
Recent Advances in Superhydrophobic Electrodeposits


Abstract
:1. Introduction
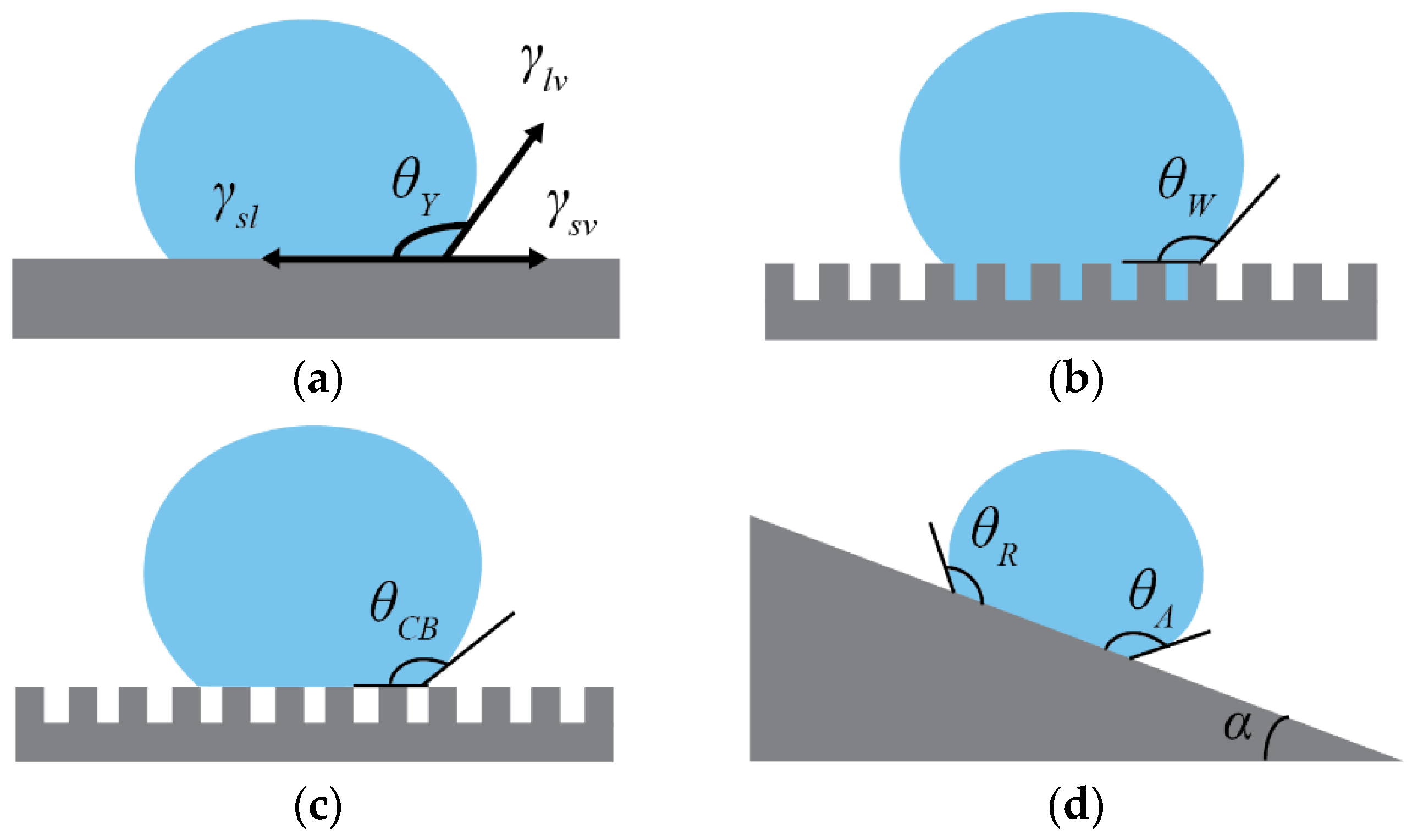
2. Wetting Behavior
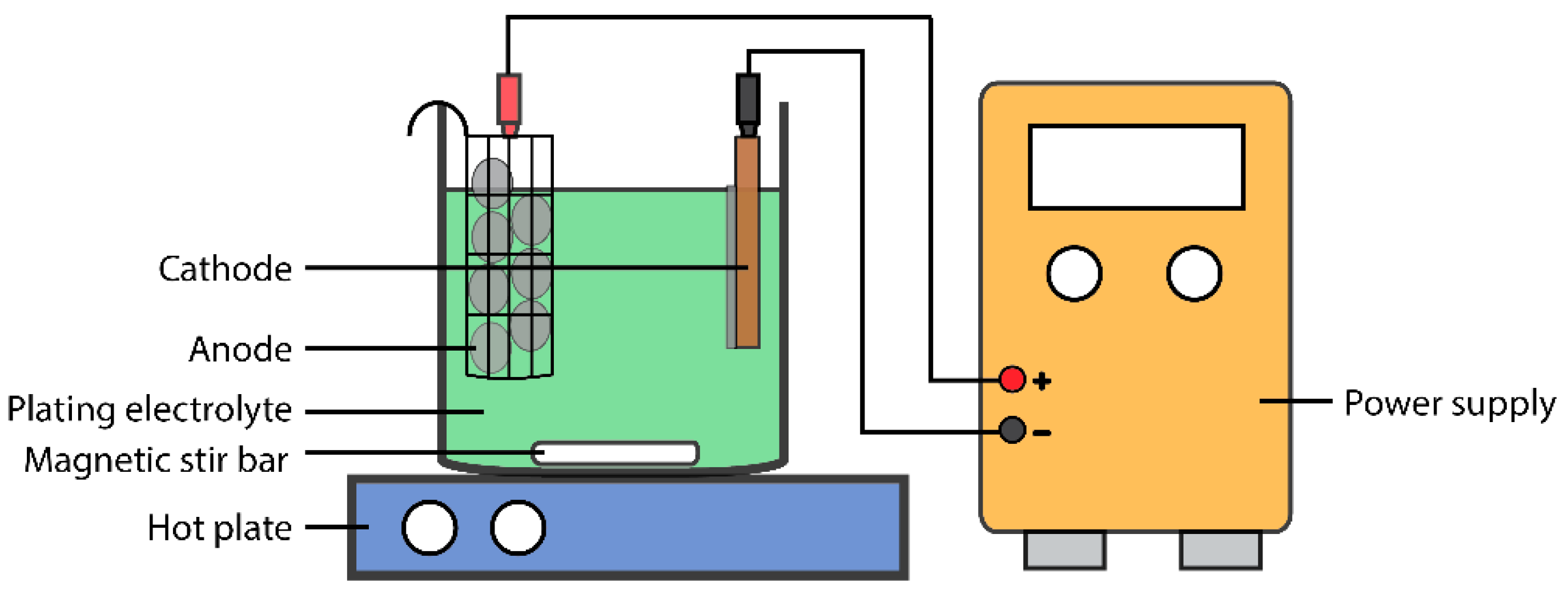
3. Superhydrophobic Surfaces by Electrodeposition
3.1. Surface Roughness-Based Superhydrophobic Electrodeposits
3.1.1. Nickel
3.1.2. Copper
3.1.3. Cobalt
3.1.4. Zinc
3.1.5. Bismuth
3.1.6. Manganese
3.1.7. Lanthanum and Cerium
3.1.8. Ni-Cu-P Alloy
3.2. Surface Roughness and Chemical Modification-Based Superhydrophobic Electrodeposits
3.2.1. Nickel
3.2.2. Copper
3.2.3. Zinc and Zinc Oxide
3.2.4. Cobalt
3.2.5. Silver
3.2.6. Gold
3.2.7. Palladium
3.2.8. Platinum
3.2.9. Ni-Cu Alloy
3.2.10. Cu-Zn Alloy
3.2.11. Zn-Co Alloy
3.3. Co-Deposition of Second Phase Particles
3.3.1. Ni-TiO2 Composite
3.3.2. Ni-PTFE Composites
4. More Recent Developments
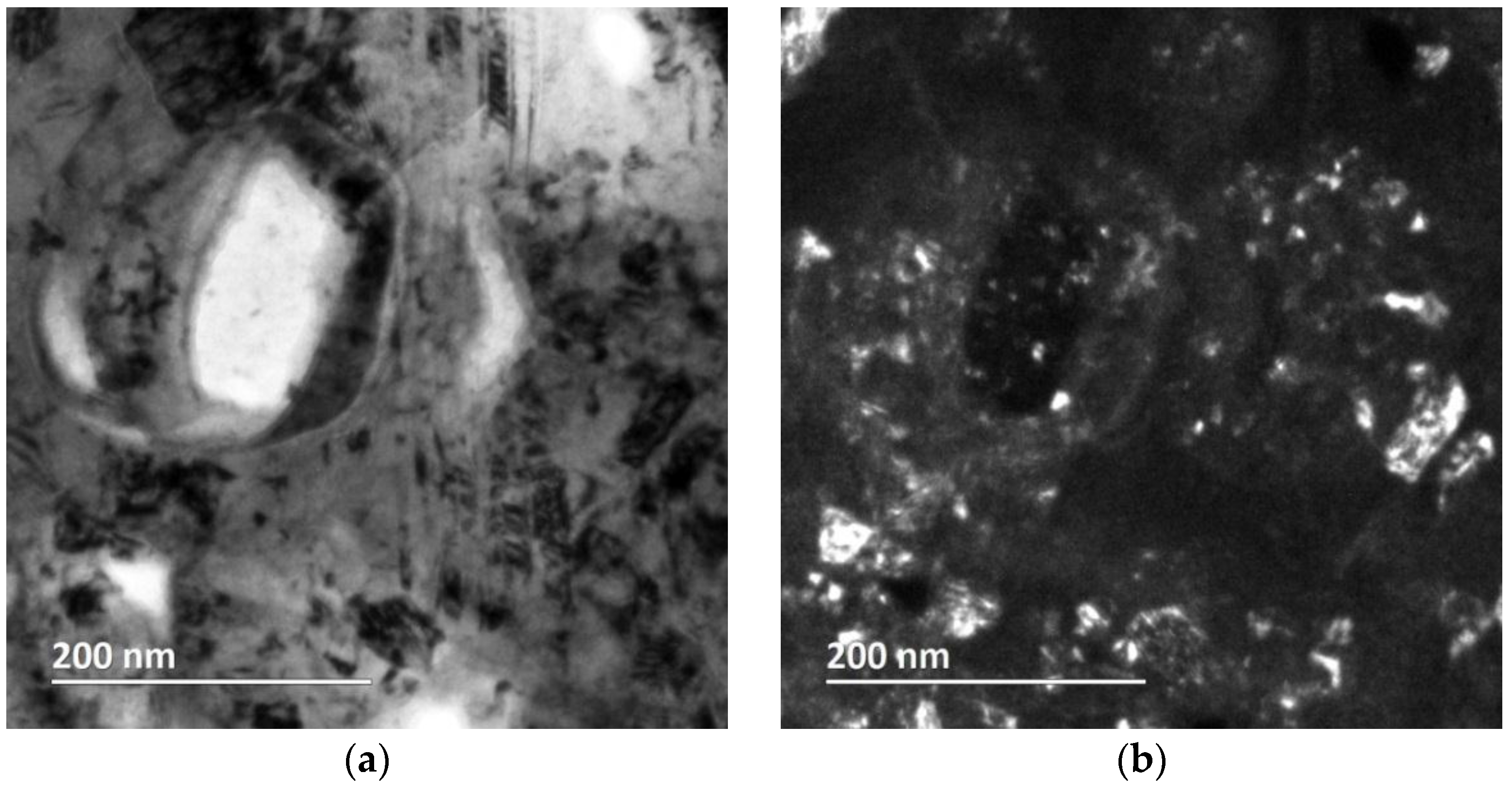
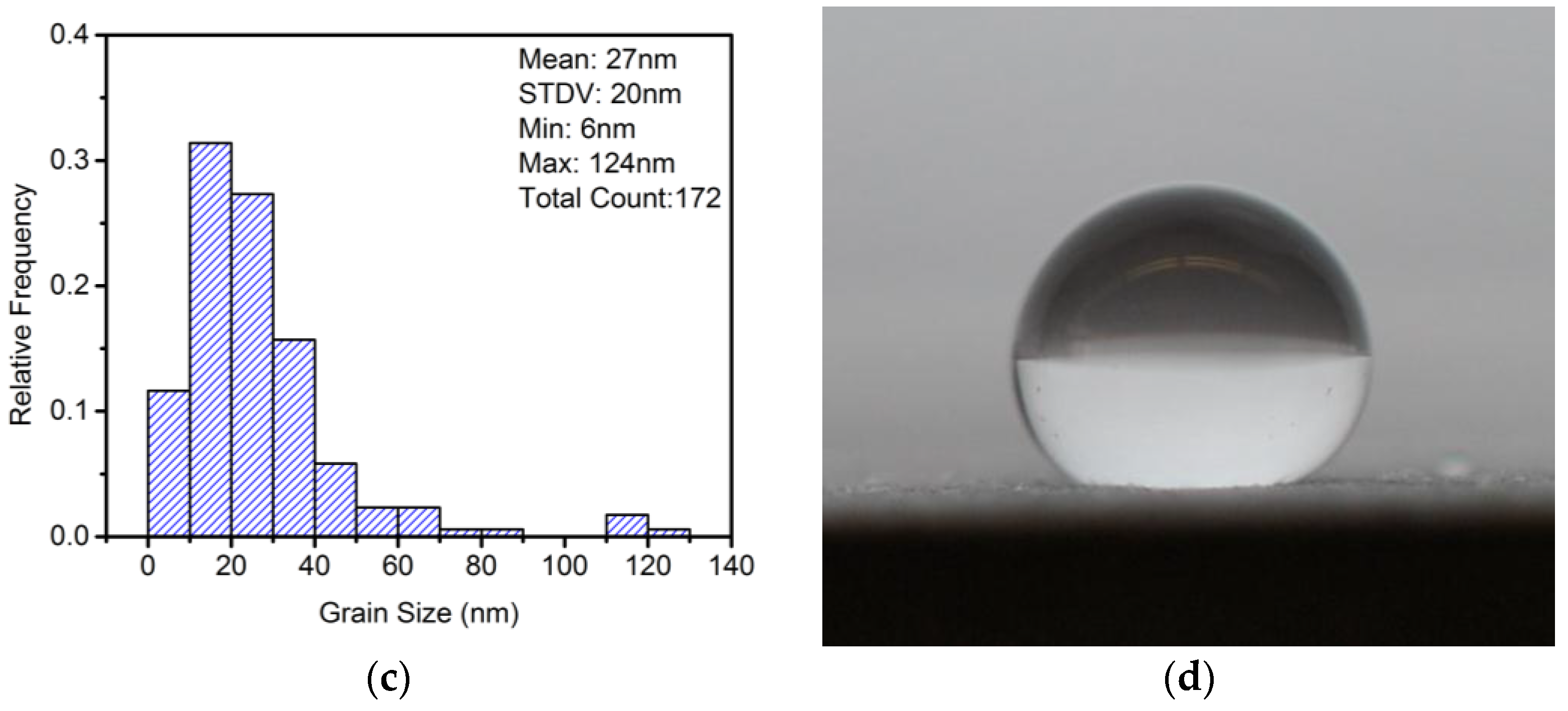
4.1. Nanocrystalline Ni-PTFE Composites
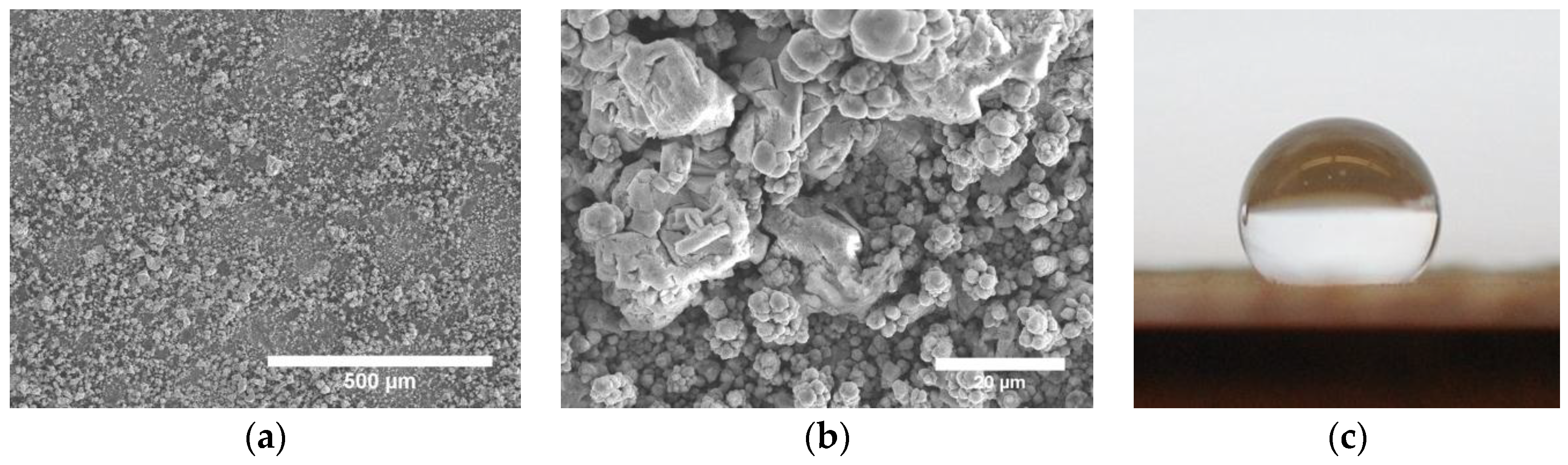
4.2. Rare Earth Oxide as Hydrophobic Particles
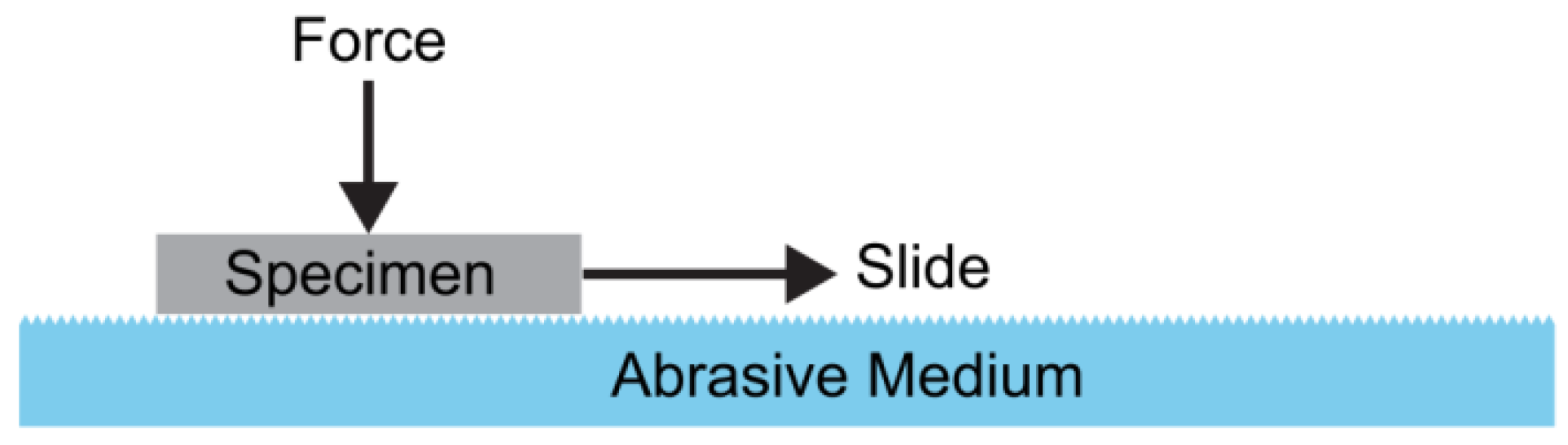
5. Mechanical and Wear Stability
6. Conclusions and Future Directions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Bhushan, B.; Jung, Y.C. Micro- and nanoscale characterization of hydrophobic and hydrophilic leaf surfaces. Nanotechnology 2006, 17, 2758–2772. [Google Scholar] [CrossRef]
- Barthlott, W.; Neinhuis, C. Purity of the sacred lotus, or escape from contamination in biological surfaces. Planta 1997, 202, 1–8. [Google Scholar] [CrossRef]
- Victor, J.J.; Facchini, D.; Erb, U. A low-cost method to produce superhydrophobic polymer surfaces. J. Mater. Sci. 2012, 47, 3690–3697. [Google Scholar] [CrossRef]
- Cao, L.; Jones, A.K.; Sikka, V.K.; Wu, J.; Gao, D. Anti-icing superhydrophobic coatings. Langmuir 2009, 25, 12444–12448. [Google Scholar] [CrossRef] [PubMed]
- Farhadi, S.; Farzaneh, M.; Kulinich, S.A. Anti-icing performance of superhydrophobic surfaces. Appl. Surf. Sci. 2011, 257, 6264–6269. [Google Scholar] [CrossRef]
- Wang, S.; Feng, L.; Liu, H.; Sun, T.; Zhang, X.; Jiang, L.; Zhu, D. Manipulation of surface wettability between superhydrophobicity and superhydrophilicity on copper films. ChemPhysChem 2005, 6, 1475–1478. [Google Scholar] [CrossRef] [PubMed]
- Scardino, A.J.; Zhang, H.; Cookson, D.J.; Lamb, R.N.; de Nys, R. The role of nano-roughness in antifouling. Biofouling 2009, 25, 757–767. [Google Scholar] [CrossRef] [PubMed]
- Jung, Y.C.; Bhushan, B. Mechanically durable carbon nanotube—Composite hierarchical structures with superhydrophobicity, self-cleaning, and low-drag. ACS Nano 2009, 3, 4155–4163. [Google Scholar] [CrossRef] [PubMed]
- Drelich, J.; Marmur, A. Physics and applications of superhydrophobic and superhydrophilic surfaces and coatings. Surf. Innov. 2014, 2, 211–227. [Google Scholar] [CrossRef]
- Bhushan, B.; Koch, K.; Jung, Y.C. Fabrication and characterization of the hierarchical structure for superhydrophobicity and self-cleaning. Ultramicroscopy 2009, 109, 1029–1034. [Google Scholar] [CrossRef] [PubMed]
- Im, M.; Im, H.; Lee, J.H.; Yoon, J.B.; Choi, Y.K. A robust superhydrophobic and superoleophobic surface with inverse-trapezoidal microstructures on a large transparent flexible substrate. Soft Matter 2010, 6, 1401–1404. [Google Scholar] [CrossRef]
- He, Y.; Jiang, C.; Yin, H.; Chen, J.; Yuan, W. Superhydrophobic silicon surfaces with micro-nano hierarchical structures via deep reactive ion etching and galvanic etching. J. Colloid Interface Sci. 2011, 364, 219–229. [Google Scholar] [CrossRef] [PubMed]
- Xu, M.; Lu, N.; Qi, D.; Xu, H.; Wang, Y.; Shi, S.; Chi, L. Fabrication of superhydrophobic polymer films with hierarchical silver microbowl array structures. J. Colloid Interface Sci. 2011, 360, 300–304. [Google Scholar] [CrossRef] [PubMed]
