
Processing, Mechanical and Optical Properties of Additive-Free ZrC Ceramics Prepared by Spark Plasma Sintering



 , ,
, ,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
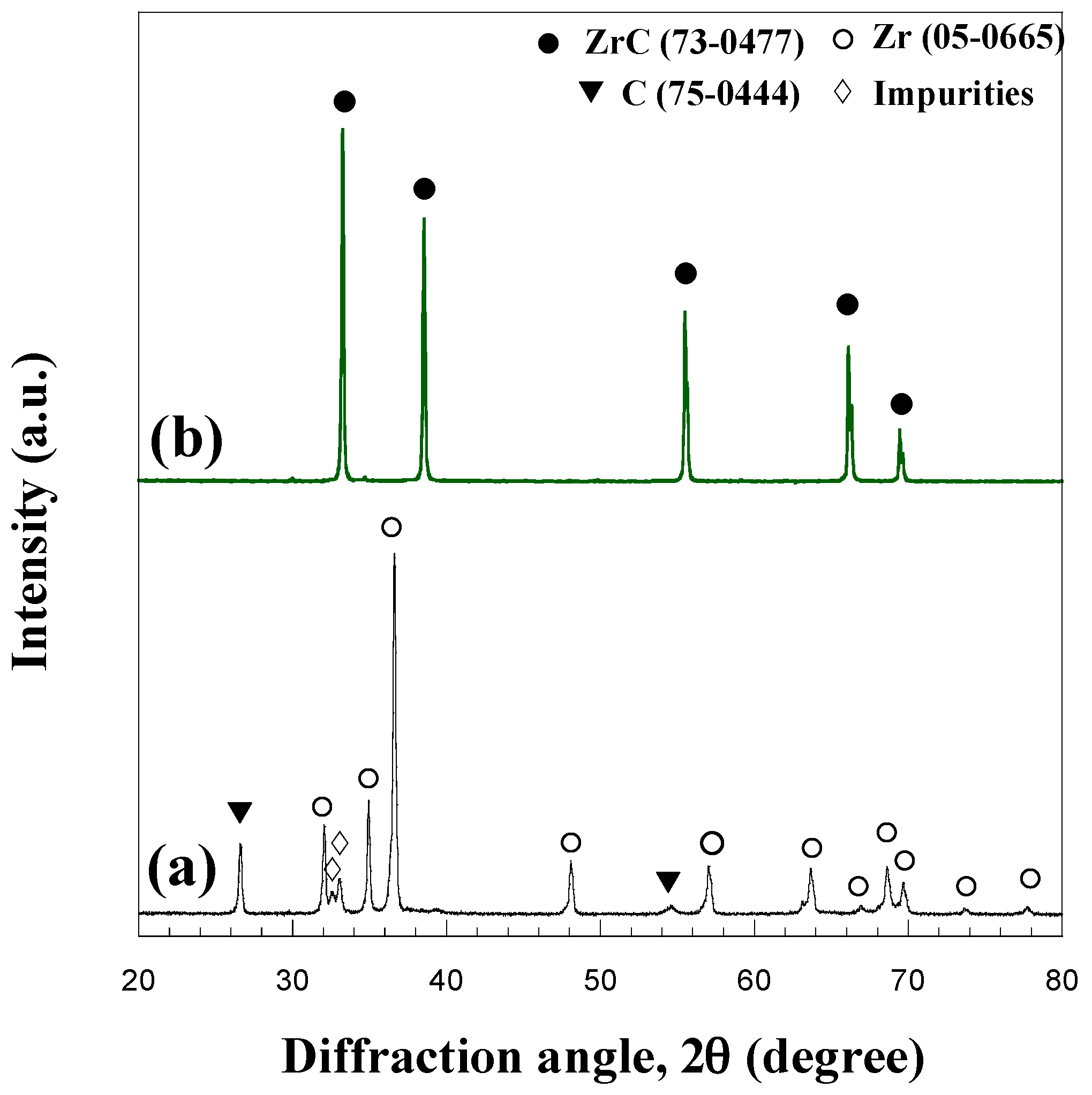
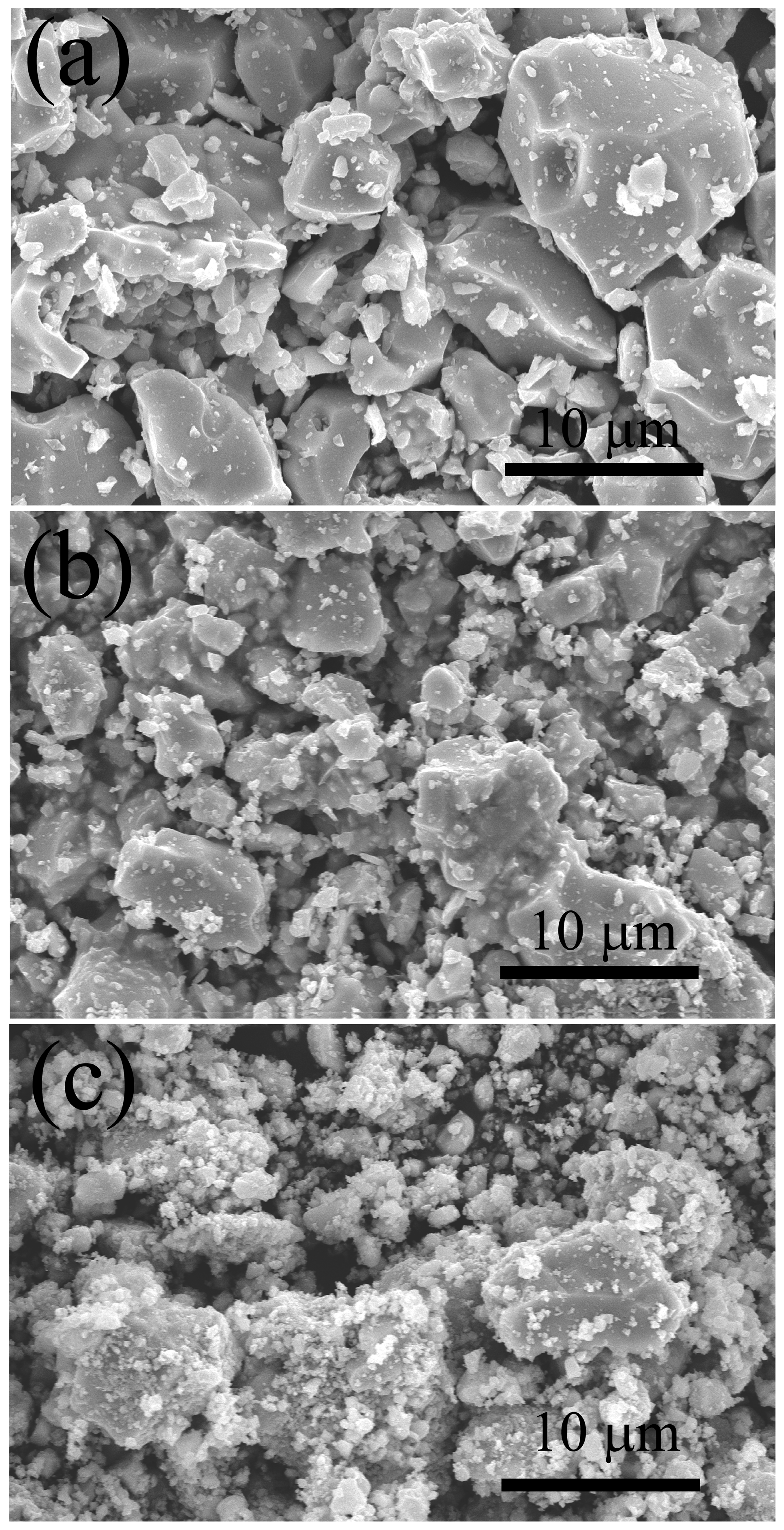
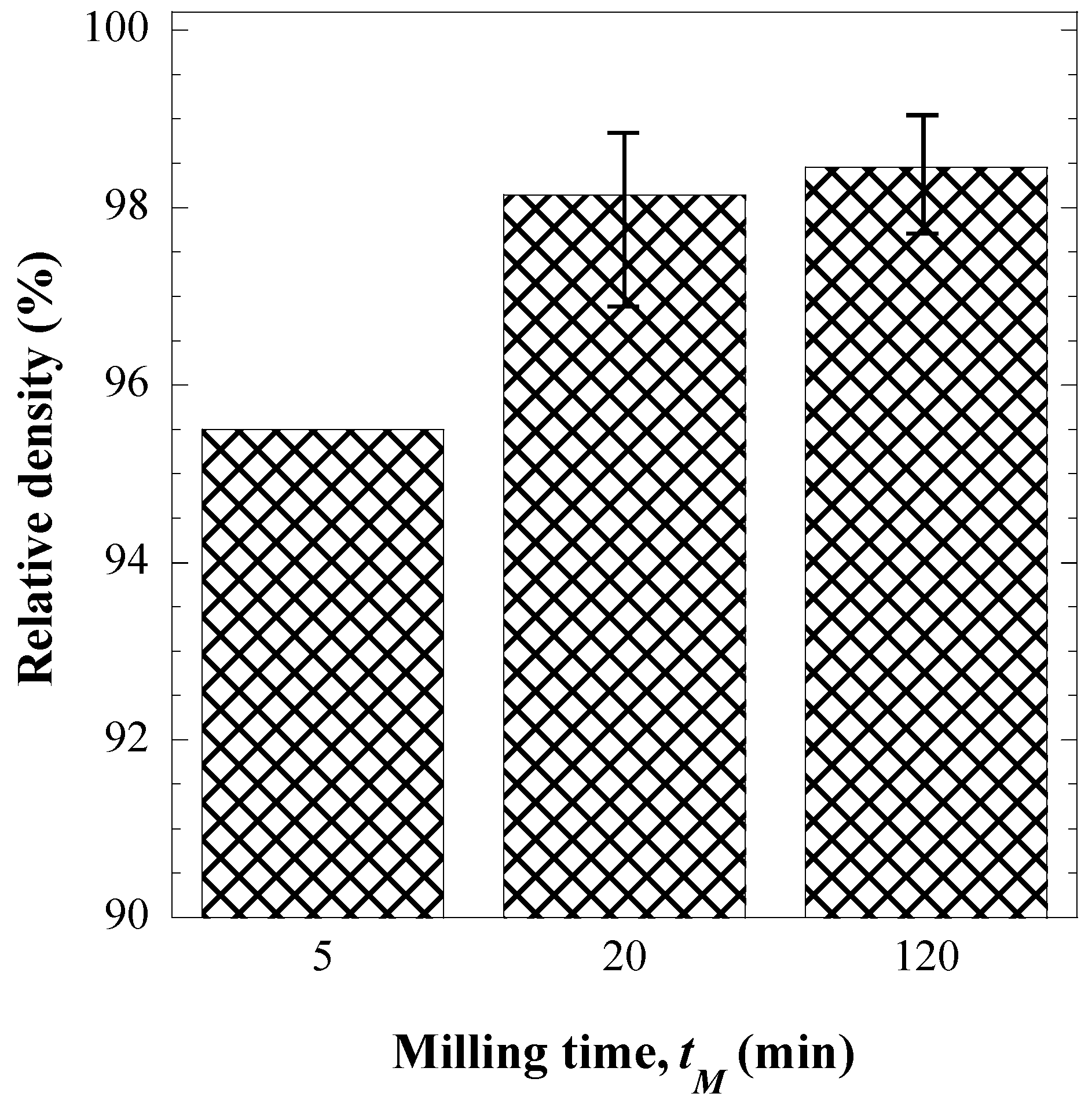
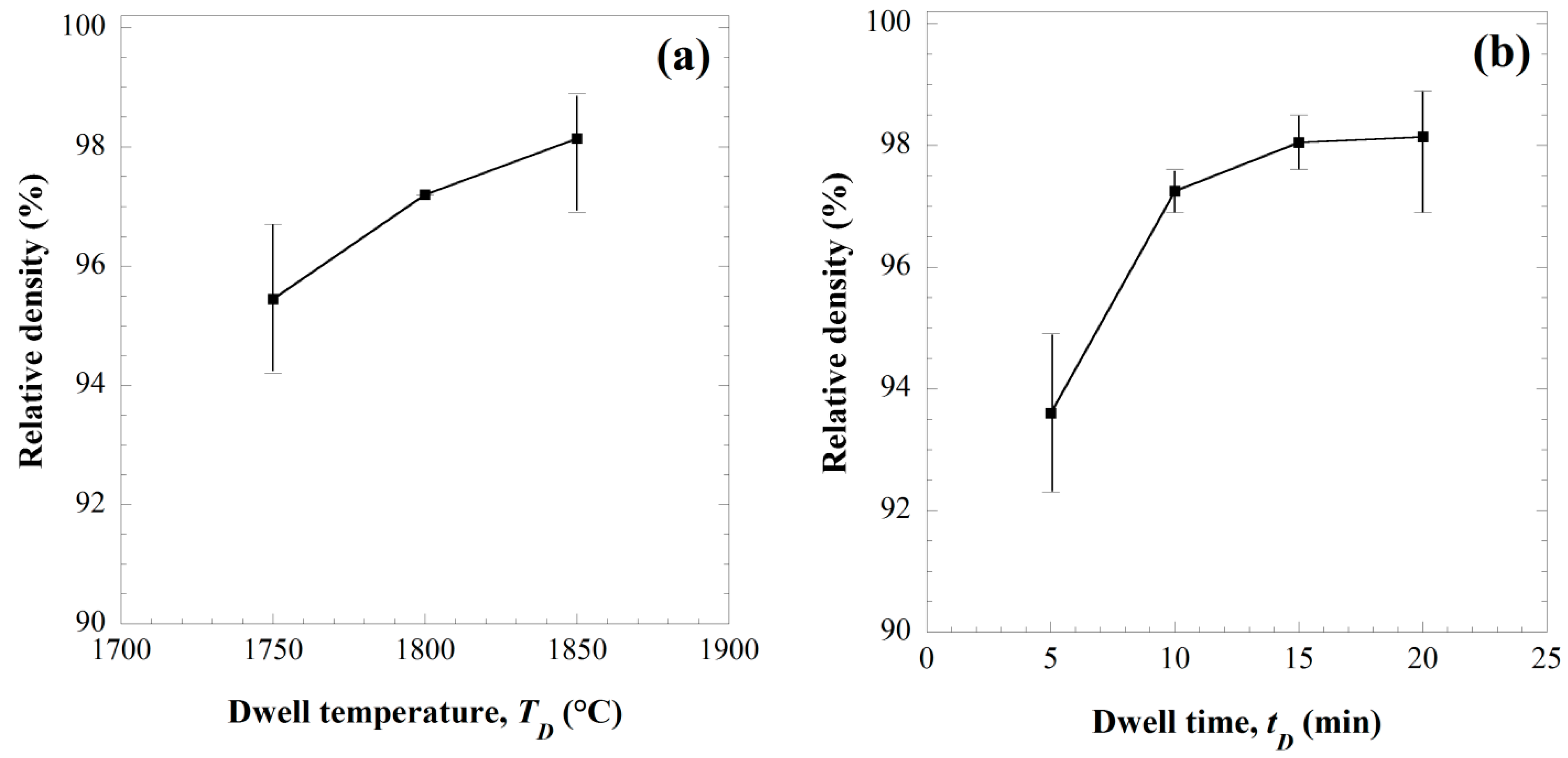
3.1. Powder Synthesis and Consolidation
3.2. Mechanical Characterization
3.3. Optical Properties
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Upadhya, K.; Yang, J.-M.; Hoffman, W.P. Materials for ultrahigh temperature structural applications. Am. Ceram. Soc. Bull. 1997, 76, 51–56. [Google Scholar]
- Katoh, Y.G.; Vasudevamurthy, T.; Nozawa, L.L. Snead Properties of zirconium carbide for nuclear fuel applications. J. Nucl. Mater. 2013, 441, 718–742. [Google Scholar] [CrossRef]
- Sani, E.; Mercatelli, L.; Francini, F.; Sans, J.-L.; Sciti, D. Ultra-refractory ceramics for high-temperature solar absorbers. Scr. Mater. 2011, 65, 775–778. [Google Scholar] [CrossRef]
- Maitre, A.; Lefort, P. Solid state reaction of zirconia with carbon. Solid State Ion. 1997, 104, 109–122. [Google Scholar] [CrossRef]
