
A Review on Data-Driven Condition Monitoring of Industrial Equipment



Abstract
:1. Introduction
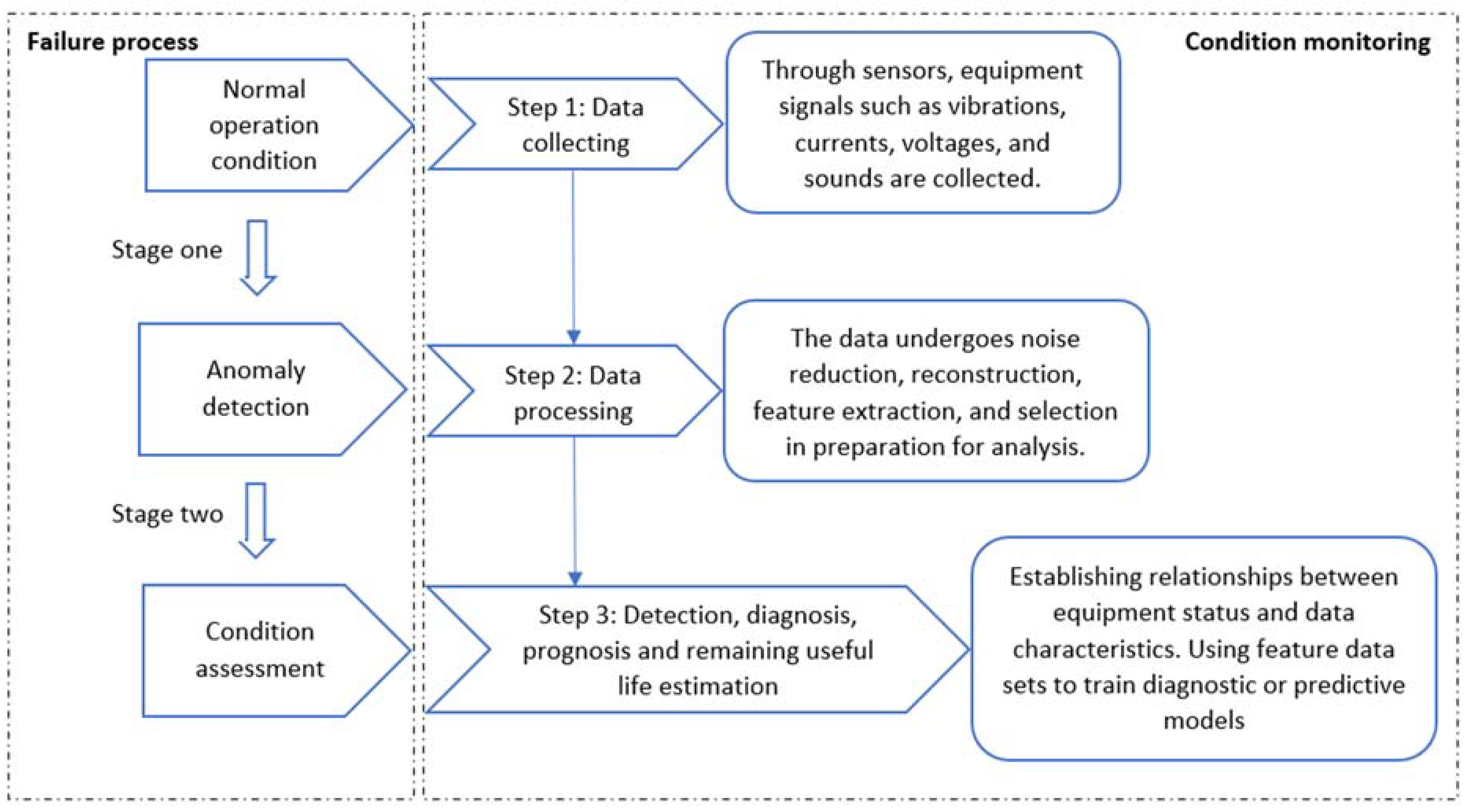
2. Data-Driven Condition Monitoring of Industrial Equipment
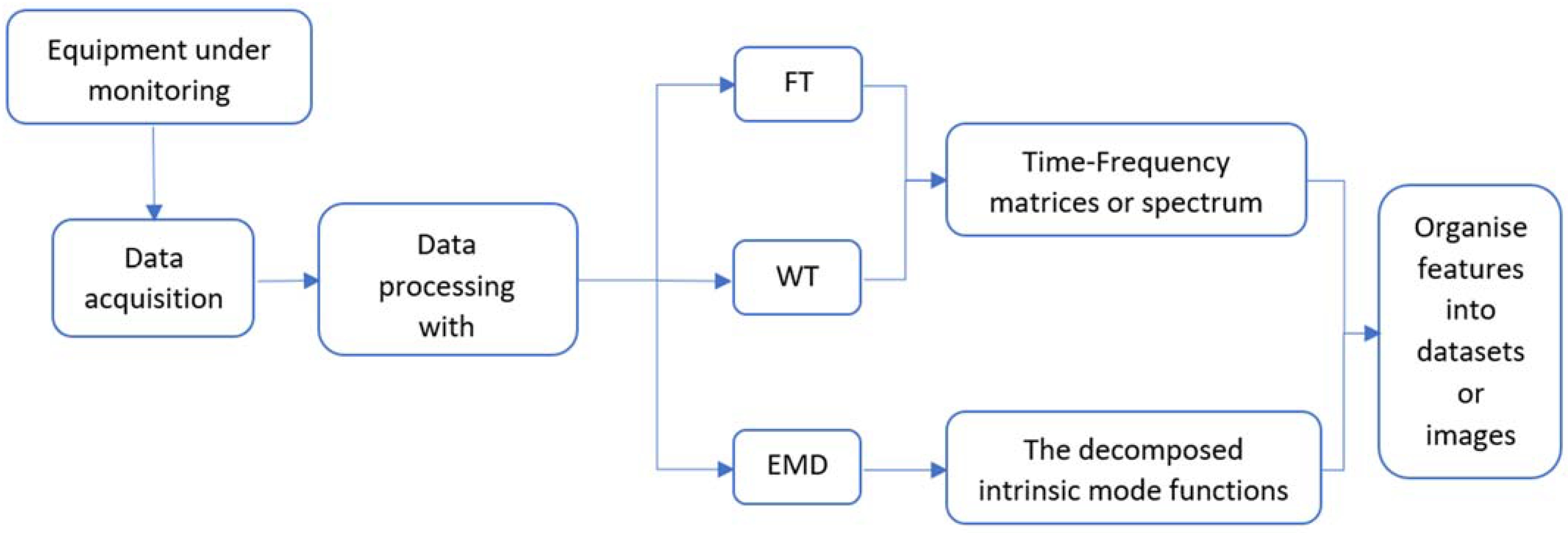
2.1. Data Processing Methods
2.1.1. The Fourier Transform Approach
2.1.2. The Wavelet Transform Approach
2.1.3. The Empirical Model Decomposition Approach
- (a)
- After calculating all local extremes of the original signal , a cubic spline function is used to link all local maxima as the upper envelope , followed by a cubic spline function to connect all local minima as the lower envelope . The mean envelope is then determined between the upper and lower envelopes. Next, subtract from the original signal to obtain a new signal .
- (b)
- If satisfies the IMF criteria [65], it is recorded as as the first order IMF. If not, continue step a using as the original signal until, after times computations, meets the IMF criteria then is the desired first order IMF.
