
Electrochemical Investigation of the Corrosion of Different Microstructural Phases of X65 Pipeline Steel under Saturated Carbon Dioxide Conditions


Abstract
:1. Introduction
2. Experimental Section
2.1. Materials


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Mn | Ni | Cr | Mo | Si | Al | Cu | V | P | S | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Parent Plate | 0.08 | 1.08 | 0.037 | 0.07 | 0.13 | 0.28 | 0.037 | 0.16 | 0.06 | 0.01 | 0.001 | Balance |
| Weld Zone filler | 0.07 | 1.46 | 0.91 | 0.01 | 0.01 | 0.67 | 0.003 | 0.11 | 0.001 | 0.007 | 0.009 | Balance |


2.2. Experimental Procedure
2.3. Interpreting EIS for Obtaining Corrosion Rates of X-65 Parent/Weld Samples
3. Results and Discussion
3.1. Corrosion Rates of X65 Parent and Weld Samples



3.2. Surface Analysis






4. Conclusions
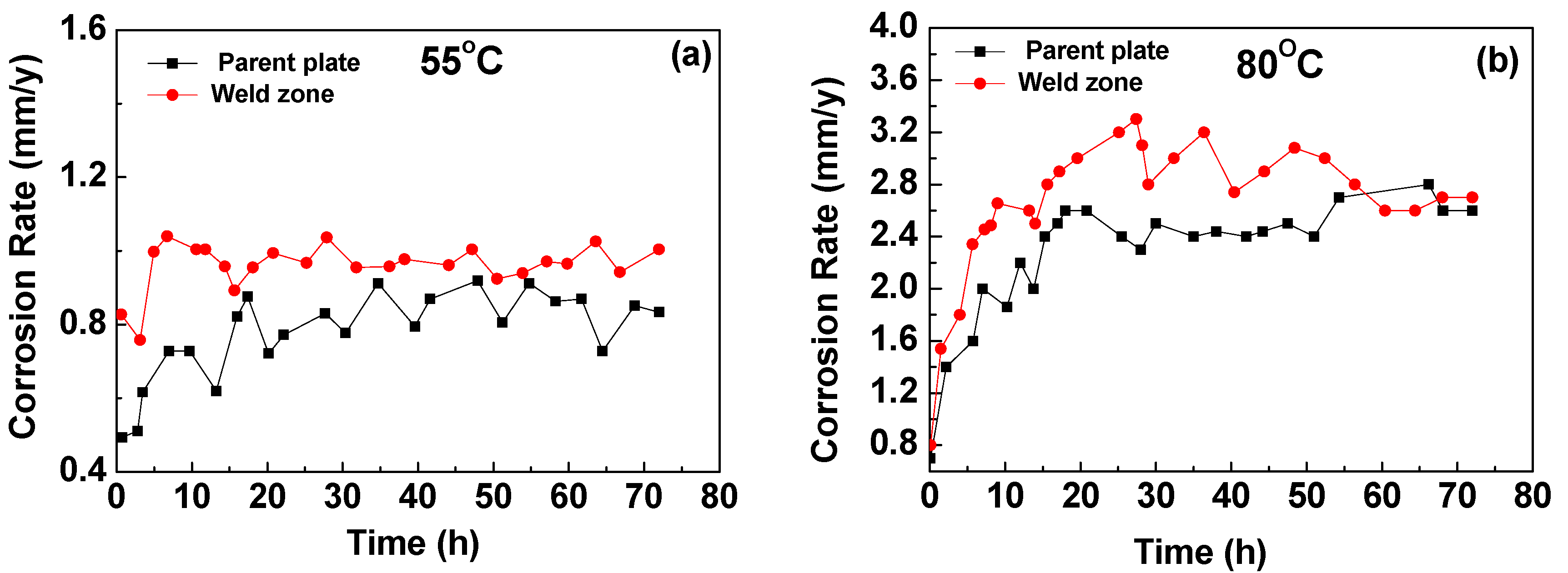
- 72 h electrochemical corrosion immersion experiments on X65 parent and weld regions were performed in CO2-saturated deionised water at 55 °C and 80 °C at an initial pH~4. After 72 h immersion, the measured corrosion rates were related to surface deposit characterisation using GIXRD and SEM.
