
Thermal Stability and Flammability of Styrene-Butadiene Rubber-Based (SBR) Ceramifiable Composites

 ,
, 
 ,
,  ,
,
Abstract
:1. Introduction
- Formation of silica bridges between dispersed particles of mineral refractory fillers during thermooxidative decomposition of silicone rubber acting as polymer matrix. Silica is one of the main degradation products of silicone polymers’ decomposition in oxidative atmosphere. In this mechanism the key factor is good adhesion between the silica and thermally stable fillers.
- Sintering of mineral filler particles through the condensation of hydroxyl groups, which are present on their surface. However, to ensure high effectiveness of this reaction, a high load of mineral fillers is required. On the other hand, based on this mechanism, organic polymers for the matrix can be considered instead of silicones [3,4].
- Formation of physical connections between particles of thermally stable fillers. This is achieved mainly by the addition of low-softening/melting-point fillers, such as glassy frits with a softening point temperature of 374–525 °C [6,7,8] or boron oxide with a melting point temperature of 450 °C [9,10].
- Formation of the silicon oxycarbide mineral phase as a result of silicone matrix cross-linking and ceramification. Cross-linking of silicone polymers is one of the mechanisms of their thermal degradation and occurs at very high temperature or under high heating rates [11]. To enhance the cross-linking process efficiency, platinum catalysts [12] or active silica [13] may be added to the silicone matrix.
