1. Introduction
Due to the increase in demand of different strengths in structures, several types of tailored blanks like tailor-rolled or tailor-welded exists as mentioned in Merklein
et al. [
1]. The possibility to select different sheets of different thickness, strength, and material properties enables the designer to distribute the material optimally. This leads to lighter structures, higher strengths, and joining before forming, which lowers the production costs [
2]. The use of tailor-welded blanks (TWBs) has been introduced in beginning of the 1980’s by Audi [
3] in Germany and Toyota [
4] in Japan. The main benefits of these blanks exist in the possibility of weight reduction and in the capability to reduce joining processes in the press shop. Mostly, due to the weld line on the surface and shifts of thickness, tailored blanks are used as structural parts in the body-in-white of cars for improving crash performance. Typical applications are pillars (A and B) or the inner structure of car doors, where different strengths in different regions are required.
In case of forming tailored blanks consisting of sheets with different thickness, the forming tools have to be designed with such a shift and the weld-line movement has to be taken into account to avoid failures such as wrinkles or cracks [
5]. Weld-line movement occurs especially when forming tailored blanks with high differences in the stress strain behavior and with a high thickness ratio [
6] that facilitate the movement of the weld line. The investigation of the stretch-forming behavior of tailored blanks made out of dissimilar material combinations using dual-phase (DP) steels are carried out by Panda
et al. [
7]. It was concluded that, due to the non-uniform strain distribution, the weaker high-strength low-alloy (HSLA) sheet metal failed close to the weld, resulting in a decrease in the limiting dome height of tailored blanks. Weld-line movement in deep drawing of cylindrical cups has been investigated, and the typical failures like cracks and wrinkles are pointed out when using materials with different thickness [
8,
9]. The weld-line movement and the formability in general are described analytically by Kinsey and Cao [
9]. Several investigations exist on the improvement of the formability of tailor-welded blanks and the reduction of weld-line movement. An application of draw bead in the die is proposed by Heo
et al. [
10], who added restraining force to control the flow of thinner material during deformation, resulting in a significant reduction in weld-line movement. However, the higher restraining force results in early thinning on the thinner side and subsequently leads to the failure of the tailored blanks during flange drawing. The control and adjustment of the blank holder force can lead to a minimization of the weld-line movement [
11]. The die cushion of the press is replaced by a nitrogen cylinder system consisting of six nitrogen cylinders. The system thus behaves like a multipoint pressure control system capable of adjusting the blank holder force around the periphery of the sheet. Kinsey and Cao showed the possibility of a reduction of weld-line movement by clamping the blank locally with the use of hydraulic pressure in a segmented tool [
12,
13]. Variable blank holder pressure is also suggested by Kinsey and Wu [
6] to control the movement of the weld line.
The use of segmented tools for forming tailored blanks enables the application of different blank holder forces on the sheets. Although usually segmented, the tool materials do not differ and allow withstanding high loads. It means that, in one region, the lifetime of the tool is overestimated. Three benefits mentioned for the use of light tools are the reduction of cycle time, lower energy consumption, and handling during the installation of the tool in the press [
14]. A major benefit of the servo press technology is that the ram can be stopped and accelerated without reaching the dead center, and the cycle time can therefore be reduced [
15]. By reducing the weight of the tools, the effectiveness of the servo presses can be increased. To improve the forming behavior of tailored blanks, to decrease the weld-line movement, and to make the process more energy efficient, the aim of this work is to replace the tool material of one segment by using hybrid tools as described in the studies of Witulski
et al. [
16]. With the use of such tools, the forming of parts with DP600 material is possible, and the lifetime of such tools can reach a number of 1000 parts without the appearance of failures on the tool or on the formed sheet [
17]. Another known quantity-optimized tooling technology is the use of nickel-shell-based tools [
18]. This is a hybrid tool system that consists of a wear-resistant active tool surface (nickel) and a polymeric base. This strategy has a potential of cost savings of up to 40% over conventional tool technologies. Mennecart
et al. [
19] pointed out that the use of polymer (polyurethane) and hybrid tools (polyurethane strengthened by fiber reinforcement) has some other advantages too, such as the homogenization of pressure distribution or the capability to include elements to control the local blank holder pressure. As described in the studies of Endelt, Tommerup and Danckert [
20,
21], the use of media to apply a load in different regions can improve the forming results of high-strength steels.