- At both temperatures, the separate weld zone initially corroded at a higher rate than the parent plate.
- At 55 °C, GIXRD offered no evidence of scaling, and no crystallites could be observed from SEM images of both X65 parent and weld regions. At 80 °C, similar observations held for the X65 parent plate. The sample surfaces exhibit uniform corrosion in these environments.
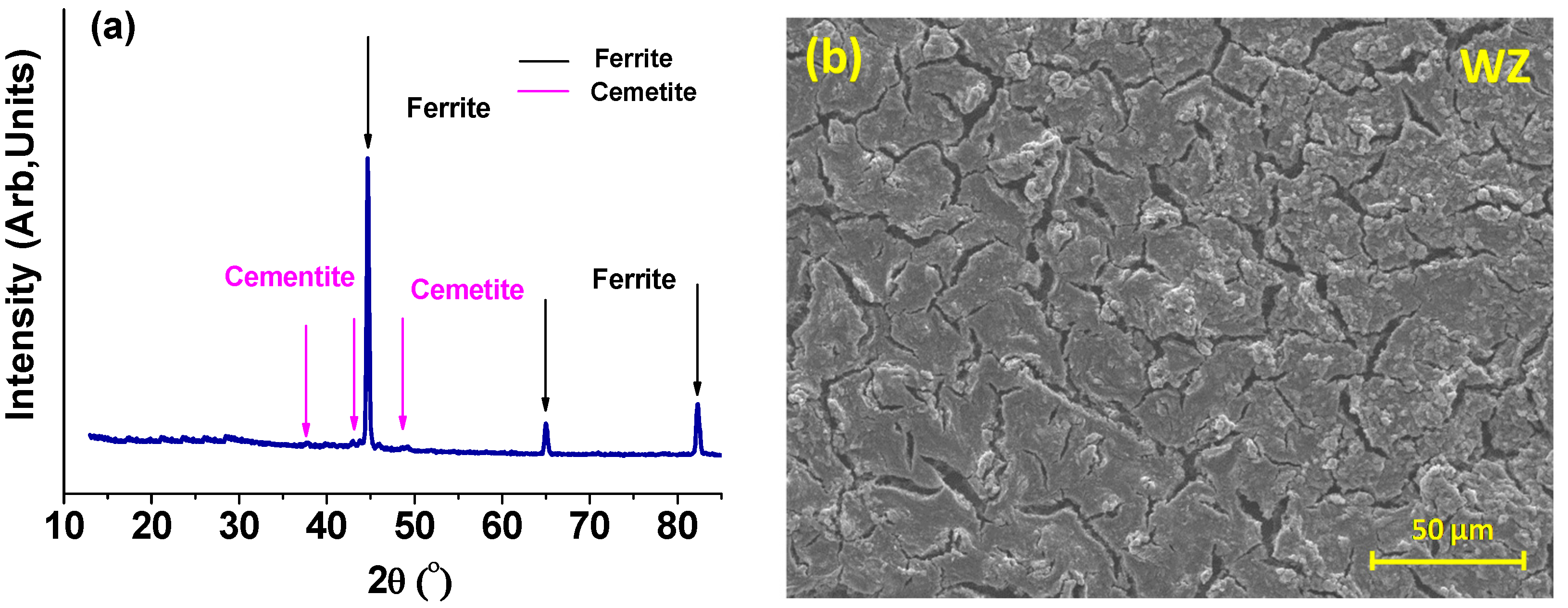
- The X65 weld sample, at 80 °C, corroded more rapidly during the initial 30 h, but then fell to a lower corrosion rate and remained relatively stable for the remaining period of immersion. The surface was covered with chukanovite (Fe2CO3(OH)2), along with some siderite (FeCO3), which was confirmed from GIXRD and SEM studies, and supported by published literature.
