
Experimental Investigation of Water Jet-Guided Laser Micro-Hole Drilling of Cf/SiC Composites

 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. WJGL System and Processing Principle
2.3. Experimental Design
2.4. Drilling Strategy and Characterization
3. Results and Discussion
3.1. Non-Significant Factors on Drilling Depths
3.1.1. Effect of Scanning Speed
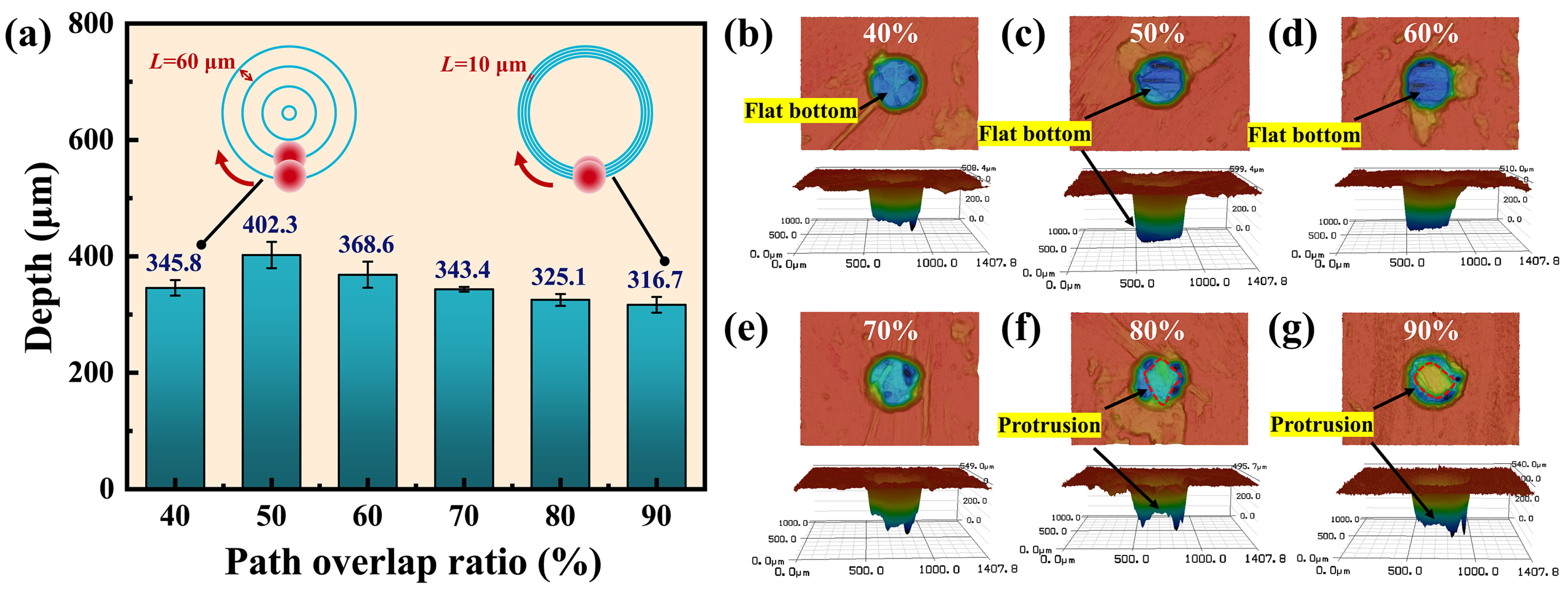
3.1.2. Effect of Path Overlap Ratio
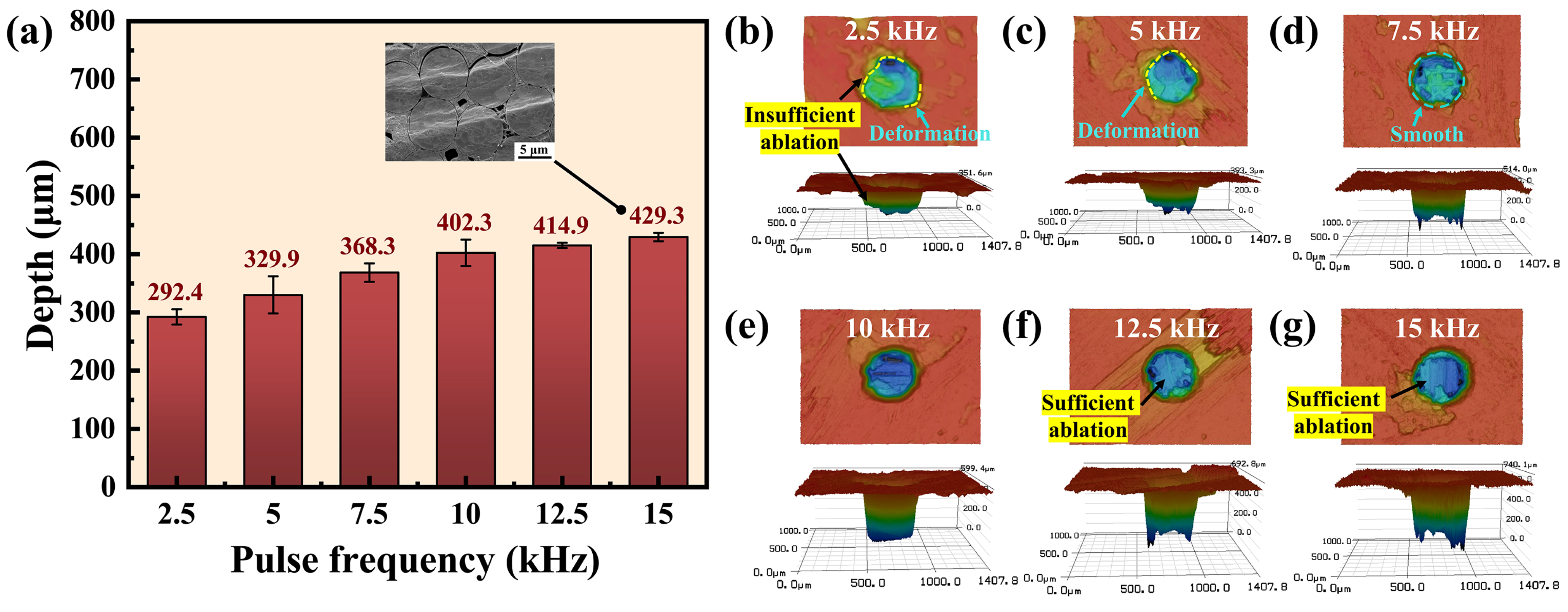
