
Mechanical Properties, Short Time Creep, and Fatigue of an Austenitic Steel
.JPG)


 ,
,  ,
,
Abstract
:1. Introduction
2. Information Concerning the Material, Equipment, Specimens, Test Procedures, and Standards
3. Test Results and Discussion
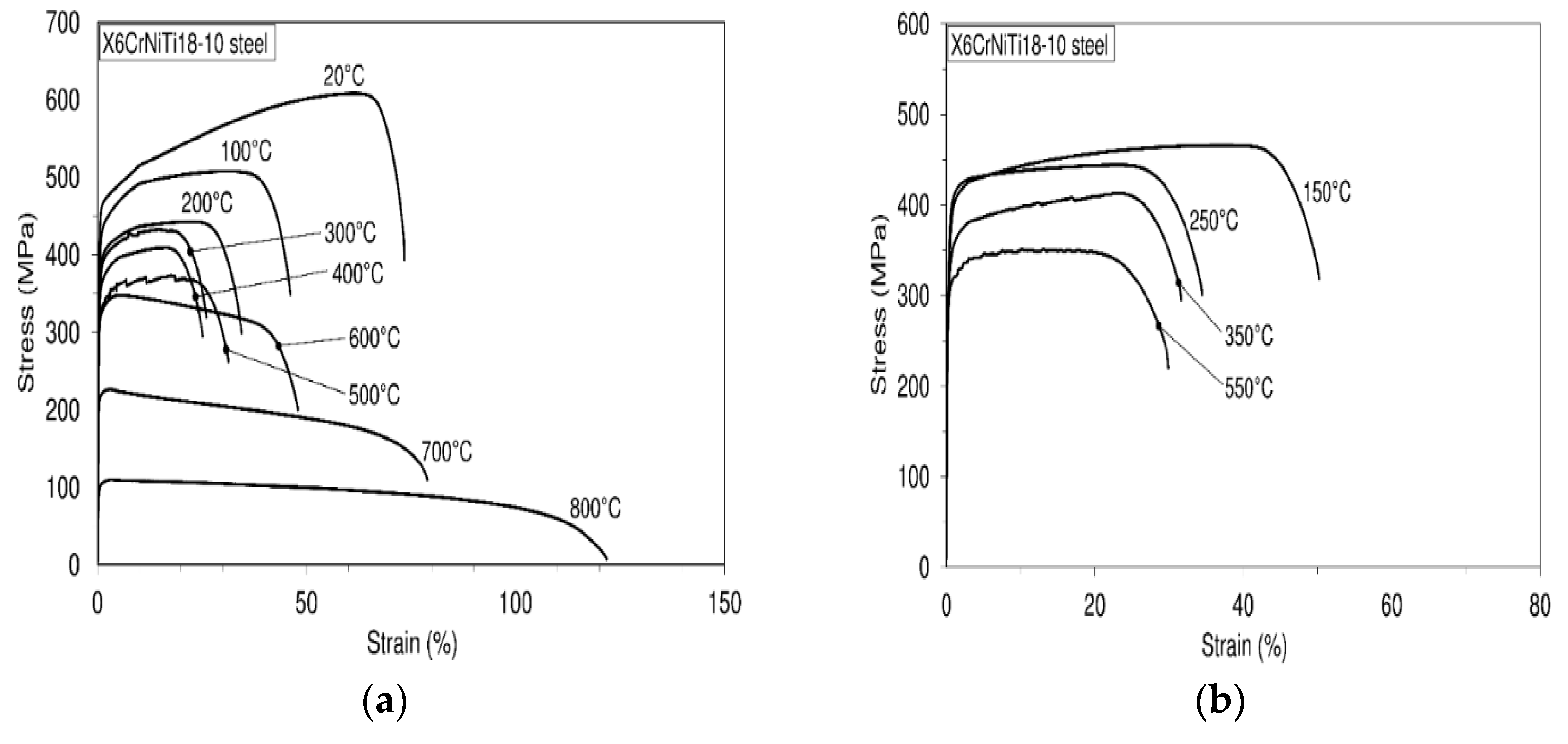
3.1. Mechanical Properties-Engineering Stress-Strain Diagrams
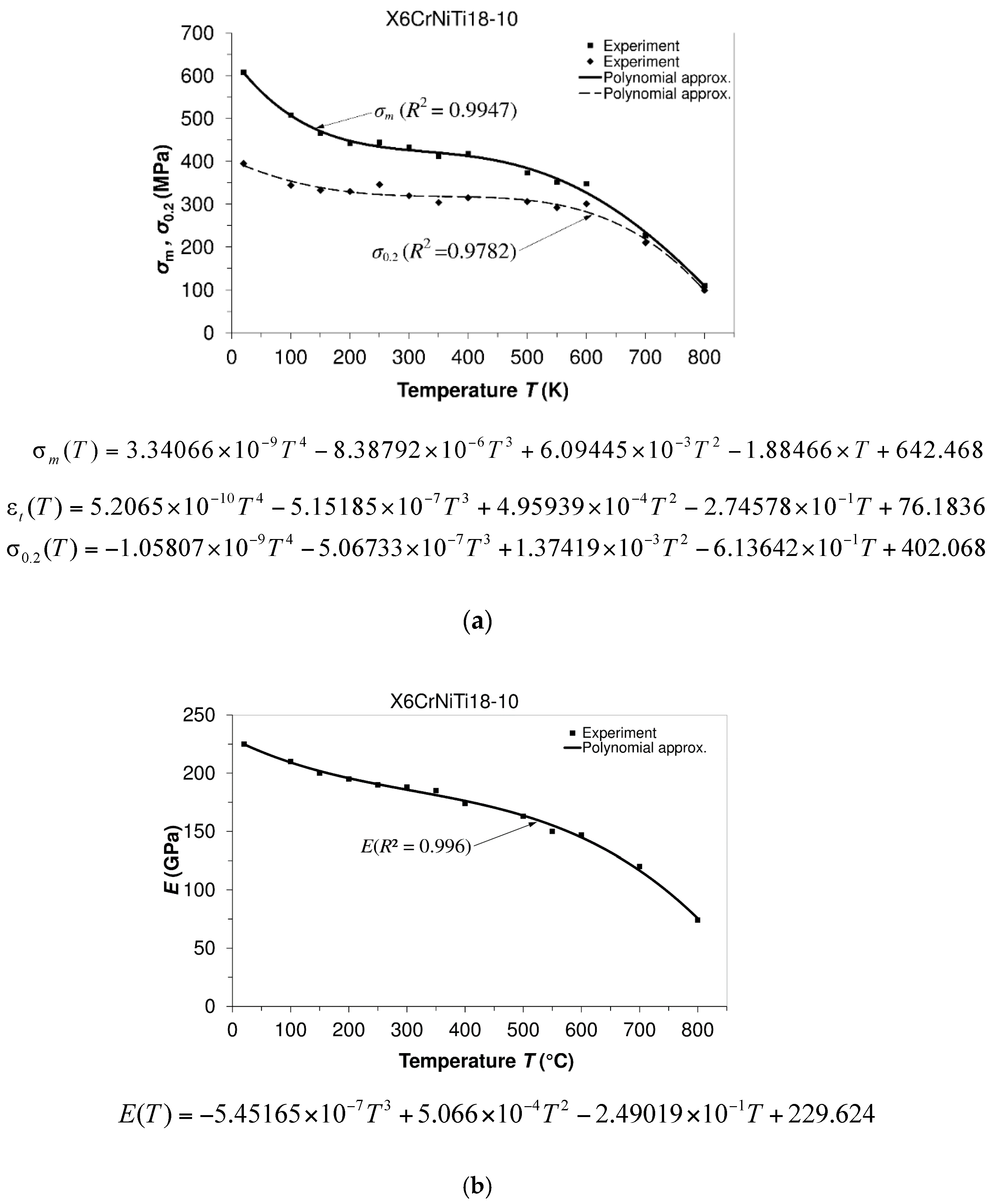
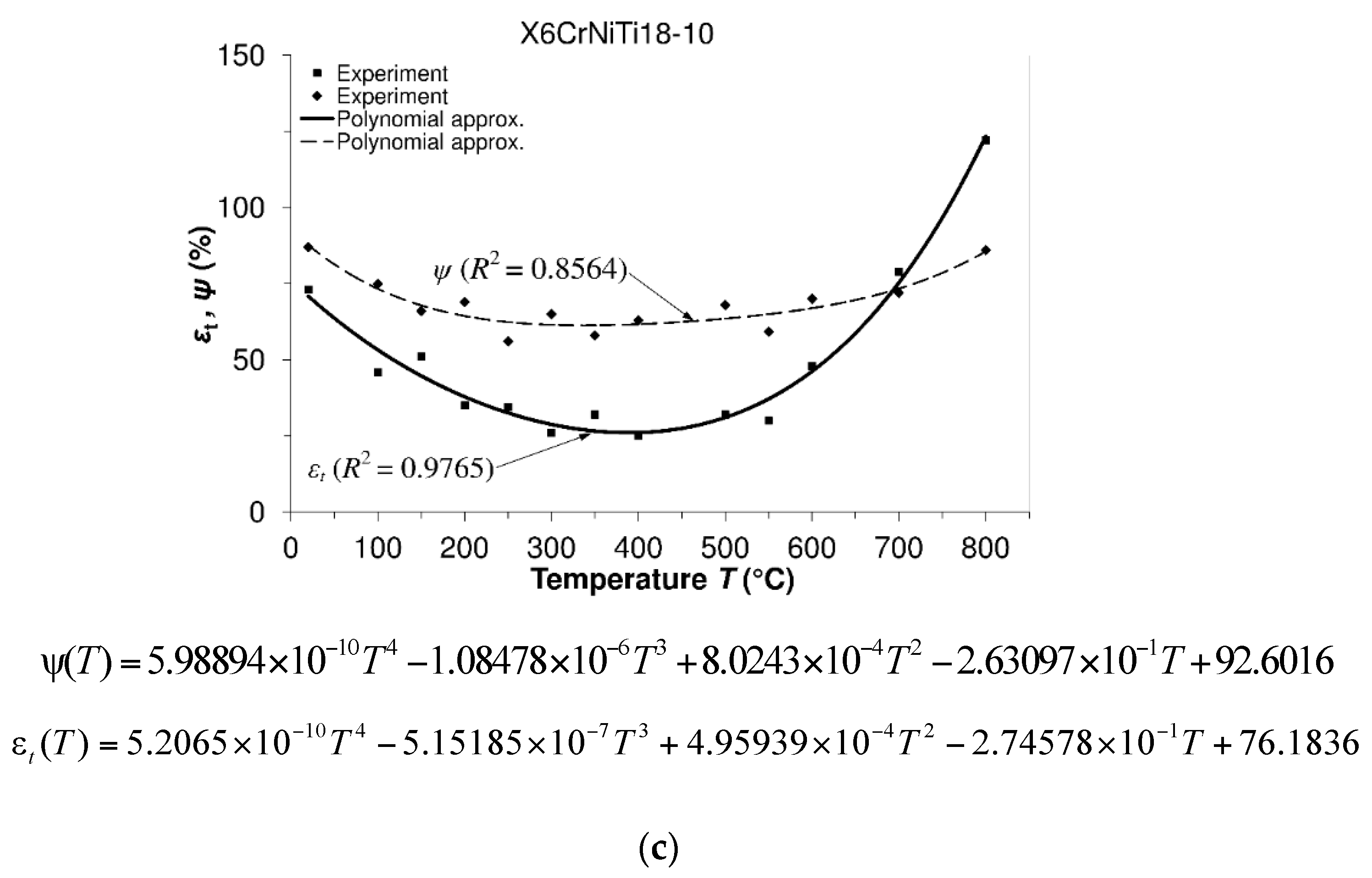
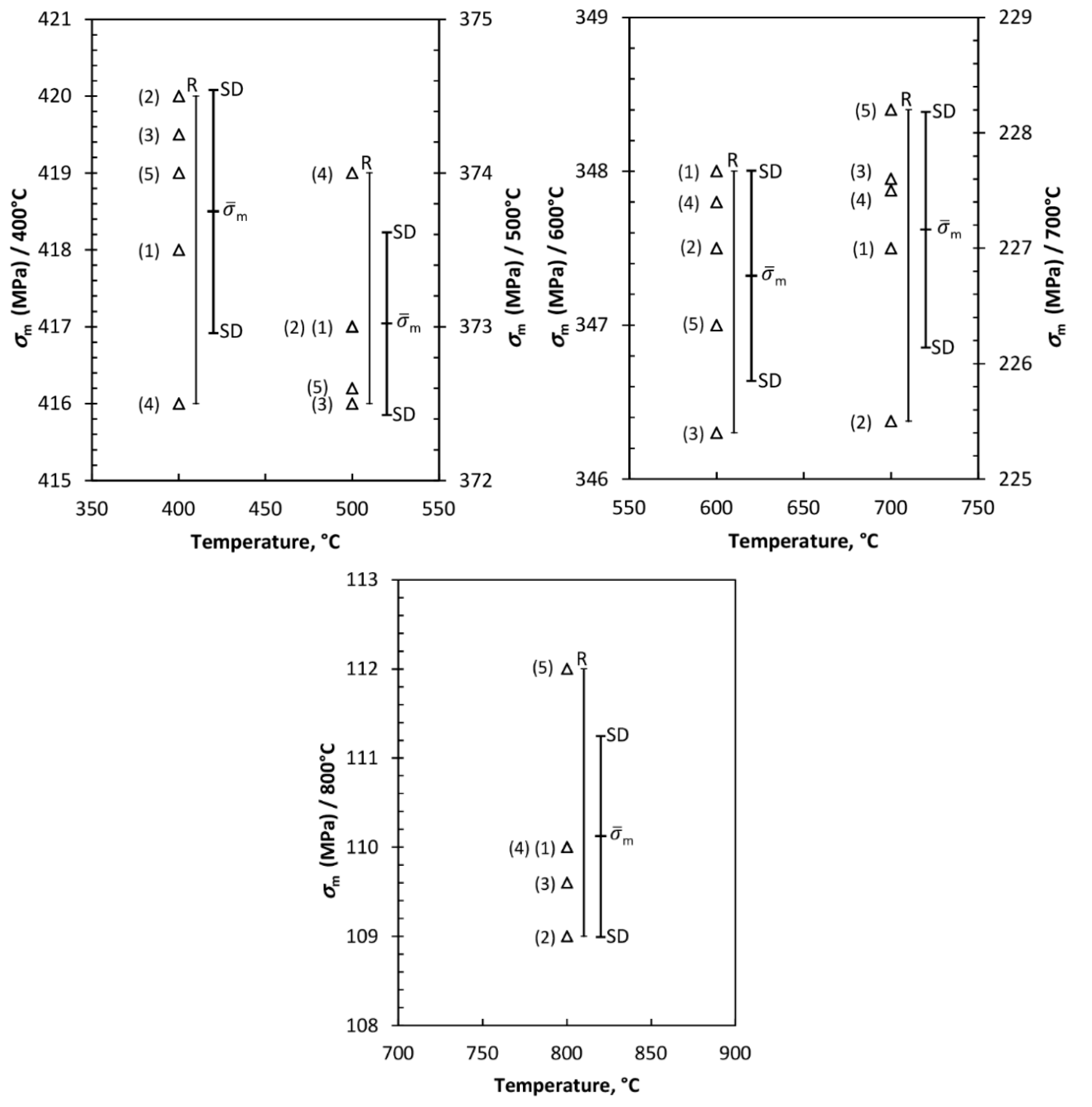
3.1.1. Graphical Representation of the Temperature Dependency of Mechanical Properties
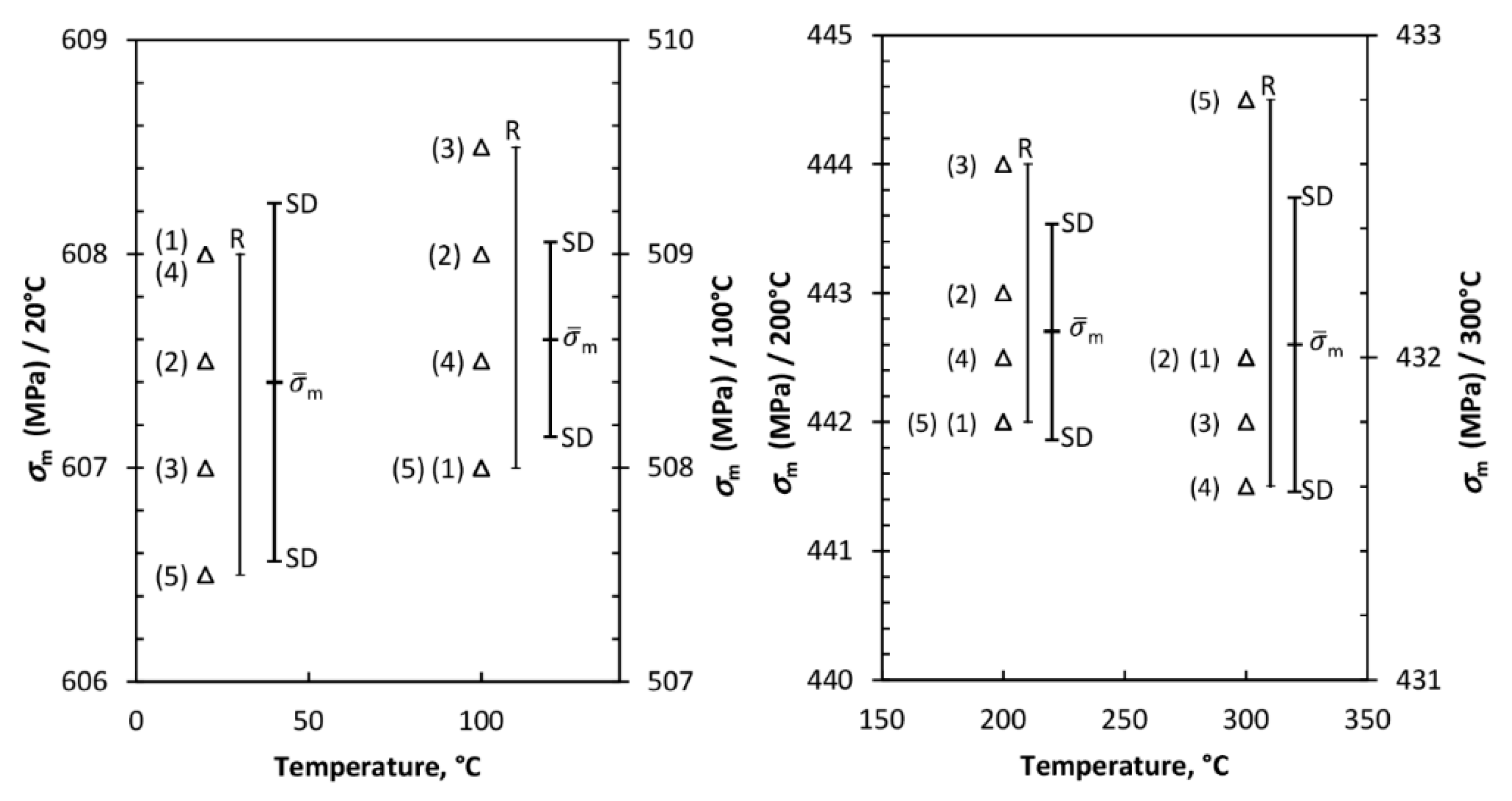
3.1.2. Descriptive Error Bars-Mechanical Properties
3.2. Determining the Resistance of Material to Creep
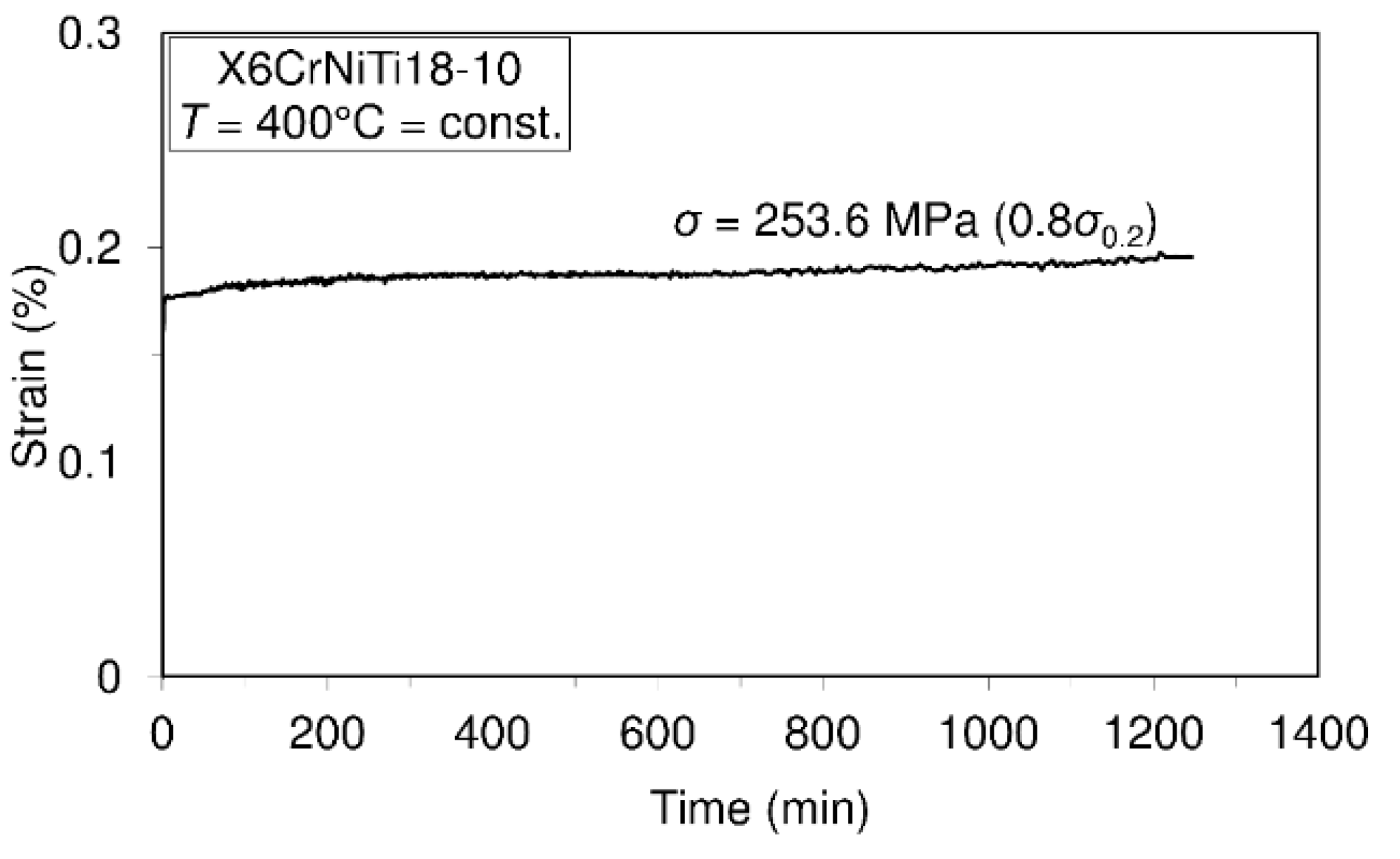
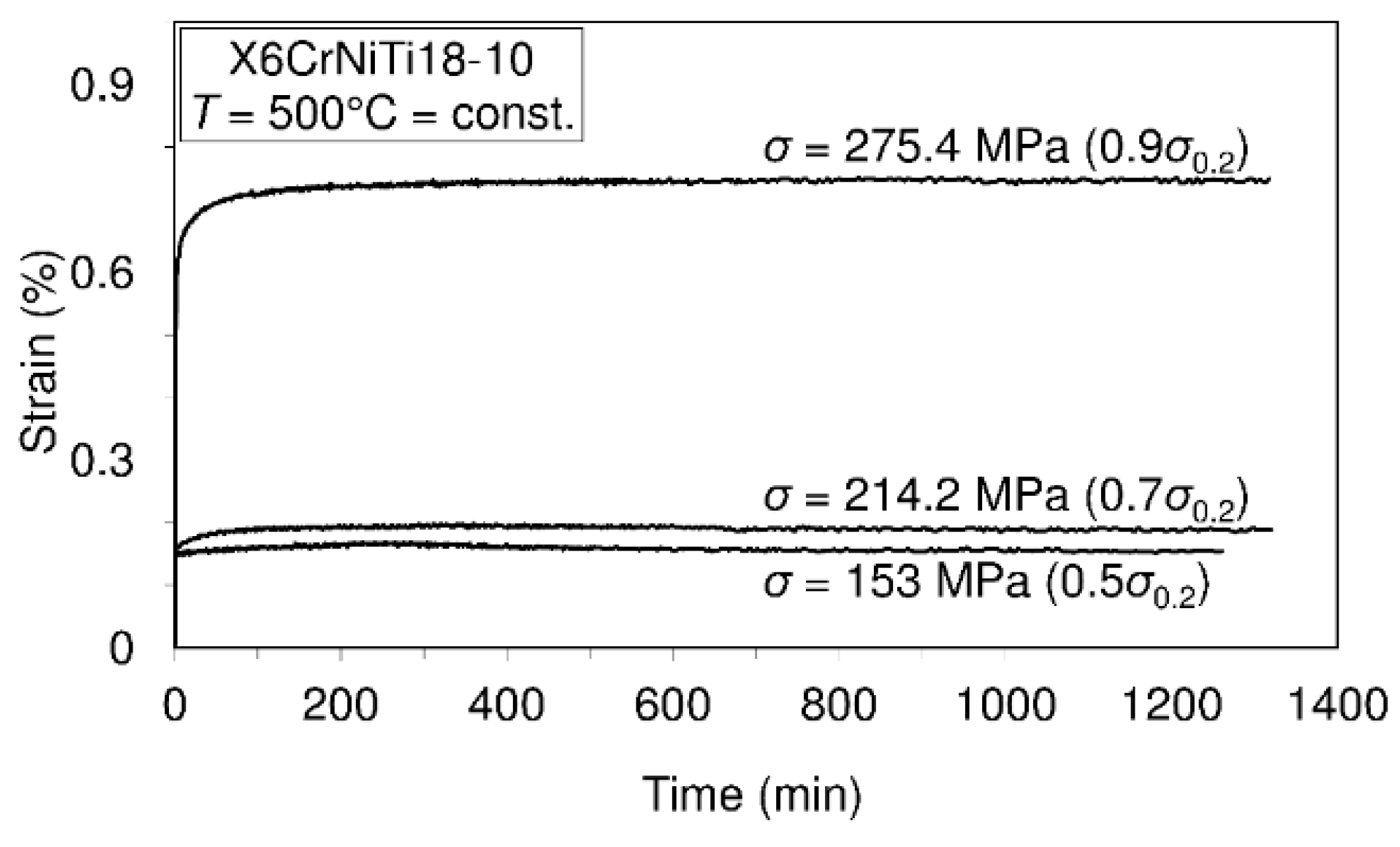
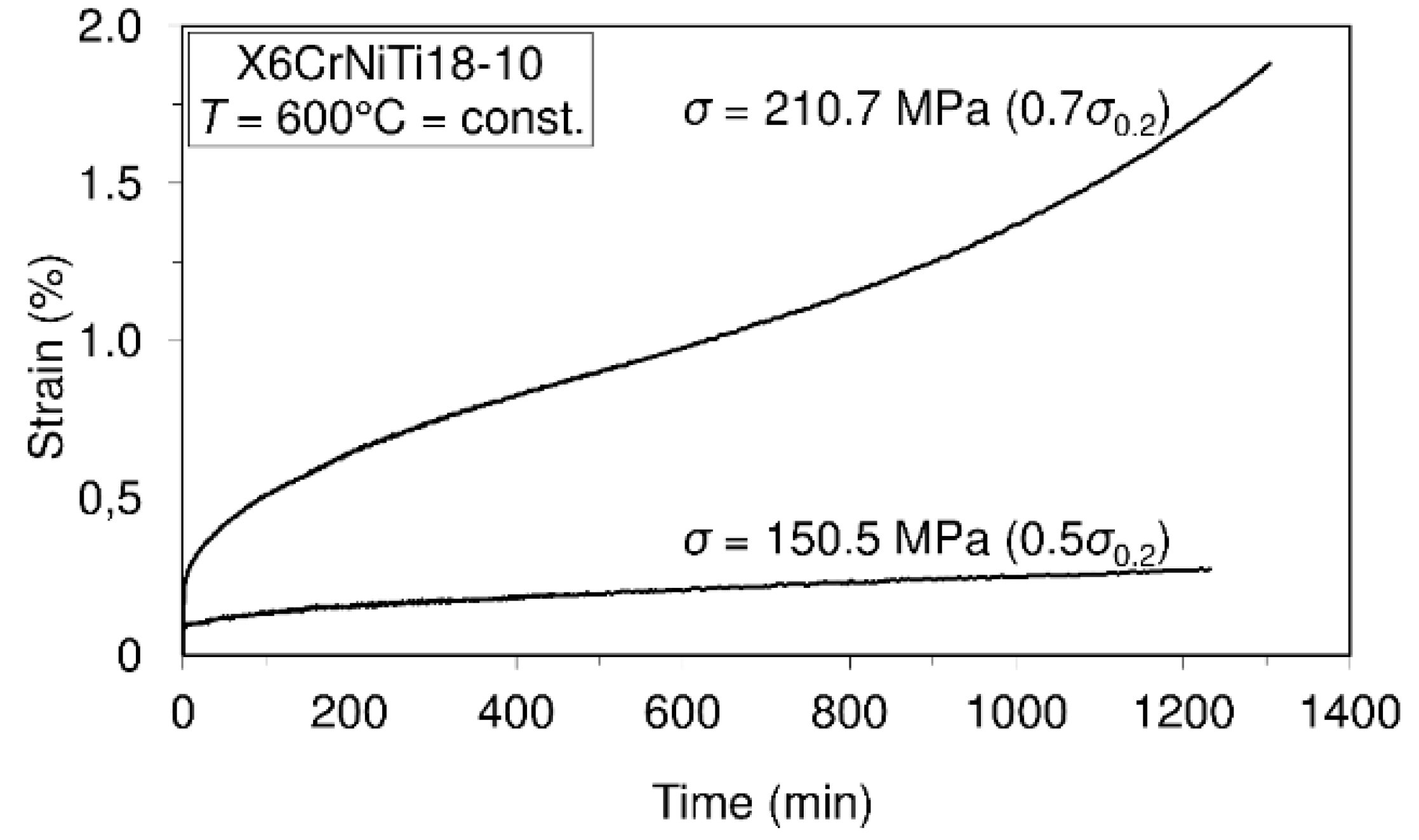
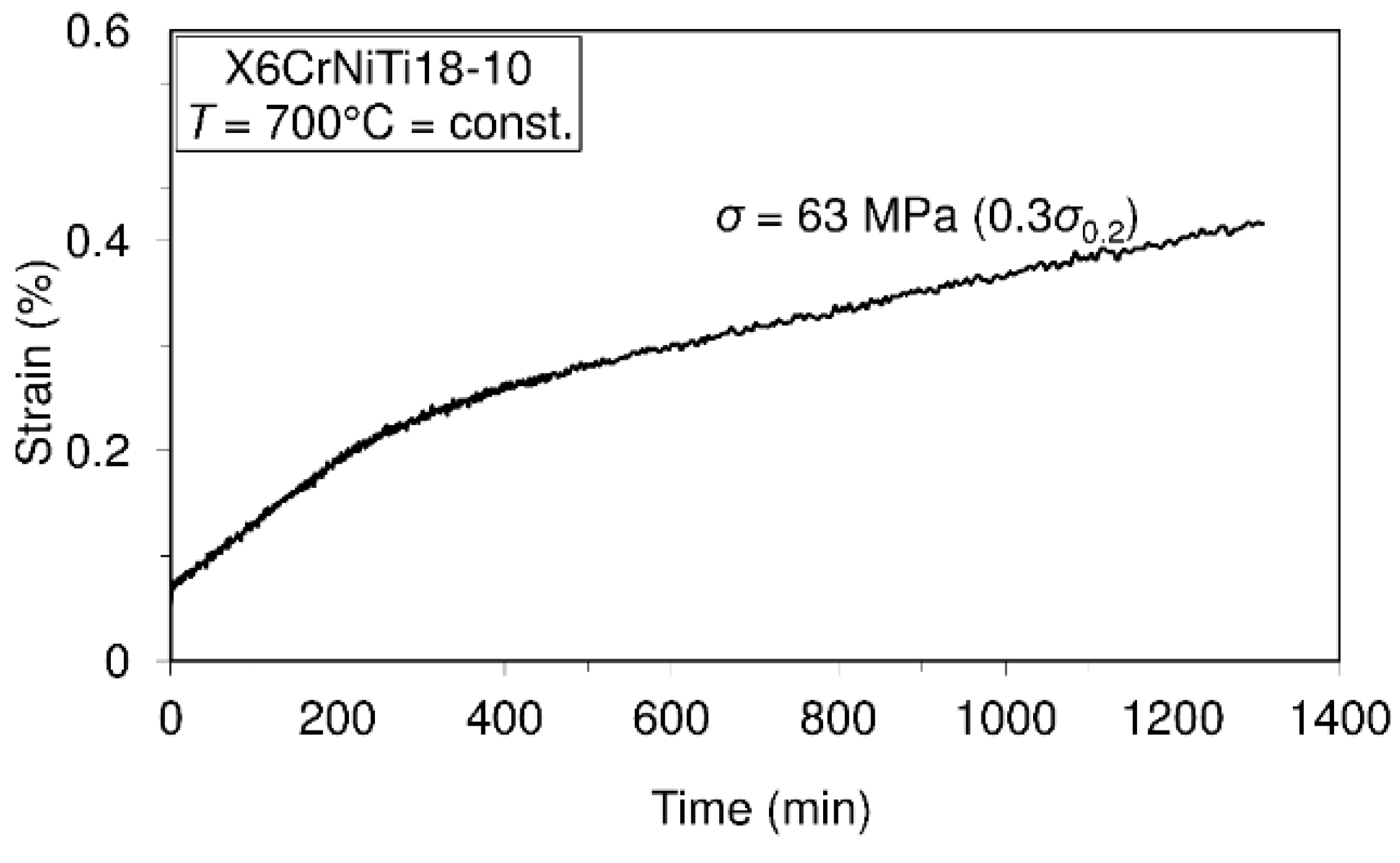
3.2.1. Short-Time Creep Tests
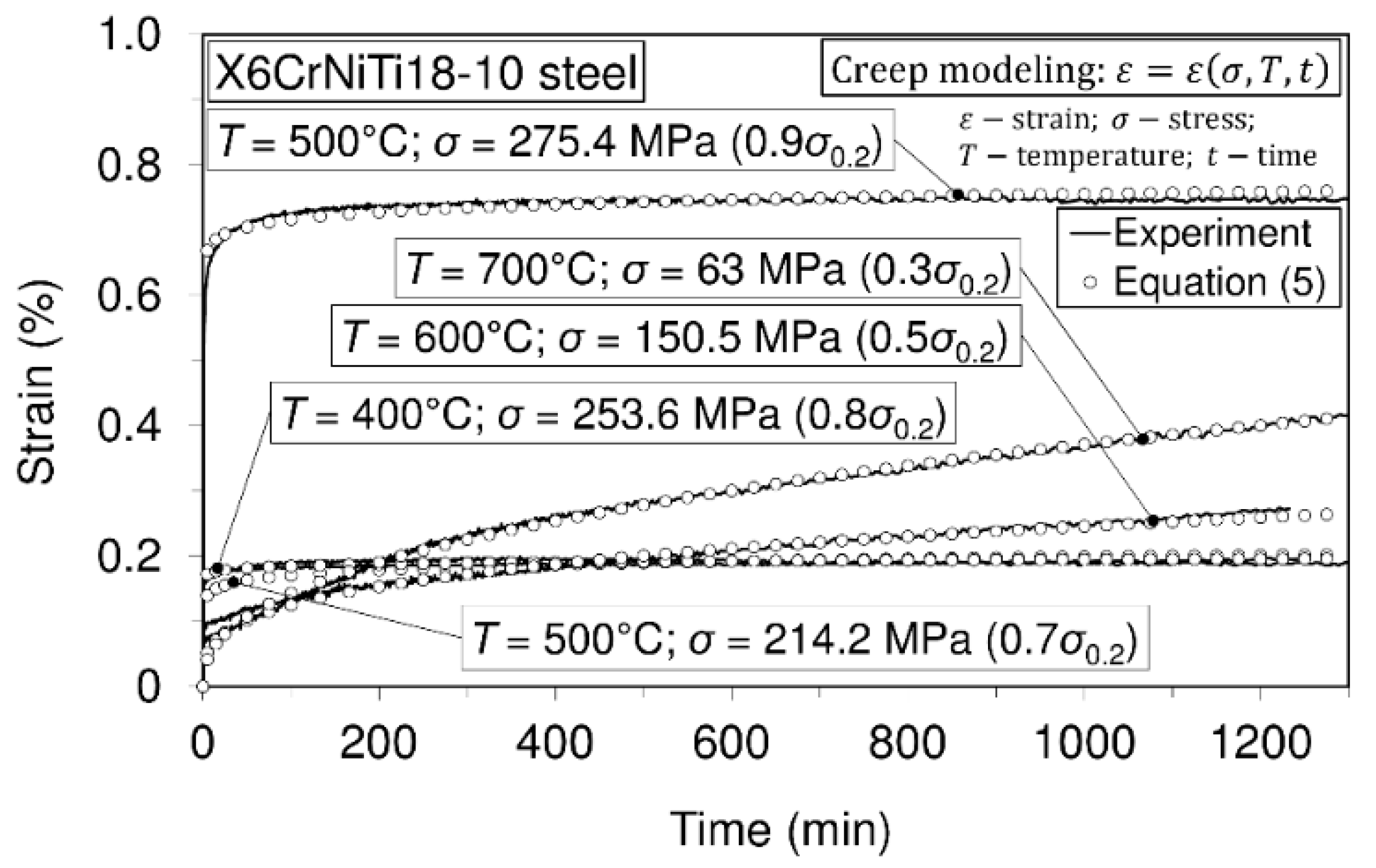
3.2.2. Creep Test Modeling
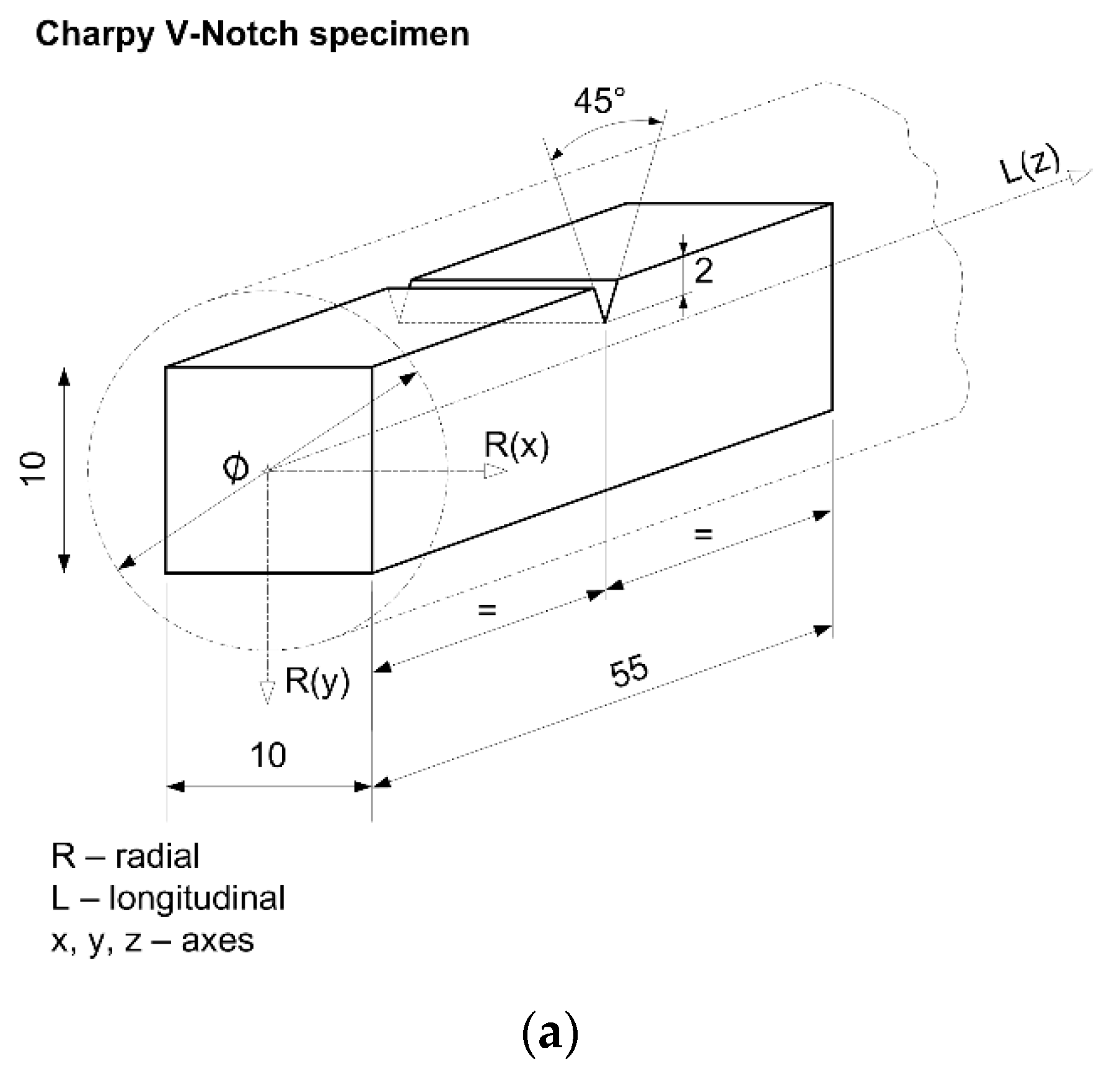
3.3. Correlation between Charpy V-Notch Impact Energy and Fracture Toughness
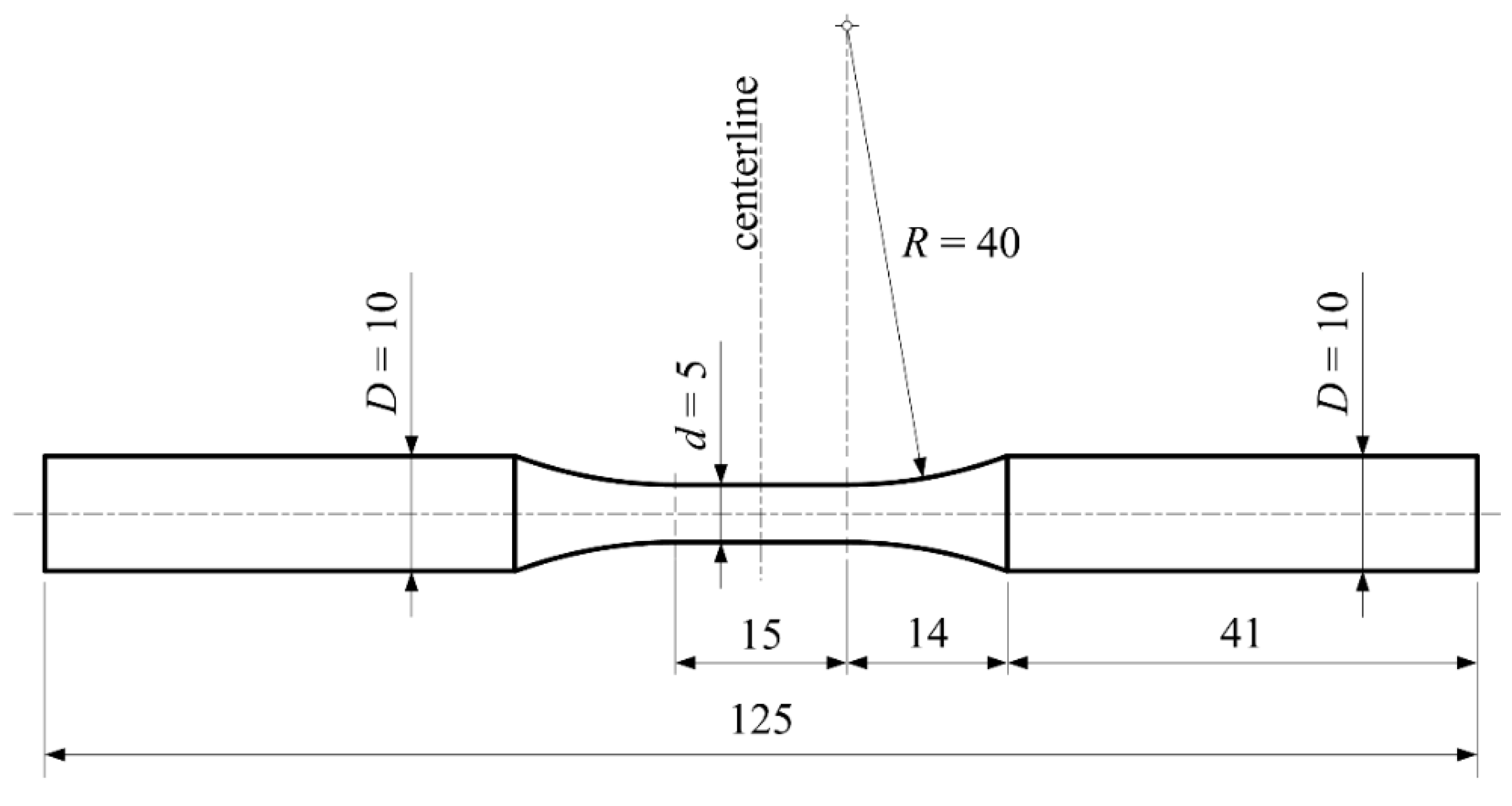
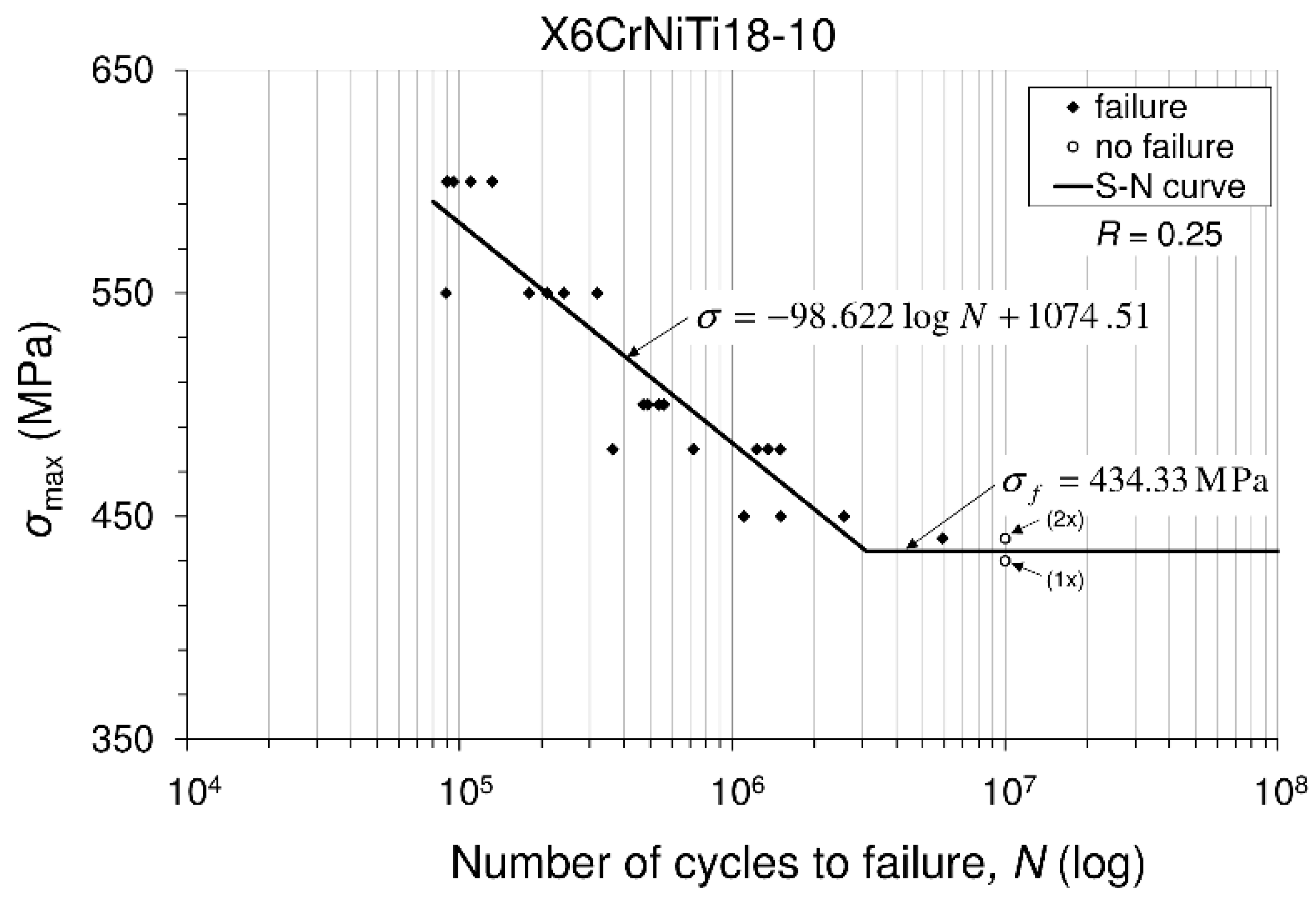