- Victor, J.J.; Erb, U.; Tomantschger, K.; Nagarajan, N.; Facchini, D.; Neacsu, M. Method of Making Articles with Super-Hydrophobic and/or Self-Cleaning Surfaces. U.S. Patent 8,784,713, 22 July 2014. [Google Scholar]
- Sheng, X.; Zhang, J. Superhydrophobic behaviors of polymeric surfaces with aligned nanofibers. Langmuir 2009, 25, 6916–6922. [Google Scholar] [CrossRef] [PubMed]
- Baldacchini, T.; Carey, J.E.; Zhou, M.; Mazur, E. Superhydrophobic surfaces prepared by microstructuring of silicon using a femtosecond laser. Langmuir 2006, 22, 4917–4919. [Google Scholar] [CrossRef] [PubMed]
- Vorobyev, A.Y.; Guo, C. Multifunctional surfaces produced by femtosecond laser pulses. J. Appl. Phys. 2015, 117, 21–26. [Google Scholar] [CrossRef] [Green Version]
- Qian, B.; Zhen, Z. Fabrication of superhydrophobic surfaces by dislocation-selective chemical etching on Al, Cu and Zn substrates. Langmuir 2005, 21, 9007–9009. [Google Scholar] [CrossRef] [PubMed]
- Guo, Z.; Zhou, F.; Hao, J.; Liu, W. Effects of system parameters on making aluminum alloy lotus. J. Colloid Interface Sci. 2006, 303, 298–305. [Google Scholar] [CrossRef] [PubMed]
- Tsougeni, K.; Vourdas, N.; Tserepi, A.; Gogolides, E.; Cardinaud, C. Mechanisms of oxygen plasma nanotexturing of organic polymer surfaces: From stable super hydrophilic to super hydrophobic surfaces. Langmuir 2009, 25, 11748–11759. [Google Scholar] [CrossRef] [PubMed]
- Shirtcliffe, N.J.; Mchale, G.; Newton, M.I.; Perry, C.C. Intrinsically superhydrophobic organosilica sol-gel foams. Langmuir 2003, 19, 5626–5631. [Google Scholar] [CrossRef]
- Brassard, J.-D.; Sarkar, D.K.K.; Perron, J. Fluorine based superhydrophobic coatings. Appl. Sci. 2012, 2, 453–464. [Google Scholar] [CrossRef]
- Lee, C.H.; Drelich, J.; Yap, Y. Superhydrophobicity of boron nitride nanotubes grown on silicon substrates. Langmuir 2009, 25, 4853–4860. [Google Scholar] [CrossRef] [PubMed]
- Darmanin, T.; de Givenchy, E.T.; Amigoni, S.; Guittard, F. Superhydrophobic surfaces by electrochemical processes. Adv. Mater. 2013, 25, 1378–1394. [Google Scholar] [CrossRef] [PubMed]
- Schlesinger, M.; Paunovic, M. Modern Electroplating, 5th ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2010. [Google Scholar]
- Nishino, T.; Meguro, M.; Nakamae, K.; Matsushita, M.; Ueda, Y. The lowest surface free energy based on -CF3 alignment. Langmuir 1999, 15, 4321–4323. [Google Scholar] [CrossRef]
- Wenzel, R.N. Resistance of solid surfaces to wetting by water. J. Ind. Eng. Chem. 1936, 28, 988–994. [Google Scholar] [CrossRef]
- Cassie, A.B.D.; Baxter, S. Wettability of porous surfaces. Trans. Faraday Soc. 1944, 40, 546–551. [Google Scholar] [CrossRef]
- Cassie, A.B.D. Contact angles. Discuss. Faraday Soc. 1948, 3, 11–16. [Google Scholar] [CrossRef]
- Nosonovsky, M. Multiscale roughness and stability of superhydrophobic biomimetic interfaces. Langmuir 2007, 23, 3157–3161. [Google Scholar] [CrossRef] [PubMed]
- Furmidge, C.G. Studies at phase interfaces. I. The sliding of liquid drops on solid surfaces and a theory for spray retention. J. Colloid Sci. 1962, 17, 309–324. [Google Scholar] [CrossRef]
- Quere, D.; Lafuma, A.L.; Bico, J. Slippy and sticky microtextured solids. Nanotechnology 2003, 14, 1109–1112. [Google Scholar]
- Neinhuis, C. Characterization and distribution of water-repellent, self-cleaning plant surfaces. Ann. Bot. 1997, 79, 667–677. [Google Scholar] [CrossRef]
- Nosonovsky, M.; Bhushan, B. Hierarchical roughness optimization for biomimetic superhydrophobic surfaces. Ultramicroscopy 2007, 107, 969–979. [Google Scholar] [CrossRef] [PubMed]
- Pena-Munoz, E.; Berçot, P.; Grosjean, A.; Rezrazi, M.; Pagetti, J. Electrolytic and electroless coatings of Ni-PTFE composites. Surf. Coatings Technol. 1998, 107, 85–93. [Google Scholar] [CrossRef]
- Ger, M.D.; Hou, K.H.; Hwang, B.J. Transient phenomena of the codeposition of PTFE with electroless Ni-P coating at the early stage. Mater. Chem. Phys. 2004, 87, 102–108. [Google Scholar] [CrossRef]