3.1.3. Effect of Pulse Frequency
3.1.4. Effect of Helium Pressure
3.2. Significant Factors for Drilling Depth
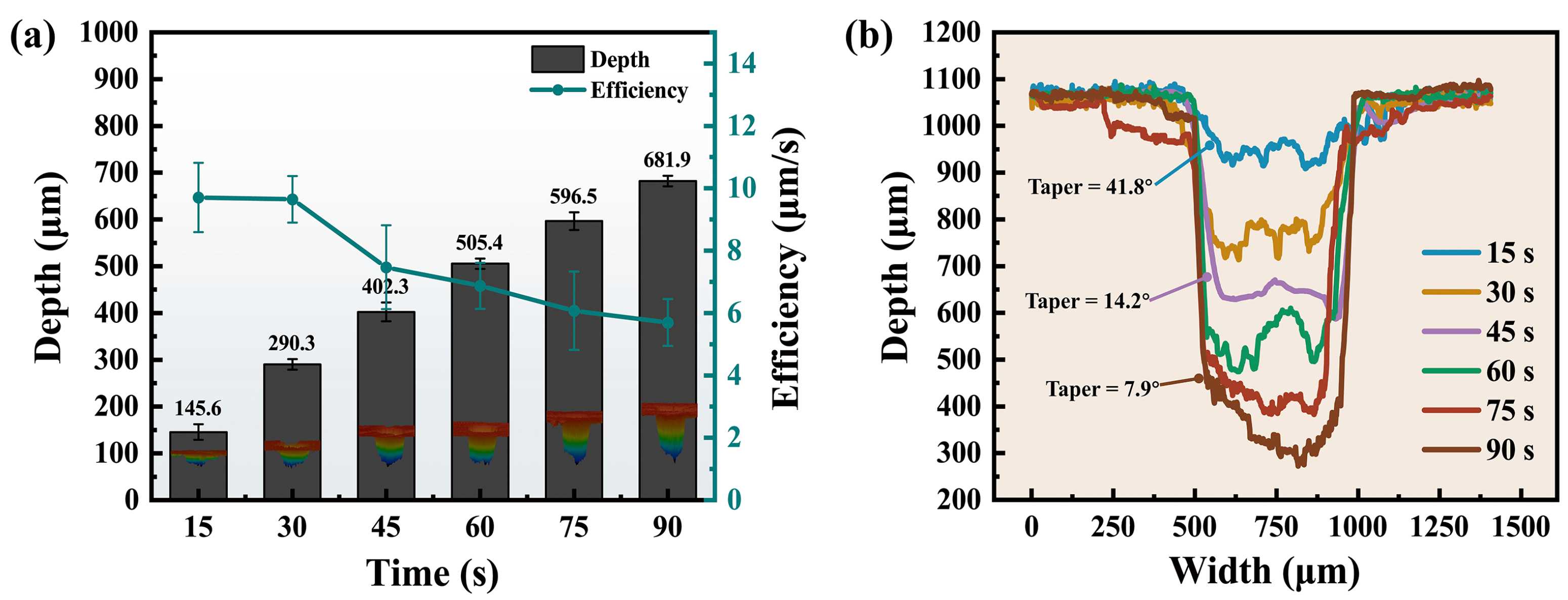
3.2.1. Effect of Processing Time
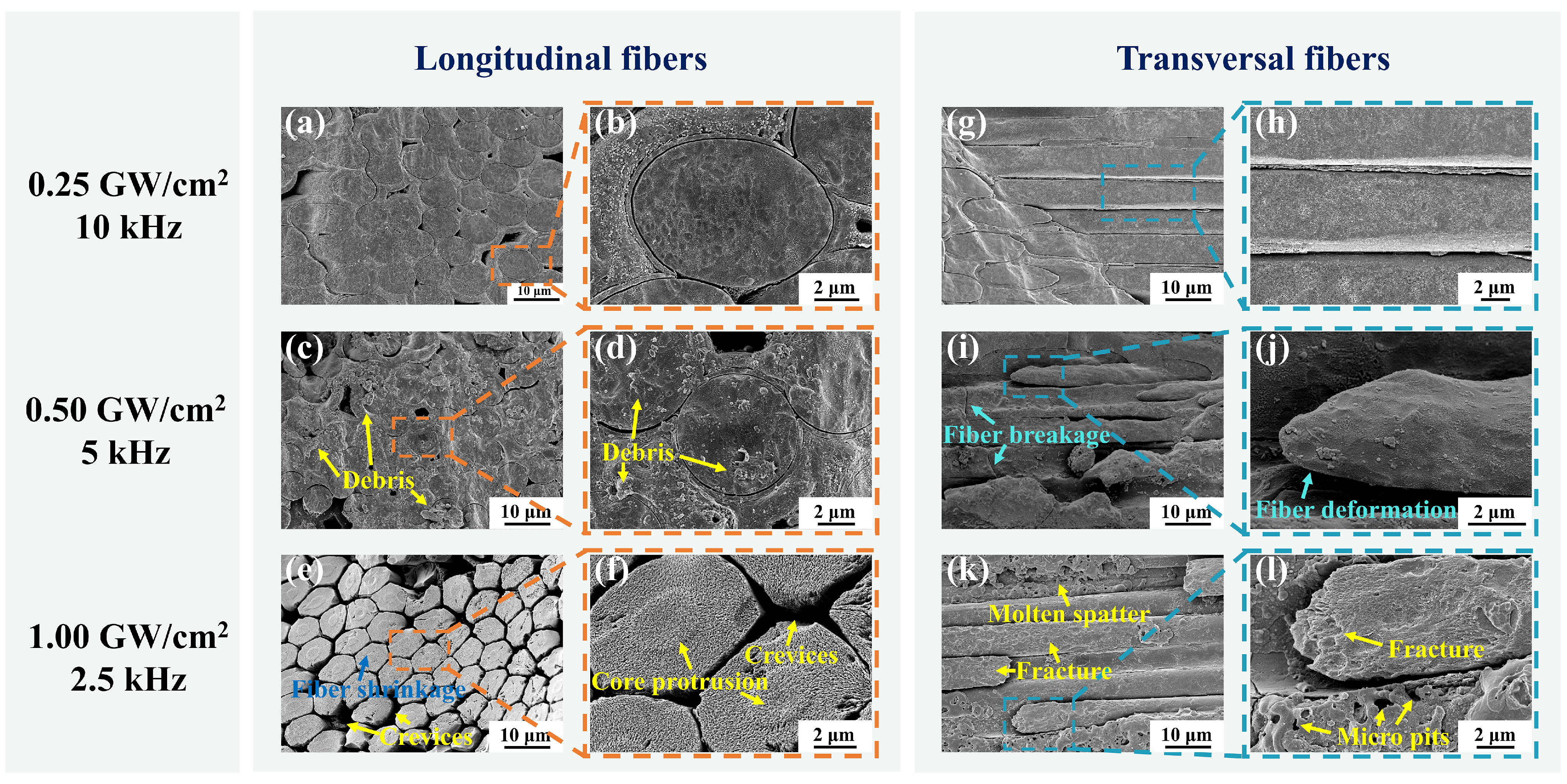
3.2.2. Effect of Power Density
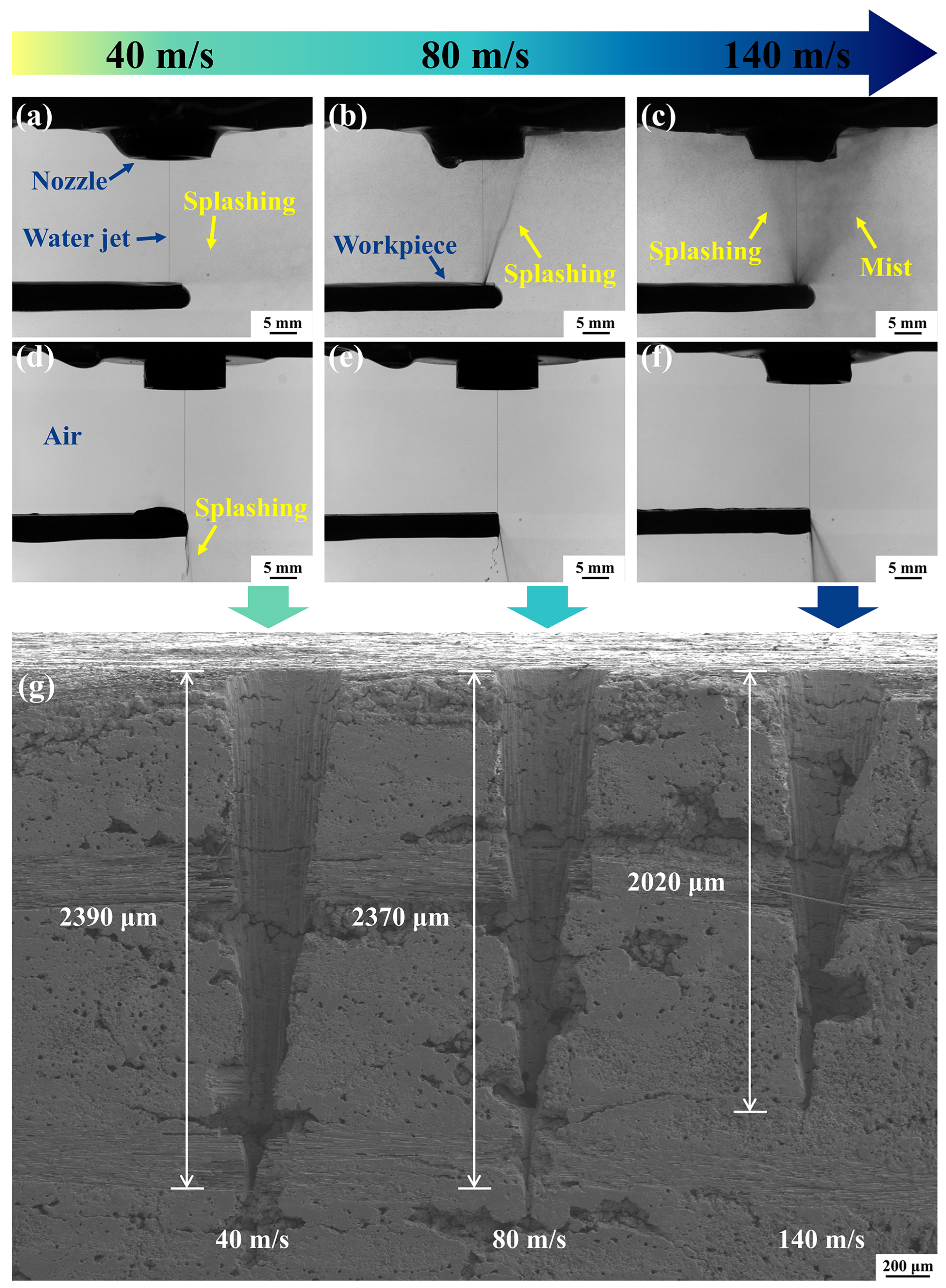
3.2.3. Effect of Water Jet Speed
3.3. Micro Deep-Hole Drilling
4. Conclusions
- The processing efficiency declined with the increasing processing time. When the processing time was increased from 15 to 90 s, the processing efficiency decreased from 9.7 µm/s to 5.7 µm/s, a decrease of 41.2%;
- The increase in power density is essential for deep-hole drilling. As the power density increased from 0.01 GW/cm² to 0.25 GW/cm², the micro-hole depth increased from 133.3 µm to 625.1 µm. However, when the power density exceeded 0.25 GW/cm², thermal defects appeared on the cut because the residual heat could not be fully absorbed by the water jet;
- The increase in water jet speed facilitated the improvement of processing quality while resulting in a decrease in drilling depth. As the water jet speed increased from 40 m/s to 140 m/s, the splashing became progressively severe and interfered with the water jet, resulting in a decrease of 54.6% in the micro-hole depth. However, the elevated water jet speeds contribute to the cooling of the processing area and reduction in oxide accumulation.