3.4. Fatigue Testing of Tensile Stressed Specimens
3.4.1. General Consideration
3.4.2. Fatigue Testing
3.4.3. Fatigue Limit Calculation
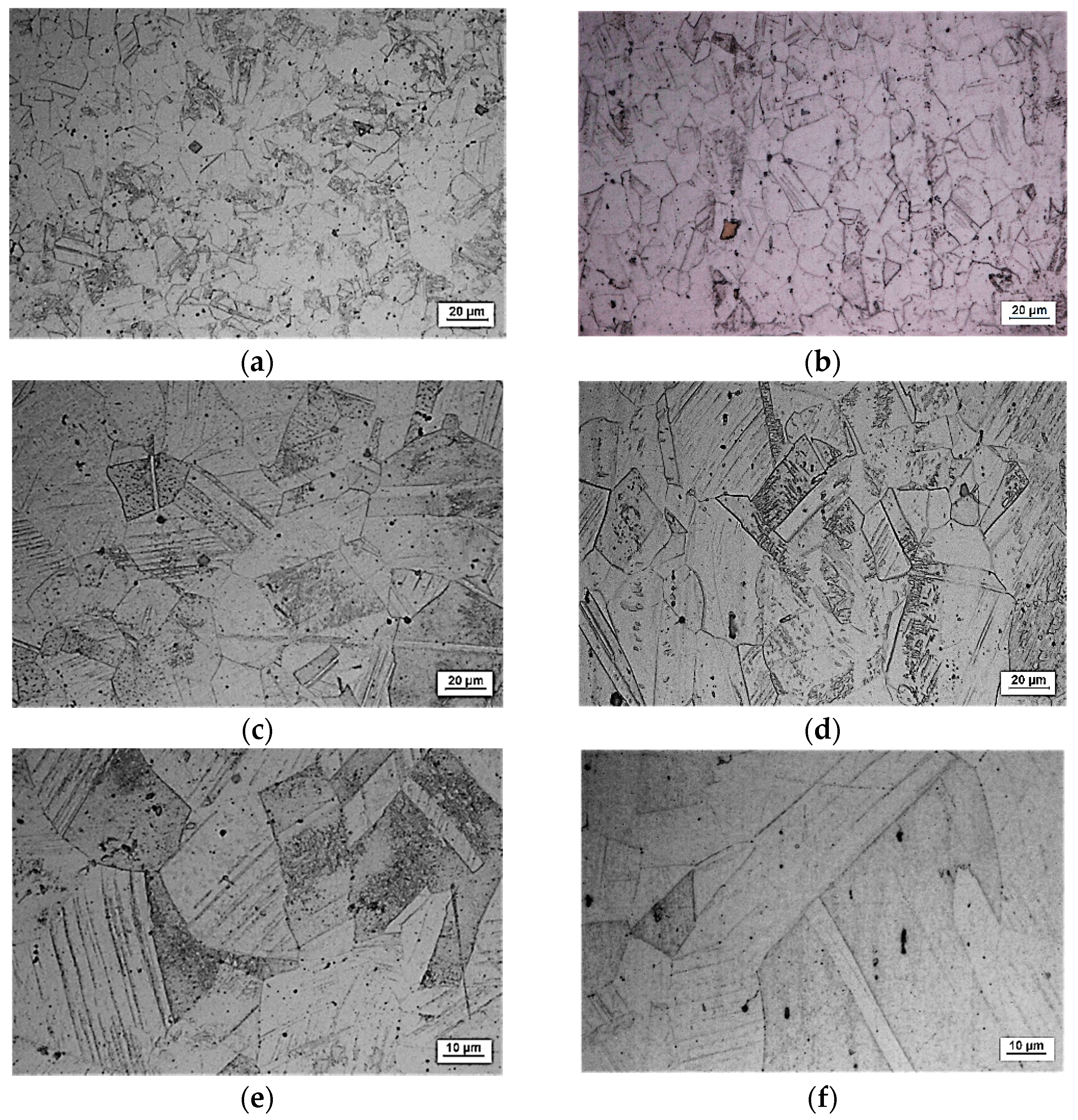
3.5. Basic Analysis of the Microstructure
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Bramfit, B.L. Effect of Composition, Processing and Structure on Properties of Irons and Steels. Mater. Park ASM Int. 1997, 1997, 357–382. [Google Scholar]
- Callister, W.D.; Rethwisch, D.G. Fundamentals of Materials Science and Engineering: An Integrated Approach; John Wiley & Sons: New York, NY, USA, 2012. [Google Scholar]
- Dowling, N.E. Mechanical Behaviour of Material; Pearson: New York, NY, USA, 2013. [Google Scholar]
- Ashby, F. Materials Selection in Mechanical Design; Butterworth-Heinemann: New York, NY, USA, 2011. [Google Scholar]
- Brooks, C.R.; Choundry, A. Failure Analysis of Engineering Materials; McGraw-Hill: New York, NY, USA, 2002. [Google Scholar]
- Collins, J.A. Failure of Materials in Mechanical Design; John Wiley & Sons: New York, NY, USA, 1993. [Google Scholar]
- Solecki, R.; Conant, P.R. Advanced Mechanics of Materials; Oxford University Press: New York, NY, USA, 2003. [Google Scholar]