2. Materials and Methods
2.1. Materials
2.2. Preparation of Rubber Samples
2.3. Experimental Techniques
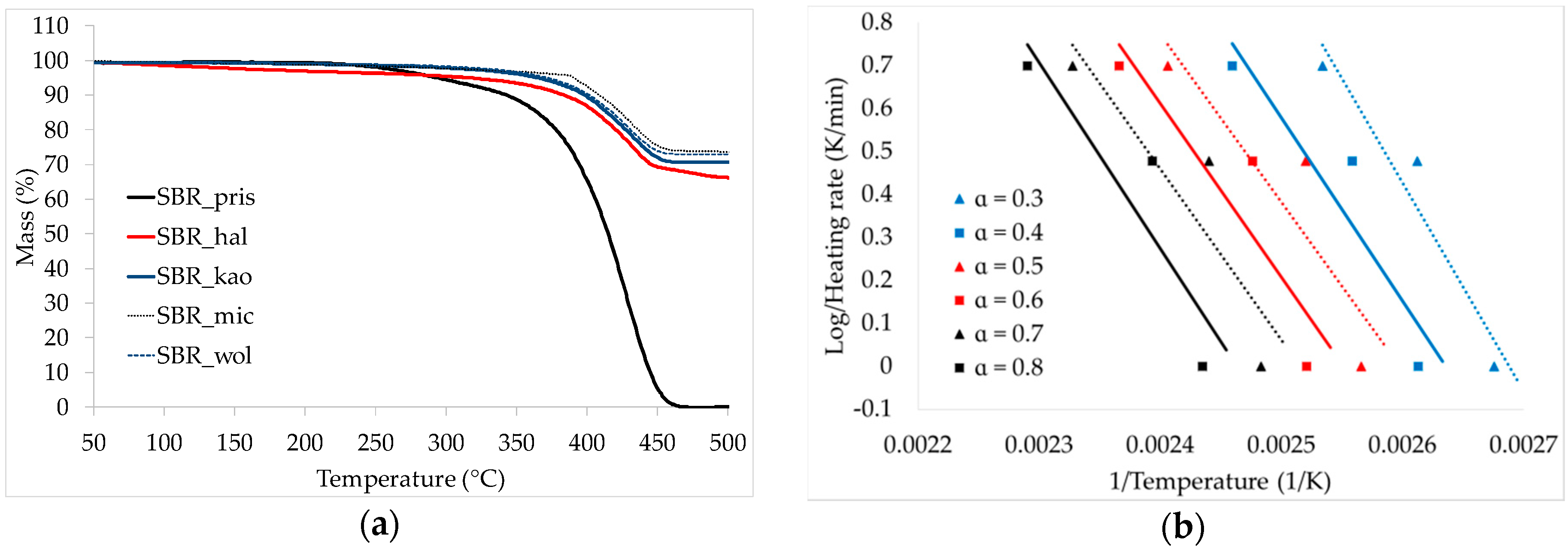
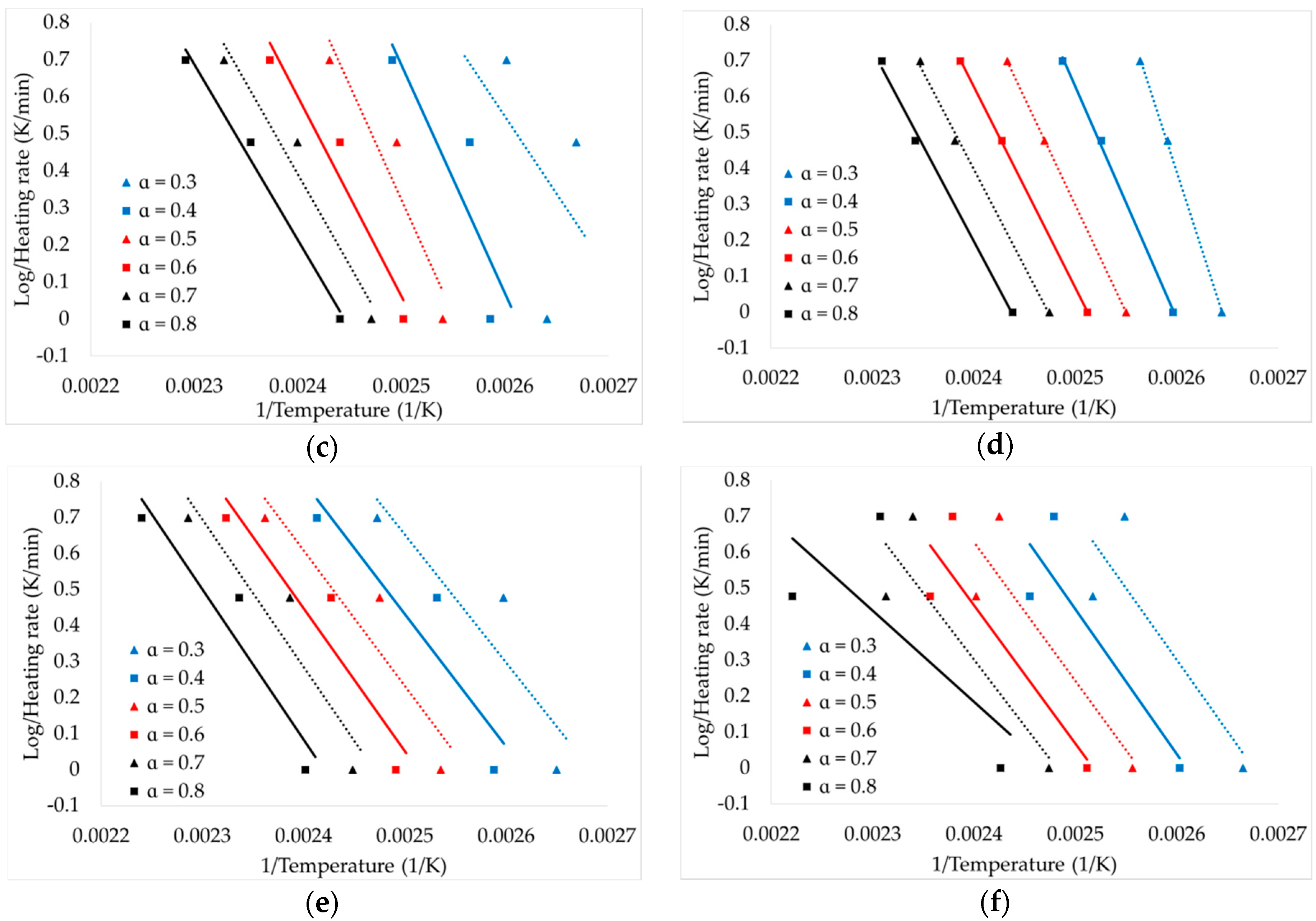
2.4. Determination of Activation Energy of Thermal Decomposition by Flynn-Wall-Ozawa Method
3. Results and Discussion
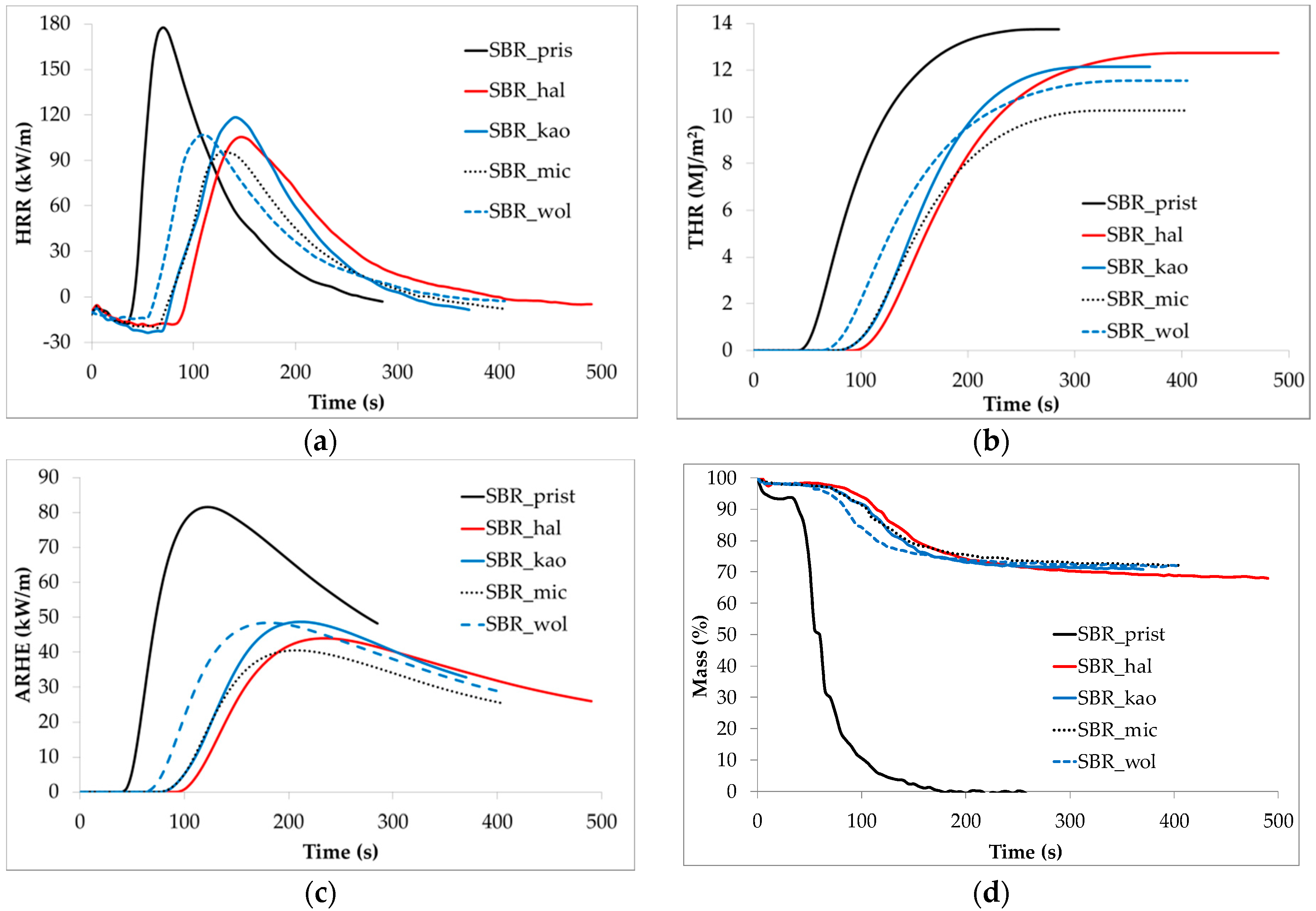
3.1. Combustibility
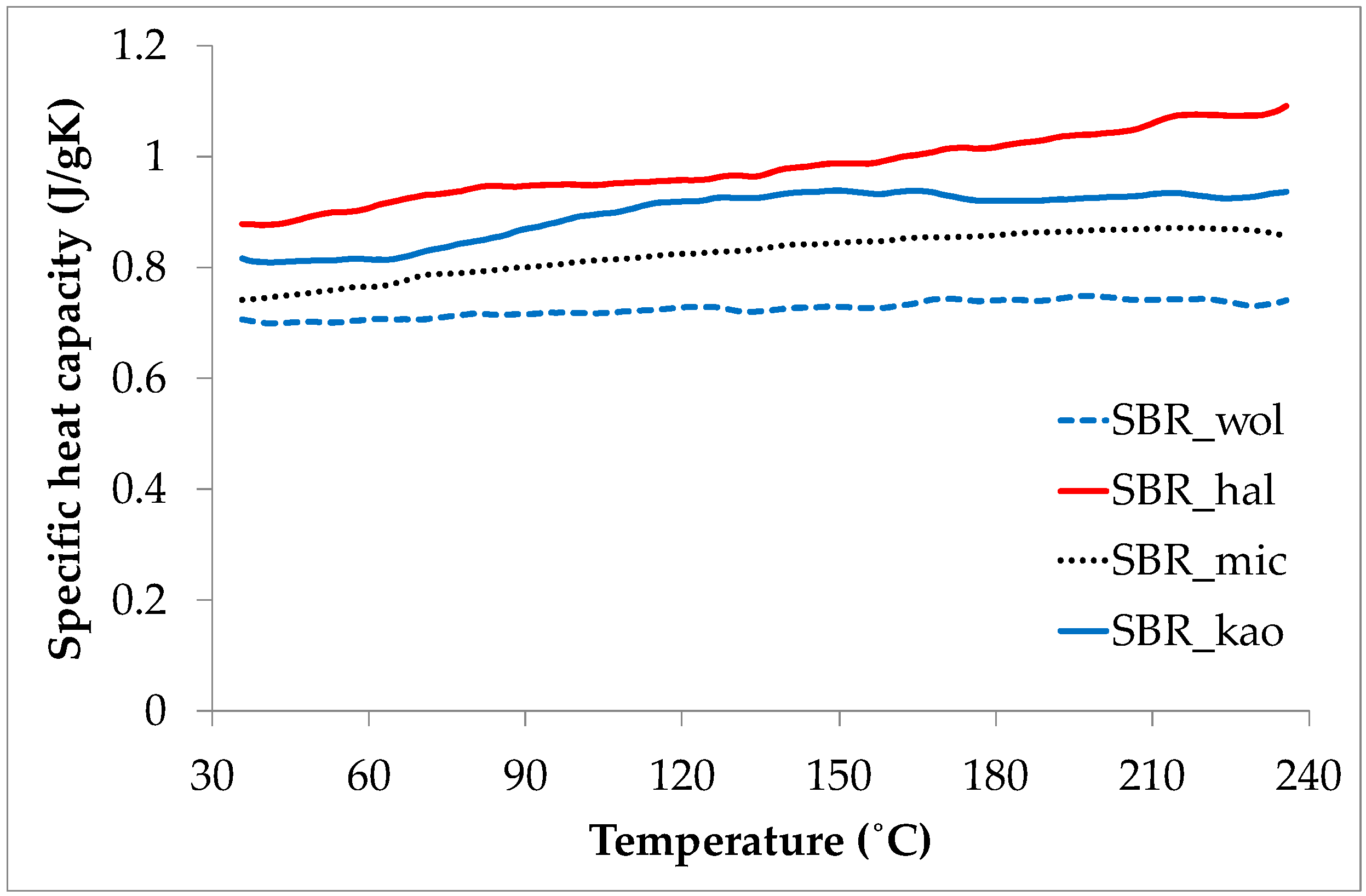
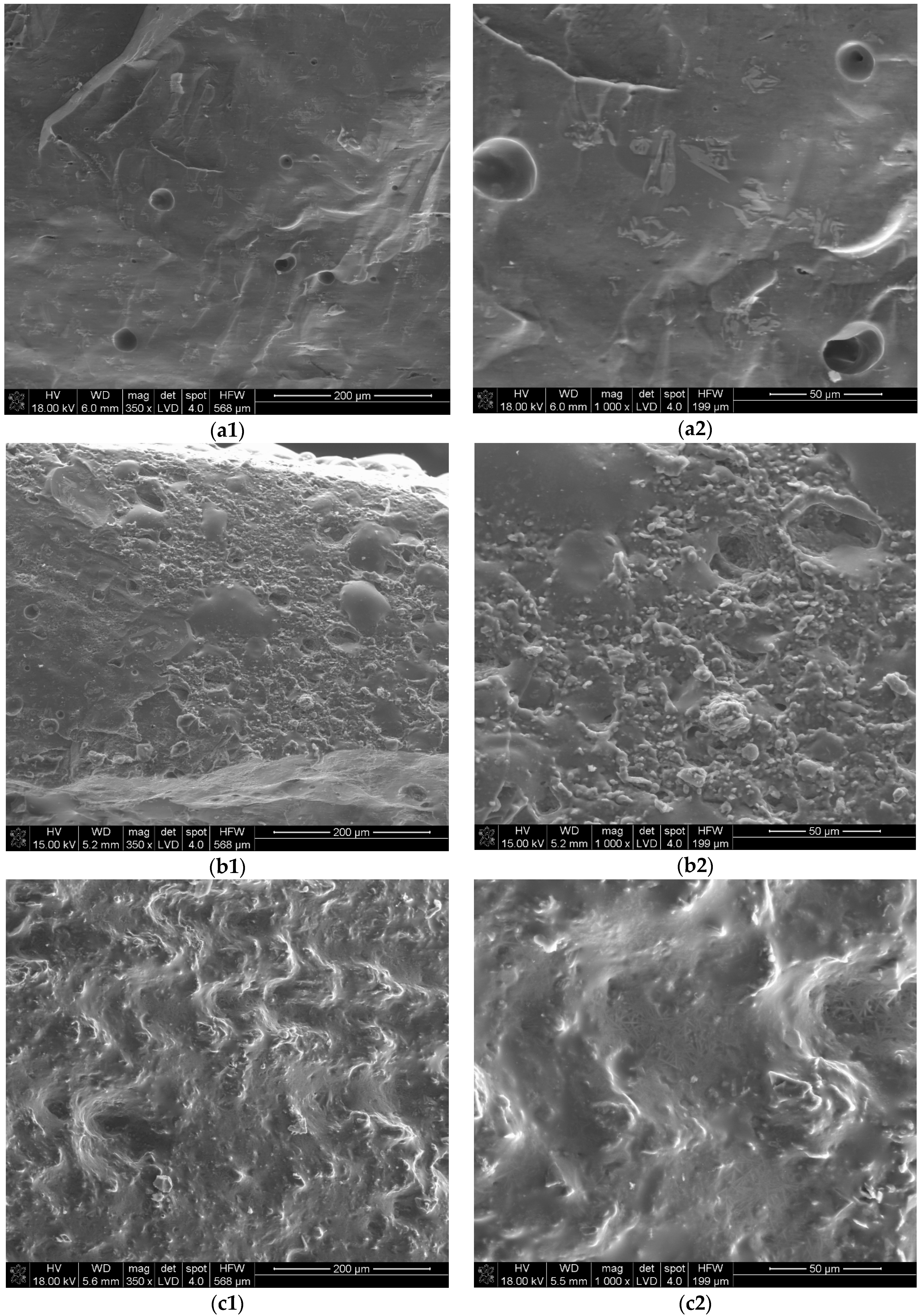
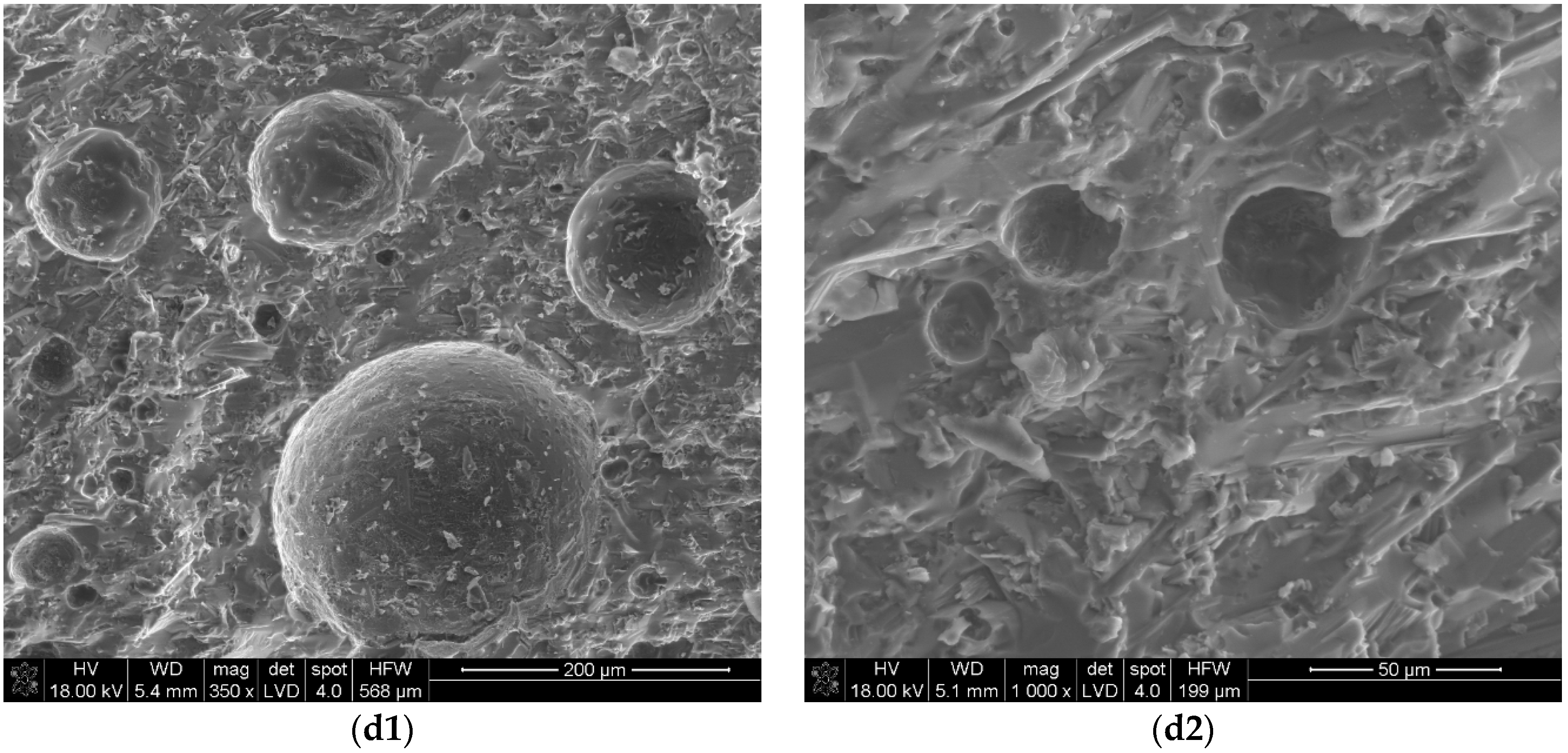
3.2. Thermal Decomposition and Ceramification
4. Conclusions
Supplementary Materials
Acknowledgments
Additional Information
Author Contributions
Conflicts of Interest
Abbreviations
| APP | ammonium polyphosphate |
| ARHE | averaged heat release rate |
| CBS | N-Cyclohexyl-2-benzothiazole sulfonamide |
| CF | carbon fibers |
| EHC | effective heat of combustion |
| e-SBR | emulsion-synthesized styrene-butadiene rubber |
| EVA | poly(ethylene-vinyl acetate) |
| HRR | heat release rate |
| LOI | limiting oxygen index |
| MLR | mass loss rate |
| OMMT | organofilized montmorillonite |
| phr | weight parts per hundred weight parts of rubber |
| rpm | revolutions per minute |
| THR | total heat released |
| TMQ | 2,2,4-trimethyl-1,2-dihydroquinoline |
References
