Properties of Cast Films Made from Different Ratios of Whey Protein Isolate, Hydrolysed Whey Protein Isolate and Glycerol


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
- 60%–75%: <2 kDa
- 15%–25%: 2–5 kDa
- 5%–15%: 5–10 kDa
- 1%–10%: >10 kDa
2.2. Film Casting

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Formulation number | WPI [%] related to total (w/w) | Gly [%] related to total (w/w) | h-WPI [%] related to total (w/w) | Total protein [%] related to total (w/w) | Gly [%] related to total protein (w/w) |
|---|---|---|---|---|---|
| 1 | 20 | 13.34 | 0 | 20 | 66.70 |
| 2 | 19 | 12.34 | 2 | 21 | 58.76 |
| 3 | 18 | 11.34 | 4 | 22 | 51.55 |
| 4 | 17 | 10.34 | 6 | 23 | 44.96 |
| 5 | 16 | 9.34 | 8 | 24 | 38.92 |
| 6 | 15 | 8.34 | 10 | 25 | 33.36 |
2.3. Equilibrium Moisture Content
2.4. Film Thickness
2.5. Water Vapor Transmission Rate Measurement
2.6. Oxygen Permeability Measurement
2.7. Tensile Property Measurement
2.8. Young’s Modulus Measurement
2.9. Surface Energy Measurement
2.10. Color Measurement