- (c)
- Subtract from the original signal to obtain the new signal as:
2.2. Fault Diagnosis and Prediction
2.2.1. Method Based on Shallow Machine Learning
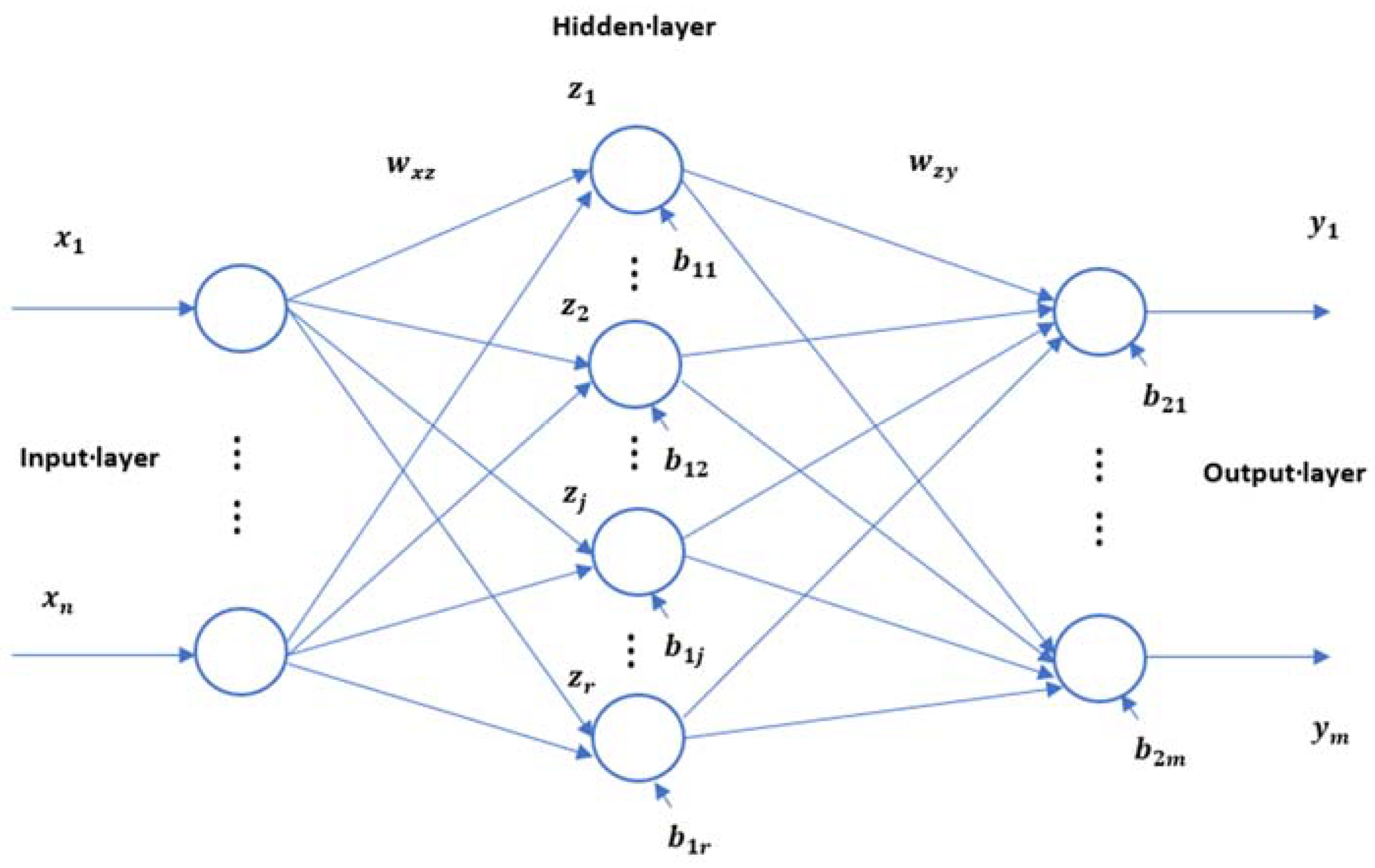
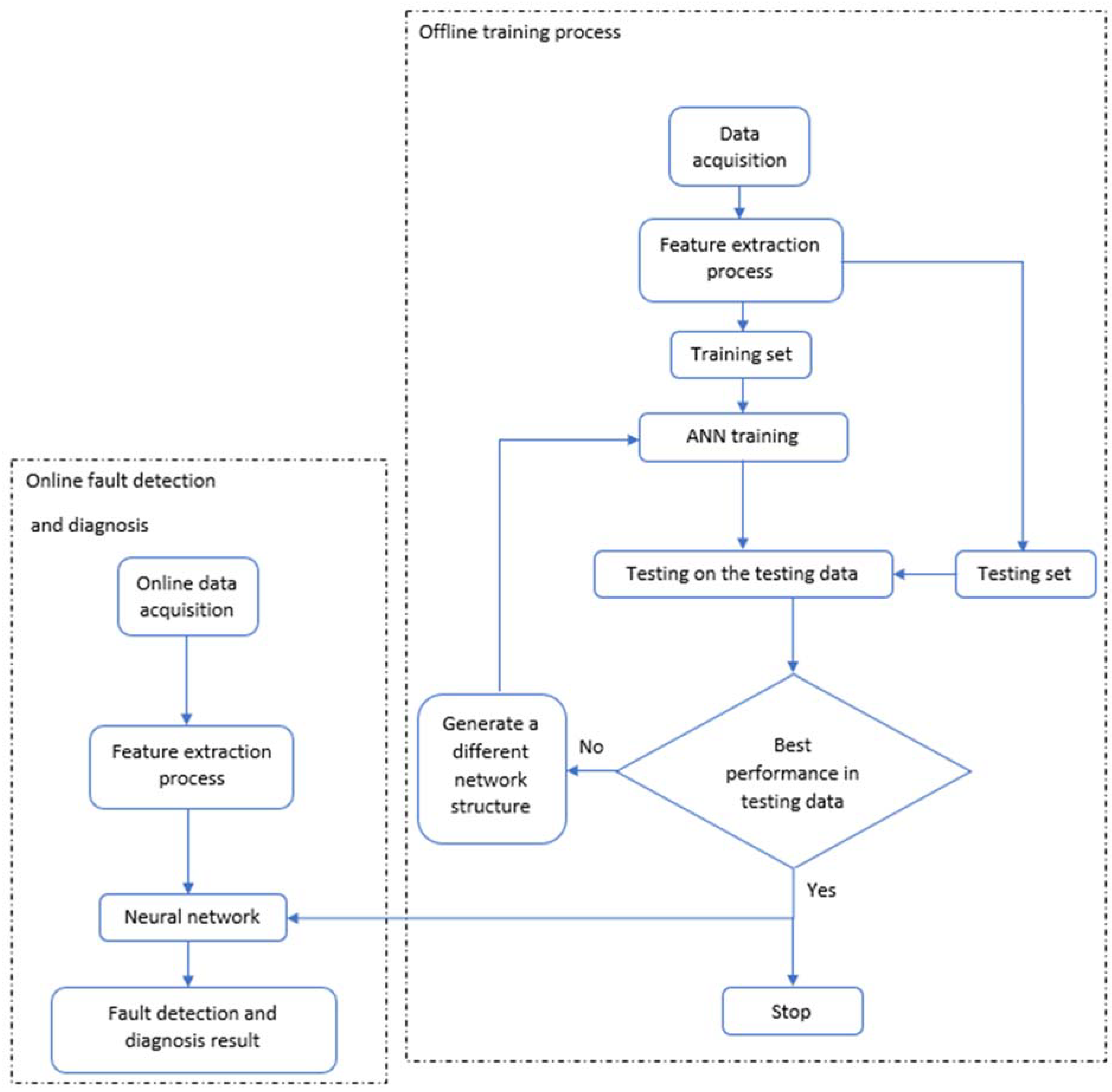
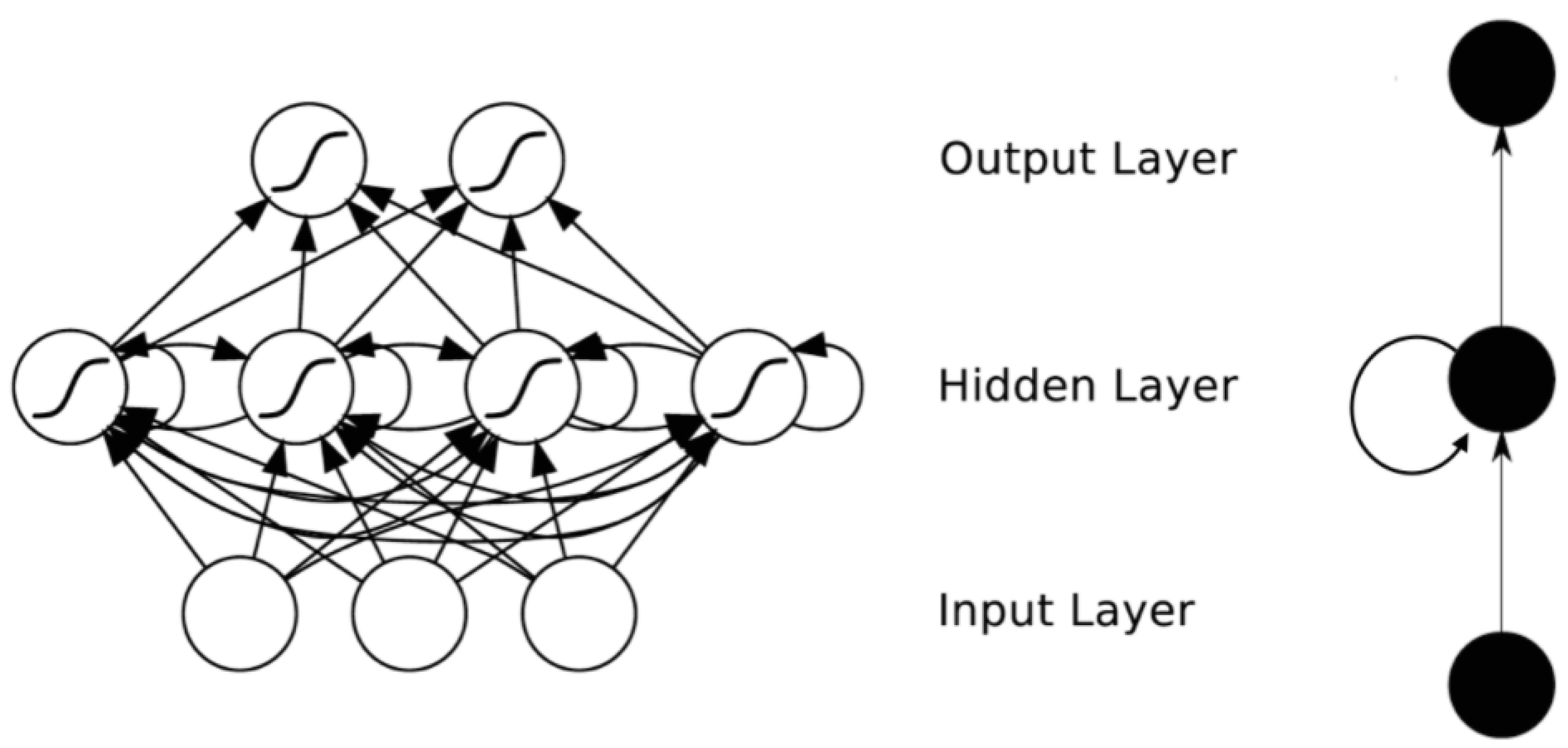
The Artificial Neural Networks Approach
The Support Vector Machine (SVM) Approach
The Extreme Learning Machine Approach
2.2.2. Method Based on Deep Learning
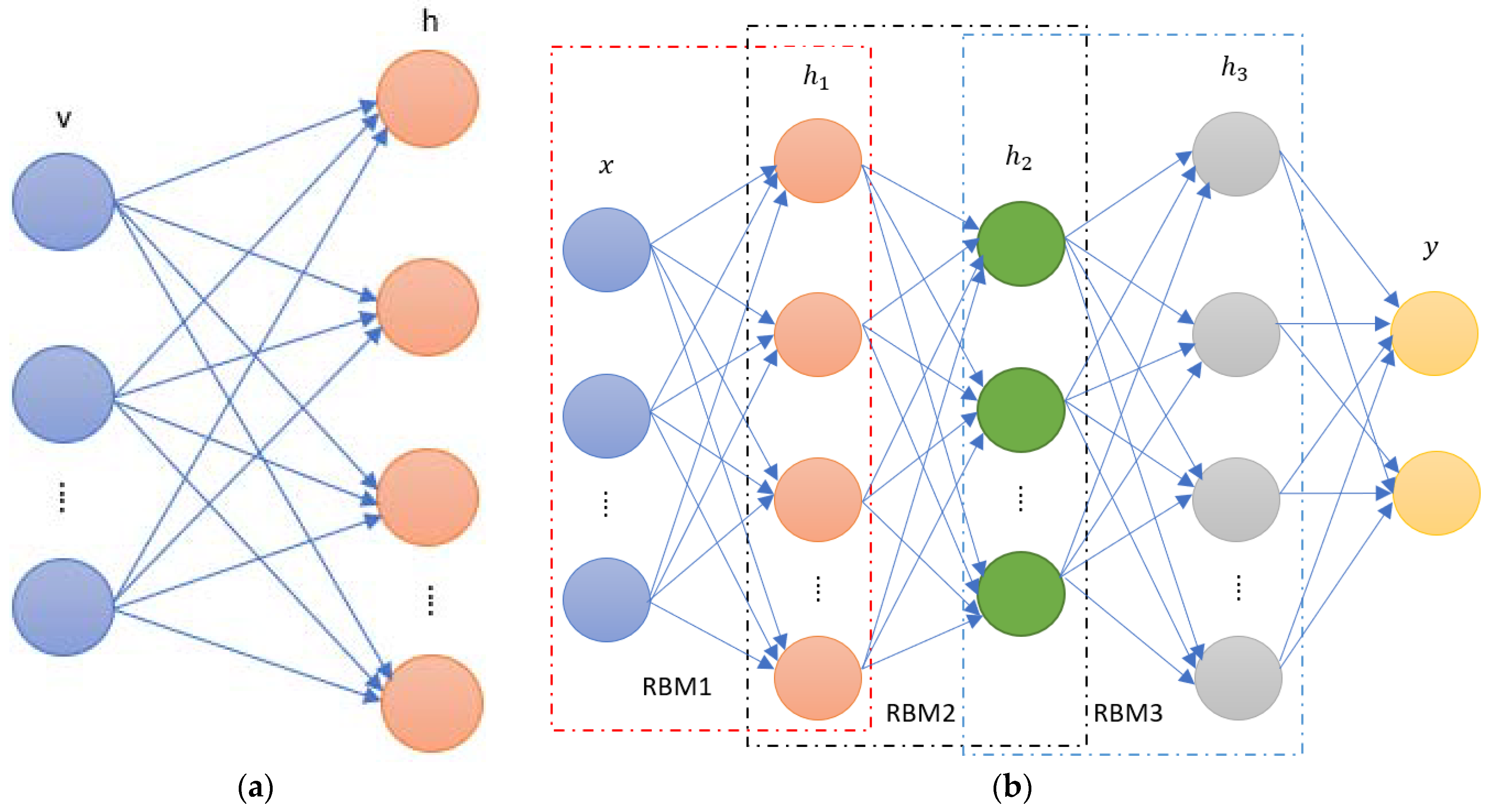
The Deep Belief Network Approach
The Convolutional Neural Network Approach
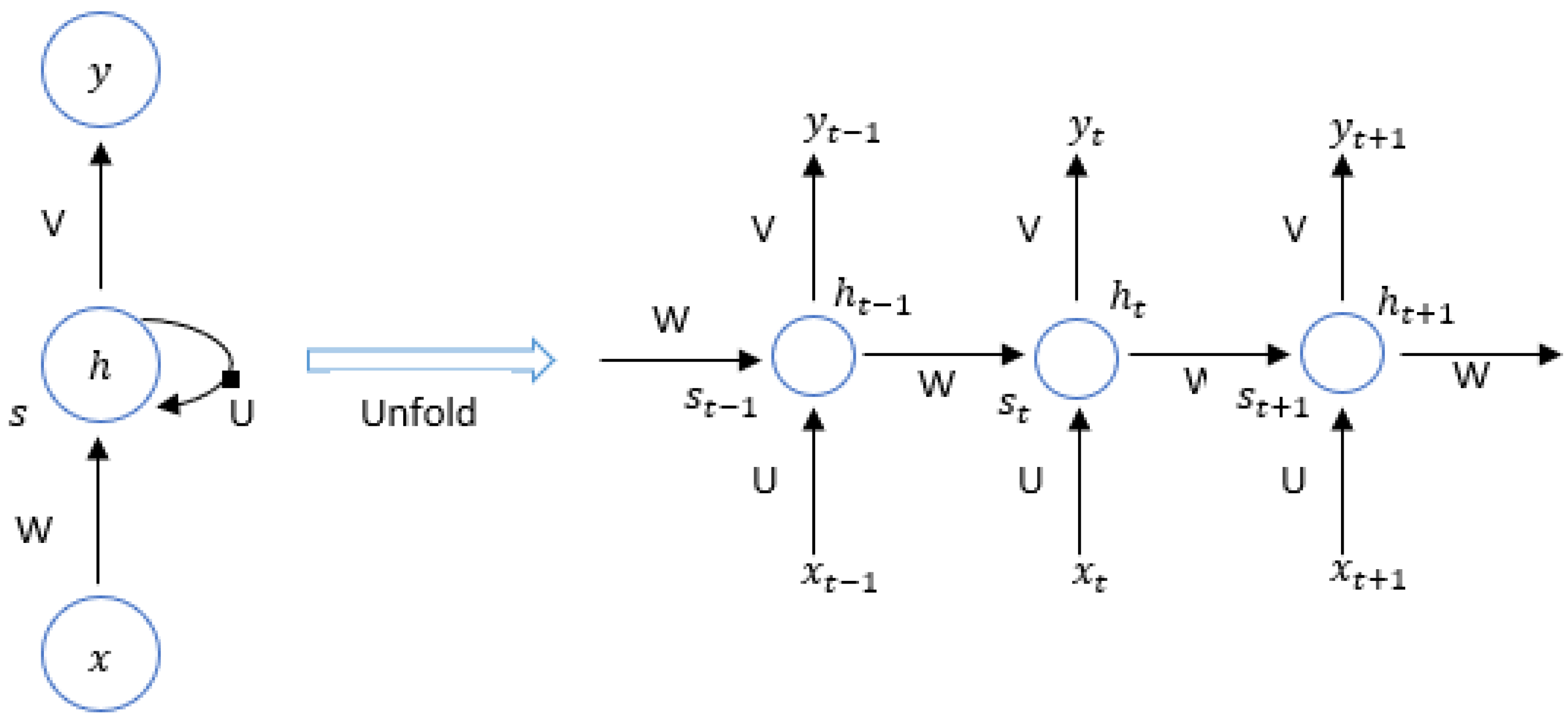