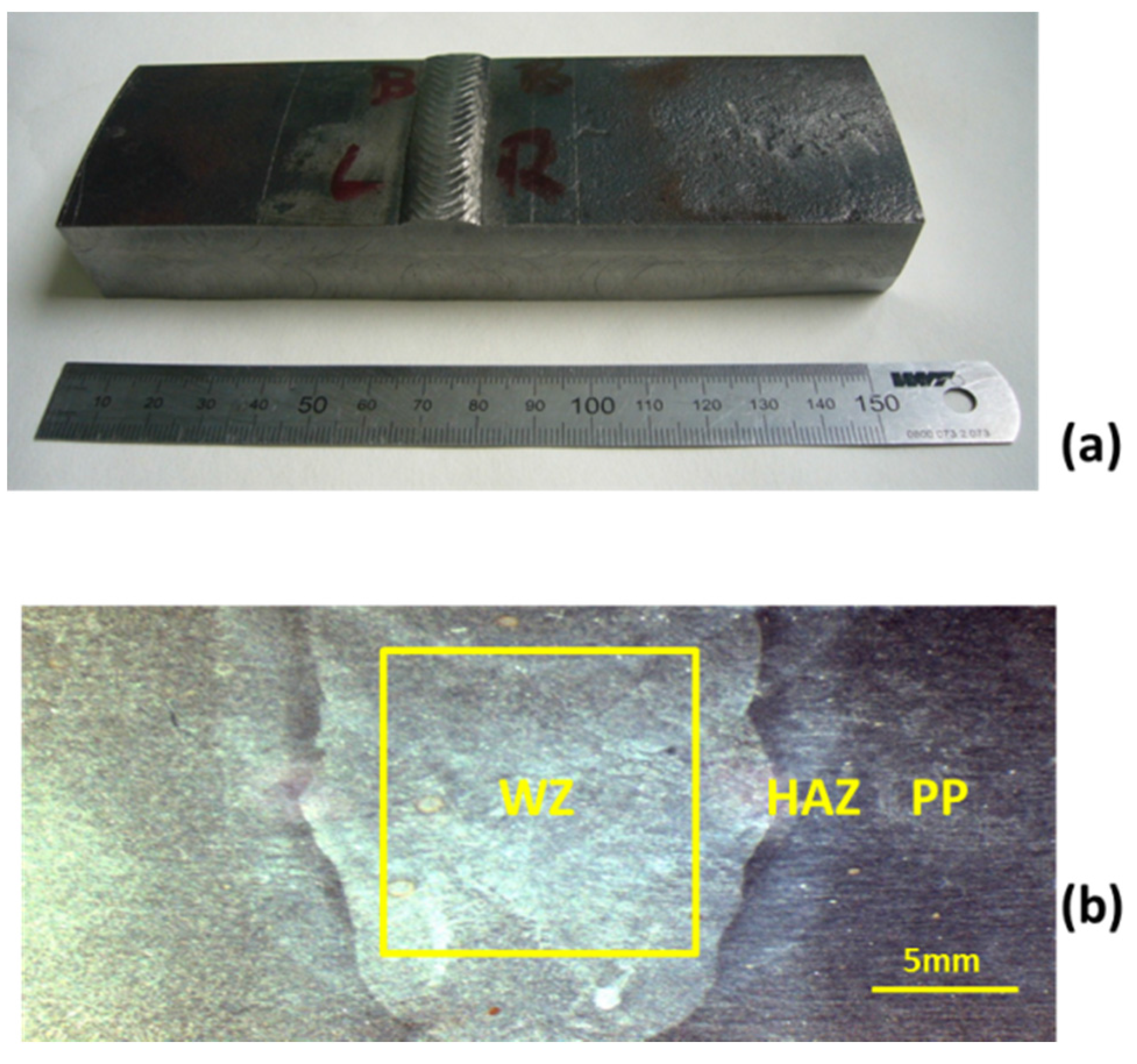
- A non-electrochemical immersion experiment was performed on a single “multi-zone” sample consisting of a weld portion together with HAZ and PP zones at 80 °C. A simple optical micrograph of the whole sample surface clearly distinguished the three different zones. From GIXRD and SEM results, the surface of the WZ/HAZ showed extensive presence of chukanovite (Fe2CO3(OH)2), along with some siderite (FeCO3), whilst very little scaling was observed on the PP sample surface.