The scope of this work covers the use of segmented tools in deep drawing by replacing a steel tool segment by one made out of polymer and fiber reinforcement to improve the formability of tailored blanks. Investigations are performed to show the influence of these tools on the formability of TWBs made of two different high-strength steels. Tailored blanks made of DP600 and HX300LAD are deep drawn with six different tool configurations. The polymer-based hybrid tools are produced as described by Kolbe [
17]. In order to analyze the formability of the material, numerical simulations are also performed for a simple cup geometry. The strain and thickness distributions are analyzed to investigate the effect of different parameters on formability. A validation of the simulations for cup geometry is also carried out by the experiments. In order to show a possible application of such tools in press shops, simulations are also performed with different setups for a complex geometry.
2. Materials and Methods
The tailored blanks used in these investigations consist of a micro-alloyed steel HX300LAD and a dual-phase steel DP600. The sheets were welded by a CO
2 Laser with a power of 3.6 kW by ThyssenKrupp Steel Europe AG (Essen, Germany). The width of the weld line was approximately 1.0 mm with a heat-affected zone of a maximum of 100 μm. Hardness measurements across the weld line are shown in the
Figure 1a. While the hardness in the weld line was about 360 HV0.2 and 400 HV0.2 near the DP600, the hardness values of the steels were nearly half of the weld line’s level (DP600: 200 HV0.2, HX300LAD: 160 HV0.2). The blank thickness of both materials was 1.0 mm.
Figure 1.
(a) Hardness distribution across the weld line for Tailor Welded Blank; (b) flow curves of DP600 and HX300LAD steels.
Figure 1.
(a) Hardness distribution across the weld line for Tailor Welded Blank; (b) flow curves of DP600 and HX300LAD steels.
The flow curves of both materials are presented in
Figure 1b. To consider the anisotropy, Lankford’s parameters were measured for the directions 0°, 45° and 90° with respect to the rolling direction (
Table 1).
Table 1.
Lankford’s parameters due to anisotropic behavior.
Table 1.
Lankford’s parameters due to anisotropic behavior.
| Steel Grade | r0 | r45 | r90 |
|---|
| HX300LAD | 1.08 | 0.98 | 1.32 |
| DP600 | 0.86 | 0.90 | 1.08 |
In the scope of this work, a cylindrical cup with a drawing depth of 20 mm and a diameter of 60 mm was deep drawn. The diameter of the initial sheet was 110 mm. The die entrance radius was 10 mm and the punch radius was 5 mm. The punch speed was 150 mm/s. The blank holder force remained constant at a level of 25 kN. In the deep drawing process, the sheets were lubricated with oil with a dynamic viscosity of 168 mm2/s at 40 °C.
In these investigations, utilized punch and blank holder were one-piece steel tools, and the dies were casted with different polymers with the methodology described by Witulski
et al. [
16]. Three polymers namely GM725-7 (K1), GM 725-7 (K2) fiber-reinforced (aramid) and GM 986-1 (K3) having different Young’s modulus were used to investigate the influence of tool elasticity on the formability of tailored blanks. The aramid layers were stacked three times in a rotation of 30° each so that isotropic behavior could be reached. Between each cured layer, a layer of 1 mm of polymer was cast to smoothen peaks or irregularities. The polymer K1 had a higher density than the other two polymers after the solidification. Polymer K2 had a higher Young’s modulus than the other two polymers due to the inclusion of fiber reinforcement. The roughness had a high influence on the restraining force and on the material flow in the forming process. Due to high loads, the asperities on the surface deformed elastically and plastically, leading to an increase of the contact area. Therefore, with increasing normal loads on polymer (polyurethane) tools, the friction force also increased [
22]. The different tool materials with their mechanical properties are listed below in
Table 2.
Table 2.
Material properties of different tool materials used in investigations [
17].
Table 2.