- Raghavan, V. Materials Science and Engineering; Prentice-Hall of India: New Delhi, India, 2004. [Google Scholar]
- Brnic, J.; Turkalj, G.; Canadija, M.; Lanc, D. AISI 316Ti (1.4571) steel-Mechanical, creep and fracture properties versus temperature. J. Constr. Steel Res. 2011, 67, 1948–1952. [Google Scholar] [CrossRef]
- Brnic, J.; Turkalj, G.; Canadija, M.; Lanc, D.; Krscanski, S.B. Martensitic Stainless Steel AISI 420-Mechanical Properties, Creep and Fracture Toughness. Mech. Time-Depend. Mater. 2011, 15, 341–352. [Google Scholar] [CrossRef]
- Brnic, J.; Turkalj, G.; Canadija, M.; Lanc, D.; Canadija, M.; Brcic, M. Information relevant for the design of structure: Ferritic-heat resistant high chromium steel X10CrAlSi25. Mater. Des. 2014, 63, 508–518. [Google Scholar] [CrossRef]
- Brnic, J.; Turkalj, G.; Lanc, D.; Canadija, M.; Brcic, M.; Vukelic, G. Comparison of material properties: Steel 20MnCr5 and similar steels. J. Constr. Steel Res. 2014, 95, 81–89. [Google Scholar] [CrossRef]
- Milutinovic, M.; Movrin, D.; Pepelnjak, T. Theoretical and experimental investigation of cold hobbling processes in cases of cone-like punch manufacturing. Int. J. Adv. Manuf. Technol. 2012, 58, 895–906. [Google Scholar] [CrossRef]