- Yen, B.K. X-ray diffraction study of mechanochemical synthesis and formation mechanisms of zirconium carbide and zirconium silicides. J. Alloys Compd. 1998, 268, 266–269. [Google Scholar] [CrossRef]
- Shen, G.; Chen, D.; Liu, Y.; Tang, K.; Qian, Y. Synthesis of ZrC hollow nanospheres at low temperature. J. Cryst. Growth 2004, 262, 277–280. [Google Scholar] [CrossRef]
- Li, J.; Fu, Z.Y.; Wang, W.M.; Wang, H.; Lee, S.H.; Niihara, K. Preparation of ZrC by self-propagating high-temperature synthesis. Ceram. Int. 2010, 36, 1681–1686. [Google Scholar] [CrossRef]
- Xie, J.; Fu, Z.; Wang, Y.; Lee, S.W.; Niihara, K. Synthesis of nanosized zirconium carbide powders by a combinational method of sol-gel and pulse current heating. J. Eur. Ceram. Soc. 2014, 34. [Google Scholar] [CrossRef]
- Lee, H.B.; Cho, K.; Lee, J.W. Synthesis and temperature profile analysis of ZrC by SHS method. J. Korean Ceram. Soc. 1995, 32, 659–668. [Google Scholar]
- Song, M.S.; Huang, B.; Zhang, M.X.; Li, J.G. In situ synthesis of ZrC particles and its formation mechanism by self-propagating reaction from Al–Zr–C elemental powders. Powder Technol. 2009, 191, 34–38. [Google Scholar] [CrossRef]