2.11. Statistical Analysis
3. Results and Discussions
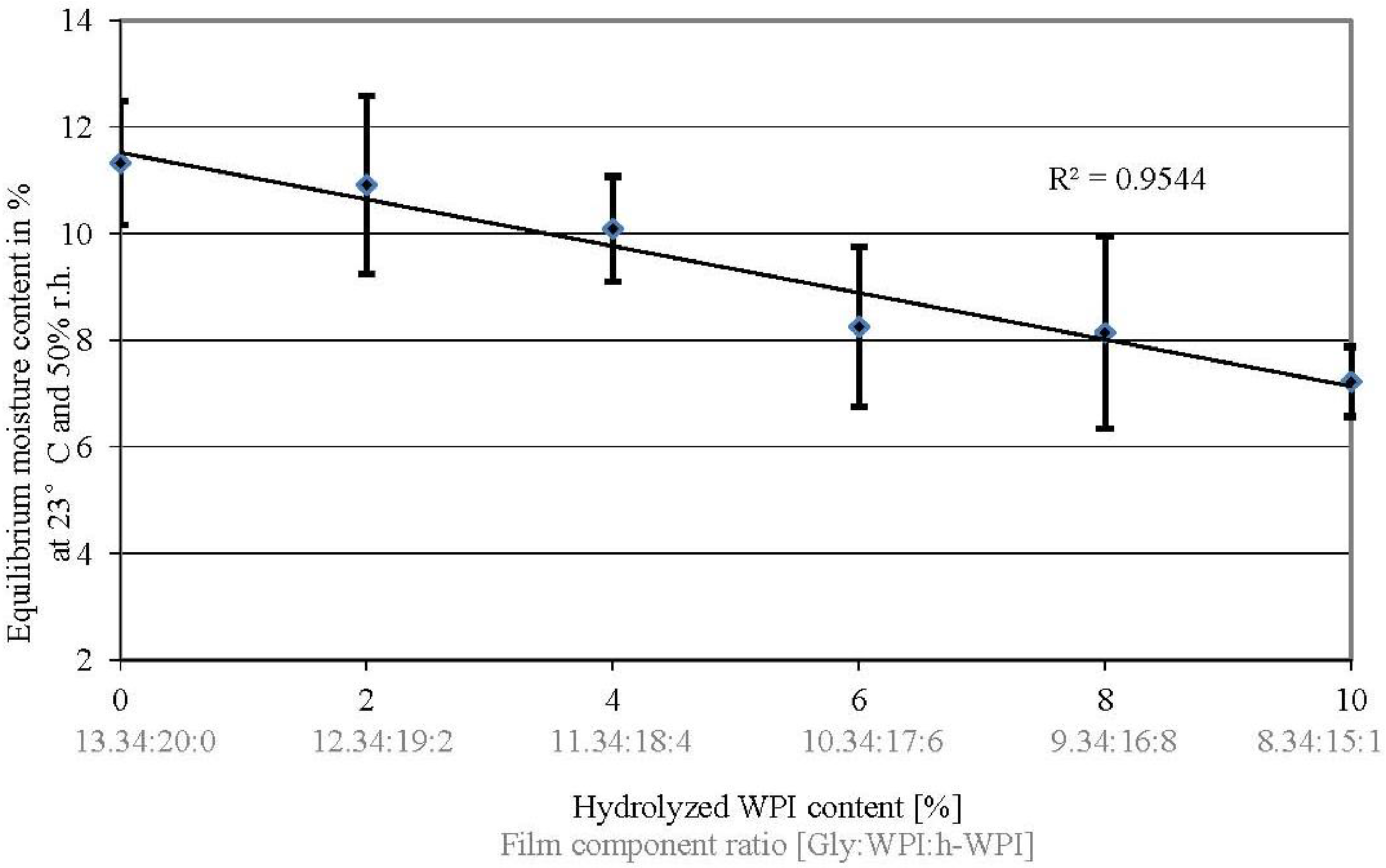
3.1. Equilibrium Moisture Content

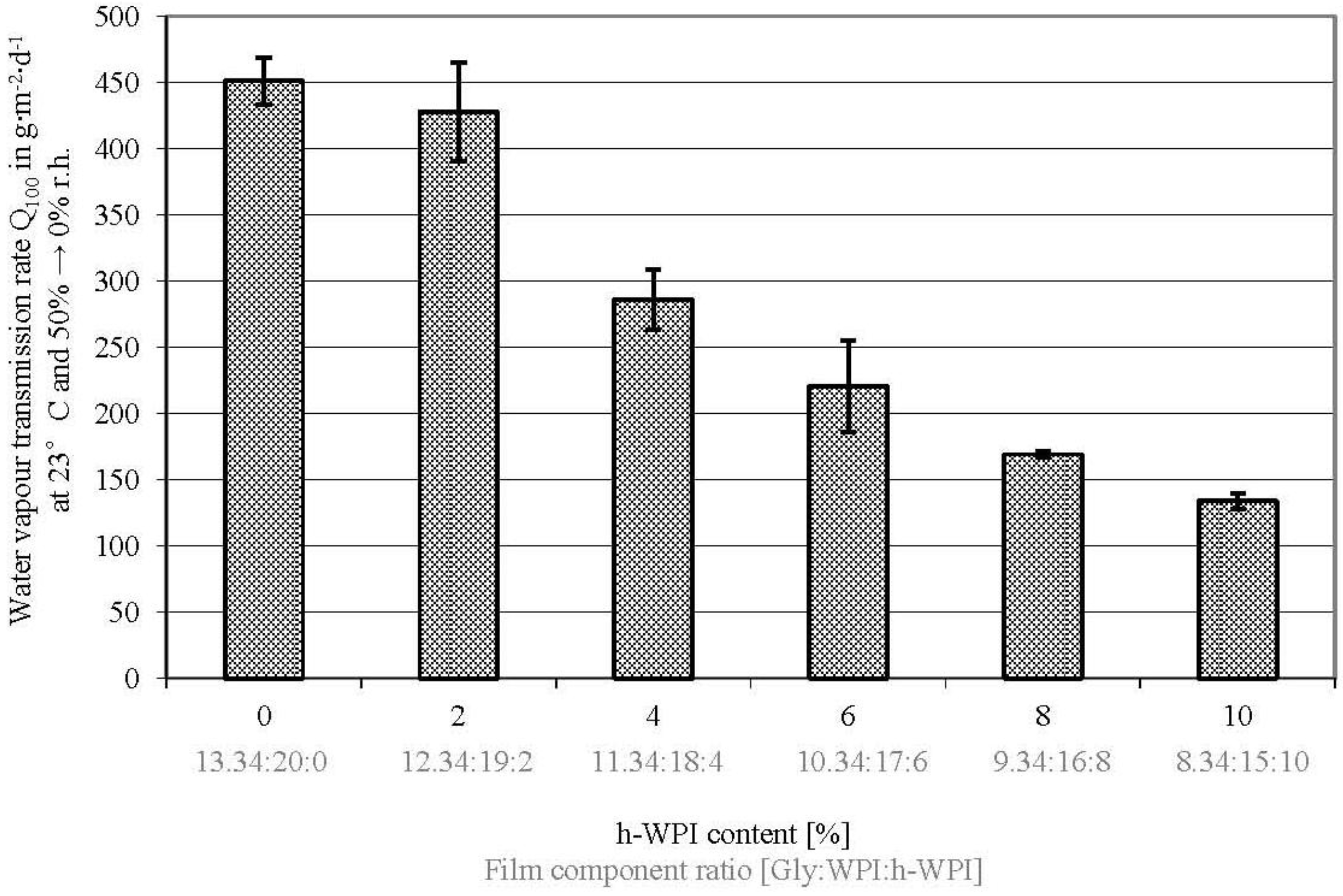
3.2. Water Vapor Transmission Rate

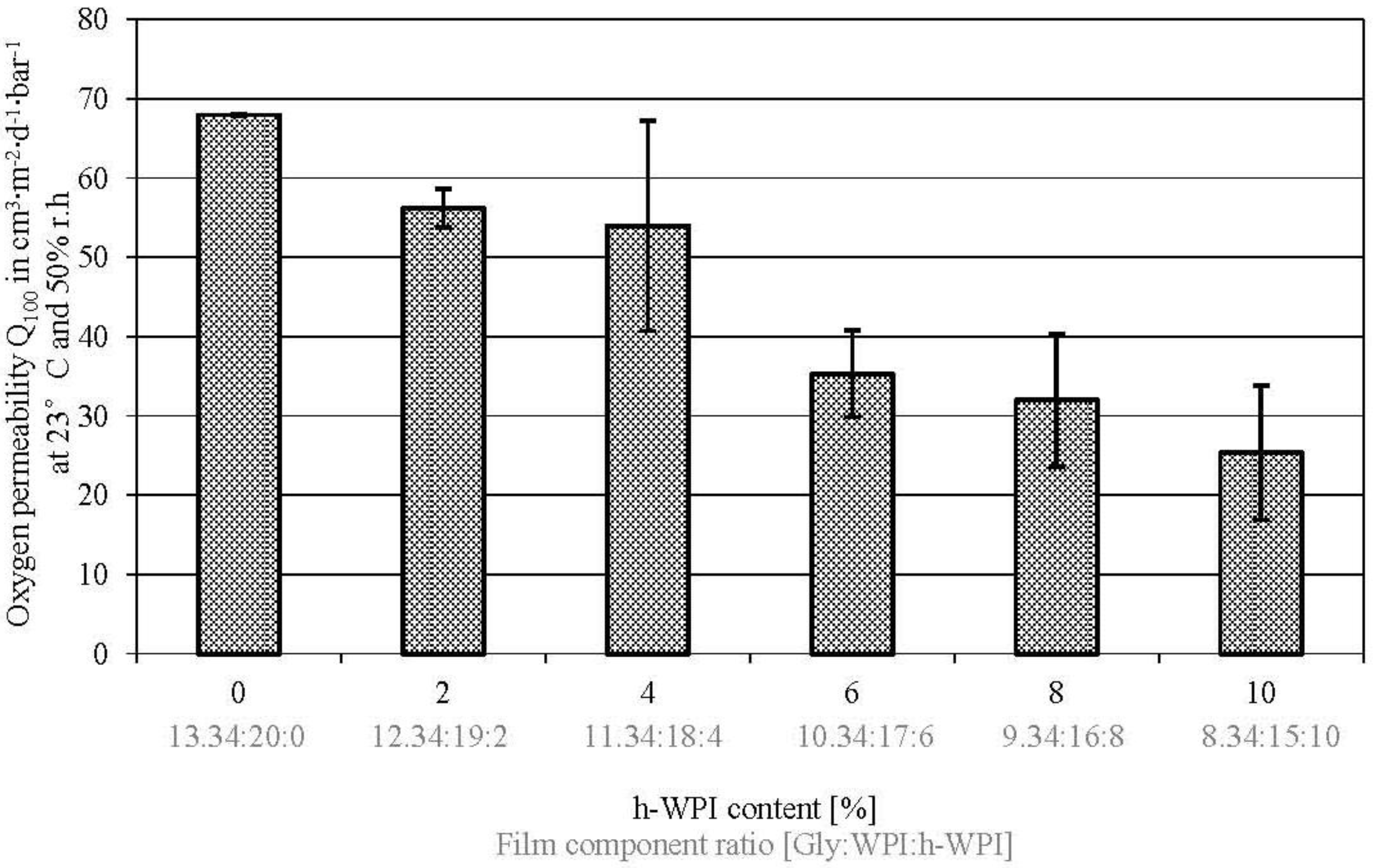
3.3. Oxygen Permeability

3.4. Tensile Property

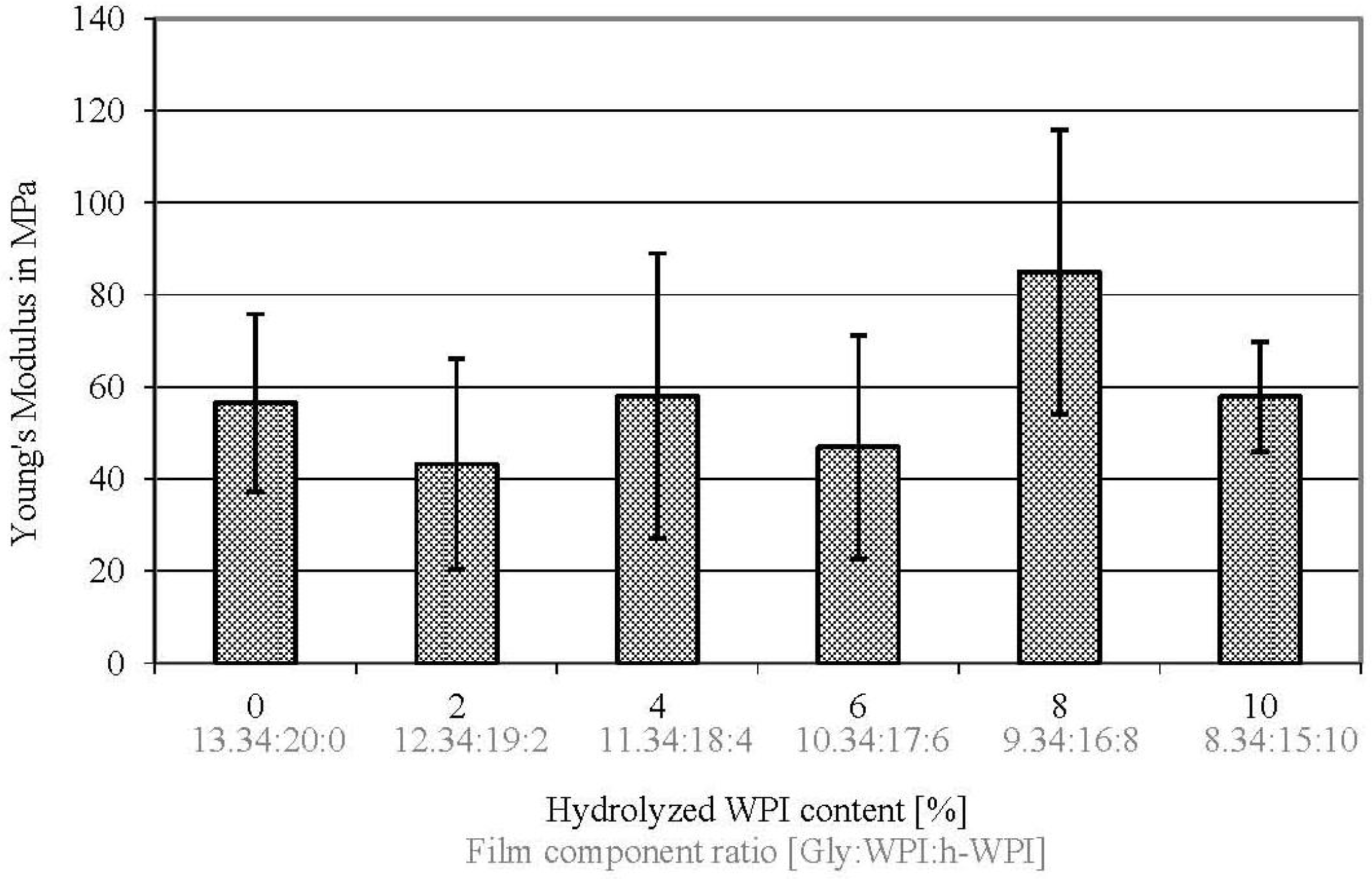
3.5. Elastic Property

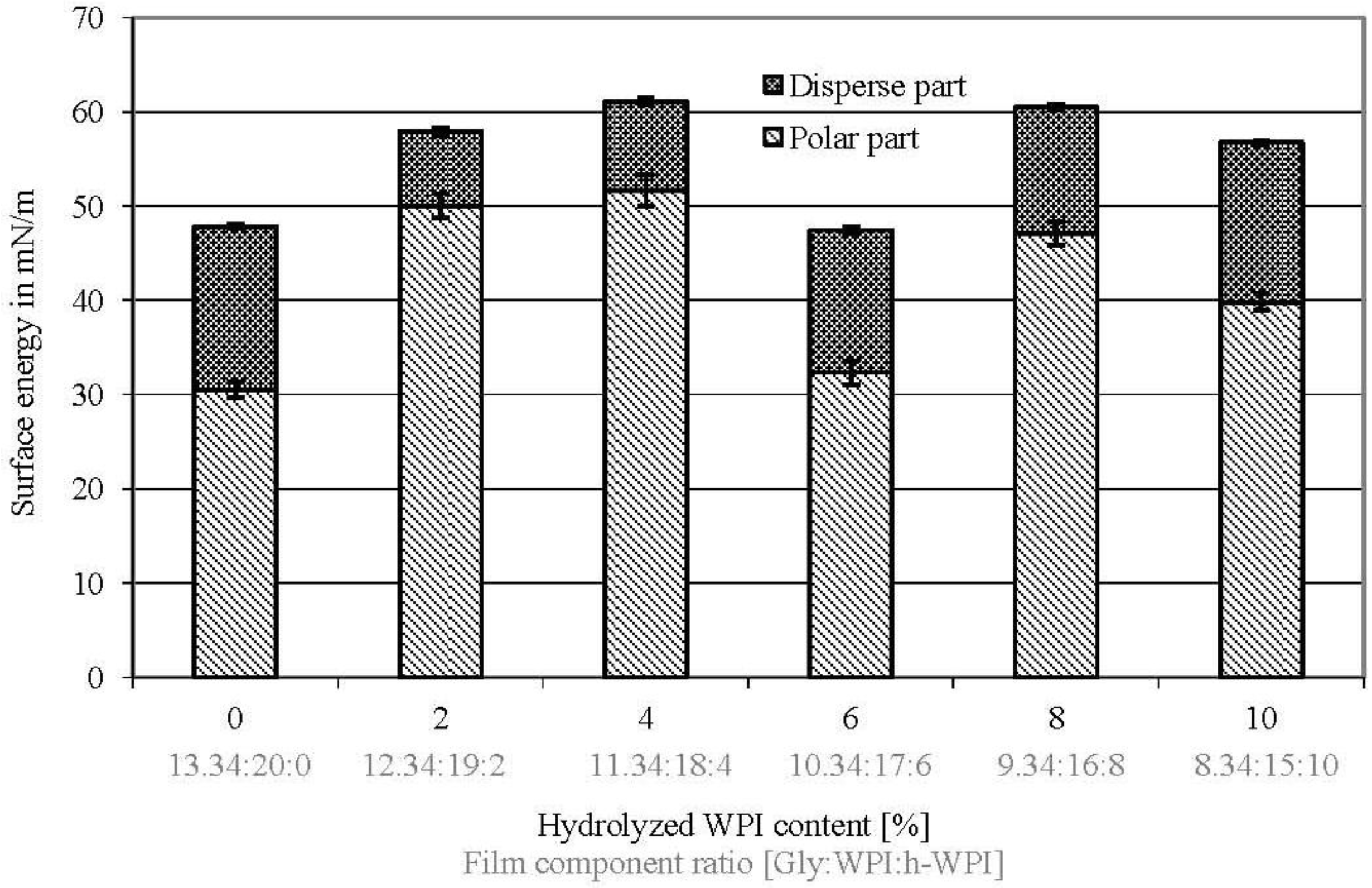
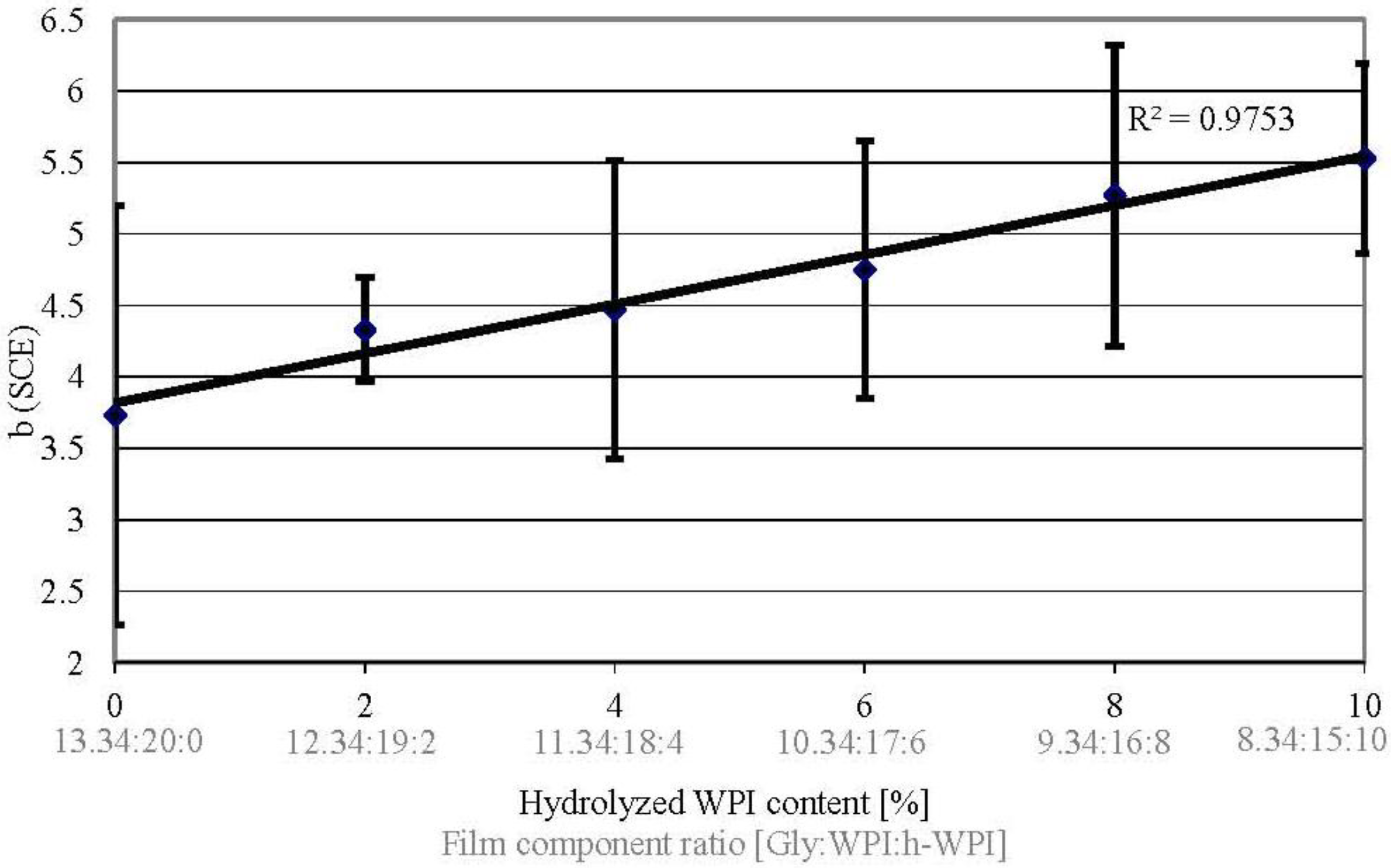
3.6. Surface Energy

3.7. Yellow Coloration

4. Conclusions
