
Analysis of Grindability and Surface Integrity in Creep-Feed Grinding of High-Strength Steels

Abstract
:1. Introduction
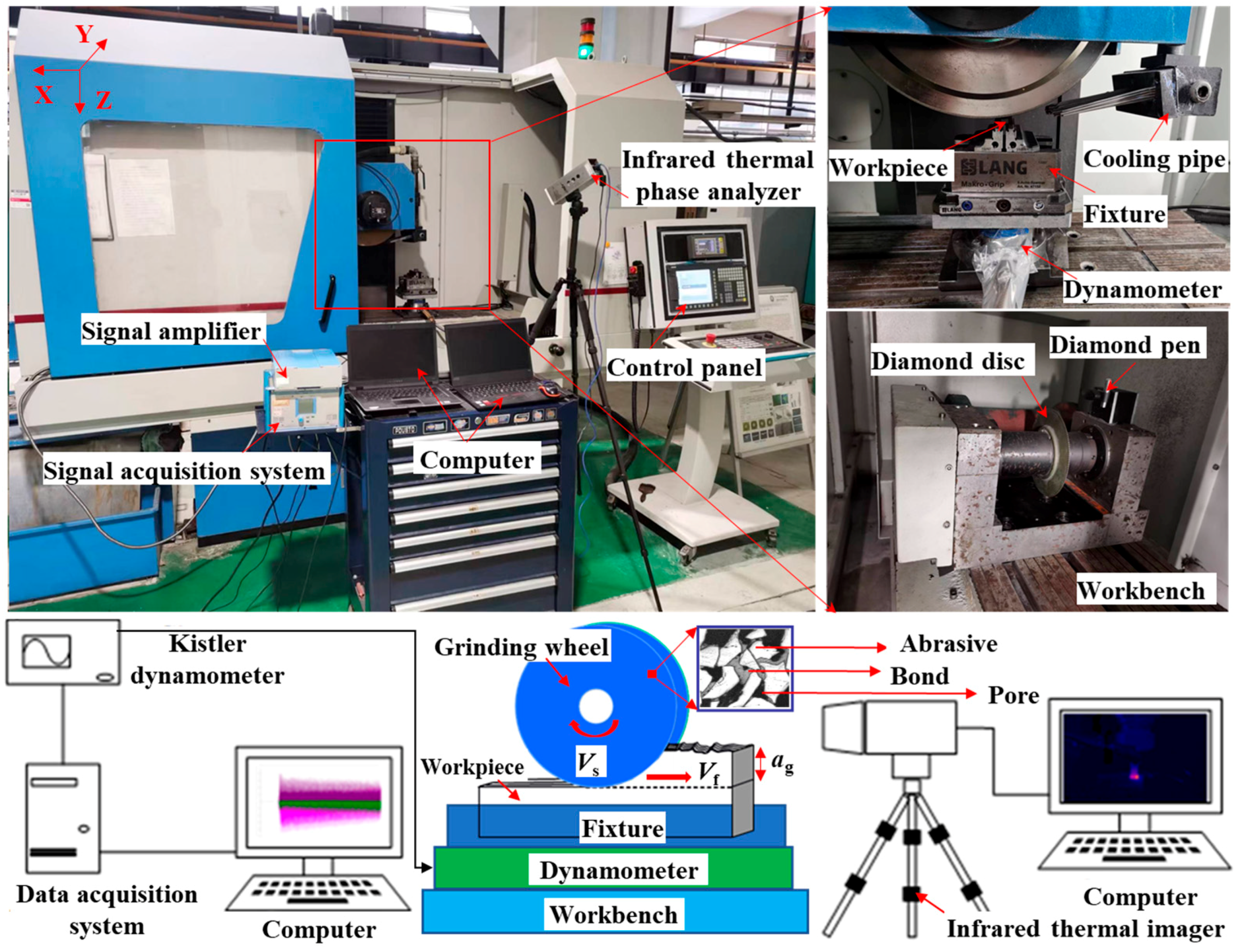
2. Experimental Setup
2.1. Grinding Equipment, Grinding Tools and Workpieces
2.2. Grinding Process Parameters