- Ferg, E.E.; Hlangothi, S.P.; Bambalaza, S. An experimental design approach in formulating a ceramifiable EVA/PDMS composite coating for electric cable insulation. Polym. Compos. 2015. [Google Scholar] [CrossRef]
- Gardelle, B.; Duquesne, S.; Vandereecken, P.; Bourbigot, S. Resistance to fire of silicone-based coatings: Fire protection of steel against cellulosic fire. J. Fire Sci. 2014, 32, 374–387. [Google Scholar] [CrossRef]
- Xiong, Y.; Shen, Q.; Chen, F.; Luo, G.; Yu, K.; Zhang, L. High strength retention and dimensional stability of silicone/alumina composite panel under fire. Fire Mater. 2012, 36, 254–263. [Google Scholar] [CrossRef]
- Morgan, A.B.; Chu, L.L.; Harris, J.D. A flammability performance comparison between synthetic and natural clays in polystyrene nanocomposites. Fire Mater. 2005, 29, 213–229. [Google Scholar] [CrossRef]
- Hermansson, A.; Hjertberg, T.; Sultan, B.-A. The flame retardant mechanism of polyolefins modified with chalk and silicone elastomer. Fire Mater. 2003, 27, 51–70. [Google Scholar] [CrossRef]
- Mansouri, J.; Wood, C.A.; Roberts, K.; Cheng, Y.B.; Burford, R.P. Investigation of the ceramifying process of modified silicone-silicate compositions. J. Mater. Sci. 2007, 42, 6046–6055. [Google Scholar] [CrossRef]
- Wang, J.; Ji, C.; Yan, Y.; Zhao, D.; Shi, L. Mechanical and ceramifiable properties of silicone rubber filled with different inorganic fillers. Polym. Degrad. Stabil. 2015, 121, 149–156. [Google Scholar] [CrossRef]