- Zhang, M.X.; Hu, Q.D.; Huang, B.; Li, J.G. Fabrication of ZrC particles and its formation mechanism by self-propagating high-temperature synthesis from Fe–Zr–C elemental powders. J. Alloys Compd. 2011, 509, 8120–8125. [Google Scholar] [CrossRef]
- Song, M.; Ran, M.; Long, Y. Synthesis of ultrafine zirconium carbide particles by SHS in an Al–Zr–C system: Microstructural evaluation and formation mode. J. Alloys Compd. 2013, 564, 20–26. [Google Scholar] [CrossRef]
- Silvestroni, L.; Sciti, D. Microstructure and properties of pressureless sintered ZrC-based materials. J. Mater. Res. 2008, 23, 1882–1889. [Google Scholar] [CrossRef]
- Zhao, L.; Jia, D.; Duan, X.; Yang, Z.; Zhou, Y. Pressureless sintering of ZrC-based ceramics by enhancing powder sinterability. Int. J. Refract. Met. Hard Mater. 2011, 29, 516–521. [Google Scholar] [CrossRef]
- Nachiappan, C.; Rangaraj, L.; Divakar, C.; Jayaram, V. Synthesis and Densification of monolithic zirconium carbide by reactive hot pressing. J. Am. Ceram. Soc. 2010, 93, 1341–1346. [Google Scholar] [CrossRef]