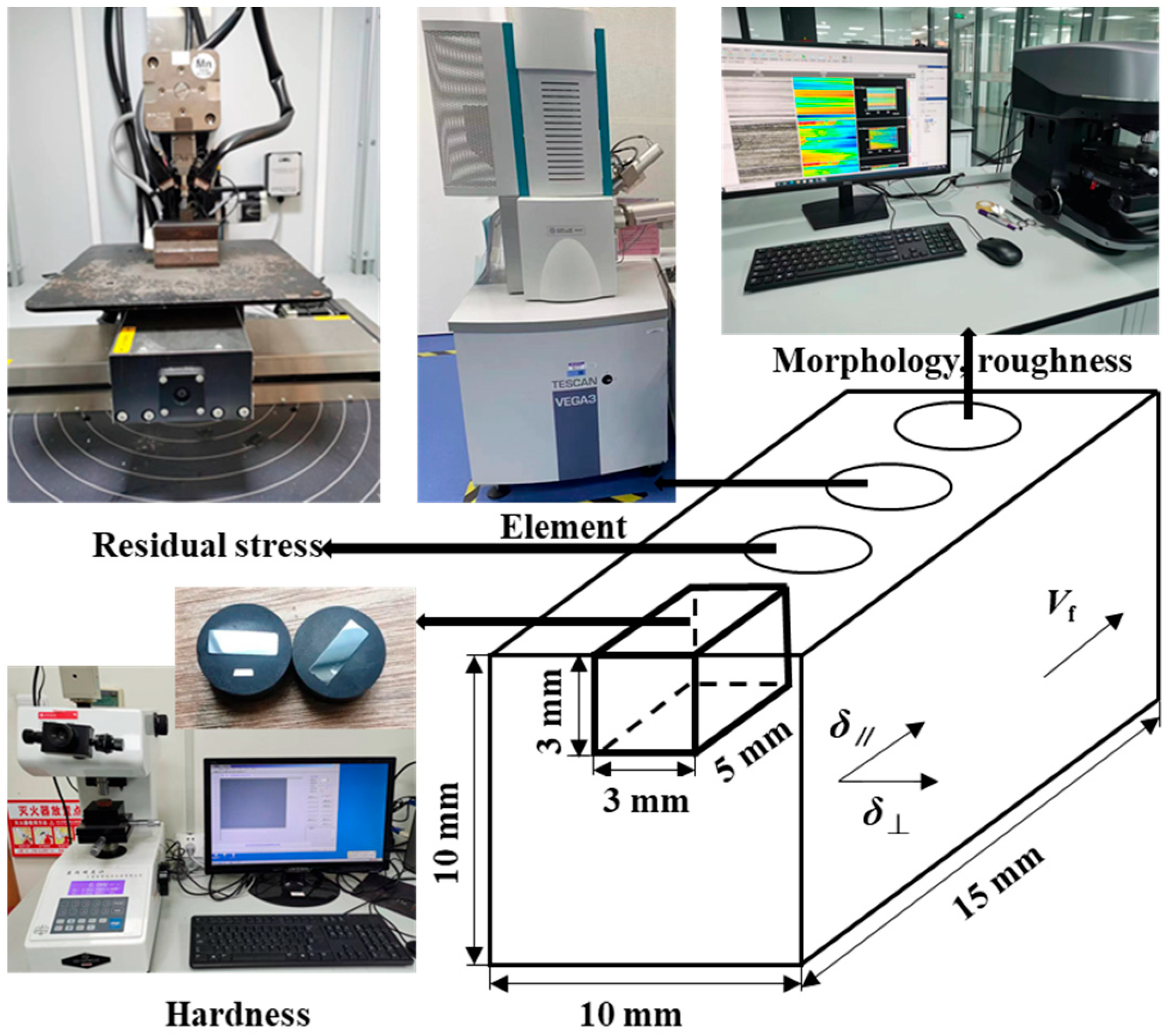
2.3. Detection of Surface Integrity
3. Grindability Analysis
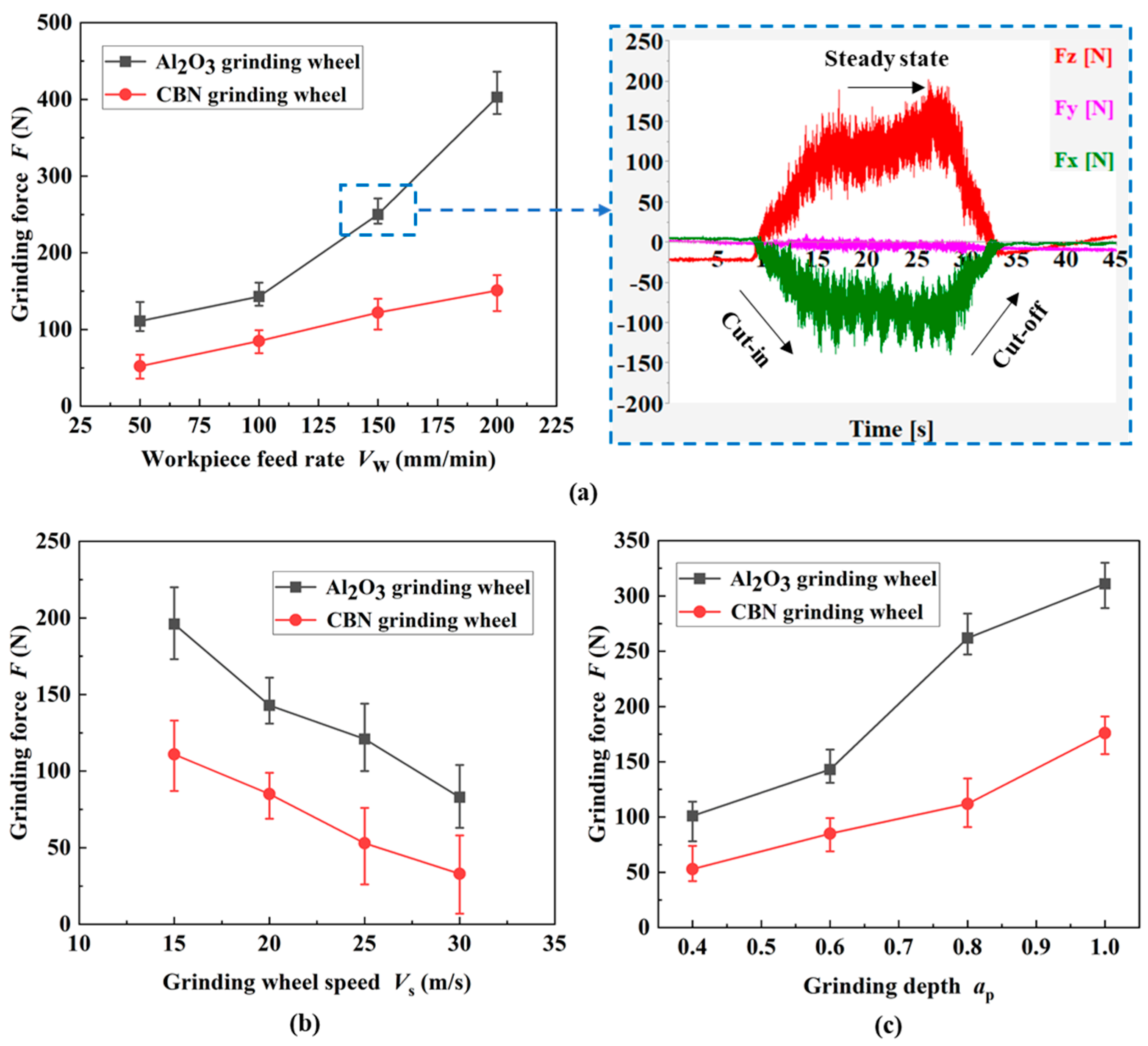
3.1. Grinding Force
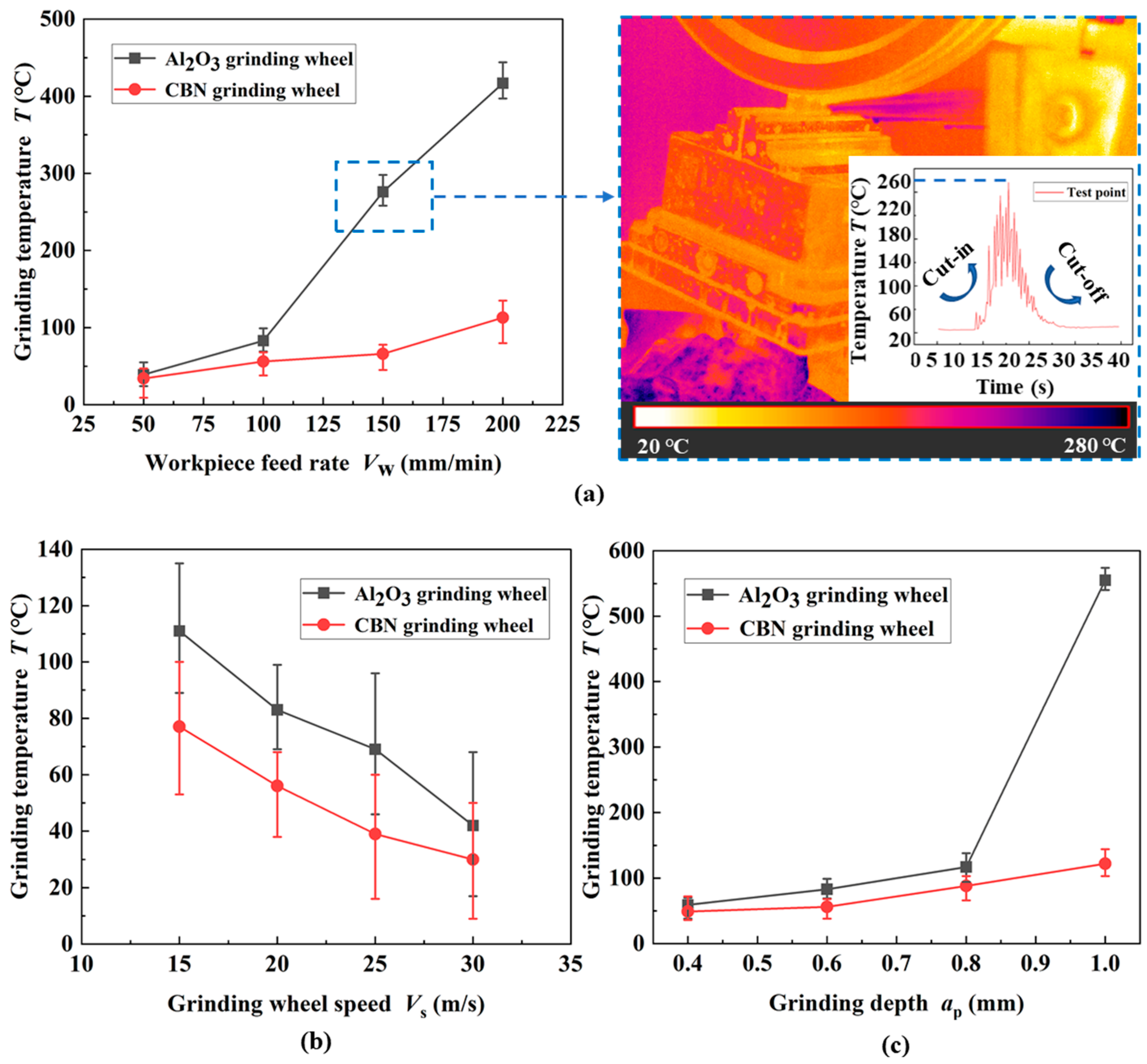
3.2. Grinding Temperature
