The continuous-time modeling method was adopted to establish the scheduling layer model. The optimization objective of the scheduling layer is to complete the production tasks assigned from the planning layer as much as possible. Therefore, the minimization of the value of the difference between the task amount assigned by the planning layer and the task amount completed by the scheduling layer was taken as the objective function. Resource balance constraint, capacity constraint, demand constraint, time constraint, sequence constraint, utility supply and utility time constraint were also considered. In scheduling layer, fuzzy theory is utilized to describe the uncertainty of the utility. Finally, the uncertainty model of utility is transformed into a deterministic model with membership degree by corresponding mathematical method.
2.2.1. Deterministic Model
The objective function is the minimization of the value of the difference between the task quantity assigned by the planning layer and the task quantity completed by the scheduling layer. The first part represents the reference task quantity assigned at the end of the planning period, and the second part represents the total final delivery of products completed by the scheduling layer within the planning period.
2. Resource balance constraints:
Constraints (21) and (22) respectively represent resource balance constraints of subsequent event points and the initial event point. The amount of available resources at event is equal to the amount of available resources at the previous event point plus the production amount of the previous event point, and the consumption of the current point. Moreover, in Constraints (21) and (22), , .
Constraint (23) represents that the availability of the resource status at the event point is limited between the resource upper limit and the resource lower limit . For device resources, this constraint limits the appropriate number of device units; for material resources, this constraint limits the storage of material resources. In Constraint (24), is the upper limit of material handling amount and is the lower limit of material handling amount. When , material handing amount of task should be between the upper limit of material handling amount and the lower limit of material handling amount ; otherwise, when , this constraint forces .
Constraint (25) represents that the reference task quantity