- The depth of the micro-holes exhibited a slight increase followed by a subsequent decrease as the scanning speed, path overlap ratio, and helium pressure were increased. The optimal scanning speed of 0.3 mm/s, a path overlap ratio of 50%, and a helium pressure of 10 kPa were determined to achieve the maximum drilling depth. In terms of drilling quality, as the scanning speed, path overlap ratio, and helium pressure continued to increase, the entrance of the hole exhibited deformation while insufficient ablation and protrusion formed within it;
- By increasing the pulse frequency, the drilling depth was increased, achieving a smoother entrance and sufficient ablation. However, when the pulse frequency was increased from 2.5 kHz to 15 kHz, the hole depth was only improved by 31.8%.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| WJGL | Water jet-guided laser |
| CFRP | Carbon fiber-reinforced plastics |
| 3D | 3-dimensional |
| CCD | Charge-coupled device |
References
- Sziroczak, D.; Smith, H. A review of design issues specific to hypersonic flight vehicles. Prog. Aerosp. Sci. 2016, 84, 1–28. [Google Scholar] [CrossRef]
- Braga, D.F.; Tavares, S.; Da Silva, L.F.; Moreira, P.; De Castro, P.M. Advanced design for lightweight structures: Review and prospects. Prog. Aerosp. Sci. 2014, 69, 29–39. [Google Scholar] [CrossRef]
- Siengchin, S. A review on lightweight materials for defence applications: A present and future developments. Def. Technol. 2023, 24, 1–17. [Google Scholar] [CrossRef]
- Skinner, T.; Rai, A.; Chattopadhyay, A. Multiscale ceramic matrix composite thermomechanical damage model with fracture mechanics and internal state variables. Compos. Struct. 2020, 236, 111847. [Google Scholar] [CrossRef]
- Shi, Y.; Kessel, F.; Friess, M.; Jain, N.; Tushtev, K. Characterization and modeling of tensile properties of continuous fiber reinforced C/C-SiC composite at high temperatures. J. Eur. Ceram. Soc. 2021, 41, 3061–3071. [Google Scholar] [CrossRef]
- Almeida, R.S.; Besser, B.; Tushtev, K.; Li, Y.; Rezwan, K. Fatigue behavior and damage analysis of PIP C/SiC composite. J. Eur. Ceram. Soc. 2022, 42, 5391–5398. [Google Scholar] [CrossRef]
- Naslain, R.R. SiC-matrix composites: Nonbrittle ceramics for thermo-structural application. Int. J. Appl. Ceram. Technol. 2005, 2, 75–84. [Google Scholar] [CrossRef]
- Schmidt, S.; Beyer, S.; Immich, H.; Knabe, H.; Meistring, R.; Gessler, A. Ceramic matrix composites: A challenge in space-propulsion technology applications. Int. J. Appl. Ceram. Technol. 2005, 2, 85–96. [Google Scholar] [CrossRef]
- Binner, J.; Porter, M.; Baker, B.; Zou, J.; Venkatachalam, V.; Diaz, V.R.; D’Angio, A.; Ramanujam, P.; Zhang, T.; Murthy, T. Selection, processing, properties and applications of ultra-high temperature ceramic matrix composites, UHTCMCs—A review. Int. Mater. Rev. 2020, 65, 389–444. [Google Scholar] [CrossRef]
- Le, V.T.; San Ha, N.; Goo, N.S. Advanced sandwich structures for thermal protection systems in hypersonic vehicles: A review. Compos. Part B Eng. 2021, 226, 109301. [Google Scholar] [CrossRef]
- Maddala, V.K.S.; Anitha, D.; Mishra, S.; Gupta, K.K.; Shahi, S.; Goud, N.U.R.; Dutt, A.; Talib, H.A. Machining of ceramic matrix composites: Challenges in surface integrity. Mater. Today Proc. 2023. [Google Scholar] [CrossRef]
- Rösiger, A.; Goller, R.; Langhof, N.; Krenkel, W. Influence of in-plane and out-of-plane machining on the surface topography, the removal mechanism and the flexural strength of 2D C/C-SiC composites. J. Eur. Ceram. Soc. 2021, 41, 3108–3119. [Google Scholar] [CrossRef]