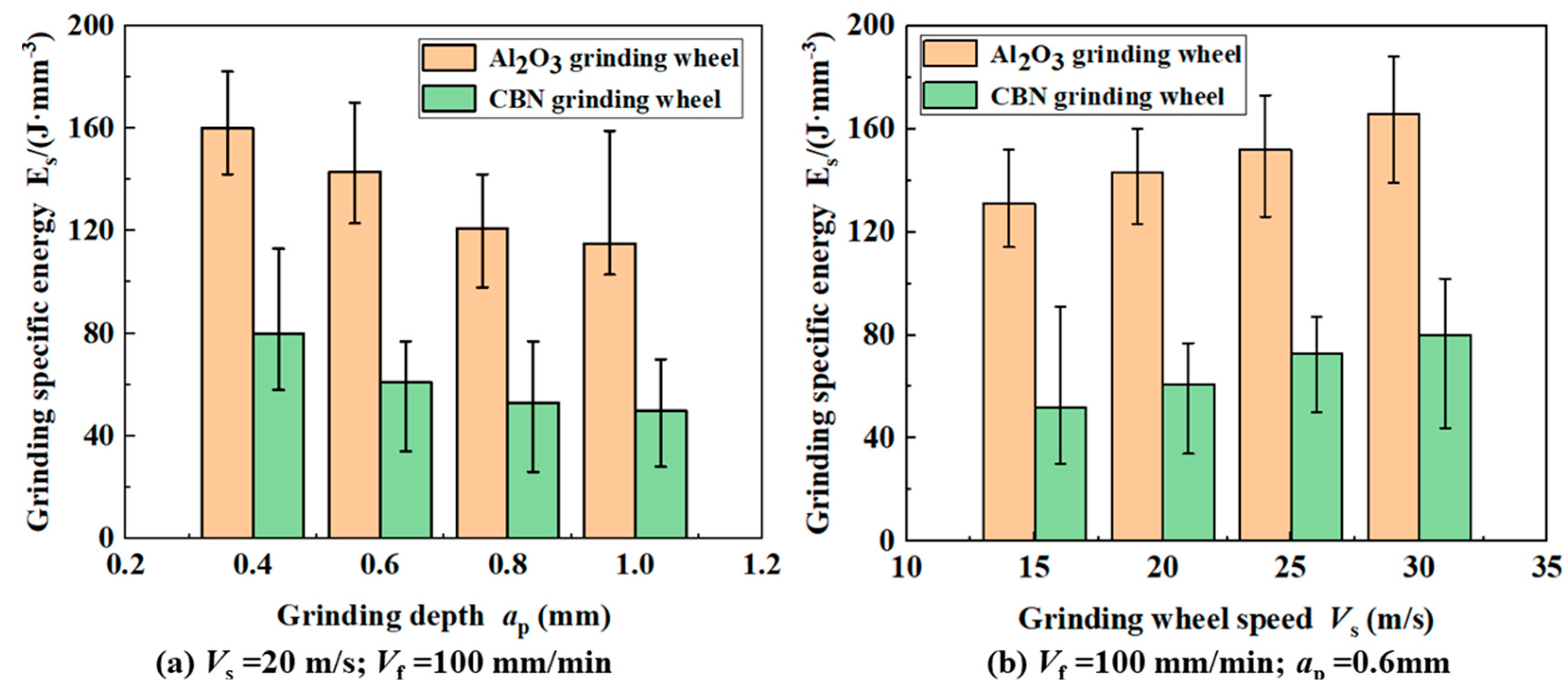
3.3. Grinding Specific Energy
4. Effects of Thermal Damages on Surface Integrity in Steel Grinding
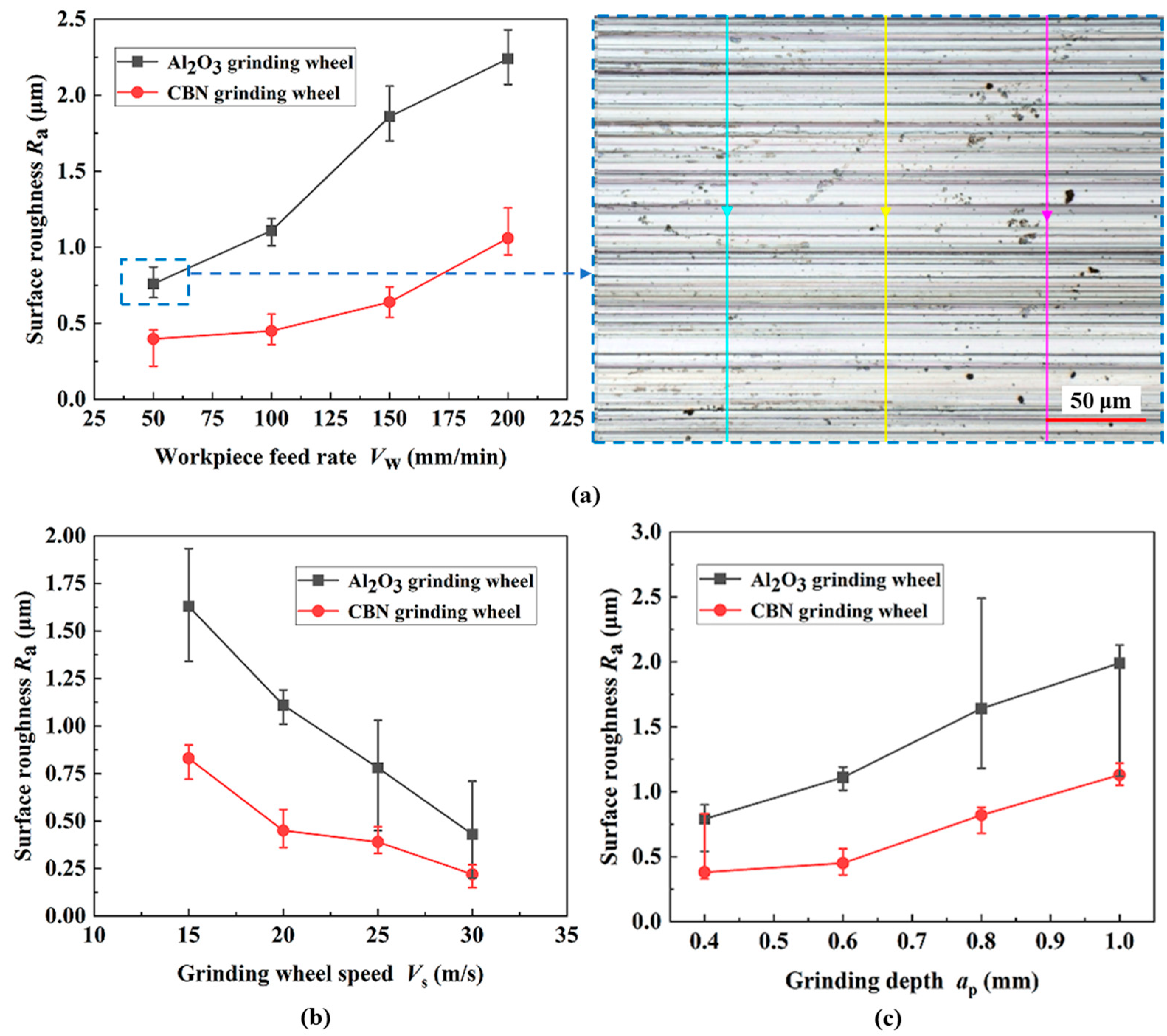
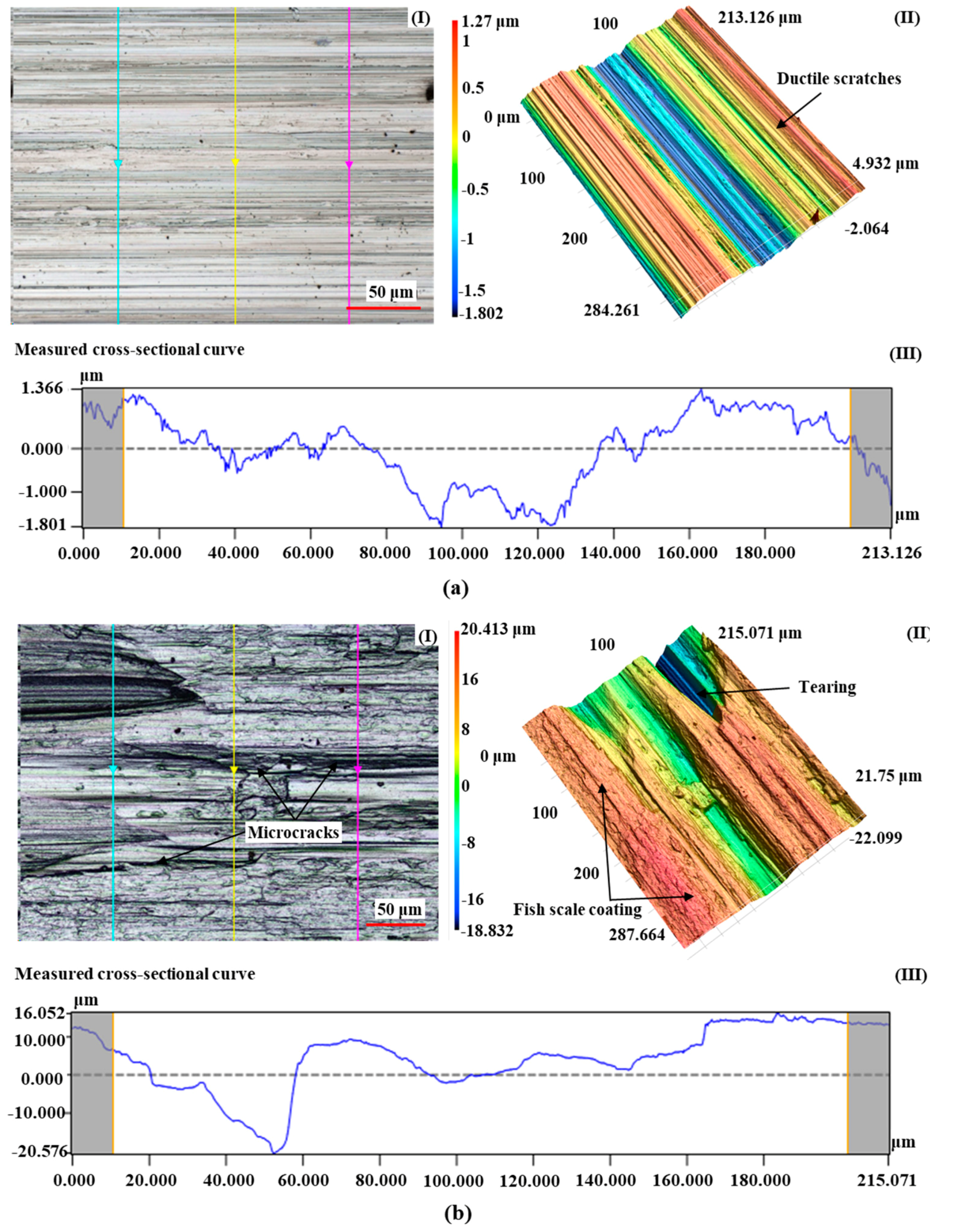
4.1. Surface Morphology and Roughness