- Wang, X.-G.; Liu, J.-X.; Kan, Y.-M.; Zhang, G.-J. Effect of solid solution formation on densification of hot-pressed ZrC ceramics with MC (M = V, Nb and Ta) additions. J. Eur. Ceram. Soc. 2012, 32, 1795–1802. [Google Scholar] [CrossRef]
- Orrù, R.; Licheri, R.; Locci, A.M.; Cincotti, A.; Cao, G. Consolidation/synthesis of materials by electric current activated/assisted sintering. Mater. Sci. Eng. R 2009, 63, 127–287. [Google Scholar] [CrossRef]
- Sciti, D.; Guicciardi, S.; Nygren, M. Spark Plasma Sintering and mechanical behavior of ZrC-based composites. Scr. Mater. 2008, 59, 638–641. [Google Scholar] [CrossRef]
- Gendre, M.; Maitre, A.; Trolliard, G. A study of the densification mechanism during spark plasma sintering of zirconium (oxy-) carbide powders. Acta Mater. 2010, 58, 2598–2609. [Google Scholar] [CrossRef]
- Núñez-Gonzalez, B.; Ortiz, A.L.; Guiberteau, F.; Nygren, M. Improvement of the Spark-Plasma-Sintering Kinetics of ZrC by High-Energy Ball-Milling. J. Am. Ceram. Soc. 2012, 95, 453–456. [Google Scholar] [CrossRef]
- Sun, S.-K.; Zhang, G.-J.; Wu, W.-W.; Liu, J.-X.; Suzuki, T.; Sakka, Y. Reactive spark plasma sintering of ZrC and HfC ceramics with fine microstructures. Scr. Mater. 2013, 69, 139–142. [Google Scholar] [CrossRef]