- Tušek, J. Mathematical modelling of melting rate in twin-wire welding. J. Mater. Process Technol. 2000, 100, 250–256. [Google Scholar] [CrossRef]
- Pepelnjak, T.; Petek, A.; Kuzman, K. Analysis of the forming limit diagram in digital environment. Adv. Mater. Res. 2005, 6, 697–704. [Google Scholar] [CrossRef]
- Klobčar, D.; Kosec, L.; Kosec, B. Thermo fatigue cracking of die casting dies. Eng. Fail. Anal. 2012, 20, 43–53. [Google Scholar] [CrossRef]
- Brnic, J.; Turkalj, G.; Canadija, M.; Niu, J. Experimental determination and prediction of the mechanical properties of steel 1.7225. Mater. Sci. Eng. A 2014, 600, 47–52. [Google Scholar] [CrossRef]
- Brnic, J.; Canadija, M.; Turkalj, G.; Lanc, D.; Pepelnjak, T.; Barisic, B.; Vukelic, G.; Brcic, M. Tool material behaviour at elevated temperatures. Mater. Manuf. Process. 2009, 24, 758–762. [Google Scholar] [CrossRef]
- Brnic, J.; Turkalj, G.; Canadija, M.; Lanc, D.; Krscanski, S. Responses of Austenitic Stainless Steel American Iron and Steel Institute (AISI) 303 (1.4305) Subjected to Different Environmental Conditions. J. Test. Eval. 2012, 40, 319–328. [Google Scholar] [CrossRef]