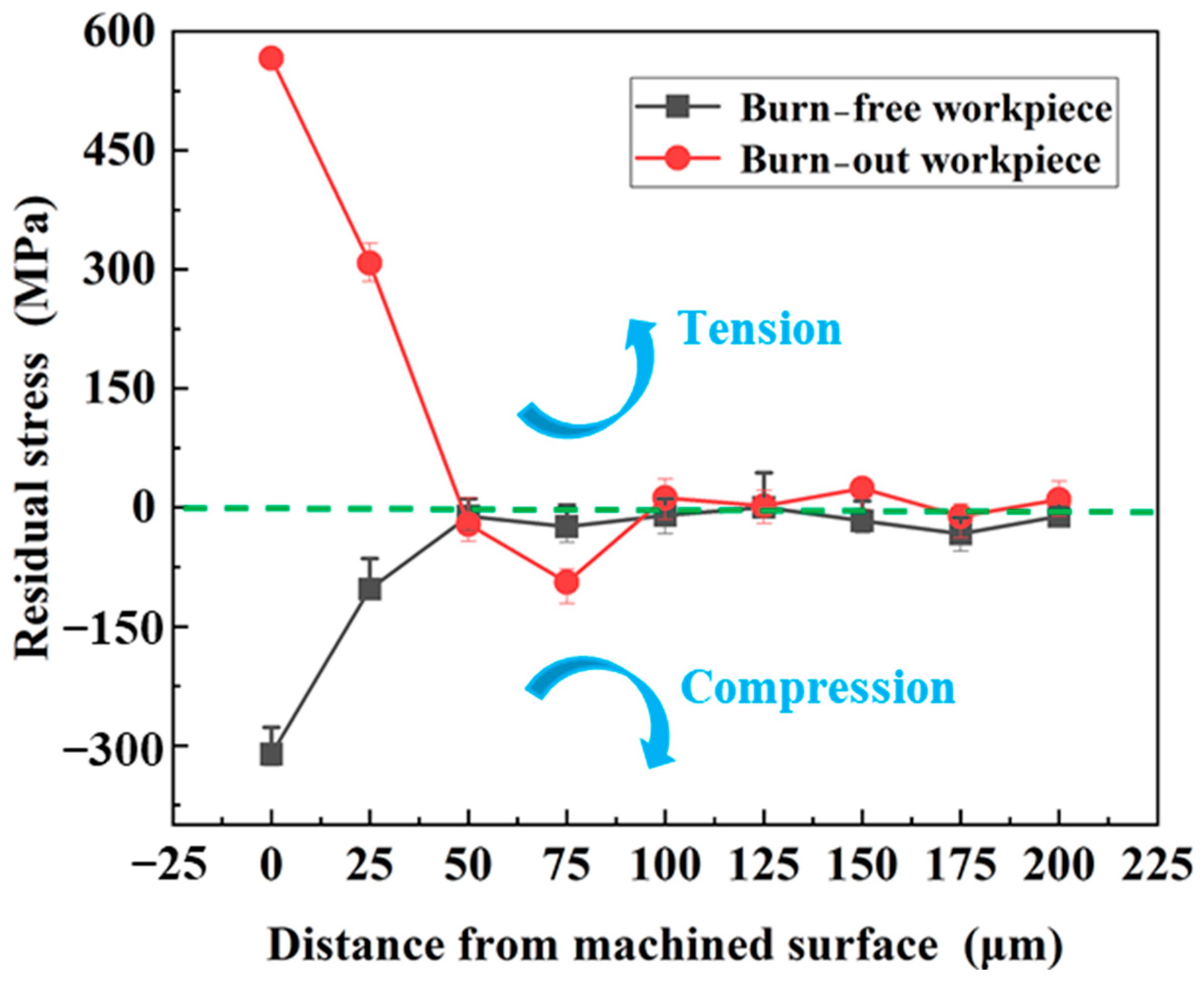
4.2. Surface Residual Stresses
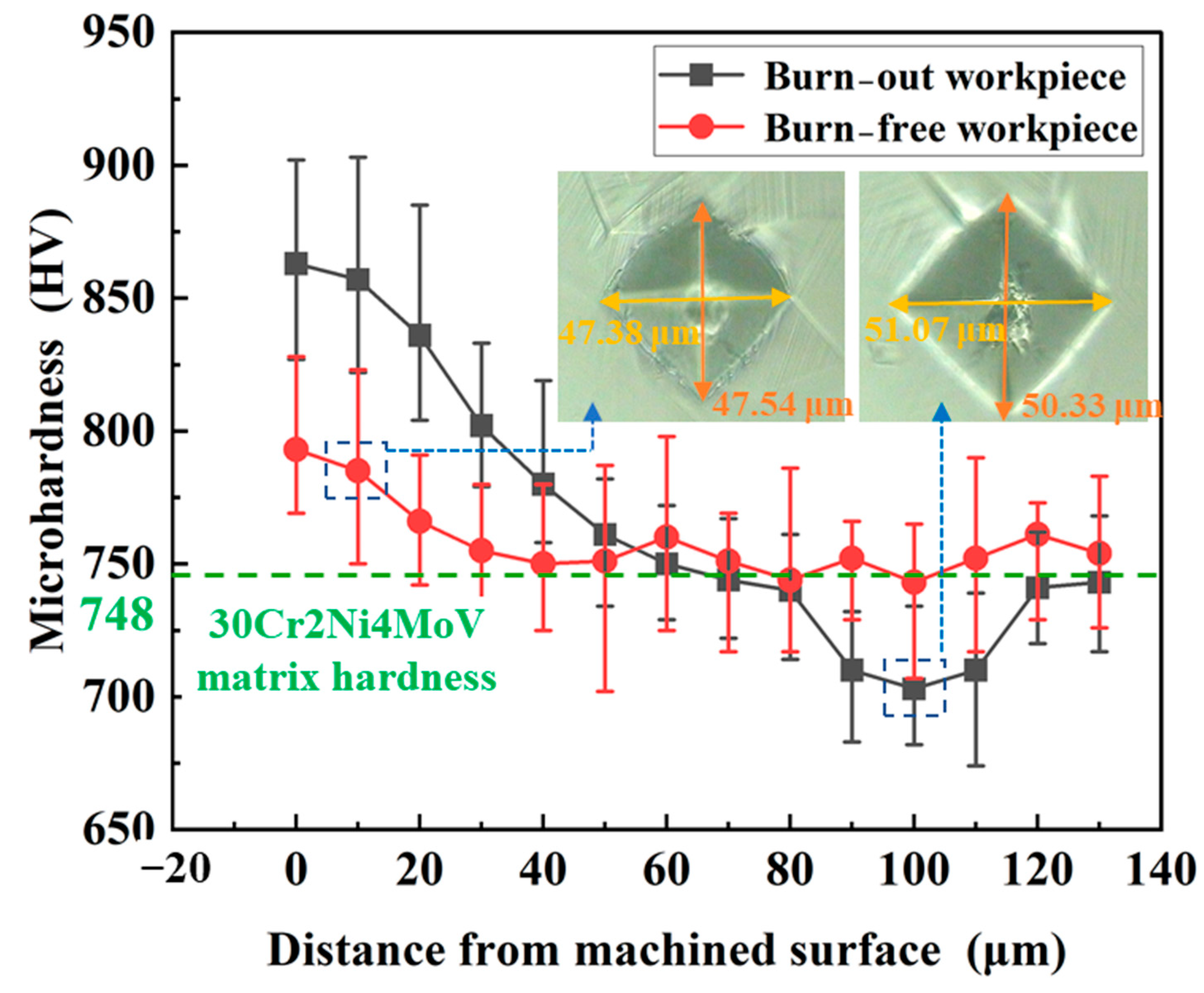
4.3. Surface Microhardness
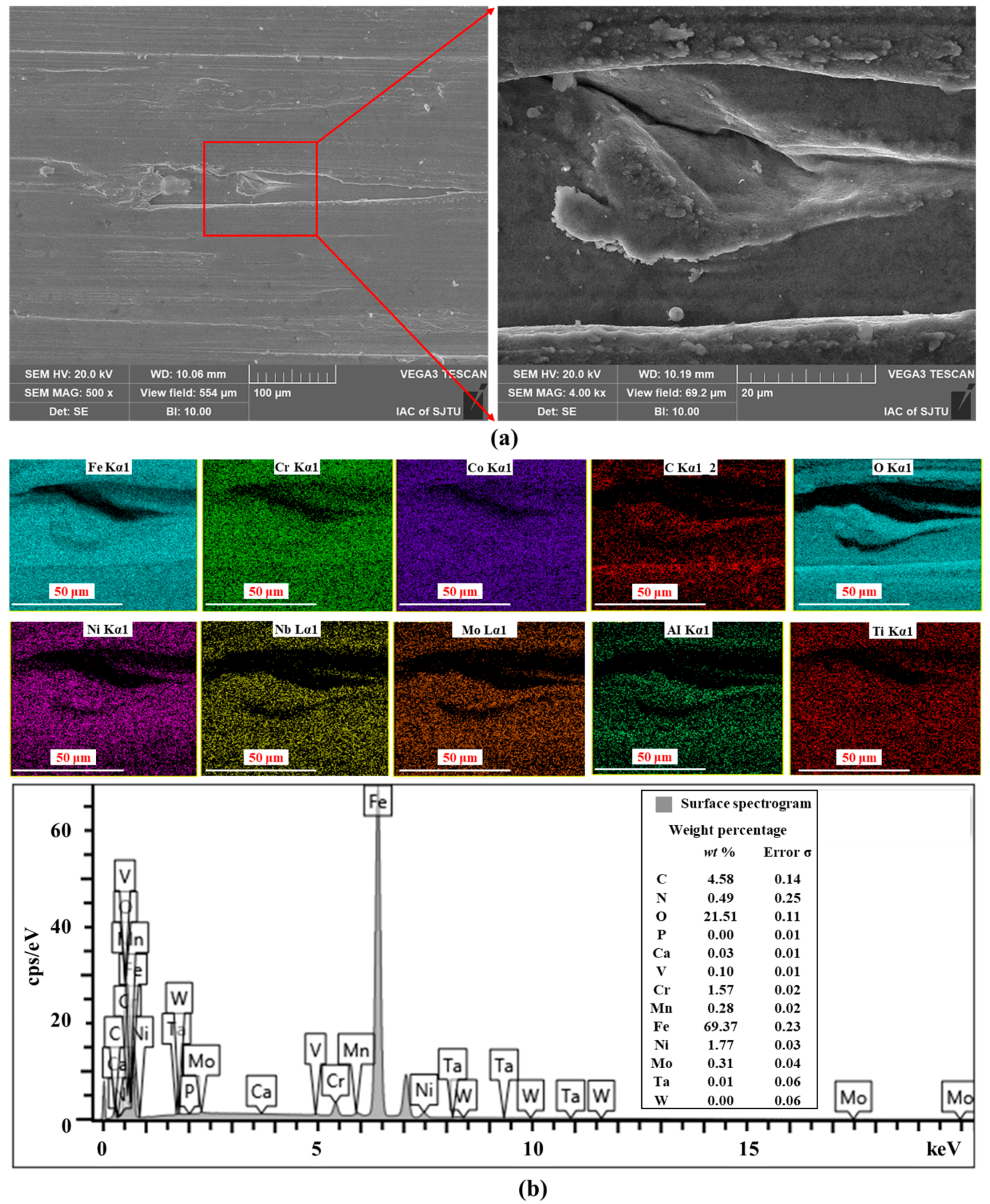
4.4. Surface Energy Spectrum
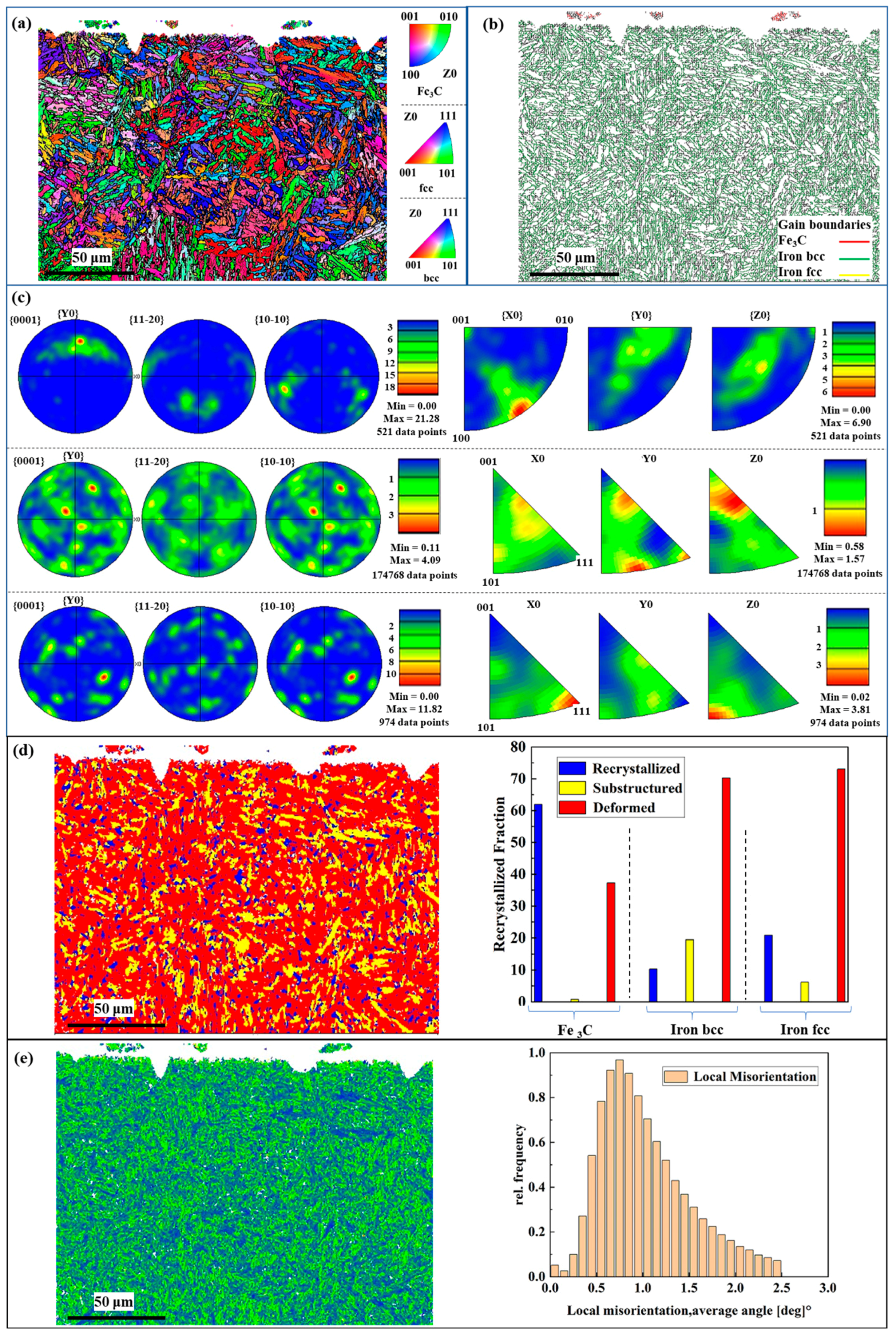
4.5. Surface Organizational Structure
5. Conclusions
- High-strength steel grinding generates a large amount of heat during the material removal process due to its high strength and toughness, coupled with difficulties in heat dissipation. The heat accumulation in the machining arc zone results in a heat flux density exceeding the critical value, and the grinding fluid loses its heat transfer ability. Instantaneous high temperature causes changes in the metallographic structure of the workpiece surface, resulting in thermal damage defects.