- Understanding the impact of weld microstructure and composition on the initial higher rate of corrosion and possible subsequent chukanovite formation, along with the exact role of this corrosion scale, remains a topic of further research.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Cabrini, M.; Hoxha, G.; Kopliku, A.; Lazzari, L. Prediction of CO2 Corrosion in Oil and Gas Wells—Analysis of Some Case Histories; CORROSION/98; NACE International: San Diego, CA, USA, 1998. [Google Scholar]
- Dugstad, A. Mechanism of Protective Film Formation During CO2 Corrosion Of Carbon Steel; CORROSION/98; NACE International: San Diego, CA, USA, 1998. [Google Scholar]
- Tanupabrungsun, T.; Brown, B.; Nesic, S. Effect of pH on CO2 Corrosion of Mild Steel at Elevated Temperatures; CORROSION/2013; NACE International: Orlando, FL, USA, 2013. [Google Scholar]
- Papavinasam, S.; Doiron, A.; Li, J.; Park, D.Y.; Liu, P. Sour and Sweet Corrosion of Carbon Steel: General or Pitting or Localised Or All Of The Above; CORROSION/2010; NACE International: San Antonio, TX, USA, 2010. [Google Scholar]
- Lee, C.M.; Bond, S.; Woollin, S. Preferential Weld Corrosion: Effects of Weldment Microstructure and Composition; CORROSION/2005; NACE International: San Antonio, TX, USA, 2005. [Google Scholar]
- Turgoose, S.; Palmer, J.W.; Dicken, G.E. Preferential Weld Corrosion of 1% Ni Welds: Effects of Solution Conductivity and Corrosion Inhibitors; CORROSION/2005; NACE International: San Antonio, TX, USA, 2005. [Google Scholar]
- Matinez, M.; Alawadhi, K.; Robinson, M.; Nelson, G.; Macdonald, A. Control of Preferential Weld Corrosion of X65 Pipeline Steel in Flowing Brines Containing Carbon Dioxide; CORROSION/2011; NACE International: Houston, TX, USA, 2011. [Google Scholar]
- Barker, R.; Hu, X.; Neville, A.; Cushnaghan, S. Assessment of preferential weld corrosion of carbon steel pipework in CO2-saturated flow-induced corrosion environments. Corrosion 2013, 69, 1132–1143. [Google Scholar] [CrossRef]
- Olsen, S.; Sundfaer, B.; Enerhaug, J. Weld Corrosion in C-Steel Pipelines in CO2 Environments—Comparison between Field and Laboratory Data; CORROSION/97; NACE International: Houston, TX, USA, 1997. [Google Scholar]
- Alawadhi, K.; Robinson, M.J. Preferential weld corrosion of X65 pipeline steel in flowing brines containing carbon dioxide. Corros. Eng. Sci. Technol. 2011, 46, 318–329. [Google Scholar] [CrossRef] [Green Version]
- Chan, E.W. Magnetite and Its Galvanic Effect on the Corrosion of Carbon Steel under Carbon Dioxide Environments. Ph.D. Thesis, Curtin University, Bentley, Australia, December 2011. [Google Scholar]
- De Marco, R.; Jiang, Z.T.; Pejcic, B.; Poinen, E. An in situ synchrotron radiation grazing incidence X-ray diffraction study of carbon dioxide corrosion. J. Electrochem. Soc. 2005, 152, 389–392. [Google Scholar] [CrossRef]
- Crolet, J.L.; Wilhelmsen, S.; Olsen, S. Observations of Multiple Steady States in the CO2 Corrosion of Carbon Steel; CORROSION/95; NACE International: Houston, TX, USA, 1995. [Google Scholar]
- Tanupabrungsun, T.; Young, D.; Brown, B.; Nesic, S. Construction and Verification of Pourbaix Diagrams for CO2 Corrosion of Mild Steel Valid up to 250 °C; CORROSION/2012; NACE International: Salt Lake City, UT, USA, 2012. [Google Scholar]
- Al-Hassan, S.; Mishra, B.; Olson, D.L.; Salama, M.M. Effect of microstructure on corrosion of steels in aqueous solutions containing carbon dioxide. Corrosion 1998, 54, 480–491. [Google Scholar] [CrossRef]
- Li, W.; Brown, B.; Young, D.; Nesic, S. Investigation of pseudo-passivation of mild steel in CO2 corrosion. Corrosion 2014, 70, 294–302. [Google Scholar] [CrossRef]