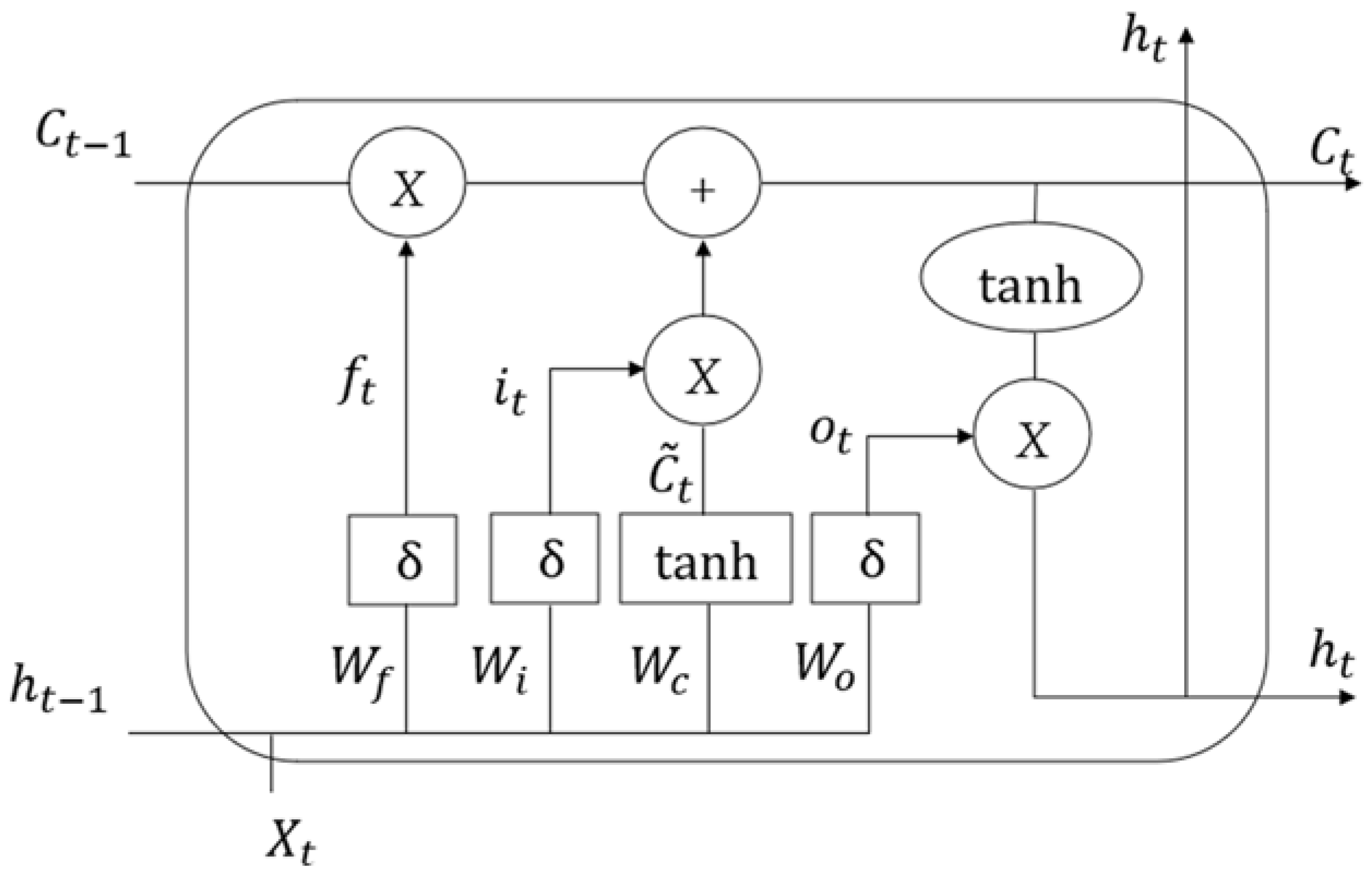
The Recurrent Neural Network Approach
3. Conclusions
- Literature has focused on various types of faults, including rotor, stator winding, bearing wear, unbalance faults, etc., in motors; cavitation, leakage, impeller faults, etc., in pumps; and inner race, outer race, ball, and roller faults in bearings. These faults are often assessed individually in condition monitoring, however, multiple faults can exist in a single component, so it is necessary to consider this situation carefully and to achieve differentiation and resolution of multiple faults.