- Mafi, I.R.; Dehghanian, C. Comparison of the coating properties and corrosion rates in electroless Ni-P/PTFE composites prepared by different types of surfactants. Appl. Surf. Sci. 2011, 257, 8653–8658. [Google Scholar] [CrossRef]
- Ramalho, A.; Miranda, J.C. Friction and wear of electroless NiP and NiP + PTFE coatings. Wear 2005, 259, 828–834. [Google Scholar] [CrossRef]
- Srinivasan, K.N.; John, S. Studies on electroless nickel-PTFE composite coatings. Surf. Eng. 2005, 21, 156–160. [Google Scholar] [CrossRef]
- Hang, T.; Hu, A.; Ling, H.; Li, M.; Mao, D. Super-hydrophobic nickel films with micro-nano hierarchical structure prepared by electrodeposition. Appl. Surf. Sci. 2010, 256, 2400–2404. [Google Scholar] [CrossRef]
- Khorsand, S.; Raeissi, K.; Ashrafizadeh, F. Corrosion resistance and long-term durability of super-hydrophobic nickel film prepared by electrodeposition process. Appl. Surf. Sci. 2014, 305, 498–505. [Google Scholar] [CrossRef]
- Gu, C.; Tu, J. One-step fabrication of nanostructured Ni film with lotus effect from deep eutectic solvent. Langmuir 2011, 27, 10132–10140. [Google Scholar] [CrossRef] [PubMed]
- Chen, Z.; Hao, L.; Chen, A.; Song, Q.; Chen, C. A rapid one-step process for fabrication of superhydrophobic surface by electrodeposition method. Electrochim. Acta 2012, 59, 168–171. [Google Scholar] [CrossRef]
- Xi, W.; Qiao, Z.; Zhu, C.; Jia, A.; Li, M. The preparation of lotus-like super-hydrophobic copper surfaces by electroplating. Appl. Surf. Sci. 2009, 255, 4836–4839. [Google Scholar] [CrossRef]
- Haghdoost, A.; Pitchumani, R. Fabricating superhydrophobic surfaces via a two-step electrodeposition technique. Langmuir 2014, 30, 4183–4191. [Google Scholar] [CrossRef] [PubMed]
- Xi, J.; Feng, L.; Jiang, L. A general approach for fabrication of superhydrophobic and superamphiphobic surfaces. Appl. Phys. Lett. 2008, 92, 25–27. [Google Scholar] [CrossRef]
- Qiu, R.; Wang, P.; Zhang, D.; Wu, J. One-step preparation of hierarchical cobalt structure with inborn superhydrophobic effect. Colloids Surfaces A Physicochem. Eng. Asp. 2011, 377, 144–149. [Google Scholar] [CrossRef]
- Chen, Z.; Hao, L.; Duan, M.; Chen, C. Electrodeposition fabrication of Co-based superhydrophobic powder coatings in non-aqueous electrolyte. Appl. Phys. A Mater. Sci. Process. 2013, 111, 581–585. [Google Scholar] [CrossRef]
- Su, F.; Yao, K.; Liu, C.; Huang, P. Rapid fabrication of corrosion resistant and superhydrophobic cobalt coating by a one-step electrodeposition. J. Electrochem. Soc. 2013, 160, D593–D599. [Google Scholar] [CrossRef]
- He, G.; Lu, S.; Xu, W.; Szunerits, S.; Boukherroub, R.; Zhang, H. Controllable growth of durable superhydrophobic coatings on a copper substrate via electrodeposition. Phys. Chem. Chem. Phys. 2015, 17, 10871–10880. [Google Scholar] [CrossRef] [PubMed]
- Cao, L.; Lu, X.; Pu, F.; Yin, X.; Xia, Y.; Huang, W.; Li, Z. Facile fabrication of superhydrophobic Bi/Bi2O3 surfaces with hierarchical micro-nanostructures by electroless deposition or electrodeposition. Appl. Surf. Sci. 2014, 288, 558–563. [Google Scholar] [CrossRef]
- Chen, Z.; Li, F.; Hao, L.; Chen, A.; Kong, Y. One-step electrodeposition process to fabricate cathodic superhydrophobic surface. Appl. Surf. Sci. 2011, 258, 1395–1398. [Google Scholar] [CrossRef]
- Chen, Z.; Hao, L.; Chen, C. A fast electrodeposition method for fabrication of lanthanum superhydrophobic surface with hierarchical micro-nanostructures. Colloids Surfaces A Physicochem. Eng. Asp. 2012, 401, 1–7. [Google Scholar] [CrossRef]
- Liu, Q.; Kang, Z. One-step electrodeposition process to fabricate superhydrophobic surface with improved anticorrosion property on magnesium alloy. Mater. Lett. 2014, 137, 210–213. [Google Scholar] [CrossRef]