- Within the parameters of this experiment, the CBN grinding wheel reduces the grinding specific energy by about 33% compared to the SG grinding wheel and is able to control the surface roughness below 0.8 µm. The weight percentage of oxygen element in the burn-out workpiece is 21% and the thickness of the metamorphic layer is about 40 µm.
- The quantitative relationship and influence mechanisms of machine parameters on grinding force, grinding temperature and specific energy of grinding are revealed. The process parameters determine the procedure parameters and surface quality of high-strength steel grinding by adjusting the maximum undeformed chip thickness.
- The ultra-high wear resistance and thermal conductivity of CBN abrasive particles are superior to the self-sharpening of SG abrasive in improving the grindability and surface integrity of high-strength steel.
- The effects of thermal damage on the surface integrity of high-strength steel grinding are mainly reflected in the appearance of oxidative discoloration, fish-scale coating texture, microcracks, crushed craters, residual tensile stresses, reduced hardness, transformation of the metallurgical organization and greater surface roughness.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Magham, H.; Vijayaraghavan, L.; Sankaran, S.; Arunachalam, N. Grindability studies of thermomechanically processed advanced high strength steel using sol-gel and fused alumina grain-based grinding wheels. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2023, 237, 1970–1985. [Google Scholar] [CrossRef]
- Fathallah, B.; Fredj, N.; Sidhom, H.; Braham, C.; Ichida, Y. Effects of abrasive type cooling mode and peripheral grinding wheel speed on the AISI D2 steel ground surface integrity. Int. J. Mach. Tools Manuf. 2009, 49, 261–272. [Google Scholar] [CrossRef]
- Putz, M.; Cardone, M.; Dix, M.; Wertheim, R. Analysis of workpiece thermal behaviour in cut-off grinding of high-strength steel bars to control quality and efficiency. CIRP Ann. 2019, 68, 325–328. [Google Scholar] [CrossRef]
- Sato, B.K.; Rodriguez, R.L.; Talon, A.G.; Lopes, J.C.; Mello, H.J.; Aguiar, P.R.; Bianchi, E.C. Grinding performance of AISI D6 steel using CBN wheel vitrified and resinoid bonded. Int. J. Adv. Manuf. Technol. 2019, 105, 2167–2182. [Google Scholar] [CrossRef]
- Xie, X.; He, P.; Chen, J.; Zou, T.; Zhang, Y.; Xiao, J.; Liang, Z. Enhancing the tensile performance of 12Cr17Mn6Ni5N steel weld joints through strengthened grinding process-induced gradient structures. J. Mater. Res. Technol. 2024, 29, 427–438. [Google Scholar] [CrossRef]
- Ghosh, S.; Paul, S.; Chattopadhyay, A. Experimental investigations on grindability of bearing steel under high efficiency deep grinding (HEDG). Int. J. Abras. Technol. 2009, 2, 154–172. [Google Scholar] [CrossRef]
- Tien, D.; Trung, D.; Thien, N.; Nguyen, N. Multi-objective optimization of the cylindrical grinding process of scm440 steel using preference selection index method. J. Mach. Eng. 2021, 21, 110–123. [Google Scholar]
- Sinha, M.; Setti, D.; Ghosh, S.; Rao, P. An investigation on surface burn during grinding of Inconel 718. J. Manuf. Process. 2016, 21, 124–133. [Google Scholar] [CrossRef]
- Lin, B.; Zhou, K.; Guo, J.; Liu, Q.; Wang, W. Influence of grinding parameters on surface temperature and burn behaviors of grinding rail. Tribol. Int. 2018, 122, 151–162. [Google Scholar] [CrossRef]
- Österle, W.; Li, P. Mechanical and thermal response of a nickel-base superalloy upon grinding with high removal rates. Mater. Sci. Eng. A 1997, 238, 357–366. [Google Scholar] [CrossRef]
- Douglas, M.; Garcia, M.; Lopes, J.; Ribeiro, F.; Sanchez, L.E.D.A.; Foschini, C.R.; de Mello, H.J.; Aguiar, P.R.; Bianchi, E.C. Performance of SAE 52100 steel grinding using MQL technique with pure and diluted oil. Int. J. Adv. Manuf. Technol. 2019, 105, 4211–4223. [Google Scholar]
- Farský, J.; Bakša, T.; Zetek, M. Grinding of maraging steel 1.2709 with SiC grinding wheels and effect of grinding conditions on the surface roughness and wear of the wheels. Manuf. Technol. 2020, 18–22, 1213–2489. [Google Scholar] [CrossRef]
- Ivanova, T.; Biały, W.; Sitko, J.; Midor, K.; Muyzemnek, A. Grinding of high-strength materials. Mater. Sci. Forum 2021, 1037, 595–602. [Google Scholar] [CrossRef]
- Song, Y.; Shi, K.; He, Z.; Zhang, Z.; Shi, Y. Investigation of grindability and surface integrity in creep feed grinding of GH738 alloy using different grinding wheels. Int. J. Adv. Manuf. Technol. 2022, 123, 4153–4169. [Google Scholar] [CrossRef]
- Hecker, R.; Liang, S.; Wu, X.; Xia, P.; Jin, D. Grinding force and power modeling based on chip thickness analysis. Int. J. Adv. Manuf. Technol. 2007, 33, 449–459. [Google Scholar] [CrossRef]