- Choudhary, A.; Chakladar, N.D.; Paul, S. Identification and estimation of defects in high-speed ground C/SiC ceramic matrix composites. Compos. Struct. 2021, 261, 113274. [Google Scholar] [CrossRef]
- Diaz, O.G.; Luna, G.G.; Liao, Z.; Axinte, D. The new challenges of machining Ceramic Matrix Composites (CMCs): Review of surface integrity. Int. J. Mach. Tools Manuf. 2019, 139, 24–36. [Google Scholar] [CrossRef]
- Singh, R.P.; Singhal, S. Rotary ultrasonic machining: A review. Mater. Manuf. Process. 2016, 31, 1795–1824. [Google Scholar] [CrossRef]
- Júnior, M.G.; França, T.V.; Fortulan, C.A.; da Silva, R.H.L.; Foschini, C.R. Green ceramic machining benefits through ultrasonic-assisted turning: An experimental investigation. Int. J. Adv. Manuf. Technol. 2022, 118, 91–3104. [Google Scholar] [CrossRef]
- Zhang, Y.; Liu, D.; Zhang, W.; Zhu, H.; Huang, C. Hole characteristics and surface damage formation mechanisms of Cf/SiC composites machined by abrasive waterjet. Ceram. Int. 2022, 48, 5488–5498. [Google Scholar] [CrossRef]
- Nandam, S.R.; Rao, A.V.; Marla, D.; Gokhale, A.A.; Joshi, S.S. Analysis of laser-induced surface damage of single-crystal Ni-based superalloy towards improving machinability. J. Manuf. Process. 2024, 118, 357–375. [Google Scholar] [CrossRef]
- Tong, Y.; Bai, S.; Zhang, H.; Ye, Y. Laser ablation behavior and mechanism of C/SiC composite. Ceram. Int. 2013, 39, 6813–6820. [Google Scholar] [CrossRef]
- Zhang, T.; Liu, F.; Liu, Y.; Wu, C.; Liang, S.Y. Ultraviolet nanosecond laser-ablated groove analysis of 2.5 D Cf/SiC composites. Crystals 2023, 13, 223. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, C.; Li, W.; Zhang, L.; Yang, X.; Cheng, G.; Zhang, Q. Effect of energy density and feeding speed on micro-hole drilling in C/SiC composites by picosecond laser. J. Mater. Process. Technol. 2014, 214, 3131–3140. [Google Scholar] [CrossRef]
- De Zanet, A.; Casalegno, V.; Salvo, M. Laser surface texturing of ceramics and ceramic composite materials—A review. Ceram. Int. 2021, 47, 7307–7320. [Google Scholar] [CrossRef]
- Subasi, L.; Gokler, M.I.; Yaman, U. A process modeling approach for micro drilling of aerospace alloys with a waterjet guided laser system. Opt. Laser Technol. 2022, 148, 107682. [Google Scholar] [CrossRef]
- Chao, Y.; Liu, Y.; Xu, Z.; Xie, W.; Zhang, L.; Ouyang, W.; Wu, H.; Pan, Z.; Jiao, J.; Li, S.; et al. Improving superficial microstructure and properties of the laser-processed ultrathin kerf in Ti-6Al-4V alloy by water-jet guiding. J. Mater. Sci. Technol. 2023, 156, 32–53. [Google Scholar] [CrossRef]
- Gao, M.; Yuan, S.; Wei, J.; Niu, J.; Zhang, Z.; Li, X.; Zhang, J.; Zhou, N.; Luo, M. Optimization of processing parameters for waterjet-guided laser machining of SiC/SiC composites. J. Intell. Manuf. 2023, 1–21. [Google Scholar] [CrossRef]
- Marimuthu, S.; Dunleavey, J.; Liu, Y.; Smith, B.; Kiely, A.; Antar, M. Water-jet guided laser drilling of SiC reinforced aluminium metal matrix composites. J. Compos. Mater. 2019, 53, 3787–3796. [Google Scholar] [CrossRef]
- Wu, Y.; Zhang, G.; Wang, J.; Chao, Y.; Zhang, W. The cutting process and damage mechanism of large thickness CFRP based on water jet guided laser processing. Opt. Laser Technol. 2021, 141, 107140. [Google Scholar] [CrossRef]
- Cheng, B.; Ding, Y.; Li, Y.; Li, J.; Xu, J.; Li, Q.; Yang, L. Coaxial helical gas assisted laser water jet machining of SiC/SiC ceramic matrix composites. J. Mater. Process. Technol. 2021, 293, 117067. [Google Scholar] [CrossRef]
- Hu, T.; Yuan, S.; Wei, J.; Zhou, N.; Zhang, Z.; Zhang, J.; Li, X. Water jet guided laser grooving of SiCf/SiC ceramic matrix composites. Opt. Laser Technol. 2024, 168, 109991. [Google Scholar] [CrossRef]