- Bertagnoli, D.; Borrero-López, O.; Rodríguez-Rojas, F.; Guiberteau, F.; Ortiz, A.L. Effect of processing conditions on the sliding-wear resistance of ZrC triboceramics fabricated by spark-plasma sintering. Ceram. Int. 2015, 41, 15278–15282. [Google Scholar] [CrossRef]
- Wei, X.; Back, C.; Izhanov, O.; Khasanov, O.L.; Haines, C.D.; Olevsky, E. Spark Plasma Sintering of Commercial Zirconium Carbide Powders: Densification Behaviour and Mechanical Properties. Materials 2015, 8, 6043–6061. [Google Scholar] [CrossRef]
- Mishra, S.K.; Das, S.; Pathak, L.C. Defect structures in zirconium diboride powder prepared by self-propagating high-temperature synthesis. Mater. Sci. Eng. A 2004, 364, 249–255. [Google Scholar] [CrossRef]
- Licheri, R.; Orrù, R.; Musa, C.; Cao, G. Combination of SHS and SPS Techniques for Fabrication of Fully Dense ZrB2-ZrC-SiC Composites. Mater. Lett. 2008, 62, 432–435. [Google Scholar] [CrossRef]
- Cincotti, A.; Licheri, R.; Locci, A.M.; Orrù, R.; Cao, G. A review on combustion synthesis of novel materials: Recent experimental and modeling results. J. Chem. Technol. Biotechnol. 2003, 78, 122–127. [Google Scholar] [CrossRef]