- Chechirlian, S.; Eichner, P.; Keddam, M.; Takenouti, H.; Mazille, H. A specific aspect of impedance measurements in low conductivity media. Artefacts and their interpretations. Electrochim. Acta 1990, 35, 1125–1131. [Google Scholar] [CrossRef]
- Nazari, M.H.; Allahkaram, S.R.; Kermani, M.B. The effects of temperature and pH on the characteristics of corrosion product in CO2 corrosion of grade X70 steel. Mater. Des. 2010, 31, 3559–3563. [Google Scholar] [CrossRef]
- Erdos, V.E.; Altorfer, H. Ein dem Malachit ahnliches basisches Eisenkarbonat als Korrosionsprodukt von Stahl. Werkst. Korros. 1976, 27, 304–312. (In German) [Google Scholar] [CrossRef]
- Ruhl, A.S.; Kotré, C.; Gernert, U.; Jekel, M. Identification, quantification and localization of secondary minerals in mixed FeO fixed bed reactors. Chem. Eng. J. 2011, 172, 811–816. [Google Scholar] [CrossRef]
- Saheb, M.; Neff, D.; Dillmann, P.; Matthiesen, H.; Foy, E. Long term corrosion behavior of low carbon steel in anoxic envioment: Charactisterisation of archaeological artefacts. Nucl. Mater. J. 2008, 379, 118–123. [Google Scholar] [CrossRef]
- Fajardo, V.; Brown, B.; Young, D.; Nesic, S. Study of the Solubility of Iron Carbonate in the Presence of Acetic Acid Using EQCM; CORROSION/2013; NACE International: Houston, TX, USA, 2013. [Google Scholar]
- Saheb, M. Iron corrosion in an anoxic soil: Comparison between thermodynamic modelling and ferrous archaeological artefacts characterised along with the local in situ geochemical conditions. Appl. Geochem. 2010, 25, 1937–1948. [Google Scholar] [CrossRef]
- Reffass, M.; Sabot, R.; Savall, C.; Jeannin, M.; Creus, J.; Refait, P. Localised corrosion of carbon steel in NaHCO3/NaCl electrolytes: Role of Fe(II)-containing compounds. Corros. Sci. 2006, 48, 709–726. [Google Scholar] [CrossRef]
- Rémazeilles, C.; Refait, P. Fe(II) hydroxycarbonate Fe2(OH)2CO3 (chukanovite) as iron corrosion product: Synthesis and study by Fourier transform infrared spectroscopy. Polyhedron 2009, 28, 749–756. [Google Scholar] [CrossRef]
- Han, J.; Brown, B.; Young, D.; Nesic, S. Mesh-capped probe design for direct pH measurements at an actively corroding metal surface. J. Appl. Electrochem. 2010, 40, 683–690. [Google Scholar] [CrossRef]
- Refait, P.; Bourdoiseau, J.A.; Jeannin, M.; Nguyen, D.D.; Romaine, A.; Sabot, R. Electrochemical formation of carbonated corrosion products on carbon steel in deaerated solutions. Electrochim. Acta 2012, 79, 210–217. [Google Scholar] [CrossRef]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Y.; Akid, R. Electrochemical Investigation of the Corrosion of Different Microstructural Phases of X65 Pipeline Steel under Saturated Carbon Dioxide Conditions. Materials 2015, 8, 2635-2649. https://doi.org/10.3390/ma8052635
Yang Y, Akid R. Electrochemical Investigation of the Corrosion of Different Microstructural Phases of X65 Pipeline Steel under Saturated Carbon Dioxide Conditions. Materials. 2015; 8(5):2635-2649. https://doi.org/10.3390/ma8052635
Chicago/Turabian StyleYang, Yuanfeng, and Robert Akid. 2015. "Electrochemical Investigation of the Corrosion of Different Microstructural Phases of X65 Pipeline Steel under Saturated Carbon Dioxide Conditions" Materials 8, no. 5: 2635-2649. https://doi.org/10.3390/ma8052635
APA StyleYang, Y., & Akid, R. (2015). Electrochemical Investigation of the Corrosion of Different Microstructural Phases of X65 Pipeline Steel under Saturated Carbon Dioxide Conditions. Materials, 8(5), 2635-2649. https://doi.org/10.3390/ma8052635