overlay on a BWR feedwater nozzle. Nucl. Eng. Des. 2013, 256, 291–303. [Google Scholar] [CrossRef]
- Abusalma, H.; Eisazadeh, H.; Hejripour, F.; Bunn, J.; Aidun, D.K. Parametric study of residual stress formation in Wire and Arc Additive Manufacturing. J. Manuf. Process 2022, 75, 863–876. [Google Scholar] [CrossRef]
- Mercelis, P.; Kruth, J.P. Residual stresses in selective laser sintering and selective laser melting. Rapid Prototyp. J. 2006, 12, 254–265. [Google Scholar] [CrossRef]
- Mirkoohi, E.; Li, D.; Garmestani, H.; Liang, S.Y. Residual stress modeling considering microstructure evolution in metal additive manufacturing. J. Manuf. Process 2021, 68, 383–397. [Google Scholar] [CrossRef]
- Lu, X.; Lin, X.; Chiumenti, M.; Cervera, M.; Li, J.; Ma, L.; Wei, L.; Hu, Y.; Huang, W. Finite element analysis and experimental validation of the thermomechanical behavior in laser solid forming of Ti-6Al-4V. Addit. Manuf. 2018, 21, 30–40. [Google Scholar] [CrossRef]
- He, S.; Park, S.; Shim, D.; Yao, C.; Li, M.; Wang, S. Effect of substrate preheating on the microstructure and bending behavior of WC-Inconel 718 composite coating synthesized via laser directed energy deposition. Int. J. Refract. Met. Hard Mater. 2023, 115, 106299. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature (°C) | Thermal Conductivity (W/m·°C) | Specific Heat (J/kg·°C) | Thermal Expansion Coefficient (10−6 1/°C) | Young’s Modulus (GPa) | Poisson’s Ratio | Yield Strength (MPa) |
|---|---|---|---|---|---|---|
| 25 | 11.92 | 0.43 | 12.50 | 208.27 | 0.31 | 387.13 |
| 100 | 13.10 | 0.45 | 12.88 | 203.45 | 0.31 | 335.96 |
| 200 | 14.67 | 0.47 | 13.38 | 196.80 | 0.32 | 301.58 |
| 300 | 16.23 | 0.49 | 13.88 | 189.92 | 0.32 | 282.67 |
| 400 | 17.78 | 0.50 | 14.38 | 182.79 | 0.32 | 270.81 |
| 500 | 19.34 | 0.52 | 14.89 | 175.43 | 0.32 | 262.70 |
| 600 | 20.88 | 0.54 | 15.39 | 167.82 | 0.33 | 256.81 |
| 700 | 22.43 | 0.56 | 15.90 | 159.97 | 0.33 | 252.36 |
| 800 | 23.98 | 0.58 | 16.41 | 151.88 | 0.33 | 248.87 |
| 900 | 25.52 | 0.61 | 16.94 | 143.51 | 0.34 | 194.31 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, C.; Zhan, Y.; Zhao, H.; Shang, S.; Liu, C. The Effect of Process Parameters on the Temperature and Stress Fields in Directed Energy Deposition Inconel 690 Alloy. Materials 2024, 17, 1338. https://doi.org/10.3390/ma17061338
Liu C, Zhan Y, Zhao H, Shang S, Liu C. The Effect of Process Parameters on the Temperature and Stress Fields in Directed Energy Deposition Inconel 690 Alloy. Materials. 2024; 17(6):1338. https://doi.org/10.3390/ma17061338
Chicago/Turabian StyleLiu, Chen, Yu Zhan, Hongjian Zhao, Shuo Shang, and Changsheng Liu. 2024. "The Effect of Process Parameters on the Temperature and Stress Fields in Directed Energy Deposition Inconel 690 Alloy" Materials 17, no. 6: 1338. https://doi.org/10.3390/ma17061338
APA StyleLiu, C., Zhan, Y., Zhao, H., Shang, S., & Liu, C. (2024). The Effect of Process Parameters on the Temperature and Stress Fields in Directed Energy Deposition Inconel 690 Alloy. Materials, 17(6), 1338. https://doi.org/10.3390/ma17061338