- Musa, C.; Orrù, R.; Licheri, R.; Cao, G. Spark Plasma Synthesis and Densification of TaB2 by Pulsed Electric Current Sintering. Mater. Lett. 2011, 65, 3080–3082. [Google Scholar] [CrossRef]
- Licheri, R.; Musa, C.; Orrù, R.; Cao, G. Influence of the heating rate on the in-situ synthesis and consolidation of ZrB2 by Reactive Spark Plasma Sintering. J. Eur. Ceram. Soc. 2015, 35, 1129–1137. [Google Scholar] [CrossRef]
- Haynes, W.M. CRC Handbook of Chemistry and Physics, 93rd ed.; CRC Press: Boca Raton, FL, USA, 2012. [Google Scholar]
- Lutterotti, L.; Ceccato, R.; Dal Maschio, R.; Pagani, E. Quantitative analysis of silicate glass in ceramic materials by the Rietveld method. Mater. Sci. Forum. 1998, 278, 87–92. [Google Scholar] [CrossRef]
- Evans, A.G.; Charles, E.A. Fracture toughness determination by indentation. J. Am. Ceram. Soc. 1976, 59, 371–372. [Google Scholar] [CrossRef]
- Advanced Technical Ceramics—Monolithic Ceramics—Mechanical Properties at Room Temperature—Part 1: Determination of Flexural Strength; ENV843-1:2004; BSI: London, UK, November 2004.