- Liu, Q.; Chen, D.; Kang, Z. One-step electrodeposition process to fabricate corrosion-resistant superhydrophobic surface on magnesium alloy. ACS Appl. Mater. Interfaces 2015, 7, 1859–1867. [Google Scholar] [CrossRef] [PubMed]
- Yu, Q.; Zeng, Z.; Zhao, W.; Li, M.; Wu, X.; Xue, Q. Fabrication of adhesive superhydrophobic Ni-Cu-P alloy coatings with high mechanical strength by one step electrodeposition. Colloids Surfaces A Physicochem. Eng. Asp. 2013, 427, 1–6. [Google Scholar] [CrossRef]
- Chen, Z.; Tian, F.; Hu, A.; Li, M. A facile process for preparing superhydrophobic nickel films with stearic acid. Surf. Coat. Technol. 2013, 231, 88–92. [Google Scholar] [CrossRef]
- Su, F.; Yao, K. Facile fabrication of superhydrophobic surface with excellent mechanical abrasion and corrosion resistance on copper substrate by a novel method. ACS Appl. Mater. Interfaces 2014, 6, 8762–8770. [Google Scholar] [CrossRef] [PubMed]
- Shafiei, M.; Alpas, A.T. Nanocrystalline nickel films with lotus leaf texture for superhydrophobic and low friction surfaces. Appl. Surf. Sci. 2009, 256, 710–719. [Google Scholar] [CrossRef]
- Wang, Z.; Li, Q.; She, Z.; Chen, F.; Li, L. Low-cost and large-scale fabrication method for an environmentally-friendly superhydrophobic coating on magnesium alloy. J. Mater. Chem. 2012, 22, 4097–4105. [Google Scholar] [CrossRef]
- Wang, L.; Guo, S.; Dong, S. Facile electrochemical route to directly fabricate hierarchical spherical cupreous microstructures: Toward superhydrophobic surface. Electrochem. Commun. 2008, 10, 655–658. [Google Scholar] [CrossRef]
- Shirtcliffe, N.J.; McHale, G.; Newton, M.I.; Perry, C.C. Wetting and wetting transitions on copper-based super-hydrophobic surfaces. Langmuir 2005, 21, 937–943. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.; Liang, J.; Liu, B.; Peng, Z. Preparation of superhydrophobic zinc coating for corrosion protection. Colloids Surfaces A Physicochem. Eng. Asp. 2014, 454, 113–118. [Google Scholar] [CrossRef]
- Brassard, J.D.; Sarkar, D.K.; Perron, J.; Audibert-Hayet, A.; Melot, D. Nano-micro structured superhydrophobic zinc coating on steel for prevention of corrosion and ice adhesion. J. Colloid Interface Sci. 2014, 447, 240–247. [Google Scholar] [CrossRef] [PubMed]
- Kok, K.Y.; Ng, I.K.; Saidin, N.U.; Bustamam, F.K.A. Fabrication of ZnO nanostructures with self-cleaning functionality. Adv. Mater. Res. 2011, 364, 100–104. [Google Scholar] [CrossRef]
- Li, W.; Kang, Z. Fabrication of corrosion resistant superhydrophobic surface with self-cleaning property on magnesium alloy and its mechanical stability. Surf. Coat. Technol. 2014, 253, 205–213. [Google Scholar] [CrossRef]
- Xiao, H.; Hu, A.; Hang, T.; Li, M. Electrodeposited nanostructured cobalt film and its dual modulation of both superhydrophobic property and adhesiveness. Appl. Surf. Sci. 2015, 324, 319–323. [Google Scholar] [CrossRef]
- Gu, C.; Zhang, T. Electrochemical synthesis of silver polyhedrons and dendritic films. Langmuir 2008, 24, 12010–12016. [Google Scholar] [CrossRef] [PubMed]
- Magagnin, L.; Menghua, W.; Tabatabaei, S.T.; Demir, B.; Sansotera, M.; Talaeemashhadi, S.; Navarrini, W. Electrodeposition of hierarchical nanostructured gold coatings as facile route for fabrication of superhydrophobic surfaces. ECS Trans. 2012, 41, 111–119. [Google Scholar]
- Ye, W.; Yan, J.; Ye, Q.; Zhou, F. Template-free and direct electrochemical deposition of hierarchical dendritic gold microstructures: Growth and their multiple applications. J. Phys. Chem. C 2010, 114, 15617–15624. [Google Scholar] [CrossRef]
- Ren, H.X.; Huang, X.J.; Yarimaga, O.; Choi, Y.K.; Gu, N. A cauliflower-like gold structure for superhydrophobicity. J. Colloid Interface Sci. 2009, 334, 103–107. [Google Scholar] [CrossRef] [PubMed]
- Yu, X.; Wang, Z.; Jiang, Y.; Shi, F.; Zhang, X. Reversible pH-responsive surface: From superhydrophobicity to superhydrophilicity. Adv. Mater. 2005, 17, 1289–1293. [Google Scholar] [CrossRef]