Material properties of different tool materials used in investigations [17].
| Material | Density ρ (t/mm³) | Young’s Modulus E (MPa) | Poisson Ratio ν | Roughness Average Ra (µm) | Roughness Peak Rz (µm) |
|---|
| Tool Steel | 7.89 × 10−9 | 2.1 × 105 | 0.3 | 0.1 | 0.9 |
| K1: GM725-7 | 1.75 × 10−9 | 8.0 × 103 | 0.4 | 1.7 | 9.8 |
| K2: GM 725-7 Fiber-reinforced (aramid) | 1.67 × 10−9 | 14 × 103 | 0.3 | 1.5 | 8.1 |
| K3: GM 986-1 | 1.15 × 10−9 | 7.9 × 102 | 0.3 | 1.6 | 7.9 |
With the polyurethane K3 (GM 986-1), two further configurations with springs were generated. These springs acted as local stiffness element and increased the stiffness of polymer locally. This also compensated the softer behavior of K3 polymer as compared to the others. The polymer dies were strengthened with metallic springs with a diameter of 6 mm and a maximum force of 0.25 kN that acted as locally added stiffness elements. In one configuration, only one spring was inserted in the polymer in the middle of the die-half (90°). The remaining wall thickness in the die was 3 mm. In the second configuration, six springs were inserted at equal distance of 30° in the die-half. The position of the springs is shown in
Figure 2b.
With these materials six variants of forming dies were produced:
The two halves were inserted in a die holder and fixed from the external side by screws such that the clearance of 0.3 mm remained constant during the deep drawing process and the dies did not move relative to each other. In the forming experiments, the weld line of the initial sheet was positioned longitudinal to the contact area of the two halves. When using the polymer tools, the softer material (HX300LAD) is always formed by the polymer die. Due to weld-line movements caused by different stress-strain behavior and anisotropy, it is possible that the blank may have moved, and the materials may have changed their contact partner. After forming, the weld-line movement was analyzed optically by measuring with a caliper.
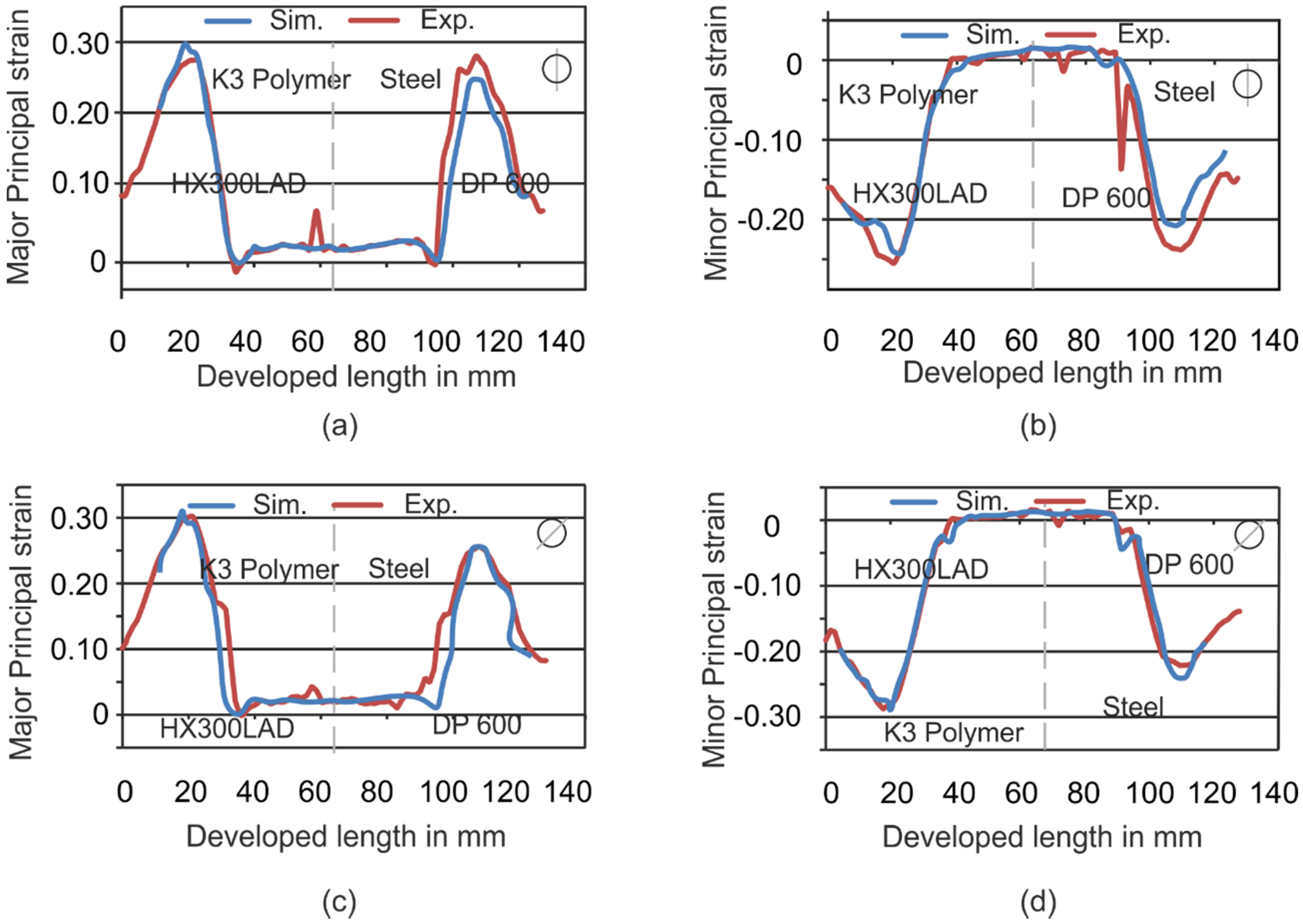
In order to measure the strains, a grid of dots with a diameter of 1.0 mm and a distance of 2.0 mm was printed on the initial sheet with the technique of screen printing as shown in
Figure 2c. After forming, the cups were analyzed by optical measurement system ARGUS (GOMmbH, Braunschweig, Germany) for the strain measurement. Here, the sections in 90° and 45° to the weld line were taken into account (see