assigned by the planning layer within the specified period
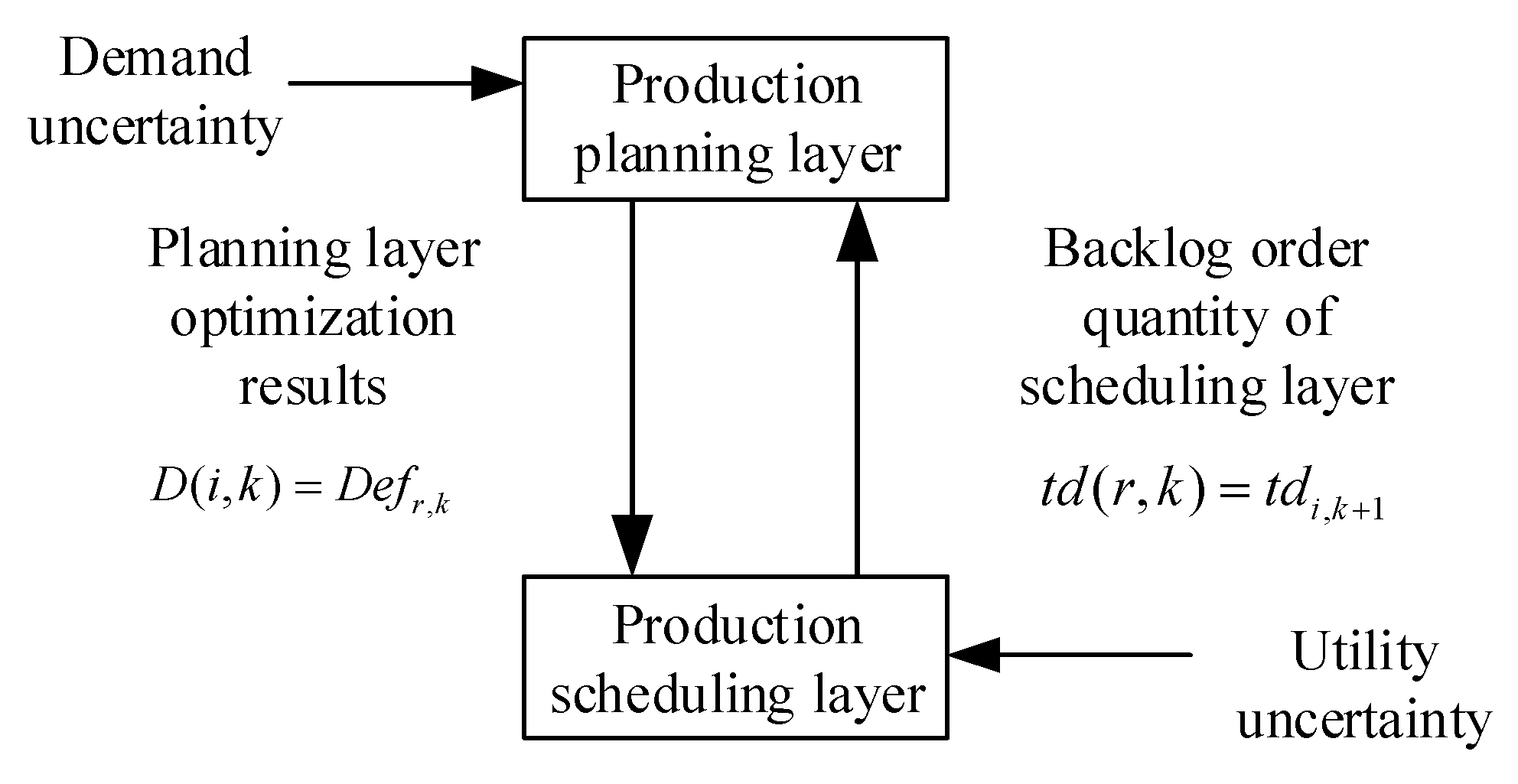
shall be greater than or equal to the total product delivery quantity. In Constraint (26), the backlog order quantity of product
of the scheduling layer should be equal to the difference between the reference task quantity
of the planning layer and the final delivery quantity of the product, the backlog order quantity
in the obtained optimization results of the scheduling layer is fed back to the next period of planning model as
in Constraint (5). When we first solve the planning layer, we treat
as 0 and get the first period of optimization result of the planning layer. By inputting this result into the scheduling layer, the optimization result of scheduling layer, optimized for the first time, will be obtained. The backlog order quantity
in the obtained optimization results of the scheduling layer is fed back to the next period of planning model as
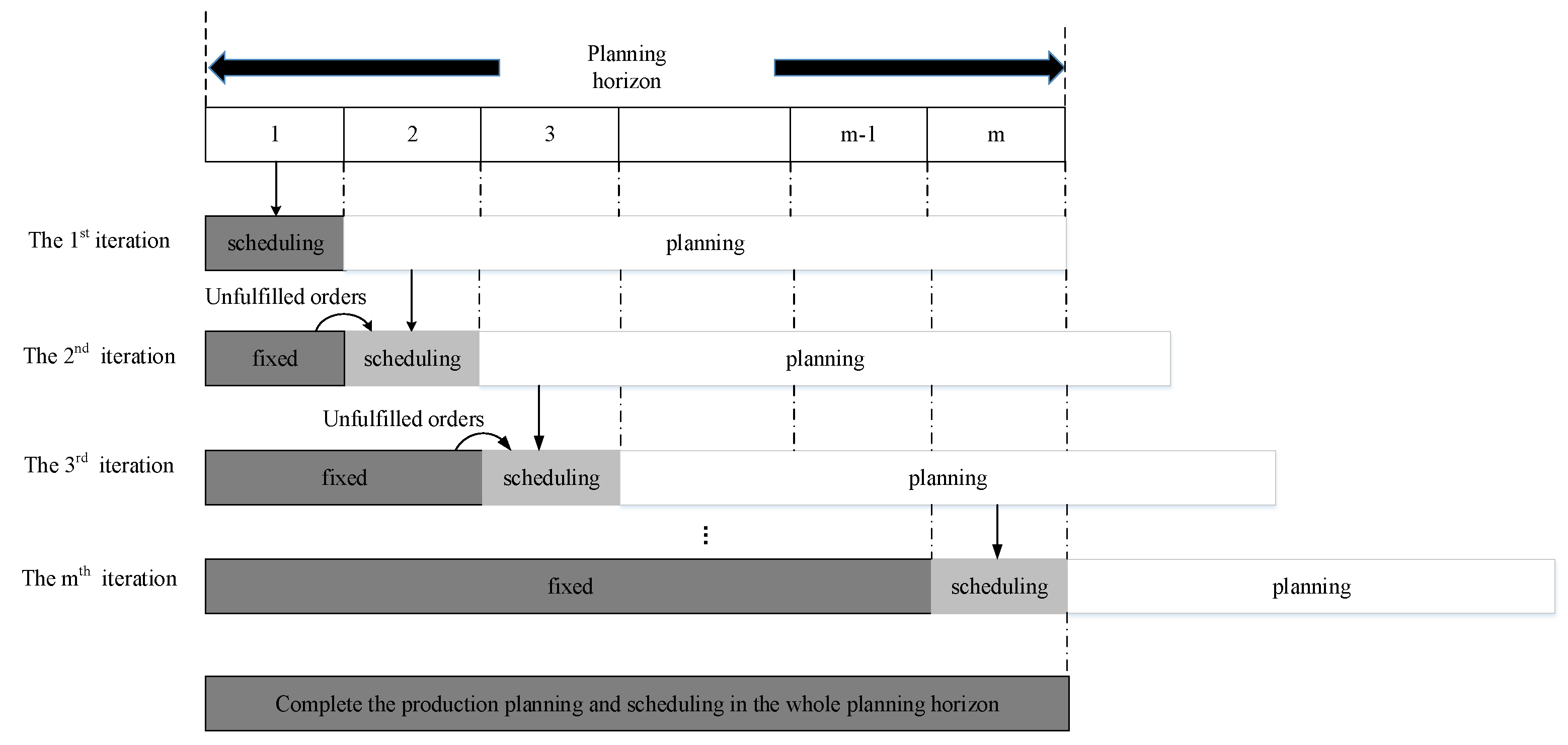
. The final optimization results of planning layer and scheduling layer are obtained by iterative solution.
Constraint (28) represents that the start time of tasks at the event point should be less than or equal to the scheduling horizon . In Constraint (29), and respectively represent the constant term and variable term of task duration time, namely the end time of tasks at the event point should be equal to the duration time of the task plus the start time of the task.
6. Sequence constraints:
a. Same task in the same unit:
Constraint (30) represents that the start time of tasks at the event point should be greater than or equal to the end time of tasks executing on the same device at the event point .
b. Different tasks in the same unit:
Constraint (31) represents that the start time of tasks at the event point should be greater than or equal to the end time of different tasks executing on the same device at the event point .
c. Different tasks in different units:
In Constraint (32), if , the start time of tasks at the event point should be greater than or equal to the end time of different tasks on different devices at the event point ; If , Constraint (32) is relaxed, where is a positive big number.
7. Utility supply and utility time constraints:
Constraint (33) represents that the maximum supply of utility should be greater than or equal to the total consumption of the same utility at the same event point . The consumption of utility is determined by constant term and variable term . Constraint (34) represents that the start time consuming utility should be less than or equal to the scheduling time horizon . Constraint (35) represents that the start time of the utility at the event point should be greater than or equal to the start time of the utility at the event point .
2.2.2. Fuzzy Uncertain Model
It is an effective method to describe the uncertainty of utility with fuzzy theory, because it is much easier to determine the membership function of a fuzzy number than the distribution function of a random variable. Different from the order demand, utilities are greatly influenced by the energy system, and the energy system is disturbed by many factors, so it is difficult to determine the specific distribution function to express the uncertainty of utilities. In this chapter, the fuzzy theory [
36] is used to describe the uncertainty of utilities.
The deterministic scheduling model is replaced by the following fuzzy scheduling model:
Objective function: (20)
Constraints: (21)–(26), (28)–(32), (34), (35)
Constraint (36), deterministic constraint (33) is replaced by fuzzy constraint (36).
The utility supply
in Constraint (36) is an uncertain parameter. It is assumed that the triangular membership function of
is
, which is expressed as follows:
Using the theory of fuzzy knowledge, Constraint (36) can be converted to Constraint (38). Finally, the uncertain model with utility constraints is transformed into a deterministic model with membership degree.
,
,
are the weights, and
; the fuzzy parameters of High-pressure Steam (HS) and Cooling Water (CW) include the most pessimistic value, the most possible value, and the most optimistic value. The three prominent values, i.e., the most pessimistic, the most possible, and the most optimistic values for each fuzzy number are usually estimated by decision maker [
37,
38]. In this paper, the three prominent values are defined according to determining method of universe and the experience of engineering. The universe
of fuzzy number is defined as an equation according to Basyigit and Ulu [
39], where
is the minimum value in statistical data of fuzzy number,
is the maximum value in statistical data of fuzzy number.
and
are defined as an equation and according to the experience of engineering.
is the value of which the frequency of occurrence is the highest in statistical data of fuzzy numbers.