- As different types of equipment may have faults of varying severity in their operating condition, it is essential to consider the state of development of faults to correctly diagnose and detect them at the earliest stages of their occurrence, which is very rare in research work.
- Another issue that cannot be disregarded is the imbalance of data categories, since equipment always operates under normal conditions to collect normal data, resulting in a small number of fault sample data. In addition, most AI-based monitoring systems utilize historical or current databases. However, it is impossible to have a database for all machines operating under all conditions. Therefore, it is necessary to research how to allow AI models to execute condition monitoring in the absence of training data or under particular operating conditions that have not been trained.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, W.; Taylor, J.; Rees, R.J. Recent Advancement of Deep Learning Applications to Machine Condition Monitoring Part 1: A Critical Review. Acoust. Aust. 2021, 49, 207–219. [Google Scholar] [CrossRef]
- Alshorman, O.; Irfan, M.; Saad, N.; Zhen, D.; Haider, N.; Glowacz, A.; Alshorman, A. A Review of Artificial Intelligence Methods for Condition Monitoring and Fault Diagnosis of Rolling Element Bearings for Induction Motor. Shock Vib. 2021, 2020, 8843759. [Google Scholar] [CrossRef]
- Drakaki, M.; Karnavas, Y.L.; Tziafettas, I.A.; Linardos, V.; Tzionas, P. Machine Learning and Deep Learning Based Methods Toward Industry 4.0 Predictive Maintenance in Induction Motors: A State of the Art Survey. J. Ind. Eng. Manag. 2022, 15, 31–57. [Google Scholar] [CrossRef]
- Dash, R.N.; Sahu, S.; Panigrahi, C.K.; Subudhi, B. Condition monitoring of induction motors: A review. In Proceedings of the International Conference on Signal Processing, Communication, Power, and Embedded System (SCOPES), Paralakhemundi, India, 3–5 October 2016. [Google Scholar]
- Gissella, J.; Lázaro, M.; Borrás Pinilla, C.; Prada, S.R. A survey of approaches for fault diagnosis in axial piston pumps. In Proceedings of the ASME International Mechanical Engineering Congress and Exposition, Proceedings (IMECE), Phoenix, AZ, USA, 11–17 November 2016. [Google Scholar]
- Olesen, J.F.; Shaker, H.R. Predictive maintenance for pump systems and thermal power plants: State-of-the-art review, trends and challenges. Sensors 2020, 20, 24–25. [Google Scholar]
- Cerrada, M.; Sánchez, R.V.; Li, C.; Pacheco, F.; Cabrera, D.; de Oliveira, J.V.; Vásquez, R.E. A review on data-driven fault severity assessment in rolling bearings. Mech. Syst. Signal Process. 2018, 99, 169–196. [Google Scholar] [CrossRef]
- Nawab, S.; Quatieri, T.; Lim, J. Signal reconstruction from short-time Fourier transform magnitude. IEEE Trans. Acoust. Speech Signal Process. 1983, 31, 986–998. [Google Scholar] [CrossRef]
- Daubechies, I. The wavelet transform, time-frequency localization and signal analysis. IEEE Trans. Inf. Theory 1990, 36, 961–1005. [Google Scholar] [CrossRef] [Green Version]
- Huang, N.E.; Shen, Z.; Long, S.R.; Wu, M.C.; Shih, H.H.; Zheng, Q.; Yen, N.-C.; Tung, C.C.; Liu, H.H. The Empirical Mode Decomposition and the Hilbert Spectrum for Nonlinear and Non-Stationary Time Series Analysis. Proc. R. Soc. Lond. Ser. A Math. Phys. Eng. Sci. 1998, 454, 903–995. [Google Scholar] [CrossRef]
- Jain, A.K.; Mao, J.; Mohiuddin, K.M. Artificial neural networks: A tutorial. Computer 1996, 3, 31–44. [Google Scholar] [CrossRef] [Green Version]
- Cortes, C.; Vapnik, V. Support-vector networks. Mach. Learn. 1995, 20, 273–279. [Google Scholar] [CrossRef]
- Huang, G.-B.; Zhu, Q.-Y.; Siew, C.-K. Extreme learning machine: Theory and applications. Neurocomputing 2006, 70, 489–501. [Google Scholar] [CrossRef]
- Mohamed, A.-R.; Dahl, G.E.; Hinton, G. Acoustic Modeling Using Deep Belief Networks. IEEE Trans. Audio Speech Lang. Process. 2012, 20, 14–22. [Google Scholar] [CrossRef]
- O’Shea, K.; Nash, R. An Introduction to Convolutional Neural Networks. arXiv 2015, arXiv:1511.08458. [Google Scholar]
- Salehinejad, H.; Barfett, J.; Sankar, S.; Barfett, J.; Colak, E.; Valaee, S. Recent advances in recurrent neural networks. arXiv 2017, arXiv:1801.01078. [Google Scholar]
- Abbasi, T.; Lim, K.H.; Soomro, T.A.; Ismail, I.; Ali, A. Condition Based Maintenance of Oil and Gas Equipment: A Review. In Proceedings of the 2020 3rd International Conference on Computing, Mathematics and Engineering Technologies (iCoMET), Sukkur, Pakistan, 29–30 January 2020. [Google Scholar]
- Chen, X.; Wang, S.; Qiao, B.; Chen, Q. Basic research on machinery fault diagnostics: Past, present, and future trends. Front. Mech. Eng. 2018, 13, 264–291. [Google Scholar] [CrossRef] [Green Version]
- Yang, Y.; Haque, M.M.M.; Bai, D.; Tang, W. Fault Diagnosis of Electric Motors Using Deep Learning Algorithms, and Its Application: A Review. Energies 2021, 14, 7017. [Google Scholar] [CrossRef]
- Althubaiti, A.; Elasha, F.; Teixeira, J.A. Fault diagnosis and health management of bearings in rotating equipment based on vibration analysis—A review. J. Vibroeng. 2021, 24, 46–74. [Google Scholar] [CrossRef]
- Khazaee, M.; Rezaniakolaie, A.; Moosavian, A.; Rosendahl, L. A novel method for autonomous remote condition monitoring of rotating machines using piezoelectric energy harvesting approach. Sens. Actuators A Phys. 2019, 95, 37–50. [Google Scholar] [CrossRef]
- Atamuradov, V.; Medjaher, K.; Camci, F.; Zerhouni, N.; Dersin, P.; Lamoureux, B. Machine health indicator construction framework for failure diagnostics and prognostics. J. Signal Process. Syst. 2021, 92, 591–609. [Google Scholar] [CrossRef]
- Wang, Y.; Wei, Z.; Yang, J. Feature Trend Extraction and Adaptive Density Peaks Search for Intelligent Fault Diagnosis of Machines. IEEE Trans. Ind. Inform. 2019, 15, 105–115. [Google Scholar] [CrossRef]
- Luo, B.; Wang, H.; Liu, H.; Li, B.; Peng, F. Early Fault Detection of Machine Tools Based on Deep Learning and Dynamic Identification. IEEE Trans. Ind. Electron. 2019, 66, 509–518. [Google Scholar] [CrossRef]
- Jiang, G.; He, H.; Yan, J.; Xie, P. Multiscale Convolutional Neural Networks for Fault Diagnosis of Wind Turbine Gearbox. IEEE Trans. Ind. Electron. 2019, 66, 3196–3207. [Google Scholar] [CrossRef]
- Mustafa, D.; Yicheng, Z.; Minjie, G.; Jonas, H.; Jürgen, F. Motor Current Based Misalignment Diagnosis on Linear Axes with Short-Time Fourier Transform (STFT). Procedia CIRP 2022, 106, 239–243. [Google Scholar] [CrossRef]
- Li, Y.; Feng, G.; Li, X.; Si, Q.; Zhu, Z. An experimental study on the cavitation vibration characteristics of a centrifugal pump at normal flow rate. J. Mech. Sci. Technol. 2018, 32, 4711–4720. [Google Scholar] [CrossRef]
- Santhoshi, M.; Babu, K.; Kumar, S.; Nandan, D. An Investigation on Rolling Element Bearing Fault and Real-Time Spectrum Analysis by Using Short-Time Fourier Transform. In Proceedings of the International Conference on Recent Trends in Machine Learning, IoT, Smart Cities and Applications. Advances in Intelligent Systems and Computing, Telangana, India, 18 October 2021; Gunjan, V.K., Zurada, J.M., Eds.; Springer: Singapore, 2021. [Google Scholar]
- Huang, W.; Gao, G.; Li, N.; Jiang, X.; Zhu, Z. Time-Frequency Squeezing and Generalized Demodulation Combined for Variable Speed Bearing Fault Diagnosis. IEEE Trans. Instrum. Meas. 2019, 68, 2819–2829. [Google Scholar] [CrossRef]
- Mishra, N.; Roy, K.; Rautela, P. Investigation of Motor Faults in NPP Using in Service Motor Monitoring System. In Proceedings of the 2016 IEEE 1st International Conference on Power Electronics, Intelligent Control and Energy Systems (ICPEICES), Delhi, India, 4–6 July 2016. [Google Scholar]
- Awadallah, M.A.; Morcos, M.M. Diagnosis of stator short circuits in brushless DC motors by monitoring phase Voltages. IEEE Trans. Energy Convers. 2005, 20, 246–247. [Google Scholar] [CrossRef]
- Aimer, A.F.; Boudinar, A.H.; Benouzza, N.; Bendiabdellah, A. Simulation and experimental study of induction motor broken rotor bars fault diagnosis using stator current spectrogram. In Proceedings of the 2015 3rd International Conference on Control, Engineering & Information Technology (CEIT), Tlemcen, Algeria, 25–27 May 2015. [Google Scholar]
- Gao, H.; Liang, L.; Chen, X.; Xu, G. Feature Extraction and Recognition for Rolling Element Bearing Fault Utilizing Short-Time Fourier Transform and Non-negative Matrix Factorization. Chin. J. Mech. Eng. 2014, 28, 96–105. [Google Scholar] [CrossRef]