- Brnic, J.; Canadija, M.; Turkalj, G.; Lanc, D. 50CrMo4 steel-determination of mechanical properties at lowered and elevated temperatures, creep behavior, and fracture toughness calculation. J. Eng. Mater. Techn. Trans. ASME 2010, 132, 0210041–0210046. [Google Scholar] [CrossRef]
- Brnic, J.; Niu, J.; Canadija, M.; Turkalj, G.; Lanc, D. Behavior of AISI 316L steel subjected to uniaxial state of stress at elevated temperatures. J. Mater. Sci. Technol. 2009, 25, 175–180. [Google Scholar]
- Brnic, J.; Turkal, G.; Niu, J.; Canadija, M.; Lanc, D. Analysis of experimental data on the behavior of steel S275JR-Reliability of modern design. Mater. Des. 2013, 47, 497–504. [Google Scholar] [CrossRef]
- Brnic, J.; Turkalj, G.; Canadija, M.; Krscanski, S.; Brcic, M.; Lanc, D. Deformation Behavior and Material Properties of Austenitic Heat-Resistant Steel X15CrNiSi25–20 Subjected to High Temperatures and Creep. Mater. Des. 2015, 69, 219–229. [Google Scholar] [CrossRef]
- Brnic, J.; Turkalj, G.; Canadija, M. Shear stress analysis in engineering beams using deplanation field of special 2-D finite elements. Meccanica 2010, 45, 227–235. [Google Scholar] [CrossRef]
- Krella, A. Influence of cavitation intensity on X6CrNiTi18-10 stainless steel performance in the incubation period. Wear 2005, 258, 1723–1731. [Google Scholar] [CrossRef]
- Grosse, M.; Niffenegger, M.; Kalkhof, D. Monitoring of low-cycle fatigue degradation in X6CrNiTi18-10 austenitic steel. J. Nucl. Mater. 2001, 296, 305–311. [Google Scholar] [CrossRef]
- Grzesik, W.; Żak, K. Surface integrity generated by oblique machining of steel and iron parts. J. Mater. Proc. Technol. 2012, 12, 2586–2596. [Google Scholar] [CrossRef]
- Mändl, S.; Günzel, R.; Richter, E.; Möller, W.; Rauschenbach, B. Annealing behaviour of nitrogen implanted stainless steel. Surf. Coat. Technol. 2000, 128, 423–428. [Google Scholar] [CrossRef]
- Kim, J.H.; Kim, S.K.; Lee, C.S.; Kim, M.H.; Lee, J.M. A constitutive equation for predicting the material nonlinear behavior of AISI 316L, 321, and 347 stainless steel under low-temperature conditions. Int. J. Mech. Sci. 2014, 87, 218–225. [Google Scholar] [CrossRef]