- Jeong, H.; Kim, J. Electrodeposition of nanoflake Pd structures: Structure-dependent wettability and SERS activity. ACS Appl. Mater. Interfaces 2015, 7129–7135. [Google Scholar] [CrossRef] [PubMed]
- Qu, M.; Zhao, G.; Wang, Q.; Cao, X.; Zhang, J. Fabrication of superhydrophobic surfaces by a Pt nanowire array on Ti/Si substrates. Nanotechnology 2008, 19. [Google Scholar] [CrossRef] [PubMed]
- Lee, J.M.; Bae, K.M.; Jung, K.K.; Jeong, J.H.; Ko, J.S. Creation of microstructured surfaces using Cu-Ni composite electrodeposition and their application to superhydrophobic surfaces. Appl. Surf. Sci. 2014, 289, 14–20. [Google Scholar] [CrossRef]
- She, Z.; Li, Q.; Wang, Z.; Li, L.; Chen, F.; Zhou, J. Novel method for controllable fabrication of a superhydrophobic CuO surface on AZ91D magnesium alloy. ACS Appl. Mater. Interfaces 2012, 4, 4348–4356. [Google Scholar] [CrossRef] [PubMed]
- Chu, Q.; Liang, J.; Hao, J. Facile fabrication of a robust super-hydrophobic surface on magnesium alloy. Colloids Surfaces A Physicochem. Eng. Asp. 2014, 443, 118–122. [Google Scholar] [CrossRef]
- Hu, Y.W.; Liu, S.; Huang, S.Y.; Pan, W. Fabrication of superhydrophobic surfaces of titanium dioxide and nickel through electrochemical deposition on stainless steel substrate. Key Eng. Mater. 2010, 434–435, 496–498. [Google Scholar] [CrossRef]
- Huang, S.; Hu, Y.; Pan, W. Relationship between the structure and hydrophobic performance of Ni-TiO2 nanocomposite coatings by electrodeposition. Surf. Coat. Technol. 2011, 205, 3872–3876. [Google Scholar] [CrossRef]
- Aruna, S.T.; Muniprakash, M.; William Grips, V.K. Effect of titania particles preparation on the properties of Ni-TiO2 electrodeposited composite coatings. J. Appl. Electrochem. 2013, 43, 805–815. [Google Scholar] [CrossRef]
- Ibe, T.; Kiyokawa, H.; Chong, Y.-B.; Yonezawa, S.; Takashima, M. Electrodeposition and surface properties of nickel-PTFE composite film. Mater. Sci. Res. Int. 1998, 4, 148–152. [Google Scholar] [CrossRef]
- Wang, F.; Arai, S.; Endo, M. Electrochemical preparation and characterization of nickel/ultra-dispersed PTFE composite films from aqueous solution. Mater. Trans. 2004, 45, 1311–1316. [Google Scholar] [CrossRef]
- Iacovetta, D.; Tam, J.; Erb, U. Synthesis, structure, and properties of superhydrophobic nickel-PTFE nanocomposite coatings made by electrodeposition. Surf. Coat. Technol. 2015, 279, 134–141. [Google Scholar] [CrossRef]
- Garcia, I.; Fransaer, J.; Celis, J.P. Electrodeposition and sliding wear resistance of nickel composite coatings containing micron and submicron SiC particles. Surf. Coat. Technol. 2001, 148, 171–178. [Google Scholar] [CrossRef]
- Zimmerman, A.F.; Clark, D.G.; Aust, K.T.; Erb, U. Pulse electrodeposition of Ni-SiC nanocomposite. Mater. Lett. 2002, 52, 85–90. [Google Scholar] [CrossRef]
- El-Sherik, A.M.; Erb, U.; Palumbo, G.; Aust, K.T. Deviations from Hall-Petch behaviour in as-prepared nanocrystalline nickel. Scr. Metall. Mater. 1992, 27, 1185–1188. [Google Scholar] [CrossRef]
- Jeong, D.H.; Gonzalez, F.; Palumbo, G.; Aust, K.T.; Erb, U. The effect of grain size on the wear properties of electrodeposited nanocrystalline nickel coatings. Scr. Mater. 2001, 44, 493–499. [Google Scholar] [CrossRef]
- Chen, Y.C.; Kuo, S.L.; Lee, J.L.; Ke, S.T.; Wong, C.H.; Ger, M.D. The influence of surfactant CTAB on the microstructure and material properties of nickel microelectroforming. Key Eng. Mater. 2008, 364–366, 346–350. [Google Scholar] [CrossRef]
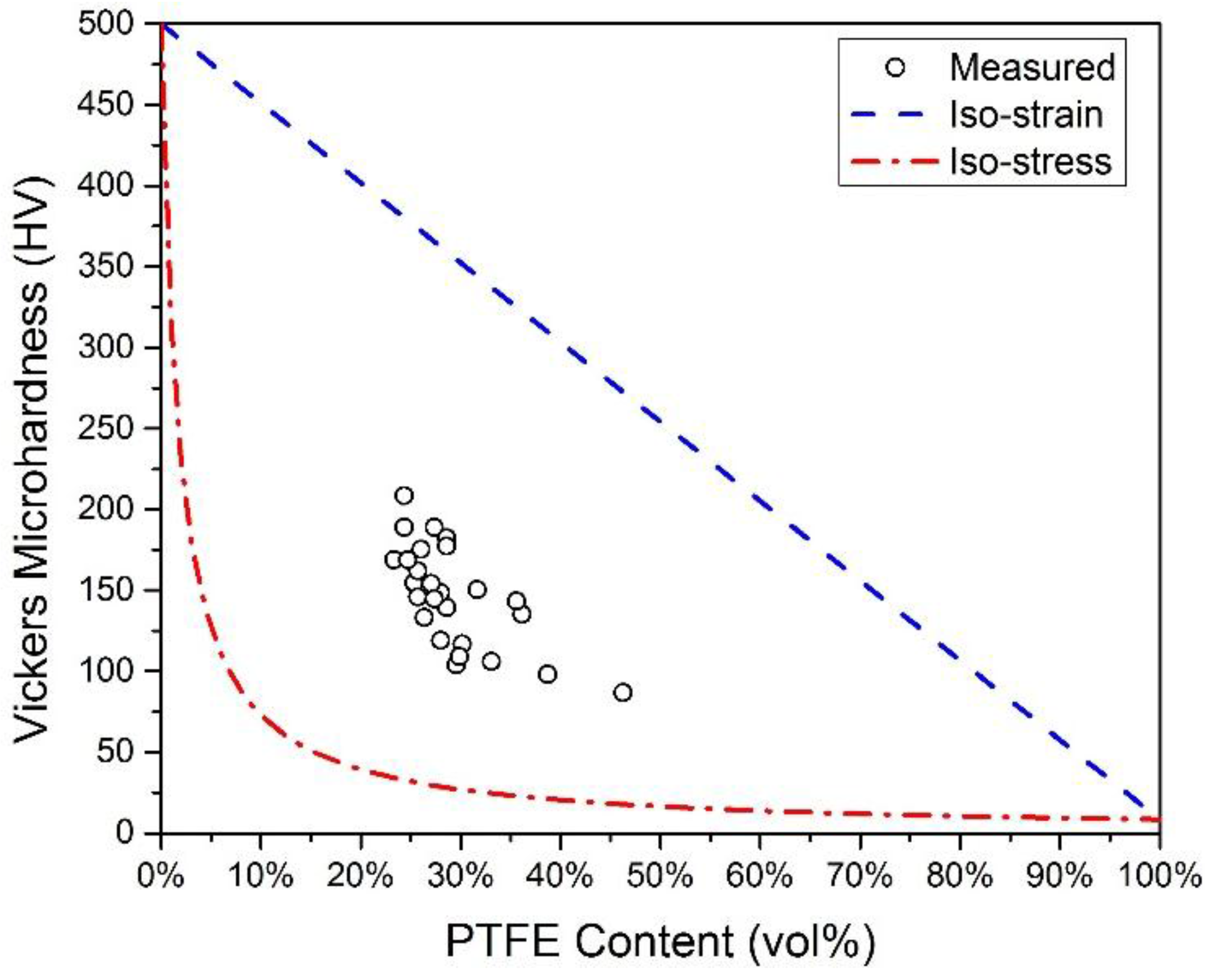
- Kim, H.S. On the rule of mixtures for the hardness of particle reinforced composites. Mater. Sci. Eng. A 2000, 289, 30–33. [Google Scholar] [CrossRef]
- Azimi, G.; Dhiman, R.; Kwon, H.-M.; Paxson, A.T.; Varanasi, K.K. Hydrophobicity of rare-earth oxide ceramics. Nat. Mater. 2013, 12, 315–320. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.-Y.; Ge, Q.; Yang, L.-L.; Shi, X.-J.; Li, J.-J.; Yang, D.-Q.; Sacher, E. Durable superhydrophobic PTFE films through the introduction of micro- and nanostructured pores. Appl. Surf. Sci. 2015, 339, 151–157. [Google Scholar] [CrossRef]