- Di, H.-W.; Deng, C.; Li, R.-M.; Dong, L.-P.; Wang, Y.-Z. A novel EVA composite with simultaneous flame retardation and ceramifiable capacity. RSC Adv. 2015, 5, 51248–51257. [Google Scholar] [CrossRef]
- Pędzich, Z.; Bieliński, D.M.; Anyszka, R.; Lach, R.; Ziąbka, M. Ceramizable composites for fire resistant applications. Key Eng. Mat. 2014, 602–603, 290–295. [Google Scholar] [CrossRef]
- Anyszka, R.; Bieliński, D.M.; Pędzich, Z. Boron oxide as a fluxing agent for silicone rubber-based ceramizable composites. In Materials Science of Polymers: Plastics, Rubber, Blends and Composites, 1st ed.; Haghi, A.K., Castro, E.A., Thomas, S., Sivakumar, P.M., Mercader, A.G., Eds.; CRC Press, T & F Group: Waretown, NJ, USA, 2015; Volume 1, pp. 125–138. [Google Scholar]
- Camino, G.; Lomakin, S.M.; Lazzari, M. Polydimethylsiloxane thermal degradation Part 1. Kinetic aspects. Polymer 2001, 42, 2395–2402. [Google Scholar] [CrossRef]
- Hayashida, K.; Tsuge, S.; Ohtani, H. Flame retardant mechanism of polydimethylsiloxane material containing platinum compound studied by analytical pyrolysis techniques and alkaline hydrolysis gas chromatography. Polymer 2003, 44, 5611–5616. [Google Scholar] [CrossRef]
- Delebecq, E.; Hamdani-Devarennes, S.; Raeke, J.; Lopez-Cuesta, J.-M.; Ganachaud, F. High residue contents indebted by platinum and silica synergistic action during the pyrolysis of silicone formulations. ACS Appl. Mater. Interfaces 2011, 3, 869–880. [Google Scholar] [CrossRef] [PubMed]