- Zhang, G.; Zhang, Z.; Wang, Y.; Guo, C.; Zhang, W. Gas shrinking laminar flow for robust high-power waterjet laser processing technology. Opt. Express 2019, 27, 38635–38644. [Google Scholar] [CrossRef]
- Liu, Y.; Wei, M.; Zhang, T.; Qiao, H.; Li, H. Overview on the development and critical issues of water jet guided laser machining technology. Opt. Laser Technol. 2021, 137, 106820. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, R.; Li, W.; Wang, J.; Yang, X.; Cheng, L.; Zhang, L. Effect of machining parameter on femtosecond laser drilling processing on SiC/SiC composites. Int. J. Adv. Manuf. Technol. 2018, 96, 1795–1811. [Google Scholar] [CrossRef]
- Qiao, H.; Zhihe, C.; Jianfeng, C.; Zhao, J. Experimental study on water jet guided laser micro-machining of mono-crystalline silicon. Opt. Laser Technol. 2021, 140, 107057. [Google Scholar] [CrossRef]
- Jiao, H.; Chen, B.; Li, S. Removal mechanism of 2.5-dimensional carbon fiber reinforced ceramic matrix composites processed by nanosecond laser. Int. J. Adv. Manuf. Technol. 2021, 112, 3017–3028. [Google Scholar] [CrossRef]
- Mirza, I.; Bulgakova, N.M.; Tomáštík, J.; Michálek, V.; Haderka, O.; Fekete, L.; Mocek, T. Ultrashort pulse laser ablation of dielectrics: Thresholds, mechanisms, role of breakdown. Sci. Rep. 2016, 6, 39133. [Google Scholar] [CrossRef] [PubMed]
- Charee, W.; Tangwarodomnukun, V. Dynamic features of bubble induced by a nanosecond pulse laser in still and flowing water. Opt. Laser Technol. 2018, 100, 230–243. [Google Scholar] [CrossRef]
- Wang, J.; Wu, Y.; Zhang, G.; Chao, Y.; Zhang, W. Experimental Research of CFRP Cutting by Using Water Jet Guided Laser Processing# br. China Mech. Eng. 2021, 32, 1608. [Google Scholar]
- Xing, Y.; Liu, L.; Wu, Z.; Wang, X.; Huang, P.; Tang, L. Fabrication and characterization of micro-channels on Al2O3/TiC ceramic produced by nanosecond laser. Ceram. Int. 2018, 44, 23035–23044. [Google Scholar] [CrossRef]
- Gobet, M.; Obi, S.; Pavius, M.; Takano, M.; Vago, N.; Lee, K.; Kozuki, Y.; Pauchard, A. Implementation of Short-Pulse Lasers for Wafer Scribing and Grooving Applications. J. Laser Micro/Nanoeng. 2010, 5, 16–20. [Google Scholar] [CrossRef]
- Cadavid, R.; Wüstenberg, D.; Louis, H.; Pude, F.; Senne, T. Effect of helium atmospheres on abrasive suspension water jets. Int. J. Adv. Manuf. Technol. 2005, 26, 1246–1254. [Google Scholar] [CrossRef]
- Lasheras, J.C.; Hopfinger, E. Liquid jet instability and atomization in a coaxial gas stream. Annu. Rev. Fluid Mech. 2000, 32, 275–308. [Google Scholar] [CrossRef]
- Liang, J.; Qiao, H.; Zhao, J.; Cao, Z.; Zhang, Y.; Wang, S. Study on fluid flow characteristics and laser transmission mode of water jet–guided laser processing in blind hole. Int. J. Adv. Manuf. Technol. 2023, 129, 1717–1730. [Google Scholar] [CrossRef]
- Liu, Q.; Zhao, Y.; Meng, J.; Zheng, Z.; Cao, C.; Zhao, G.; Zhao, C.; Liu, G.; Dai, D.; Song, Z. Experimental research and optimization of Ti-6Al-4V alloy microgroove machining based on waterjet-guided high-power laser. Materials 2022, 15, 7430. [Google Scholar] [CrossRef] [PubMed]
- Zhu, H.; Wang, J.; Yao, P.; Huang, C. Heat transfer and material ablation in hybrid laser-waterjet microgrooving of single crystalline germanium. Int. J. Mach. Tools Manuf. 2017, 116, 25–39. [Google Scholar] [CrossRef]
- Wei, L.; Yang, X.; Song, W.; Yan, M.; Zhao, C. Ablation behavior of three-dimensional braided C/SiC composites by oxyacetylene torch under different environments. Ceram. Int. 2013, 39, 463–468. [Google Scholar] [CrossRef]