Acknowledgements
References
- Robertson, G.L. Food Packaging: Principles and Practice; CRC Press: Boka Raton, FL, USA, 2006. [Google Scholar]
- Schmid, M.; Dallmann, K.; Bugnicourt, E.; Cordoni, D.; Wild, F.; Lazzeri, A.; Noller, K. Properties of whey protein coated films and laminates as novel recyclable food packaging materials with excellent barrier properties. Int. J. Polym. Sci. 2012, 2012, 562381:1–562381:7. [Google Scholar]
- Schmid, M.; Benz, A.; Stinga, C.; Samain, D.; Zeyer, K.P. Fundamental investigations regarding barrier properties of grafted PVOH layers. Int. J. Polym. Sci. 2012, 2012, 637837:1–637837:6. [Google Scholar]
- Sängerlaub, S.; Gibis, D.; Kirchhoff, E.; Tittjung, M.; Schmid, M.; Müller, K. Compensation of Pinhole Defects in Food Packages by Application of Iron-based Oxygen Scavenging Multilayer Films. Packag. Technol. Sci. 2012, 26, 17–30. [Google Scholar] [CrossRef]
- Schmid, M.; Agulla, K. Both Ecological and Economical. Kunstst. Int. 2012, 102, 50–53. [Google Scholar]
- De Wit, J.N. Lecturer’s Handbook on Whey and Whey Products; European whey products association: Brussels, Belgium, 2001. [Google Scholar]
- Schmid, M.; Held, J.; Wild, F.; Noller, K. Thermoforming of whey protein-based barrier layers for application in food packaging. Food Sci. Technol. 2011, 25, 34–35. [Google Scholar]
- Schmid, M. Whey Protein-based Coatings as Sustainable Barrier Material in Food Packaging Applications. In Proceedings of IAPRI World Packaging Conference 2012, California, CA, USA, 17–21 June 2012; pp. 279–286.