- Hu, S.; Chen, F.; Li, J.-G.; Shen, Q.; Huang, Z.-X.; Zhang, L.-M. The ceramifying process and mechanical properties of silicone rubber/ammonium polyphosphate/aluminium hydroxide/mica composites. Polym. Degrad. Stabil. 2016, 126, 196–203. [Google Scholar] [CrossRef]
- Zhang, X.; Guan, Y.; Xie, Y.; Qiu, D. “House-of-cards” structures in silicone rubber composites for superb anti-collapsing performance at medium high temperature. RSC Adv. 2016, 6, 7970–7976. [Google Scholar] [CrossRef]
- Anyszka, R.; Bieliński, D.M.; Pędzich, Z.; Szumera, M. Influence of surface-modified montmorillonites on properties of silicone rubber-based ceramizable composites. J. Therm. Anal. Calorim. 2015, 119, 111–121. [Google Scholar] [CrossRef]
- Imiela, M.; Anyszka, R.; Bieliński, D.M.; Pędzich, Z.; Zarzecka-Napierała, M.; Szumera, M. Effect of carbon fibers on thermal properties and mechanical strength of ceramizable composites based on silicone rubber. J. Therm. Anal. Calorim. 2016, 124, 197–203. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, Q.; Liu, Q.; Cheng, H.; Frost, R.L. Thermal stability of styrene butadiene rubber (SBR) composites filled with kaolinite/silica hybrid filler. J. Therm. Anal. Calorim. 2014, 115, 1013–1020. [Google Scholar] [CrossRef]
- Rybiński, P.; Janowska, G.; Jóźwiak, M.; Jóźwiak, M. Thermal stability and flammability of styrene-butadiene rubber (SBR) composites. Effect of attapulgite, silica, carbon nanofiber, and the synergism of their action on the properties SBR composites. J. Therm. Anal. Calorim. 2013, 113, 43–52. [Google Scholar] [CrossRef]