- Liu, C.; Zhang, X.; Wang, G.; Wang, Z.; Gao, L. New ablation evolution behaviors in micro-hole drilling of 2.5 D Cf/SiC composites with millisecond laser. Ceram. Int. 2021, 47, 29670–29680. [Google Scholar] [CrossRef]
- Tian, T.; Cole, K.D. Anisotropic thermal conductivity measurement of carbon-fiber/epoxy composite materials. Int. J. Heat Mass Transf. 2012, 55, 6530–6537. [Google Scholar] [CrossRef]
- Cao, Z.; Qiao, H.; Zhang, Y.; Chen, Y.; Zhao, J. Study on reducing burrs of super alloy through structures in water jet guided laser ablation. J. Manuf. Process. 2022, 77, 809–818. [Google Scholar] [CrossRef]
- Arleo, F. Numerical Simulation of a Pure Water Jet inside an Orifice: Jet Stability and Effects of Droplets Collisions. Master’s Thesis, Politecnico di Milano, Milan, Italy, 2009. [Google Scholar]
- Wang, Y.; Zhang, Z.; Zhang, G.; Wang, B.; Zhang, W. Study on immersion waterjet assisted laser micromachining process. J. Mater. Process. Technol. 2018, 262, 290–298. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Parameters | Units |
|---|---|---|
| Diameter of carbon fiber | 6–8 | µm |
| Thickness of PyC | ∼0.3 | µm |
| Density | 1.7 | |
| Fiber volume fraction | ∼40 | % |
| Porosity | ∼18 | % |
| Tensile strength | >120 | MPa |
| Bending strength | >250 | MPa |
| Interlayer thermal conductivity | ∼5 | W/(m·K) |
| Size | 58.2 × 10.0 × 4.1 | mm |
| Parameter | Value | Units |
|---|---|---|
| Laser wavelength | 532 | nm |
| Pulse width | 70–100 | ns |
| Maximum average power | 15 | W |
| Repetition frequency | 2.5, 5, 7.5, 10, 12.5, 15 | kHz |
| Power density | 0.01, 0.05, 0.10, 0.15, 0.20, 0.25 | |
| Water jet speed | 40, 60, 80, 100, 120, 140 | m/s |
| Scanning speed | 0.1, 0.3, 0.5, 0.7, 0.9, 1.1 | mm/s |
| Path overlap ratio | 40, 50, 60, 70, 80, 90 | % |
| Helium pressure | 0, 5, 10, 20, 30, 40 | kPa |
| Drilling time | 15, 30, 45, 60, 75, 90 | s |
| Nozzle diameter | 100 | µm |
| Factor | Depth 1 | Depth 2 | Depth 3 | Depth 4 | Depth 5 | Depth 6 | Range | Variance |
|---|---|---|---|---|---|---|---|---|
| Processing time | 145.6 | 290.3 | 402.3 | 505.4 | 596.5 | 681.9 | 536.3 | 32,955.6 |
| Power density | 133.3 | 308.0 | 402.3 | 455.2 | 503.4 | 625.1 | 491.8 | 23,980.4 |
| Water jet speed | 692.6 | 599.6 | 430.2 | 402.3 | 355.6 | 314.2 | 378.4 | 18,294.5 |
| Scanning speed | 388.3 | 402.3 | 358.0 | 327.9 | 320.2 | 305.2 | 97.1 | 1274.8 |
| Path overlap ratio | 345.8 | 402.3 | 368.6 | 343.4 | 325.1 | 316.7 | 85.6 | 811.8 |
| Pulse frequency | 292.4 | 329.9 | 368.3 | 402.3 | 414.9 | 429.3 | 136.9 | 2360.0 |
| Helium pressure | 344.5 | 402.3 | 407.0 | 317.4 | 278.3 | 184.2 | 222.8 | 5849.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bao, B.; Zhang, G.; Chen, Z.; Chao, Y.; Guo, C.; Zhang, W. Experimental Investigation of Water Jet-Guided Laser Micro-Hole Drilling of Cf/SiC Composites. Materials 2024, 17, 1975. https://doi.org/10.3390/ma17091975
Bao B, Zhang G, Chen Z, Chao Y, Guo C, Zhang W. Experimental Investigation of Water Jet-Guided Laser Micro-Hole Drilling of Cf/SiC Composites. Materials. 2024; 17(9):1975. https://doi.org/10.3390/ma17091975
Chicago/Turabian StyleBao, Binying, Guangyi Zhang, Zhongan Chen, Yang Chao, Chunhai Guo, and Wenwu Zhang. 2024. "Experimental Investigation of Water Jet-Guided Laser Micro-Hole Drilling of Cf/SiC Composites" Materials 17, no. 9: 1975. https://doi.org/10.3390/ma17091975
APA StyleBao, B., Zhang, G., Chen, Z., Chao, Y., Guo, C., & Zhang, W. (2024). Experimental Investigation of Water Jet-Guided Laser Micro-Hole Drilling of Cf/SiC Composites. Materials, 17(9), 1975. https://doi.org/10.3390/ma17091975