- Stachurski, W.; Sawicki, J.; Januszewicz, B.; Rosik, R. The influence of the depth of grinding on the condition of the surface layer of 20MnCr5 steel ground with the minimum quantity lubrication (MQL) method. Materials 2022, 15, 1336. [Google Scholar] [CrossRef] [PubMed]
- Yao, C.; Wang, T.; Ren, J.; Xiao, W. A comparative study of residual stress and affected layer in Aermet100 steel grinding with alumina and cBN wheels. Int. J. Adv. Manuf. Technol. 2014, 74, 125–137. [Google Scholar] [CrossRef]
- Ghosh, S.; Chattopadhyay, A.; Paul, S. Modelling of specific energy requirement during high-efficiency deep grinding. Int. J. Mach. Tools Manuf. 2008, 48, 1242–1253. [Google Scholar] [CrossRef]
- Tawakoli, T.; Reinecke, H.; Vesali, A. An experimental study on the dynamic behavior of grinding wheels in high efficiency deep grinding. Procedia CIRP 2012, 1, 382–387. [Google Scholar] [CrossRef]
- Pal, B.; Chattopadhyay, A.; Chattopadhyay, A. Development and performance evaluation of monolayer brazed CBN grinding wheel on bearing steel. Int. J. Adv. Manuf. Technol. 2010, 48, 935–944. [Google Scholar] [CrossRef]
- Lopes, J.C.; Fernandes, L.d.M.; Domingues, B.B.; Canarim, R.C.; Fonseca, M.D.P.C.; Sanchez, L.E.D.A.; de Oliveira, R.F.M.; de Mello, H.J.; Aguiar, P.R.; Bianchi, E.C. Effect of CBN grain friability in hardened steel plunge grinding. Int. J. Adv. Manuf. Technol. 2019, 103, 1567–1577. [Google Scholar] [CrossRef]
- Manimaran, G.; Nimel Sworna Ross, K. Surface behavior of AISI H13 alloy steel machining under environmentally friendly cryogenic MQL with PVD-coated tool. J. Test. Eval. 2020, 48, 3269–3280. [Google Scholar] [CrossRef]
- Ibrahim, A.; Wei, L.; Mourad, A.-H.I.; Mohamed, A.; Abd El-Naby, A.M.; Al Soufi, M.S.; Elsheikh, A. Cooling and lubrication techniques in grinding: A state-of-the-art review, applications, and sustainability assessment. Chin. J. Aeronaut. 2023, 36, 76–113. [Google Scholar] [CrossRef]
- Jackson, M. Analysis of rectangular-profiled high-strength grinding wheels designed for crankshaft grinding applications. Int. J. Adv. Manuf. Technol. 2018, 95, 3065–3081. [Google Scholar] [CrossRef]
- Herman, D.; Krzos, J. Influence of vitrified bond structure on radial wear of CBN grinding wheels. J. Mater. Process. Technol. 2009, 209, 5377–5386. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Ni | Mn | Si | P | Mo | Cr | V | S |
|---|---|---|---|---|---|---|---|---|---|
| Mass (%) | 0.24–0.34 | 1.8–2.2 | 0.5–0.8 | 0.17–0.37 | ≤0.035 | 0.3–0.5 | 1.35–1.65 | 0.07–0.12 | ≤0.035 |
| 30Cr2Ni4MoV | Al2O3 Grits | CBN Grits | |
|---|---|---|---|
| Density ρ (kg/m3) | 7850 | 3980 | 3480 |
| Elastic modulus E (Gpa) | 190 | 530 | 900 |
| Poisson ratio v | 0.3 | 0.2 | 0.128 |
| Thermal conductivity λ (W/m·K) | 42.5 | 29.31 | 240 |
| Specific heat capacity c (J/Kg·K) | 490 | 780 | 506 |
| Thermal expansion coefficient a (1/°C) | 12.2 × 10−6 | 7.7 × 10−6 | 3.5 × 10−6 |
| Melting temperature Tm (°C) | 1420 | 2054 | 3000 |
| Yield strength σs (N/mm2) | 785 | 300 | / |
| Tensile strength σ (N/mm2) | 930 | 160 | / |
| Vickers hardness HV (N/mm2) | 748 | 2100 | 8820 |
| Index | Parameter | |
|---|---|---|
| Grinding tool type | Corundum grinding wheel | Superabrasive grinding wheel |
| Abrasive composition | α-Al2O3 | CBN |
| Binding agent type | Ceramics | Nickel |
| Abrasive holding method | Sinter | Electroplate |
| Grit size | 80# | 80# |
| Grain density | 100% | 100% |
| Inner diameter (mm) | 127 | 127 |
| Outer diameter (mm) | 400 | 400 |
| Axial thickness (mm) | 50 | 50 |
| Machining Parameters (Units) | Values |
|---|---|
| Processed material | High-strength steel (30Cr2Ni4MoV) |
| Workpiece feed rate, Vf (mm/min) | 50, 100, 150, 200, |
| Wheel Speed, Vs (m/s) | 15, 20, 25, 30 |
| Grinding depth, ap (mm) | 0.4, 0.6, 0.8, 1.0 |
| Feed distance, lf (mm) | 20 |
| Grinding method | Surface grinding; Down grinding |
| Coolant conditions | Baso Vasco 7000 water-soluble cutting fluid; Pressure 8 × 108 pa, flow rate 120 L/min. |
| Grinding wheel dressing conditions | Diamond disk; dressing speed 200 mm/min; dressing depth 0.2 mm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yin, Y.; Chen, M. Analysis of Grindability and Surface Integrity in Creep-Feed Grinding of High-Strength Steels. Materials 2024, 17, 1784. https://doi.org/10.3390/ma17081784
Yin Y, Chen M. Analysis of Grindability and Surface Integrity in Creep-Feed Grinding of High-Strength Steels. Materials. 2024; 17(8):1784. https://doi.org/10.3390/ma17081784
Chicago/Turabian StyleYin, Youkang, and Ming Chen. 2024. "Analysis of Grindability and Surface Integrity in Creep-Feed Grinding of High-Strength Steels" Materials 17, no. 8: 1784. https://doi.org/10.3390/ma17081784
APA StyleYin, Y., & Chen, M. (2024). Analysis of Grindability and Surface Integrity in Creep-Feed Grinding of High-Strength Steels. Materials, 17(8), 1784. https://doi.org/10.3390/ma17081784