- He, M.; He, D. Deep Learning Based Approach for Bearing Fault Diagnosis. IEEE Trans. Ind. Appl. 2017, 53, 3057–3065. [Google Scholar] [CrossRef]
- Zhao, W.; Wang, Z.; Ma, J.; Li, L. Fault Diagnosis of a Hydraulic Pump Based on the CEEMD-STFT Time-Frequency Entropy Method and Multiclass SVM Classifier. Shock Vib. 2016, 2016, 2609856. [Google Scholar] [CrossRef] [Green Version]
- Chao, Q.; Wei, X.; Lei, J.; Tao, J.; Liu, C. Improving accuracy of cavitation severity recognition in axial piston pumps by denoising time–frequency images. Meas. Sci. Technol. 2022, 33, 055116. [Google Scholar] [CrossRef]
- Tao, H.; Wang, P.; Chen, Y.; Stojanovic, V.; Yang, H. An unsupervised fault diagnosis method for rolling bearing using STFT and generative neural networks. J. Frankl. Inst. 2020, 357, 7286–7307. [Google Scholar] [CrossRef]
- Wang, L.H.; Zhao, X.P.; Wu, J.X.; Xie, Y.Y.; Zhang, Y.H. Motor fault diagnosis based on short-time Fourier transform and convolutional neural network. Chin. J. Mech. Eng. 2017, 30, 1357–1368. [Google Scholar] [CrossRef]
- Mostafavi, A.; Sadighi, A. A Novel Online Machine Learning Approach for Real-Time Condition Monitoring of Rotating Machines. In Proceedings of the 2021 9th RSI International Conference on Robotics and Mechatronics (ICRoM), Tehran, Iran, 17–19 November 2021. [Google Scholar]
- Jami, A.; Heyns, P.S. Impeller fault detection under variable flow conditions based on three feature extraction methods and artificial neural networks. J. Mech. Sci. Technol. 2018, 32, 4079–4087. [Google Scholar] [CrossRef]
- Siano, D.; Panza, M.A. Diagnostic method by using vibration analysis for pump fault detection. Energy Procedia 2018, 148, 10–17. [Google Scholar] [CrossRef]
- Rauber, T.W.; Oliveira-Santos, T.; de Assis Boldt, F.; Rodrigues, A.; Varejao, F.M.; Ribeiro, M.P. Kernel and Random Extreme Learning Machine Applied to Submersible Motor Pump Fault Diagnosis. In Proceedings of the 2017 International Joint Conference on Neural Networks (IJCNN), Anchorage, AK, USA, 14–19 May 2017. [Google Scholar]
- Kumar, K.V.; Raj, A.C.B. Static eccentricity failure diagnosis for induction machine using wavelet analysis. In Proceedings of the 2017 International Conference on Innovations in Green Energy and Healthcare Technologies (IGEHT), Coimbatore, India, 16–18 March 2017. [Google Scholar]
- Huo, Z.; Zhang, Y.; Francq, P.; Shu, L.; Huang, J. Incipient Fault Diagnosis of Roller Bearing Using Optimized Wavelet Transform Based Multi-Speed Vibration Signatures. IEEE Access 2017, 5, 19442–19456. [Google Scholar] [CrossRef] [Green Version]
- Siddiqui, K.M.; Giri, V.K. Broken rotor bar fault detection in induction motors using Wavelet Transform. In Proceedings of the 2012 International Conference on Computing, Electronics and Electrical Technologies (ICCEET), Nagercoil, India, 21–22 March 2012. [Google Scholar]
- Konar, P.; Chattopadhyay, P. Bearing fault detection of induction motor using wavelet and Support Vector Machines (SVMs). Appl. Soft Comput. 2011, 11, 4203–4211. [Google Scholar] [CrossRef]
- Cheng, Y.; Lin, M.; Wu, J.; Zhu, H.; Shao, X. Intelligent fault diagnosis of rotating machinery based on continuous wavelet transform-local binary convolutional neural network. Knowl. Based Syst. 2021, 216, 106796. [Google Scholar] [CrossRef]
- Lee, I.-S. Fault Diagnosis Of Induction Motors Using Discrete Wavelet Transform And Artificial Neural Network. In Communications in Computer and Information Science, Proceedings of the International Conference on Human-Computer Interaction, Orlando, FL, USA, 9–14 July 2011; Springer: Berlin/Heidelberg, Germany, 2011. [Google Scholar]
- Heydarzadeh, M.; Zafarani, M.; Nourani, M.; Akin, B. A Wavelet-Based Fault Diagnosis Approach for Permanent Magnet Synchronous Motors. IEEE Trans. Energy Convers. 2019, 34, 761–772. [Google Scholar] [CrossRef]
- Surti, K.V.; Naik, C.A. Bearing Condition Monitoring of Induction Motor Based on Discrete Wavelet Transform & K-nearest Neighbor. In Proceedings of the 2018 3rd International Conference for Convergence in Technology (I2CT), Pune, India, 6–8 April 2018. [Google Scholar]
- Li, B.; Xia, H. Research on feature recognition of nuclear power equipment based on the optimal wavelet basis. In Proceedings of the International Conference on Nuclear Engineering, Chengdu, China, 29 July–2 August 2013; American Society of Mechanical Engineers: New York, NY, USA, 2013; Volume 55829. [Google Scholar]
- Zheng, Z.; Wang, Z.; Zhu, Y.; Tang, S.; Wang, B. Feature extraction method for hydraulic pump fault signal based on improved empirical wavelet transform. Processes 2019, 7, 824. [Google Scholar] [CrossRef] [Green Version]
- Muralidharan, V.; Sugumaran, V. Feature extraction using wavelets and classification through decision tree algorithm for fault diagnosis of mono-block centrifugal pump. Measurement 2013, 46, 353–359. [Google Scholar] [CrossRef]
- Xu, Y.; Li, Z.; Wang, S.; Li, W.; Sarkodie-Gyan, T.; Feng, S. A hybrid deep-learning model for fault diagnosis of rolling bearings. Measurement 2021, 169, 108502. [Google Scholar] [CrossRef]
- Tang, S.; Zhu, Y.; Yuan, S. An improved convolutional neural network with an adaptable learning rate towards multi-signal fault diagnosis of hydraulic piston pump. Adv. Eng. Inform. 2021, 50, 101406. [Google Scholar] [CrossRef]
- Kamiel, B.; McKee, K.; Entwistle, R.; Mazhar, I.; Howard, I. Multi Fault Diagnosis of the Centrifugal Pump Using the Wavelet Transform and Principal Component Analysis. In Proceedings of the 9th IFToMM International Conference on Rotor Dynamics, Milan, Italy, 22–25 September 2014; Springer: Cham, Switzerland, 2015. [Google Scholar]
- Al Tobi, M.; Bevan, G.; Wallace, P.; Harrison, D.K.; Okedu, K. Faults diagnosis of a centrifugal pump using multilayer perceptron genetic algorithm back propagation and support vector machine with discrete wavelet transform-based feature extraction. Comput. Intell. 2021, 37, 21–46. [Google Scholar] [CrossRef]
- Chen, J.; Pan, J.; Li, Z.; Zi, Y.; Chen, X. Generator bearing fault diagnosis for wind turbine via empirical wavelet transform using measured vibration signals. Renew. Energy 2016, 89, 80–92. [Google Scholar] [CrossRef]
- Eren, L.; Cekic, Y.; Devaney, M.J. Motor Condition Monitoring by Empirical Wavelet Transform. In Proceedings of the 2018 26th European Signal Processing Conference (EUSIPCO), Rome, Italy, 3–7 September 2018. [Google Scholar]
- Ebrahimi, B.M.; Roshtkhari, M.J.; Faiz, J.; Khatami, S.V. Advanced Eccentricity Fault Recognition in Permanent Magnet Synchronous Motors Using Stator Current Signature Analysis. IEEE Trans. Ind. Electron. 2014, 61, 2041–2052. [Google Scholar] [CrossRef]
- Bordoloi, D.; Tiwari, R. Identification of suction flow blockages and casing cavitations in centrifugal pumps by optimal support vector machine techniques. J. Braz. Soc. Mech. Sci. Eng. 2017, 39, 2957–2968. [Google Scholar] [CrossRef]
- Ding, Y.; Ma, L.; Wang, C.; Tao, L. An EWT-PCA and Extreme Learning Machine Based Diagnosis Approach for Hydraulic Pump. IFAC-PapersOnLine 2020, 53, 43–47. [Google Scholar] [CrossRef]
- Islam, M.M.; Kim, J.M. Automated bearing fault diagnosis scheme using 2D representation of wavelet packet transform and deep convolutional neural network. Comput. Ind. 2019, 106, 142–153. [Google Scholar] [CrossRef]
- Ding, X.; He, Q. Energy-Fluctuated Multiscale Feature Learning with Deep ConvNet for Intelligent Spindle Bearing Fault Diagnosis. IEEE Trans. Instrum. Meas. 2017, 66, 1926–1935. [Google Scholar] [CrossRef]
- Wu, Z.; Huang, N. Ensemble Empirical Mode Decomposition: A Noise-Assisted Data Analysis Method. Adv. Adapt. Data Anal. 2009, 1, 1–41. [Google Scholar] [CrossRef]
- Antonino-Daviu, J.A.; Riera-Guasp, M.; Pons-Llinares, J.; Roger-Folch, J.; Pérez, R.B.; Charlton-Pérez, C. Toward Condition Monitoring of Damper Windings in Synchronous Motors via EMD Analysis. IEEE Trans. Energy Convers. 2012, 27, 432–439. [Google Scholar] [CrossRef]
- Lu, C.; Wang, S.; Zhang, C. Fault diagnosis of hydraulic piston pumps based on a two-step EMD method and fuzzy C-means clustering. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2016, 230, 2913–2928. [Google Scholar] [CrossRef]
- Jiao, X.; Jing, B.; Huang, Y.; Li, J.; Xu, G. Research on fault diagnosis of airborne fuel pump based on EMD and probabilistic neural networks. Microelectron. Reliab. 2017, 75, 296–308. [Google Scholar] [CrossRef]
- Zheng, J.; Cheng, J.; Yang, Y. Generalized empirical mode decomposition and its applications to rolling element bearing fault diagnosis. Mech. Syst. Signal Process. 2013, 40, 136–153. [Google Scholar] [CrossRef]