- Zhu, X.; Zhang, Z.; Men, X.; Yang, J.; Wang, K.; Xu, X.; Zhou, X.; Xue, Q. Robust superhydrophobic surfaces with mechanical durability and easy repairability. J. Mater. Chem. 2011, 21, 15793–15797. [Google Scholar] [CrossRef]
- Zhu, X.; Zhang, Z.; Yang, J.; Xu, X.; Men, X.; Zhou, X. Facile fabrication of a superhydrophobic fabric with mechanical stability and easy-repairability. J. Colloid Interface Sci. 2012, 380, 182–186. [Google Scholar] [CrossRef] [PubMed]
- Chen, K.; Zhou, S.; Wu, L. Facile fabrication of self-repairing superhydrophobic coatings. Chem. Commun. 2014, 50, 11891–11894. [Google Scholar] [CrossRef] [PubMed]
- Zou, H.; Lin, S.; Tu, Y.; Liu, G.; Hu, J.; Li, F.; Miao, L.; Zhang, G.; Luo, H.; Liu, F.; et al. Simple approach towards fabrication of highly durable and robust superhydrophobic cotton fabric from functional diblock copolymer. J. Mater. Chem. A 2013, 1, 11246–11260. [Google Scholar] [CrossRef]
- Milionis, A.; Fragouli, D.; Brandi, F.; Liakos, I.; Barroso, S.; Ruffilli, R.; Athanassiou, A. Superhydrophobic/superoleophilic magnetic elastomers by laser ablation. Appl. Surf. Sci. 2015, 351, 74–82. [Google Scholar] [CrossRef]
- Wang, H.; Liu, Z.; Wang, E.; Yuan, R.; Gao, D.; Zhang, X.; Zhu, Y. A robust superhydrophobic PVDF composite coating with wear/corrosion-resistance properties. Appl. Surf. Sci. 2015, 332, 518–524. [Google Scholar] [CrossRef]
- Liu, L.; Chen, R.; Liu, W.; Zhang, Y.; Shi, X.; Pan, Q. Fabrication of superhydrophobic copper sulfide film for corrosion protection of copper. Surf. Coat. Technol. 2015, 272, 221–228. [Google Scholar] [CrossRef]
- Xiu, Y.; Liu, Y.; Hess, D.W.; Wong, C.P. Mechanically robust superhydrophobicity on hierarchically structured Si surfaces. Nanotechnology 2010, 21. [Google Scholar] [CrossRef] [PubMed]
- Xiu, Y.; Liu, Y.; Balu, B.; Hess, D.W.; Wong, C. Robust superhydrophobic surfaces prepared with epoxy resin and silica nanoparticles. IEEE Trans. Compon. Packag. Manuf. Technol. 2012, 2, 395–401. [Google Scholar] [CrossRef]
- Steele, A.; Nayak, B.K.; Davis, A.; Gupta, M.C.; Loth, E. Linear abrasion of a titanium superhydrophobic surface prepared by ultrafast laser microtexturing. J. Micromech. Microeng. 2013, 23. [Google Scholar] [CrossRef]
- Wang, Y.; Xue, J.; Wang, Q.; Chen, Q.; Ding, J. Verification of icephobic/anti-icing properties of a superhydrophobic surface. ACS Appl. Mater. Interfaces 2013, 5, 3370–3381. [Google Scholar] [CrossRef] [PubMed]
- Cheng, Y.T.; Rodak, D.E. Is the lotus leaf superhydrophobic? Appl. Phys. Lett. 2005, 86, 1–3. [Google Scholar] [CrossRef]
- Liu, Y.; Choi, C.H. Condensation-induced wetting state and contact angle hysteresis on superhydrophobic lotus leaves. Colloid Polym. Sci. 2013, 291, 437–445. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Electrodeposit Category | Material | Bath Type | Bath Constituents | Voltage/Current Density | Morphology (H: Hierarchical) | WCA (°) | SA (°) | Reference |
|---|---|---|---|---|---|---|---|---|
| (a) | Ni | Aqueous | NiCl2, H3BO3, ethylenediamine dihydrochloride | 20–50 mA/cm2 | Nano-micro-cone array (H) | 154–156 | – | [40,41] |
| Ionic | Ethylene glycol, choline chloride, NiCl2∙6H2O | 1.0 V | Nanosheets, nanostrips, cauliflower-like (H) | 110–164 | 3 | [42] | ||
| Organic | Ethanol, NiCl2∙6H2O, myristic acid | 30 V | Cauliflower-like (H) | 163 | 2 | [43] | ||
| Cu | Aqueous | CuSO4, H2SO4 | 10–120 mA/cm2, 0.1–1.3 V | Lotus leaf-like, cauliflower-like (H) | 153–160 | 8, 5 * | [44,45] | |
| Organic | Ethanol, myristic acid | 5 V | Spiky, flower-like with nanosheets (H) | 154 | – | [46] | ||
| Organic | Ethanol, nonadecafluorodecanoic acid | 10 V | Spiky, flower-like with nanosheets (H) | 161 | – | [46] | ||