- Hernandez-Izquierdo, V.M.; Krochta, J.M. Thermal Transitions and Heat-sealing of Glycerol-plasticized Whey Protein Films. Packag. Technol. Sci. 2009, 22, 255–260. [Google Scholar] [CrossRef]
- Bugnicourt, E.; Schmid, M.; Nerney, O.M.; Wildner, J.; Smykala, L.; Lazzeri, A.; Cinelli, P. Processing and Validation of Whey-Protein-Coated Films and Laminates at Semi-Industrial Scale as Novel Recyclable Food Packaging Materials with Excellent Barrier Properties. Adv. Mater. Sci. Eng. 2013, 2013, 496207:1–496207:10. [Google Scholar]
- Marquez, G.R.; Di Pierro, P.; Esposito, M.; Mariniello, L.; Porta, R. Application of Transglutaminase-Crosslinked Whey Protein/Pectin FIlms as Water Barrier Coatings in Fried and Baked Foods. Food Bioprocess Technol. 2013. [Google Scholar] [CrossRef]
- Porta, R.; Mariniello, L.; Di Pierro, P.; Sorrentino, A.; Giosafatto, C.V.L. Transglutaminase crosslinked pectin-and chitosan-based edible films: A review. Criti. Rev. Food Sci. Nutr. 2011, 51, 223–238. [Google Scholar] [CrossRef]
- Di Pierro, P.; Sorrentino, A.; Mariniello, L.; Giosafatto, C.V.L.; Porta, R. Chitosan/whey protein film as active coating to extend Ricotta cheese shelf-life. LWT Food Sci. Technol 2011, 44, 2324–2327. [Google Scholar]
- Verbeek, C.J.R.; van den Berg, L.E. Extrusion Processing and Properties of Protein-Based Thermoplastics. Macromol. Mater. Eng. 2010, 295, 10–21. [Google Scholar] [CrossRef]
- Wihodo, M.; Moraru, C.I. Physical and chemical methods used to enhance the structure and mechanical properties of protein films. A review. J. Food Eng. 2012, 114, 292–302. [Google Scholar] [CrossRef]
- Hong, S.I.; Krochta, J.M. Oxygen barrier properties of whey protein isolate coatings on polypropylene films. J. Food Sci. 2003, 68, 224–228. [Google Scholar] [CrossRef]
- Sothornvit, R.; Krochta, J.M. Oxygen permeability and mechanical properties of films from hydrolyzed whey protein. J. Agric. Food Chem. 2000, 48, 3913–3916. [Google Scholar] [CrossRef] [PubMed]
- Sothornvit, R.; Krochta, J.M. Water vapor permeability and solubility of films from hydrolyzed whey protein. J. Food Sci. 2000, 65, 700–703. [Google Scholar] [CrossRef]
- McHugh, T.H.; Krochta, J.M. Sorbitol-plasticized vs. glycerol-plasticized whey-protein edible films–integrated oxygen permeability and tensile property evaluation. J. Agric. Food Chem. 1994, 42, 841–845. [Google Scholar]
- McHugh, T.H.; Aujard, J.F.; Krochta, J.M. Plasticized whey-protein edible films-water-vapor permeability properties. J. Food Sci. 1994, 59, 416–419. [Google Scholar] [CrossRef]
- Hong, S.I.; Krochta, J.M. Whey protein isolate coating on LDPE film as a novel oxygen barrier in the composite structure. Packag. Technol. Sci. 2004, 17, 13–21. [Google Scholar] [CrossRef]
- Donato, L.; Guyomarc’H, F. Formation and properties of the whey protein/kappa-casein complexes in heated skim milk—A review. Dairy Sci. Technol. 2009, 89, 3–29. [Google Scholar] [CrossRef]
- Sears, J.K.; Darby, J.R. The Technology of Plasticizers; Wiley: New York, NY, USA, 1982. [Google Scholar]
- Adler-Nissen, J. Determination of the degree of hydrolysis of food protein hydrolysates by trinitrobenzenesulfonic acid. J. Agric. Food Chem. 1979, 27, 1256–1262. [Google Scholar] [CrossRef] [PubMed]
- Schmid, M.; Hinz, L.V.; Wild, F.; Noller, K. Effects of Hydrolysed Whey Proteins on the Techno-Functional Characteristics of Whey Protein-Based Films. Materials 2013, 6, 927–940. [Google Scholar] [CrossRef]
- Perez-Gago, M.B.; Krochta, J.M. Denaturation time and temperature effects on solubility, tensile properties, and oxygen permeability of whey protein edible films. J. Food Sci. 2001, 66, 705–710. [Google Scholar] [CrossRef]
- Schmid, M.; Noller, K.; Wild, F.; Bugnicourt, E. Whey Protein Coated Films. WO Patent 2,013,014,493, 22 May 2013. [Google Scholar]
- Kessler, H.G. Lebensmittel und Bioverfahrenstechnik–Molkereitechnologie. Chem. Ing. Tech. 1988, 3, 179–180. [Google Scholar]