- Dybała, J.; Zimroz, R. Rolling bearing diagnosing method based on empirical mode decomposition of machine vibration signal. Appl. Acoust. 2014, 77, 195–203. [Google Scholar] [CrossRef]
- Mahmud, M.; Wang, W. A Smart Sensor-Based cEMD Technique for Rotor Bar Fault Detection in Induction Motors. IEEE Trans. Instrum. Meas. 2021, 70, 3523811. [Google Scholar] [CrossRef]
- Li, S.; Ma, J. Early Fault Feature Extraction of Nuclear Main Pump Based on MEMD-1.5 Dimensional Teager Energy Spectrum. In Proceedings of the 2020 IEEE 9th Data Driven Control and Learning Systems Conference (DDCLS), Liuzhou, China, 20–22 November 2020. [Google Scholar]
- Feng, Y.; Li, X.; Ke, Z.; Chen, Z.; Tao, M. Pump Bearing Fault Detection Based on EMD and SVM. In Proceedings of the 2018 26th International Conference on Nuclear Engineering, London, UK, 22–26 July 2018. [Google Scholar]
- Tang, H.; Wu, Y.; Hua, G.; Ma, C. Fault diagnosis of pump using EMD and envelope spectrum analysis. J. Vib. Shock 2012, 31, 44–48. [Google Scholar]
- Faiz, J.; Ghorbanian, V.; Ebrahimi, B.M. EMD-Based Analysis of Industrial Induction Motors with Broken Rotor Bars for Identification of Operating Point at Different Supply Modes. IEEE Trans. Ind. Inform. 2014, 10, 957–966. [Google Scholar] [CrossRef]
- Sadeghi, R.; Samet, H.; Ghanbari, T. Detection of Stator Short-Circuit Faults in Induction Motors Using the Concept of Instantaneous Frequency. IEEE Trans. Ind. Inform. 2019, 15, 4506–4515. [Google Scholar] [CrossRef]
- Liu, Z.; Liu, Y.; Shan, H.; Cai, B.; Huang, Q. A fault diagnosis methodology for gear pump based on EEMD and Bayesian network. PLoS ONE 2015, 10, e0125703. [Google Scholar] [CrossRef]
- Lei, Y.; He, Z.; Zi, Y. EEMD method and WNN for fault diagnosis of locomotive roller bearings. Expert Syst. Appl. 2011, 38, 7334–7341. [Google Scholar] [CrossRef]
- Zhang, X.; Liang, Y.; Zhou, J. A novel bearing fault diagnosis model integrated permutation entropy, ensemble empirical mode decomposition and optimized SVM. Measurement 2015, 69, 164–179. [Google Scholar] [CrossRef]
- Li, H.; Liu, T.; Wu, X.; Chen, Q. Application of EEMD and improved frequency band entropy in bearing fault feature extraction. ISA Trans. 2019, 88, 170–185. [Google Scholar] [CrossRef] [PubMed]
- Nguyen, H.P.; Baraldi, P.; Zio, E. Ensemble empirical mode decomposition and long short-term memory neural network for multi-step predictions of time series signals in nuclear power plants. Appl. Energy 2021, 283, 116346. [Google Scholar] [CrossRef]
- Rui, X.; Liu, J.; Li, Y.; Qi, L.; Li, G. Research on fault diagnosis and state assessment of vacuum pump based on acoustic emission sensors. Rev. Sci. Instrum. 2020, 91, 025107. [Google Scholar] [CrossRef]
- Lu, Y.; Xie, R.; Liang, S.Y. CEEMD-assisted kernel support vector machines for bearing diagnosis. Int. J. Adv. Manuf. Technol. 2020, 106, 3063–3070. [Google Scholar] [CrossRef]
- Lu, C.; Wang, S.; Makis, V. Fault severity recognition of aviation piston pump based on feature extraction of EEMD paving and optimized support vector regression model. Aerosp. Sci. Technol. 2017, 67, 105–117. [Google Scholar] [CrossRef]
- Zhao, H.; Sun, M.; Deng, W.; Yang, X. A New Feature Extraction Method Based on EEMD and Multi-Scale Fuzzy Entropy for Motor Bearing. Entropy 2017, 19, 14. [Google Scholar] [CrossRef] [Green Version]
- Torres, M.E.; Colominas, M.A.; Schlotthauer, G.; Flandrin, P. A Complete Ensemble Empirical Mode Decomposition with Adaptive Noise. In Proceedings of the 2011 IEEE International Conference on Acoustics, Speech and Signal Processing (ICASSP), Prague, Czech Republic, 22–27 May 2011. [Google Scholar]
- Delgado-Arredondo, P.A.; Morinigo-Sotelo, D.; Osornio-Rios, R.A.; Avina-Cervantes, J.G.; Rostro-Gonzalez, H.; de Jesus Romero-Troncoso, R. Methodology for fault detection in induction motors via sound and vibration signals. Mech. Syst. Signal Process. 2017, 83, 568–589. [Google Scholar] [CrossRef]
- Ke, Z.; Di, C.; Bao, X. Adaptive Suppression of Mode Mixing in CEEMD Based on Genetic Algorithm for Motor Bearing Fault Diagnosis. IEEE Trans. Magn. 2022, 58, 8200706. [Google Scholar] [CrossRef]
- Refaat, S.S.; Abu-Rub, H.; Saad, M.S.; Aboul-Zahab, E.M.; Iqbal, A. ANN-Based for Detection, Diagnosis the Bearing Fault for Three Phase Induction Motors Using Current Signal. In Proceedings of the 2013 IEEE International Conference on Industrial Technology (ICIT), Cape Town, South Africa, 25–28 February 2013. [Google Scholar]
- Shifat, T.A.; Hur, J.W. ANN Assisted Multi Sensor Information Fusion for BLDC Motor Fault Diagnosis. IEEE Access 2021, 9, 9429–9441. [Google Scholar] [CrossRef]
- Li, Z.; Jiang, W.; Zhang, S.; Sun, Y.; Zhang, S. A Hydraulic Pump Fault Diagnosis Method Based on the Modified Ensemble Empirical Mode Decomposition and Wavelet Kernel Extreme Learning Machine Methods. Sensors 2021, 21, 2599. [Google Scholar] [CrossRef] [PubMed]
- Bie, F.; Du, T.; Lyu, F.; Pang, M.; Guo, Y. An Integrated Approach Based on Improved CEEMDAN and LSTM Deep Learning Neural Network for Fault Diagnosis of Reciprocating Pump. IEEE Access 2021, 9, 23301–23310. [Google Scholar] [CrossRef]
- Jigyasu, R.; Mathew, L.; Sharma, A. Multiple Faults Diagnosis of Induction Motor Using Artificial Neural Network. In Proceedings of the 2018 Second International Conference (ICAICR), Shimla, India, 14–15 July 2018. [Google Scholar]
- Matveev, S.A.; Testoedov, N.A.; Vasil’kov, D.V.; Shirobokov, O.V.; Nadezhin, M.I. Methods for Diagnosing the Technical Condition of Spacecraft Electric Pump Units and Predicting Their Remaining Useful Life. Russ. Aeronaut. 2020, 63, 561–567. [Google Scholar] [CrossRef]
- Gana, M.; Achour, H.; Belaid, K.; Chelli, Z.; Laghrouche, M.; Chaouchi, A. Non-invasive intelligent monitoring system for fault detection in induction motor based on lead-free-piezoelectric sensor using ANN. Meas. Sci. Technol. 2022, 33, 065105. [Google Scholar] [CrossRef]
- Rahmawati, P.; Prajitno, P. Online Vibration Monitoring of a Water Pump Machine to Detect Its Malfunction Components Based on Artificial Neural Network. In Proceedings of the International Conference on Theoretical and Applied Physics, Yogyakarta, Indonesia, 6–8 September 2017. [Google Scholar]
- Tian, Z.; Wong, L.; Safaei, N. A neural network approach for remaining useful life prediction utilizing both failure and suspension histories. Mech. Syst. Signal Process. 2010, 24, 1542–1555. [Google Scholar] [CrossRef]
- Kumbhar, S.G.; Desavale, R.G.; Dharwadkar, N.V. Fault size diagnosis of rolling element bearing using artificial neural network and dimension theory. Neural Comput. Appl. 2021, 33, 16079–16093. [Google Scholar] [CrossRef]
- Wang, A.; Li, Y.; Yao, Z.; Zhong, C.; Xue, B.; Guo, Z. A Novel Hybrid Model for the Prediction and Classification of Rolling Bearing Condition. Appl. Sci. 2022, 12, 3854. [Google Scholar] [CrossRef]
- He, P.; Liu, C.; Ai, Q. Research on Reactor Coolant Pump Fault Diagnosis Method Based on Multi-Sensor Data Fusion. In Proceedings of the 2013 21st International Conference on Nuclear Engineering, Chengdu, China, 29 July–2 August 2013. [Google Scholar]
- Haroun, S.; Nait Seghir, A.; Touati, S. Stator Inter Turn Fault and Voltage Unbalance Detection and Discrimination Approach for an Reactor Coolant Pump. In Proceedings of the 3rd International Conference on Systems and Control, Algiers, Algeria, 29–31 October 2013. [Google Scholar]
- Shen, J.; Li, H.; Huang, L.; Mao, X.; Sheng, Z. Study on Online Monitoring of Equipment Condition Based on Local Outlier Factor and Artificial Neural Networks Model. Nucl. Power Eng. 2021, 42, 160–166. [Google Scholar]
- Patel, R.K.; Giri, V.K. ANN based performance evaluation of BDI for condition monitoring of induction motor bearings. J. Inst. Eng. Ser. B 2017, 98, 267–274. [Google Scholar] [CrossRef]
- Sharma, A.; Jigyasu, R.; Mathew, L.; Chatterji, S. Bearing Fault Diagnosis Using Frequency Domain Features and Artificial Neural Networks. In Proceedings of the Information and Communication Technology for Intelligent Systems, Ahmedabad, India, 6–7 April 2019. [Google Scholar]
- Sheikh, M.A.; Nor, N.M.; Ibrahim, T.; Bakhsh, S.T.; Irfan, M.; Saad, N.B. An intelligent automated method to diagnose and segregate induction motor faults. J. Electr. Syst. 2017, 13, 241–254. [Google Scholar]
- Bangalore, P.; Tjernberg, L.B. An Artificial Neural Network Approach for Early Fault Detection of Gearbox Bearings. IEEE Trans. Smart Grid 2015, 6, 980–987. [Google Scholar] [CrossRef]