- Sun, J.T.; Huang, Y.D.; Gong, G.F.; Cao, H.L. Thermal degradation kinetics of poly(methylphenylsiloxane) containing methacryoyl groups. Polym. Degrad. Stabil. 2006, 91, 339–346. [Google Scholar] [CrossRef]
- Ozawa, T. A new method of analyzing thermogravimetric data. Bull. Chem. Soc. Jpn. 1965, 38, 1881–1886. [Google Scholar] [CrossRef]
- Flynn, J.H.; Wall, L.A. A quick direct method for determination of activation energy from thermogravimetric data. J. Polym. Sci. Pol. Lett. 1966, 4, 323–328. [Google Scholar] [CrossRef]
- Rybiński, P.; Janowska, G.; Dobrzyńska, R.; Kucharska, A. Effect of halogenless flame retardants on the thermal properties, flammability and fire hazard of cross-linked EVM/NBR rubber blends. J. Therm. Anal. Calorim. 2014, 115, 771–782. [Google Scholar] [CrossRef]
- Hamdani-Devarennes, S.; Longuet, C.; Sonnier, R.; Ganachaud, F.; Lopez-Cuesta, J.-M. Calcium and aluminium-based fillers as flame-retardant additives in silicone matrices. III. Investigations on fire reaction. Polym. Degrad. Stabil. 2013, 98, 2021–2032. [Google Scholar] [CrossRef]
- Hamdani-Devarennes, S.; Pommier, A.; Longuet, C.; Lopez-Cuesta, J.-M.; Ganachaud, F. Calcium and aluminium-based fillers as flame-retardant additives in silicone matrices. II. Analyses on composite residues from an industrial-based pyrolysis test. Polym. Degrad. Stabil. 2011, 96, 1562–1572. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Sample Description | ||||