| Co | Aqueous | CoCl2, Na2SO4 | −1.0 V vs. SCE ^ | Hierarchical flower-like (H) | 162 | 3.5 * | [47] | |
| Organic | Ethanol, CoCl2, myristic acid | 30 V, 20 V | Micro-nano spheres, micro-nanofiber structure (H) | 164, 160 | 2, 6 | [48,49] | ||
| Zn | Aqueous | Zn(CH3CO2)2, KCl, NH4OH | −1.35 V vs. SCE ^ | Scaly sheets, willow leaf-like with submicron features (H) | 170 | <1 | [50] | |
| Bi | Aqueous | BiCl3, HCl | −1.5 to −2.5 V vs. SMSE † | Micron size dendrites with nanoplates (H) | 164 | – | [51] | |
| Mn | Organic | Ethanol, MnCl2, myristic acid | 30 V | Cauliflower-like (H) | 163 | <3 | [52] | |
| La | Organic | Ethanol, LaCl3∙6H2O, myristic acid | 30 V | Spiky, flower-like with nanorods | 165 | <2 | [53] | |
| Ce | Organic | Ethanol, CeCl3∙6H2O, myristic acid | 30 V | Spiky, flower-like with interpenetrating network | 163 | - | [53] | |
| Ce | Organic | Ethanol, Ce(NO3)3∙6H2O, myristic acid | 30 V | Micro-nano papillae (H) | 160 | 1, <2 | [54,55] | |
| Ni-Cu-P alloy | Aqueous | NiSO4, CuSO4, NaH2PO2, Na2SO4, citric acid, sodium dodecyl sulfate | 200 mA/cm2 | Cauliflower-like (H) | 153 | – | [56] | |
| (b) | Ni + stearic acid | Aqueous | NiCl2, H3BO3, crystal modifier | 20 mA/cm2 | Nanocone array | 148–154 | 0–90 | [57] |
| Ni + (heptadecafluoro-1,1,2,2-tetrahydrodecyl)-1-triethoxysilane | Aqueous | NiSO4, NiCl2, H3BO3 | 750 mA/cm2 | Needle-like leaf structure, pine cone-like hierarchical structure (H) | 143–162 | 3 | [58] | |
| Ni + perfluoropolyether | Aqueous | NiSO4, NiCl2, H3BO3, saccharin | 50 mA/cm2 | Lotus leaf replica with conical protuberance (H) | 156 | – | [59] | |
| Cu + lauric acid | Aqueous | CuSO4, KNaC4H4O6, NaOH, H3BO3 | 5 mA/cm2 | Microcone with nanoroughness (H) | 154 | 2 | [60] | |
| Cu + n-dodecanethiol | Aqueous | Cu(NO3)2 | −0.25 V vs. Ag/AgCl | Micro spheres with submicron roughness (H) | 152 | – | [61] | |
| Cu + fluorocarbon | Aqueous | CuSO4, H2SO4 | 200 mA/cm2 | Micro-nano-scale spheres (H) | 160 | <2 | [62] | |
| Cu + n-octanoic acid | Aqueous | CuSO4, H2SO4 | −0.8 to −2.5V vs. SCE ^ | Microclusters with nano-protuberances (H) | 153 | – | [6] | |
| Zn + polypropylene | Ionic | choline chloride, urea, thiourea, ZnCl2 | 2.5 mA/cm2 | Porous, submicron sheet structure | 170 | – | [63] | |
| Zn + silicone | Aqueous | ZnCl2, Zn(NO3)2, HNO3 | −1.4 V vs. Ag/AgCl | Micro-nano-fractal morphology (H) | 155 | 2 * | [64] | |
| ZnO + stearic acid | Aqueous | ZnCl2, Zn(NO3)2, KCl | −0.5 to −1.5 V vs. Ag/AgCl | Flower-like with nanorods (H) | 170 | – | [65] | |
| Co + stearic acid | Aqueous | CoCl2, Na2SO4 | 7.5 mA/cm2 | Hierarchical cotton-like and leaf-like (H) | 156 | 1 | [66] | |
| Aqueous | CoCl2, H3BO3, crystal modifier | 12.5 mA/cm2, 100 mA/cm2 | Nanocone array, hierarchical nanocone/shell structure (H) | 154–160 | 4–10 | [67] | ||
| Ag + n-dodecanethiol | Aqueous | AgNO3 | −0.4 to −2 V | Micron size dendrites with nanocrystals (H) | 155 | <2 | [68] | |
| Au + 1-dodecanethiol | Aqueous | Au2S, EDTA, Na2SO3 | 1–15 mA/cm2 | Nanoleaf structure on micro-aggregates (H) | 179 | – | [69] | |
| Au + 1-dodecanethiol | Aqueous | HAuCl4, Na2SO4 | −0.6 V vs. SCE ^ | Hierarchical dendritic structure (H) | 160 | – | [70] | |
| Au + fluoroalkyl silane | Aqueous | HAuCl4, polyvinylpyrrolidone | 1.0 V | Cauliflower-like (H) | 162 | – | [71] | |
| Au + thiols | Aqueous | HAuCl4, H2SO4 | −0.2 V vs. Ag/AgCl | Dendritic structure with nanobranches (H) | 154 | – | [72] | |
| Pd + n-dodecanethiol | Aqueous | K2PdCl4, H2SO4 | −0.3 to 0.25 V vs. Ag/AgCl | Spiky, nanoflake structure (H) | 161 | 3 | [73] | |
| Pt + fluoroalkyl silane | Aqueous | H2PtCl6, HCl | 0 V vs. SCE ^ | Nanowire bundles (H) | 158 | <3 | [74] | |
| Ni-Cu alloy | Aqueous | Ni(NH2SO3)2, CuSO4, H3BO3 | −0.9 to −1.5 V vs. Ag/AgCl | Microspheres with nano-protrusions (H) | 158 | 10 | [75] | |