Figure 2c). With the system ATOS (GOMmbH), the digitalization of the 3D Shape was performed. The tactile sheet thickness was measured by the use of a caliper in determined sections (90° and 45° to the weld line) for the validation purpose.
Figure 2.
(a) Segmented die setup with steel and reinforced polymer type K2; (b) spring-reinforced die setups and axial symmetric cutting plan; (c) screen-printed grid on initial tailored blank with sections in two orientations related to the weld line.
Figure 2.
(a) Segmented die setup with steel and reinforced polymer type K2; (b) spring-reinforced die setups and axial symmetric cutting plan; (c) screen-printed grid on initial tailored blank with sections in two orientations related to the weld line.
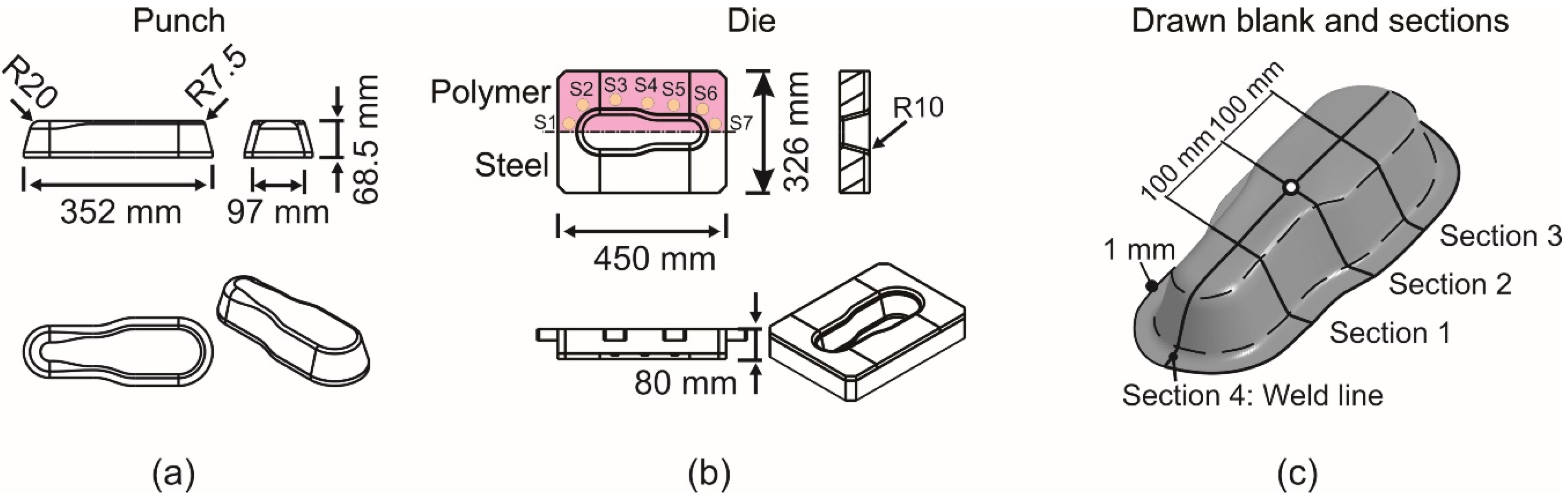
The numerical investigations in this work were performed for the deep drawing of a cup and a complex geometry with LS-DYNA (LSTC, Livermore, CA, USA) using explicit time integration scheme. Sheets were modeled after a mesh convergence analysis with 1 mm of element size. Fully integrated shell elements (type 16) were used for the simulation of deep drawing with seven integration points over the thickness. The important dimensions of these geometries are shown in
Figure 2 and
Figure 3, respectively. Both sheet materials were modeled using Hill’48 model, and the flow curves were extrapolated by the Swift rule. The weld line was modelled as a line, and its mechanical properties were neglected due to a small width of 1.0 mm and a relatively higher strength of the weld zone as suggested by Panda
et al. [
7]. The common nodes on the weld line of both materials were merged together. For this reason, the translational and rotational degrees of freedom of the nodes from the two base materials were coupled. In this simulation model, the punch and blank holder were modeled as rigid bodies. Dies were modeled as elastically deformable part with solid elements to simulate the effects of tool deformation and the inclusion of springs. Springs were modeled as the node sets on the die surface, and an extra load was applied in the form of pressure to simulate their effect on the material flow. For the cup geometry, the total CPU time reached a value of 354 min (4 CPU on Intel i7). No mass and time scaling were used. The time step used was 6.9 × 10