|---|---|---|---|---|---|
| SBR_pris | SBR_hal | SBR_kao | SBR_mic | SBR_wol | |
| ti (s) | 34 | 82 | 67 | 61 | 51 |
| to (s) | 217 | 399 | 289 | 323 | 304 |
| THR (MJ/m2) | 13.5 | 12.7 | 12.1 | 10.3 | 11.4 |
| ml (%) | 100.0 | 30.9 | 28.6 | 27.3 | 27.4 |
| HRRp (kW/m) | 177.6 | 105.3 | 118.4 | 95.8 | 106.9 |
| HRRm (kW/m) | 72.8 | 40.2 | 54.4 | 39.0 | 45.5 |
| EHCp (MJ/kg) | 78.2 | 66.0 | 67.4 | 54.8 | 79.7 |
| EHCm (MJ/kg) | 15.0 | 10.8 | 11.9 | 11.5 | 14.6 |
| MLRp (g/s) | 0.316 | 0.138 | 0.142 | 0.144 | 0.145 |
| MLRm (g/s) | 0.043 | 0.033 | 0.040 | 0.030 | 0.028 |
| HRRp/ti (kW/ms) | 5.22 | 1.28 | 1.77 | 1.57 | 2.10 |
| Conversion Rate ɑ | Activation Energy of Thermal Decomposition (kJ/mol) | ||||
|---|---|---|---|---|---|
| SBR_pris | SBR_hal | SBR_kao | SBR_mic | SBR_wol | |
| 0.3 | 88.4 | 76.5 | 158.3 | 64.7 | 72.3 |
| 0.4 | 77.6 | 112.3 | 117.3 | 66.8 | 73.3 |
| 0.5 | 71.1 | 112.5 | 108.4 | 68.4 | 70.3 |
| 0.6 | 73.6 | 98.1 | 101.8 | 72.3 | 70.1 |
| 0.7 | 72.6 | 89.5 | 98.6 | 74.7 | 67.2 |
| 0.8 | 78.7 | 86.1 | 96.8 | 76.0 | 46.2 |
| Mean | 77.0 ± 6.3 | 95.8 ± 14.5 | 113.5 ± 23.2 | 70.5 ± 4.5 | 66.6 ± 10.2 |
| Parameter | Sample Description | ||||
|---|---|---|---|---|---|
| SBR_pris | SBR_hal | SBR_kao | SBR_mic | SBR_wol | |
| T05 (°C) | 294 | 315 | 365 | 390 | 371 |
| Thr (°C) | 436 | 432 | 431 | 431 | 432 |