- Richard, K.C.; Nkhoma, C.W.; Siyasiya, W.E. Hot workability of AISI 321 and AISI 304 austenitic stainless steels. J. Alloy. Compd. 2014, 595, 103–112. [Google Scholar]
- Siddiquee, A.N.; Khan, Z.A.; Kumar, P.G.M.; Agarwal, G.; Khan, N.Z. Optimization of Deep Drilling Process Parameters of AISI 321 Steel Using Taguchi Method. Procedia Mater. Sci. 2014, 6, 1217–1225. [Google Scholar] [CrossRef]
- Wang, J.; Lin, Y.; Yan, J.; Zen, D.; Zhang, Q.; Huang, R.; Fan, H. Influence of time on the microstructure of AISI 321 austenitic stainless steel in salt bath nitriding. Surf. Coat. Technol. 2012, 206, 3399–3404. [Google Scholar] [CrossRef]
- Sayiram, G.; Arivazhagan, N. Microstructural characterization of dissimilar welds between Incoloy 800H and 321 Austenitic Stainless Steel. Mater. Charact. 2015, 102, 180–188. [Google Scholar] [CrossRef]
- Celik, O.; Baydogan, M.; Atar, E.; Kayali, S.; Cimenoglu, H. Fatigue performance of low temperature nitrided AISI 321 grade austenitic stainless steel. Mater. Sci. Eng. A 2013, 565, 38–43. [Google Scholar] [CrossRef]
- Metals-Mechanical Testing; Elevated and Low-Temperature Tests; Metallography. In Annual Book of ASTM Standards; ASTM International: Baltimore, MD, USA, 2015.