−9 s. The springs were located 5 mm away from the die inflow radius. The locations of springs for cup geometry and complex geometry (springs marked as S1 to S7) are shown in
Figure 2b and
Figure 3b, respectively. The thickness and strain distributions were analyzed on specific sections shown in
Figure 2c and
Figure 3c, respectively.
Figure 3.
Dimensions of tool for complex geometry in mm. (a) Punch; (b) die; (c) drawn sheet and sections.
Figure 3.
Dimensions of tool for complex geometry in mm. (a) Punch; (b) die; (c) drawn sheet and sections.
4. Conclusions
These investigations on the forming of tailored blanks with tailored tools reveal the possibility of improving the forming behavior of tailored blanks by applying the novel method of using hybrid and steel dies at the same time for different material strengths. The experiments show a lot of positive effects such as the reduction of weld-line movement (
Figure 4 and
Figure 13), the homogenization of strain (
Figure 7a,c,d and
Figure 11a,c) and thickness during the forming process, and the weight reduction of tools for press shops. Due to the increase of contact area as a result of deformation of the polymer tools, the material flow of the softer material was hindered successfully. Furthermore, it could be shown that the simulations could be validated with high accuracy for a cylindrical cup and that the positive effects can be transferred to more complex geometries. In the forming process of tailored blanks with hybrid tools, different aspects need to be considered:
Due to the elastic deformation of the polymer die, the geometrical accuracy of the formed cups differed from the original geometry (−0.29 mm); however, the use of polymer for one half of the die can lead to improved formability due to the effect that pressure peaks are avoided with elastic tools. The deviation in geometry of the formed part can be reduced if the elastic deformation is considered in the design process of the tools, and the tools have a larger initial geometry that is compensated by the applied load. Although the density of the polymer is one fourth of the density of the steel, the energy saved in these experiments is negligible as a result of the weight of the ram in the press of more than 300 kg, which is much more than the weight of the used tools. However, for tools with a higher weight, a weight reduction of 75% can lead to lower energy consumption.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}