| Hdr (%/min) | −7.44 | −2.39 | −2.04 | −2.04 | −1.99 |
| P500 (%) | 0.0 | 66.2 | 70.8 | 73.6 | 73.0 |
| Cs (N) | - | 1402 ± 638 | 1297 ± 789 | 1221 ± 328 | 602 ± 315 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Anyszka, R.; Bieliński, D.M.; Pędzich, Z.; Rybiński, P.; Imiela, M.; Siciński, M.; Zarzecka-Napierała, M.; Gozdek, T.; Rutkowski, P. Thermal Stability and Flammability of Styrene-Butadiene Rubber-Based (SBR) Ceramifiable Composites. Materials 2016, 9, 604. https://doi.org/10.3390/ma9070604
Anyszka R, Bieliński DM, Pędzich Z, Rybiński P, Imiela M, Siciński M, Zarzecka-Napierała M, Gozdek T, Rutkowski P. Thermal Stability and Flammability of Styrene-Butadiene Rubber-Based (SBR) Ceramifiable Composites. Materials. 2016; 9(7):604. https://doi.org/10.3390/ma9070604
Chicago/Turabian StyleAnyszka, Rafał, Dariusz M. Bieliński, Zbigniew Pędzich, Przemysław Rybiński, Mateusz Imiela, Mariusz Siciński, Magdalena Zarzecka-Napierała, Tomasz Gozdek, and Paweł Rutkowski. 2016. "Thermal Stability and Flammability of Styrene-Butadiene Rubber-Based (SBR) Ceramifiable Composites" Materials 9, no. 7: 604. https://doi.org/10.3390/ma9070604
APA StyleAnyszka, R., Bieliński, D. M., Pędzich, Z., Rybiński, P., Imiela, M., Siciński, M., Zarzecka-Napierała, M., Gozdek, T., & Rutkowski, P. (2016). Thermal Stability and Flammability of Styrene-Butadiene Rubber-Based (SBR) Ceramifiable Composites. Materials, 9(7), 604. https://doi.org/10.3390/ma9070604