- Belitz, H.D.; Grosch, W.; Schieberle, P. Food Chemistry, 4th Revised and Extended ed.; Springer: Berlin, Germany, 2009. [Google Scholar]
- DIN 53122–1. Bestimmung der Wasserdampfdurchlässigkeit. Gravimetrisches Verfahren. In Prüfung von Kuststoff-Folien, Elastomerfolien, Papier, Pappe und anderen Flächengebilden; Deutsches Institut für Normung e.V.: Berlin, Germany, 2001. [Google Scholar]
- DIN 53380–3. Bestimmung der Gasduchlässigkeit. In Sauerstoffspezifisches Trägergas-Verfahren zur Messung an Kunststoff-Folien und Kunststoff-Formteilen; Deutsches Institut für Normung e.V.: Berlin, Germany, 1998. [Google Scholar]
- DIN 527–1. Bestimmung der Zugeigenschaften. In Allgemeine Grundsätze; Deutsches Institut für Normung e.V.: Berlin, Germany, 1996. [Google Scholar]
- Davis, J.R. Tensile Testing; ASM International: Materials Park, OH, USA, 2004. [Google Scholar]
- Beer, F.; Russell, J.E. Mechanics of Materials; McGraw-Hill: New York, NY, USA, 1981. [Google Scholar]
- Boddy, R.; Smith, G. Statistical Methods in Practice: For Scientists and Technologists; Wiley: Chichester, UK, 2009. [Google Scholar]
- Schulze, A.; Dietrich, E. Statistische Verfahren zur Maschinen-und Prozessqualifikation; Hanser Fachbuchverlag: Munich, Germany, 2009. [Google Scholar]
- Di Gioia, L.; Guilbert, S. Corn protein-based thermoplastic resins: Effect of some polar and amphiphilic plasticizers. J. Agric. Food Chem. 1999, 47, 1254–1261. [Google Scholar]
- Mali, S.; Sakanaka, L.; Yamashita, F.; Grossmann, M. Water sorption and mechanical properties of cassava starch films and their relation to plasticizing effect. Carbohydr. Polym. 2005, 60, 283–289. [Google Scholar] [CrossRef]
- Zhang, Y.; Han, J. Mechanical and thermal characteristics of pea starch films plasticized with monosaccharides and polyols. J. Food Sci. 2006, 71, E109–E118. [Google Scholar] [CrossRef]
- Vieira, M.G.A.; da Silva, M.A.; dos Santos, L.O.; Beppu, M.M. Natural-based plasticizers and biopolymer films: A review. Eur. Polym. J. 2011, 47, 254–263. [Google Scholar] [CrossRef]
- Perez-Gago, M.B.; Nadaud, P.; Krochta, J.M. Water vapor permeability, solubility, and tensile properties of heat-denatured versus native whey protein films. J. Food Sci. 1999, 64, 1034–1037. [Google Scholar] [CrossRef]
- Mate, J.I.; Krochta, J.M. Comparison of oxygen and water vapor permeabilities of whey protein isolate and beta-lactoglobulin edible films. J. Agric. Food Chem. 1996, 44, 3001–3004. [Google Scholar] [CrossRef]
- Whitaker, J.R.; Shahidi, F.; Munguia, A.L.; Yada, R.Y.; Fuller, G. Functional Properties of Proteins and Llipids; ACS Publications: Cancun, Mexico, 1998. [Google Scholar]
- Perez-Gago, M.B.; Krochta, J.M. Water vapor permeability of whey protein emulsion films as affected by pH. J. Food Sci. 1999, 64, 695–698. [Google Scholar] [CrossRef]
- Endres, H.J.; Siebert-Raths, A. Engineering Biopolymers Markets, Manufacturing, Properties and Applications; Hanser-Verlag: Munich, Germany, 2011. [Google Scholar]
© 2013 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Schmid, M. Properties of Cast Films Made from Different Ratios of Whey Protein Isolate, Hydrolysed Whey Protein Isolate and Glycerol. Materials 2013, 6, 3254-3269. https://doi.org/10.3390/ma6083254
Schmid M. Properties of Cast Films Made from Different Ratios of Whey Protein Isolate, Hydrolysed Whey Protein Isolate and Glycerol. Materials. 2013; 6(8):3254-3269. https://doi.org/10.3390/ma6083254
Chicago/Turabian StyleSchmid, Markus. 2013. "Properties of Cast Films Made from Different Ratios of Whey Protein Isolate, Hydrolysed Whey Protein Isolate and Glycerol" Materials 6, no. 8: 3254-3269. https://doi.org/10.3390/ma6083254
APA StyleSchmid, M. (2013). Properties of Cast Films Made from Different Ratios of Whey Protein Isolate, Hydrolysed Whey Protein Isolate and Glycerol. Materials, 6(8), 3254-3269. https://doi.org/10.3390/ma6083254