- Draper, N.R.; Smith, H. Applied Regression Analysis; Wiley-Interscience Publications: Los Angeles, CA, USA, 1998. [Google Scholar]
- Bevington, P.R.; Robinson, D.K. Data Reduction and Error Analysis for the Physical Sciences; McGraw-Hill: New York, NY, USA, 2003. [Google Scholar]
- Findley, W.N.; Lai, J.S.; Onaran, K. Creep and Relaxation if Nonlinear Viscoelastic Materials; Dover Publications: New York, NY, USA, 1989. [Google Scholar]
- Almagableh, A.; Mantena, P.R.; Alostaz, A. Creep and stress relaxation modeling of vinyl ester nanocomposites reinforced by nanoclay and graphite platelets. J. Appl. Polym. Sci. 2009, 15, 1635–1641. [Google Scholar] [CrossRef]
- Blinn, M.P.; Williams, R.A. Design for Fracture Toughness. Mater. Sel. Des. ASM Int. 1997, 20, 533–544. [Google Scholar]
- Zhang, L. Failure Assessment of Thin-Walled Structures with Particular Reference to Pipelines; WIT Press: Southampton, UK, 2010. [Google Scholar]
- Anderson, T.L. Fracture Mechanics; CRC Press: Boca Raton, FL, USA, 2005. [Google Scholar]
- Roberts, R.; Newton, C. Interpretive report on small scale test correlation with KIc data. Weld Res. Counc. Bull. 1981, 265, 1–16. [Google Scholar]
- Shekhter, A.; Kim, S.; Carr, D.G.; Crocker, A.B.L.; Ringer, S.P. Assessment of temper embrittlement in an ex-service 1Cr-1Mo-0.25V power generating rotor by Charpy V-notch testing; KIc fracture toughness and small punch test. Int. J. Press. Vessels Pip. 2002, 79, 611–615. [Google Scholar] [CrossRef]
- Pollak, R.D. Analysis of Methods for Determining High Cycle Fatigue Strength of a Material with Investigation of Ti-6Al-4V Gigacycle Fatigue Behavior. Ph.D. Disertation, Air Force Inst of Tech Wright-Patterson AFB OH School of Engineering and Management, Dayton, OH, USA, 2005. [Google Scholar]
- Wöhler, A. Über die Festigkeits-Versuche mit Eisen und Stahl (engl. On Strength Tests of Iron and Steel). Z. Bauwes. 1870, 20, 73–106. [Google Scholar]
- Schivije, J. Fatigue of Structures and Materials; Springer: Delft, The Netherlands, 2009. [Google Scholar]
- Suresh, S. Fatigue of Materials; Cambridge University Press: Cambridge, UK, 2003. [Google Scholar]
- 12107:2012-Metallic Materials-Fatigue Testing-Statistical Planning and Analysis of Data; International Organization for Standardization: Geneva, Switzerland, 2012.
- Baumert, E.K.; Tohidi, F.S.; Hosseini, E.; Pierron, O.N. Fatigue-induced thick oxide formation and its role on fatigue crack initiation in Ni thin films at low temperatures. Acta Mater. 2014, 67, 156–167. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material: X6CrNiTi18-10 | ||||||||
|---|---|---|---|---|---|---|---|---|
| Designation | ||||||||
| Steel name | Steel number (Mat. No; W. Nr; Mat. Code) | |||||||
| EN 10088-3-2014/DIN 17440: X6CrNiTi18-10; AISI 321; ASTM A249 (321) UNS S32100; BS: 321S51. | 1.4541 | |||||||
| Chemical composition of considered material Mass (%) | ||||||||
| C | Si | Mn | P | S | Cr | Ni | V | |
| 0.0176 | 0.436 | 1.44 | 0.0209 | 0.0174 | 16.95 | 9.263 | 0.204 | |
| Mo | Cu | Al | Ti | Pb | Sn | Co | W | Rest |
| 0.241 | 0.548 | 0.0208 | 0.266 | 0.006 | 0.0443 | 0.1 | 0.107 | 70.318 |
| Material: X6CrNiTi18-10 steel | ||||
| Application of Equation (6c) = | ||||
| Constant temperature T (C) | 400 | 500 | 600 | 700 |
| Constant stress level = x × | x ≤ 0.9 376 | x = 0.7–0.9 214–275 | x ≤ 0.5 150 | x ≤ 0.3 63 |
| Time (min) | 1200 | |||
| Analytical Equation (5) | Parameters | |||
| Stress MPa | Number of Specimen | ||||||
|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | |
| 450 | – | – | ● | – | ● | – | ● |
| 440 | – | ○ | – | ● | – | ○ | – |
| 430 | ○ | – | – | – | – | – | – |
| Stress (MPa) | Level of Stress i | fi | ifi | i2fi |
|---|---|---|---|---|
| 450 | 2 | 3 | 6 | 12 |
| 440 | 1 | 1 | 1 | 1 |
| 430 | 0 | 0 | 0 | 0 |
| – | 4 | 7 | 13 |
| Formula | Material: X6CrNiTi18-10 |
|---|---|
| 7 | |
| 13 | |
| 4 | |
| 0.1875 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Brnic, J.; Turkalj, G.; Canadija, M.; Lanc, D.; Krscanski, S.; Brcic, M.; Li, Q.; Niu, J. Mechanical Properties, Short Time Creep, and Fatigue of an Austenitic Steel. Materials 2016, 9, 298. https://doi.org/10.3390/ma9040298
Brnic J, Turkalj G, Canadija M, Lanc D, Krscanski S, Brcic M, Li Q, Niu J. Mechanical Properties, Short Time Creep, and Fatigue of an Austenitic Steel. Materials. 2016; 9(4):298. https://doi.org/10.3390/ma9040298
Chicago/Turabian StyleBrnic, Josip, Goran Turkalj, Marko Canadija, Domagoj Lanc, Sanjin Krscanski, Marino Brcic, Qiang Li, and Jitai Niu. 2016. "Mechanical Properties, Short Time Creep, and Fatigue of an Austenitic Steel" Materials 9, no. 4: 298. https://doi.org/10.3390/ma9040298
APA StyleBrnic, J., Turkalj, G., Canadija, M., Lanc, D., Krscanski, S., Brcic, M., Li, Q., & Niu, J. (2016). Mechanical Properties, Short Time Creep, and Fatigue of an Austenitic Steel. Materials, 9(4), 298. https://doi.org/10.3390/ma9040298