| CuO-Cu-Zn alloy + lauric acid | Aqueous | CuSO4, ZnSO4, KNaC4H4O6 | 6 mA/cm2 | Multi-scale feather-like structure (H) | 155 | 3 | [76] | |
| Zn-Co alloy + stearic acid | Ionic | Choline chloride, urea, ZnCl2, CoCl2 | 3.5 mA/cm2 | Micro- and nano-particles in clusters (H) | 152 | – | [77] | |
| (c) | Ni-TiO2 composite + fluoroalkyl silane | Aqueous | NiSO4, NiCl2, H3BO3, sodium dodecyl sulfate, TiO2 | 60 mA/cm2 | Micro- and nano-particles (H) | 152 | – | [78] |
| Aqueous | NiSO4, NiCl2, H3BO3, Polysorbate 80, TiO2 | 14–50 mA/cm2 | Hierarchical thorn-like structure (H) | 175 | – | [79] | ||
| Aqueous | Ni(SO3NH2)2, NiCl2, H3BO3, TiO2 | 2.3–54 mA/cm2 | Nanoparticles in micron size agglomerates (H) | 157 | – | [80] | ||
| Ni-PTFE ‡ composite | Aqueous | Ni(NH2SO3)2, NiCl2, H3BO3, cationic surfactant, PTFE | 30 mA/cm2 | Microscale fractal morphology | 156 | – | [81] | |
| Aqueous | NiSO4, NiCl2, H3BO3, cationic fluorosurfactant, PTFE | 50–100 mA/cm2 | Submicron roughness | 155 | – | [82] | ||
| Aqueous | NiSO4, NiCl2, H3BO3, cetyltrimethylammonium bromide, PTFE | 100 mA/cm2 | Lotus leaf-like (H) | 152 | – | [83] |
| Wear Test | Superhydrophobic Material (E: Electrodeposit) | Abrasive Medium | Pressure (Pa) | Abrasion Length (mm) | Initial WCA (°) | Final WCA (°) | Initial SA (°) | Final SA (°) | Reference |
|---|---|---|---|---|---|---|---|---|---|
| Simple abrasion | Ce (E) | 1000-grit abrasive paper | 1300 | 500 | 160 | 148 | < 2 | – | [55] |
| Ni + (heptadecafluoro-1,1,2,2- tetrahydrodecyl)-1-triethoxysilane (E) | 800-grit abrasive paper | 1200–6000 | 1000 | 162 | 148–159 | 3 | 5–31 | [58] | |
| Co + stearic acid (E) | #800 abrasive paper | 1500 | 1100 | 156 | 148 | 1 | 40 | [66] | |
| Zn-Co alloy + stearic acid (E) | #5 abrasive paper | – | – | 152 | 145 | – | – | [77] | |
| Microstructured PTFE film, 100 µm thick | P1500 abrasive | 2700 | 4500 | 152 | 147 | 11 | 18 | [91] | |
| UHMWPE 1 substrate with silver + fluorinated | 1500 mesh abrasive paper | 10,000 | 3000 | 163 | 160 | 5 | 15 | [92] | |
| Polyester fabric with silver + fluorinated surface | 1200 mesh abrasive paper | 13,000 | – | 159 | 153 | 5 | 18 | [93] | |
| Fluorinated silica nanoparticles/TiO2 nanocomposite | 1500 mesh abrasive paper | 20,000 | 225 | 155 | 139 | 5 | 70 | [94] | |
| Cotton fabric with structured co-polymer | 1000 mesh abrasive paper | 3920 | 8000 | 158 | 150 | 3 | 18 | [95] | |
| Polydimethylsiloxane elastomer | Abrasive paper | 2000 | 800 | 165 | 152 | – | – | [96] | |
| polyvinylidene fluoride PVDF)/fluorinated ethylene propylene/carbon nanofibers composite | 1000 mesh abrasive paper | 500,000 | – | 164 | 141 | 5 | 20 | [97] | |
| Copper sulfide film + stearic acid | Cotton fabric | 5000 | 250 | 152 | 143 | – | – | [98] | |
| Hierarchical Si + PFOS 2 | TechniCloth® | 3450 | 250 | 169 | 167 | 2 | 14 | [99] | |
| SiO2 nanoparticle/epoxy composite + fluoroalkyl silane | TechniCloth® | 3450 | 3000 | 169 | 165 | 2 * | 62 * | [100] | |
| Linear Abrasion | Titanium + fluoroacrylic polymer | H-18 0.25′′ Taber abradant | 10,800–433,700 | – | 165 | 105 | 7 * | 60 * | [101] |
| Sand Abrasion | Hierarchical Si + PFOS | 140 mesh sand | Sand dropped from 30 cm above the specimen | N/A | 165 | 161 | 1 | 70 | [99] |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tam, J.; Palumbo, G.; Erb, U. Recent Advances in Superhydrophobic Electrodeposits. Materials 2016, 9, 151. https://doi.org/10.3390/ma9030151
Tam J, Palumbo G, Erb U. Recent Advances in Superhydrophobic Electrodeposits. Materials. 2016; 9(3):151. https://doi.org/10.3390/ma9030151
Chicago/Turabian StyleTam, Jason, Gino Palumbo, and Uwe Erb. 2016. "Recent Advances in Superhydrophobic Electrodeposits" Materials 9, no. 3: 151. https://doi.org/10.3390/ma9030151
APA StyleTam, J., Palumbo, G., & Erb, U. (2016). Recent Advances in Superhydrophobic Electrodeposits. Materials, 9(3), 151. https://doi.org/10.3390/ma9030151