In order to describe fuzzy numbers more generally, in this paper we define
,
and
as the most pessimistic value, the most possible value, and the most optimistic value. The most pessimistic value
is equal to
(the left boundary of universe). The most possible value
is equal to
. The most optimistic value
is equal to
(the right boundary of universe).
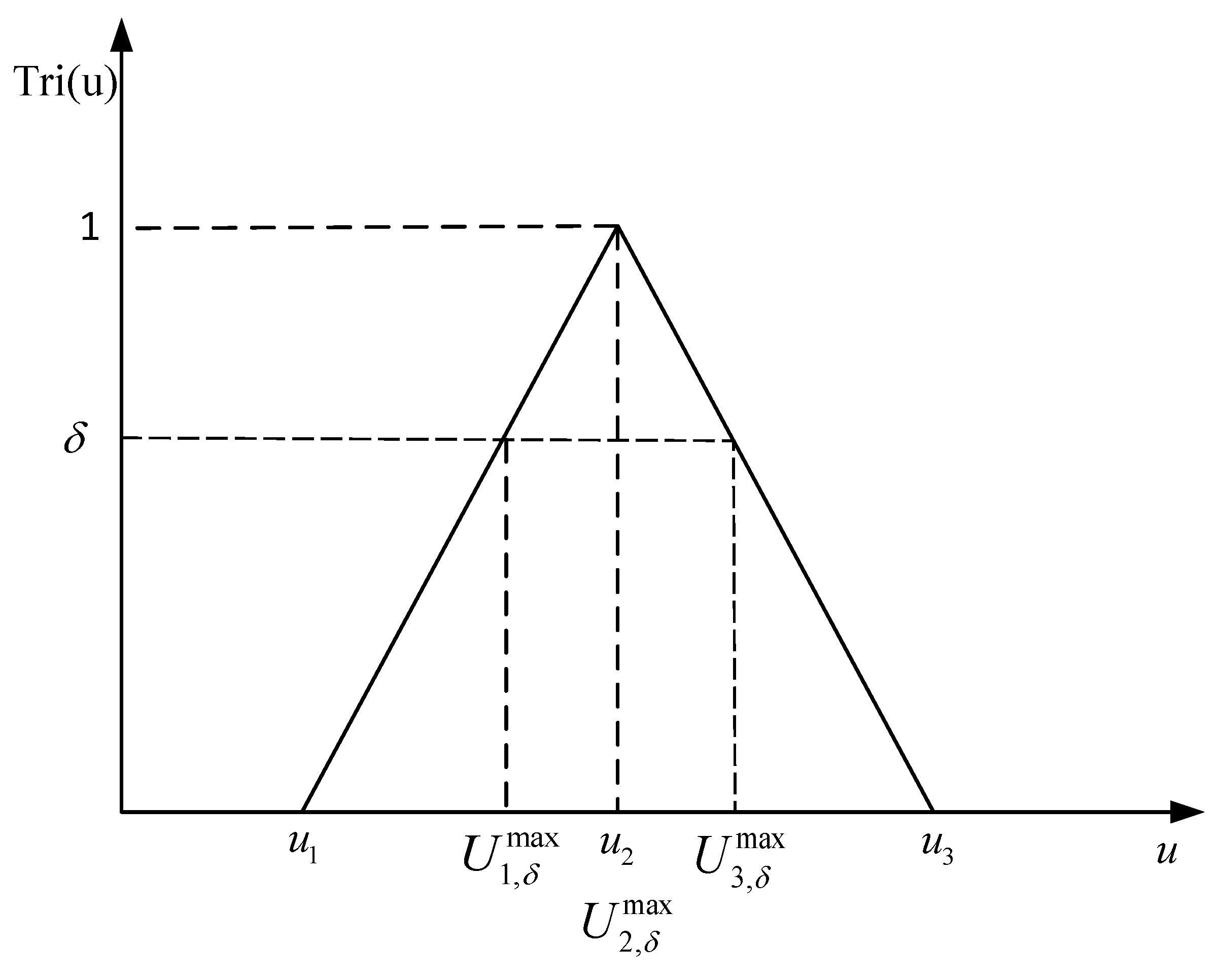
The triangular membership degrees of
,
,
are the boundary points of
under the cut set
, the corresponding calculation formula of the boundary point is as follows, and the relationship between them is shown in
Figure 1.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}