- Verma, A.K.; Sarangi, S.; Kolekar, M. Misalignment faults detection in an induction motor based on multi-scale entropy and artificial neural network. Electr. Power Compon. Syst. 2016, 44, 916–927. [Google Scholar] [CrossRef]
- Sharma, R.; Pandey, N. A Neural Network Model for Electric Submersible Pump Surveillance. In Proceedings of the 2016 International Conference on Communication and Signal Processing (ICCSP), Melmaruvathur, India, 6–8 April 2016. [Google Scholar]
- Patel, R.A.; Bhalja, B.R. Condition monitoring and fault diagnosis of induction motor using support vector machine. Electr. Power Compon. Syst. 2016, 44, 683–692. [Google Scholar] [CrossRef]
- Wandekokem, E.; Mendel, E.; Fabris, F.; Valentim, M.; Batista, R.; Varejão, F.; Rauber, T. Diagnosing multiple faults in oil rig motor pumps using support vector machine classifier ensembles. Integr. Comput. Aided Eng. 2011, 18, 61–74. [Google Scholar] [CrossRef]
- Xue, H.; Li, Z.; Wang, H.; Chen, P. Intelligent diagnosis method for centrifugal pump system using vibration signal and support vector machine. Shock Vib. 2014, 2014, 407570. [Google Scholar] [CrossRef]
- Ahmad, Z.; Rai, A.; Maliuk, A.S.; Kim, J.M. Discriminant Feature Extraction for Centrifugal Pump Fault Diagnosis. IEEE Access 2020, 8, 165512–165528. [Google Scholar] [CrossRef]
- Zhang, X.; Zhou, J. Multi-fault diagnosis for rolling element bearings based on ensemble empirical mode decomposition and optimized support vector machines. Mech. Syst. Signal Process. 2013, 41, 127–140. [Google Scholar] [CrossRef]
- Cui, M.; Wang, Y.; Lin, X.; Zhong, M. Fault Diagnosis of Rolling Bearings Based on an Improved Stack Autoencoder and Support Vector Machine. IEEE Sens. J. 2021, 21, 4927–4937. [Google Scholar] [CrossRef]
- Liming, Z.; Qi, C.; Xinwen, Z. Evaluation of Nuclear Equipment Technical Condition Based on Support Vector Machine. In Proceedings of the 2011 International Conference on Consumer Electronics, Communications and Networks (CECNet), Xianning, China, 16–18 April 2011. [Google Scholar]
- Liu, J.; Seraoui, R.; Vitelli, V.; Zio, E. Nuclear power plant components condition monitoring by probabilistic support vector machine. Ann. Nucl. Energy 2013, 56, 23–33. [Google Scholar] [CrossRef] [Green Version]
- Yu, R.; Li, X.; Tao, M.; Ke, Z. Fault Diagnosis of Feedwater Pump in Nuclear Power Plants Using Parameter-Optimized Support Vector Machine. In Proceedings of the International Conference on Nuclear Engineering, Charlotte, NC, USA, 26–30 June 2016. [Google Scholar]
- Gangsar, P.; Tiwari, R. A support vector machine based fault diagnostics of Induction motors for practical situation of multi-sensor limited data case. Measurement 2019, 135, 694–711. [Google Scholar] [CrossRef]
- Panda, A.K.; Rapur, J.S.; Tiwari, R. Prediction of flow blockages and impending cavitation in centrifugal pumps using Support Vector Machine (SVM) algorithms based on vibration measurements. Measurement 2018, 130, 44–56. [Google Scholar] [CrossRef]
- Senanayaka, J.S.L.; Kandukuri, S.T.; Van Khang, H.; Robbersmyr, K.G. Early detection and classification of bearing faults using support vector machine algorithm. In Proceedings of the 2017 IEEE Workshop on Electrical Machines Design, Control and Diagnosis (WEMDCD), Nottingham, UK, 20–21 April 2017. [Google Scholar]
- Gangsar, P.; Tiwari, R. Comparative investigation of vibration and current monitoring for prediction of mechanical and electrical faults in induction motor based on multiclass-support vector machine algorithms. Mech. Syst. Signal Process. 2017, 94, 464–481. [Google Scholar] [CrossRef]
- Jiang, W.; Li, Z.; Li, J.; Zhu, Y.; Zhang, P. Study on a Fault Identification Method of the Hydraulic Pump Based on a Combination of Voiceprint Characteristics and Extreme Learning Machine. Processes 2019, 7, 894. [Google Scholar] [CrossRef] [Green Version]
- Mao, W.; He, L.; Yan, Y.; Wang, J. Online sequential prediction of bearings imbalanced fault diagnosis by extreme learning machine. Mech. Syst. Signal Process. 2018, 83, 450–473. [Google Scholar] [CrossRef]
- Mao, W.; He, J.; Li, Y.; Yan, Y. Bearing fault diagnosis with auto-encoder extreme learning machine: A comparative study. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2017, 231, 1560–1578. [Google Scholar] [CrossRef]
- Zheng, J.; Dong, Z.; Pan, H.; Ni, Q.; Liu, T.; Zhang, J. Composite multi-scale weighted permutation entropy and extreme learning machine based intelligent fault diagnosis for rolling bearing. Measurement 2019, 143, 69–80. [Google Scholar] [CrossRef]
- Sharma, S.; Hasmat, M.; Ajay, K. External Fault Classification Experienced by Three-Phase Induction Motor Based on Multi-Class ELM. Procedia Comput. Sci. 2015, 70, 814–820. [Google Scholar] [CrossRef] [Green Version]
- Lan, Y.; Hu, J.; Huang, J.; Niu, L.; Zeng, X.; Xiong, X.; Wu, B. Fault Diagnosis on Slipper Abrasion of Axial Piston Pump based on Extreme Learning Machine. Measurement 2018, 124, 378–385. [Google Scholar] [CrossRef]
- Shao, H.; Jiang, H.; Li, X.; Wu, S. Intelligent fault diagnosis of rolling bearing using deep wavelet auto-encoder with extreme learning machine. Knowl. Based Syst. 2018, 140, 1–14. [Google Scholar]
- Tamilselvan, P.; Wang, P. Failure diagnosis using deep belief learning based health state classification. Reliab. Eng. Syst. Saf. 2013, 115, 124–135. [Google Scholar] [CrossRef]
- Shao, S.Y.; Sun, W.J.; Yan, R.Q.; Wang, P.; Gao, R. A deep learning approach for fault diagnosis of induction motors in manufacturing. Chin. J. Mech. Eng. 2017, 30, 1347–1356. [Google Scholar] [CrossRef] [Green Version]
- Ma, S.; Chu, F. Ensemble deep learning-based fault diagnosis of rotor bearing systems. Comput. Ind. 2019, 105, 143–152. [Google Scholar] [CrossRef]
- Shao, S.; Sun, W.; Wang, P.; Gao, R.X.; Yan, R. Learning Features from Vibration Signals for Induction Motor Fault Diagnosis. In Proceedings of the 2016 International Symposium on Flexible Automation (ISFA), Cleveland, OH, USA, 1–3 August 2016. [Google Scholar]
- Wang, S.; Xiang, J.; Zhong, Y.; Tang, H. A data indicator-based deep belief networks to detect multiple faults in axial piston pumps. Mech. Syst. Signal Process. 2018, 112, 154–170. [Google Scholar] [CrossRef]
- Tao, J.; Liu, Y.; Yang, D. Bearing fault diagnosis based on deep belief network and ultisensory information fusion. Shock Vib. 2016, 2016, 9306205. [Google Scholar]
- Zou, Y.; Zhang, Y.; Mao, H. Fault diagnosis on the bearing of traction motor in high-speed trains based on deep learning. Alex. Eng. J. 2021, 60, 1209–1219. [Google Scholar] [CrossRef]
- Shao, H.; Jiang, H.; Li, X.; Liang, T. Rolling bearing fault detection using continuous deep belief network with locally linear embedding. Comput. Ind. 2018, 96, 27–39. [Google Scholar] [CrossRef]
- Shao, H.; Jiang, H.; Wang, F.; Wang, Y. Rolling bearing fault diagnosis using adaptive deep belief network with dual-tree complex wavelet packet. ISA Trans. 2017, 69, 187–201. [Google Scholar] [CrossRef]
- Chen, Z.; Li, W. Multisensor Feature Fusion for Bearing Fault Diagnosis Using Sparse Autoencoder and Deep Belief Network. IEEE Trans. Instrum. Meas. 2017, 66, 1693–1702. [Google Scholar] [CrossRef]
- Shao, H.; Jiang, H.; Zhang, X.; Niu, M. Rolling bearing fault diagnosis using an optimization deep belief network. Meas. Sci. Technol. 2015, 26, 115002. [Google Scholar] [CrossRef]
- Shao, H.; Jiang, H.; Zhang, H.; Liang, T. Electric Locomotive Bearing Fault Diagnosis Using a Novel Convolutional Deep Belief Network. IEEE Trans. Ind. Electron. 2018, 65, 2727–2736. [Google Scholar] [CrossRef]
- Zhao, H.; Yang, X.; Chen, B.; Chen, H.; Deng, W. Bearing fault diagnosis using transfer learning and optimized deep belief network. Meas. Sci. Technol. 2022, 33, 065009. [Google Scholar] [CrossRef]
- Yu, K.; Lin, T.R.; Tan, J. A bearing fault and severity diagnostic technique using adaptive deep belief networks and Dempster–Shafer theory. Struct. Health Monit. 2019, 19, 240–261. [Google Scholar] [CrossRef]
- Li, H.; Tian, Z.; Yu, H.; Xu, B. Fault prognosis of hydraulic pump based on bispectrum entropy and deep belief network. Meas. Sci. Rev. 2019, 19, 195–203. [Google Scholar] [CrossRef] [Green Version]
- Yu, H.; Tian, Z.; Li, H.; Xu, B.; An, G. A Novel Deep Belief Network Model Constructed by Improved Conditional RBMs and its Application in RUL Prediction for Hydraulic Pumps. Int. J. Acoust. Vib. 2020, 25, 373–382. [Google Scholar] [CrossRef]
- Verstraete, D.; Ferrada, A.; Droguett, E.L.; Meruane, V.; Modarres, M. Deep learning enabled fault diagnosis using time-frequency image analysis of rolling element bearings. Shock Vib. 2017, 2017, 5067651. [Google Scholar] [CrossRef] [Green Version]