- Advanced Technical Ceramics—Methods for Testing Monolithic Ceramics—Thermomechanical Properties—Part 1: Determination of Flexural Strength at Elevated Temperatures; EN 820-1:2002; BSI: London, UK, March 2003.
- Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Rules and Procedures for the Assessment of Surface Texture; ISO 4288:2000/Cor.1:1998; ISO: Geneva, Switzerland, June 1998.
- Barin, I. Thermochemical Data of Pure Substances; VHC: Weinheim, Germany, 1989. [Google Scholar]
- Varma, A.; Rogachev, A.S.; Mukasyan, A.S.; Hwang, S. Combustion Synthesis of Advanced Materials: Principles and Applications. Adv. Chem. Eng. 1998, 24, 79–226. [Google Scholar]
- Zamora, V.; Ortiz, A.L.; Guiberteau, F.; Nygren, M. Crystal-size dependence of the spark-plasma-sintering kinetics of ZrB2 ultra-high-temperature ceramics. J. Eur. Ceram. Soc. 2012, 32, 271–276. [Google Scholar] [CrossRef]
- Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Terms, Definitions and Surface Texture Parameters; ISO 4287:1997/Amd 1:2009; ISO: Geneva, Switzerland, June 1998.
- Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part 2: Terms, Definitions and Surface Texture Parameters; ISO 25178-2:2012; ISO: Geneva, Switzerland, April 2012.
- Leach, R.K. Fundamentals Principles of Engineering Nanometrology, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2010. [Google Scholar]
- Solar Spectral Irradiance; Technical Report, No. 85; Commission Internationale de l’Eclairage: Vienna, Austria, 1989.
- Sani, E.; Mercatelli, L.; Sansoni, P.; Silvestroni, L.; Sciti, D. Spectrally selective ultra-high temperature ceramic absorbers for high-temperature solar plants. J. Renew. Sustain. Energy 2012, 4, 033104. [Google Scholar] [CrossRef]
- Sani, E.; Mercatelli, L.; Meucci, M.; Balbo, A.; Silvestroni, L.; Sciti, D. Compositional dependence of optical properties of zirconium, hafnium and tantalum carbides for solar absorber applications. Sol. Energy 2016, 131, 199–207. [Google Scholar] [CrossRef]
- Sani, E.; Mercatelli, L.; Meucci, M.; Balbo, A.; Musa, C.; Licheri, R.; Orrù, R.; Cao, G. Optical properties of dense zirconium and tantalum diborides for solar thermal absorbers. Renew. Energy 2016, 91, 340–346. [Google Scholar] [CrossRef]
- Sciti, D.; Silvestroni, L.; Trucchi, D.M.; Cappelli, E.; Orlando, S.; Sani, E. Femtosecond laser treatments to tailor the optical properties of hafnium carbide for solar applications. Sol. Energy Mater. Sol. Cells 2015, 132, 460–466. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| tM (min) | d10 (μm) | d50 (μm) | d90 (μm) | dav (μm) | Crystallite Size (nm) |
|---|---|---|---|---|---|
| 5 | 1.50 ± 0.06 | 9.20 ± 0.11 | 29.90 ± 1.65 | 12.60 ± 0.25 | >200 |
| 20 | 0.61 ± 0.03 | 3.68 ± 0.01 | 10.12 ± 0.21 | 4.59 ± 0.04 | 137.3 ± 1.2 |
| 120 | 0.11 ± 0.01 | 1.55 ± 0.32 | 34.10 ± 5.85 | 8.99 ± 1.58 | 44.2 ± 0.1 |
| 2D Parameters | Av. Values | Description |
|---|---|---|
| Ra (µm) | 0.009 ± 0.004 | Arithmetic Mean Deviation of the roughness profile. |
| Rq (µm) | 0.014 ± 0.006 | Root-Mean-Square (RMS) Deviation of the roughness profile. |
| Rsk | −0.91 ± 0.15 | Skewness of the roughness profile. |
| Rku | 4.90 ± 0.56 | Kurtosis of the roughness profile. |
| Rp (µm) | 0.020 ± 0.012 | Maximum Peak Height of the roughness profile. |
| Rv (µm) | 0.047 ± 0.017 | Maximum Valley Depth of the roughness profile. |
| Rz (µm) | 0.068 ± 0.028 | Maximum height of roughness profile on the sampling length. |
| Rc (µm) | 0.043 ± 0.020 | Mean height of the roughness profile elements. |
| Rt (µm) | 1.29 ± 0.77 | Total height of roughness profile (on the evaluation length). |
| RSm (mm) | 0.076 ± 0.012 | Mean Width of the roughness profile elements. |
| Rdq | 0.43 ± 0.19 | Root-Mean-Square Slope of the roughness profile. |
| 3D Parameters | Av. Values | Description |
| Sa(µm) | 0.070 ± 0.030 | Arithmetic mean height of the S-L Surface. |
| Sq(µm) | 0.56 ± 0.16 | Root mean square height of the S-L Surface. |
| Ssk | −11.4 ± 5.2 | Skewness of the S-L Surface. |
| Sku | 150 ± 70 | Kurtosis of the S-L Surface. |
| Sp(µm) | 11.0 ± 3.10 | Maximum peak height in the S-L Surface. |
| Sv(µm) | 19.6 ± 1.60 | Maximum pit height of the S-L Surface. |
| Sz(µm) | 30.6 ± 4.7 | Maximum height of the S-L Surface. |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Musa, C.; Licheri, R.; Orrù, R.; Cao, G.; Sciti, D.; Silvestroni, L.; Zoli, L.; Balbo, A.; Mercatelli, L.; Meucci, M.; et al. Processing, Mechanical and Optical Properties of Additive-Free ZrC Ceramics Prepared by Spark Plasma Sintering. Materials 2016, 9, 489. https://doi.org/10.3390/ma9060489
Musa C, Licheri R, Orrù R, Cao G, Sciti D, Silvestroni L, Zoli L, Balbo A, Mercatelli L, Meucci M, et al. Processing, Mechanical and Optical Properties of Additive-Free ZrC Ceramics Prepared by Spark Plasma Sintering. Materials. 2016; 9(6):489. https://doi.org/10.3390/ma9060489
Chicago/Turabian StyleMusa, Clara, Roberta Licheri, Roberto Orrù, Giacomo Cao, Diletta Sciti, Laura Silvestroni, Luca Zoli, Andrea Balbo, Luca Mercatelli, Marco Meucci, and et al. 2016. "Processing, Mechanical and Optical Properties of Additive-Free ZrC Ceramics Prepared by Spark Plasma Sintering" Materials 9, no. 6: 489. https://doi.org/10.3390/ma9060489
APA StyleMusa, C., Licheri, R., Orrù, R., Cao, G., Sciti, D., Silvestroni, L., Zoli, L., Balbo, A., Mercatelli, L., Meucci, M., & Sani, E. (2016). Processing, Mechanical and Optical Properties of Additive-Free ZrC Ceramics Prepared by Spark Plasma Sintering. Materials, 9(6), 489. https://doi.org/10.3390/ma9060489