- Zhu, Z.; Peng, G.; Chen, Y.; Gao, H. A convolutional neural network based on a capsule network with strong generalization for bearing fault diagnosis. Neurocomputing 2019, 323, 62–75. [Google Scholar] [CrossRef]
- Zhao, D.; Wang, T.; Chu, F. Deep convolutional neural network-based planet bearing fault classification. Comput. Ind. 2019, 107, 59–66. [Google Scholar] [CrossRef]
- Zhong, X.; Ban, H. Pre-trained network-based transfer learning: A small-sample machine learning approach to nuclear power plant classification problem. Ann. Nucl. Energy 2022, 175, 109201. [Google Scholar] [CrossRef]
- Wang, Z.; Xia, H.; Zhu, S.; Peng, B.; Zhang, J.; Jiang, Y.; Annor-Nyarko, M. Cross-domain fault diagnosis of rotating machinery in nuclear power plant based on improved domain adaptation method. J. Nucl. Sci. Technol. 2022, 59, 67–77. [Google Scholar] [CrossRef]
- Liu, Z.; Luo, N.; Ai, Q. Research on Fault Pattern Recognition Model of Nuclear Power Plant Water Pump Based on Frequency-Domain Data Attention Mechanism. Nucl. Power Eng. 2021, 42, 203–208. [Google Scholar]
- Wen, L.; Li, X.; Gao, L.; Zhang, Y. A New Convolutional Neural Network-Based Data-Driven Fault Diagnosis Method. IEEE Trans. Ind. Electron. 2018, 65, 5990–5998. [Google Scholar] [CrossRef]
- Ince, T.; Kiranyaz, S.; Eren, L.; Askar, M.; Gabbouj, M. Real-Time Motor Fault Detection by 1-D Convolutional Neural Networks. IEEE Trans. Ind. Electron. 2016, 63, 7067–7075. [Google Scholar] [CrossRef]
- Kao, I.H.; Wang, W.J.; Lai, Y.H.; Perng, J.W. Analysis of Permanent Magnet Synchronous Motor Fault Diagnosis Based on Learning. IEEE Trans. Instrum. Meas. 2019, 68, 310–324. [Google Scholar] [CrossRef]
- Li, S.; Liu, G.; Tang, X.; Lu, J.; Hu, J. An ensemble deep convolutional neural network model with improved DS evidence fusion for bearing fault diagnosis. Sensors 2017, 17, 1729. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lu, C.; Wang, Z.; Zhou, B. Intelligent fault diagnosis of rolling bearing using hierarchical convolutional network-based health state classification. Adv. Eng. Inform. 2017, 32, 139–151. [Google Scholar] [CrossRef]
- Wang, H.; Li, S.; Song, L.; Cui, L. A novel convolutional neural network-based fault recognition method via image fusion of multi-vibration-signals. Comput. Ind. 2019, 105, 182–190. [Google Scholar] [CrossRef]
- Sun, S.; Zhang, S.; Jiang, W.; Li, Z. Study on the Health Condition Monitoring Method of Hydraulic Pump Based on Convolutional Neural Network. In Proceedings of the 2020 12th International Conference on Measuring Technology and Mechatronics Automation (ICMTMA), Phuket, Thailand, 28–29 February 2020. [Google Scholar]
- Tang, S.; Yuan, S.; Zhu, Y.; Li, G. An integrated deep learning method towards fault diagnosis of hydraulic axial piston pump. Sensors 2020, 20, 6576. [Google Scholar] [CrossRef]
- Tang, S.; Zhu, Y.; Yuan, S. An adaptive deep learning model towards fault diagnosis of hydraulic piston pump using pressure signal. Eng. Fail. Anal. 2022, 138, 106300. [Google Scholar] [CrossRef]
- Junior, R.F.R.; dos Santos Areias, I.A.; Campos, M.M.; Teixeira, C.E.; da Silva, L.E.B.; Gomes, G.F. Fault detection and diagnosis in electric motors using 1d convolutional neural networks with multi-channel vibration signals. Measurement 2022, 190, 110759. [Google Scholar] [CrossRef]
- Wang, S.; Xiang, J.; Zhong, Y.; Zhou, Y. Convolutional neural network-based hidden Markov models for rolling element bearing fault identification. Knowl. Based Syst. 2018, 144, 65–76. [Google Scholar] [CrossRef]
- Liu, R.; Wang, F.; Yang, B.; Qin, S.J. Multiscale Kernel Based Residual Convolutional Neural Network for Motor Fault Diagnosis Under Nonstationary Conditions. IEEE Trans. Ind. Inform. 2020, 16, 3797–3806. [Google Scholar] [CrossRef]
- Cho, H.C.; Knowles, J.; Fadali, M.S.; Lee, K.S. Fault Detection and Isolation of Induction Motors Using Recurrent Neural Networks and Dynamic Bayesian Modeling. IEEE Trans. Control Syst. Technol. 2009, 18, 430–437. [Google Scholar] [CrossRef]
- Zheng, Y.; Wang, G.; Feng, G.; Kang, Z. Modeling Method of Heat Pump System Based on Recurrent Neural Network. In Proceedings of the International Symposium on Heating, Ventilation and Air Conditioning, Harbin, China, 12–15 July 2019. [Google Scholar]
- Malhi, A.; Yan, R.; Gao, R.X. Prognosis of Defect Propagation Based on Recurrent Neural Networks. IEEE Trans. Instrum. Meas. 2021, 60, 703–711. [Google Scholar] [CrossRef]
- Şeker, S.; Ayaz, E.; Türkcan, E. Elman’s recurrent neural network applications to condition monitoring in nuclear power plant and rotating machinery. Eng. Appl. Artif. Intell. 2003, 16, 647–656. [Google Scholar] [CrossRef]
- Qian, G.; Liu, J. A comparative study of deep learning-based fault diagnosis methods for rotating machines in nuclear power plants. Ann. Nucl. Energy 2022, 178, 109334. [Google Scholar] [CrossRef]
- Abed, W.; Sharma, S.; Sutton, R.; Motwani, A. A robust bearing fault detection and diagnosis technique for brushless DC motors under non-stationary operating conditions. J. Control Autom. Electr. Syst. 2015, 26, 241–254. [Google Scholar] [CrossRef] [Green Version]
- Li, F.; Chen, Y.; Wang, J.; Zhou, X.; Tang, B. A reinforcement learning unit matching recurrent neural network for the state trend prediction of rolling bearings. Measurement 2019, 145, 191–203. [Google Scholar] [CrossRef]
- Hochreiter, S.; Schmidhuber, J. Long short-term memory. Neural Comput. 1997, 9, 1735–1780. [Google Scholar] [CrossRef]
- Nakamura, H.; Asano, K.; Usuda, S.; Mizuno, Y. A diagnosis method of bearing and stator fault in motor using rotating sound based on deep learning. Energies 2021, 14, 1319. [Google Scholar] [CrossRef]
- Imamura, L.Y.; Avila, S.L.; Pacheco, F.S.; Salles, M.B.C.; Jablon, L.S. Diagnosis of Unbalance in Lightweight Rotating Machines Using a Recurrent Neural Network Suitable for an Edge-Computing Framework. J. Control Autom. Electr. Syst. 2022, 33, 1272–1285. [Google Scholar] [CrossRef]
- Zhang, W.; Guo, W.; Liu, X.; Liu, Y.; Zhou, J.; Li, B.; Lu, Q.; Yang, S. LSTM-Based Analysis of Industrial IoT Equipment. IEEE Access 2018, 6, 23551–23560. [Google Scholar] [CrossRef]
- Akpudo, U.E.; Jang-Wook, H. An Automated Sensor Fusion Approach for the RUL Prediction of Electromagnetic Pumps. IEEE Access 2021, 9, 38920–38933. [Google Scholar] [CrossRef]
- Barraza, J.F.; Bräuning, L.F.G.; Droguett, E.L.; Martins, M.R. Long Short-Term Memory Network for Future-State Prediction in Water Injection Pump. In Proceedings of the 30th European Safety and Reliability Conference and the 15th Probabilistic Safety Assessment and Management Conference, Venive, Italy, 1–5 November 2020. [Google Scholar]
- Sabir, R.; Rosato, D.; Hartmann, S.; Gühmann, C. Diagnosis of Bearing Faults in Electrical Machines Using Long Short-Term Memory (LSTM). In Deep Learning Applications; Springer: Singapore, 2021; Volume 2, pp. 81–99. [Google Scholar]
- Jiang, H.; Li, X.; Shao, H.; Zhao, K. Intelligent fault diagnosis of rolling bearings using an improved deep recurrent neural network. Meas. Sci. Technol. 2018, 29, 065107. [Google Scholar] [CrossRef]
- An, Z.; Li, S.; Wang, J.; Jiang, X. A novel bearing intelligent fault diagnosis framework under time-varying working conditions using recurrent neural network. ISA Trans. 2020, 100, 155–170. [Google Scholar] [CrossRef]
- Zhang, B.; Zhang, S.; Li, W. Bearing performance degradation assessment using long short-term memory recurrent network. Comput. Ind. 2019, 106, 14–29. [Google Scholar] [CrossRef]
- Liu, J.; Pan, C.; Lei, F.; Hu, D.; Zuo, H. Fault prediction of bearings based on LSTM and statistical process analysis. Reliab. Eng. Syst. Saf. 2021, 214, 107646. [Google Scholar] [CrossRef]
- Guo, L.; Li, N.; Jia, F.; Lei, Y.; Lin, J. A recurrent neural network based health indicator for remaining useful life prediction of bearings. Neurocomputing 2017, 240, 98–109. [Google Scholar] [CrossRef]
- Miki, D.; Demachi, K. Bearing fault diagnosis using weakly supervised long short-term memory. J. Nucl. Sci. Technol. 2020, 57, 1091–1100. [Google Scholar] [CrossRef]
- Luo, Y.; Qiu, J.; Shi, C. Fault Detection of Permanent Magnet Synchronous Motor Based on Deep Learning Method. In Proceedings of the 2018 21st International Conference on Electrical Machines and Systems (ICEMS), Jeju, Republic of Korea, 7–10 October 2018. [Google Scholar]
- Xiao, D.; Huang, Y.; Zhang, X.; Shi, H.; Liu, C.; Li, Y. Fault Diagnosis of Asynchronous Motors Based on LSTM Neural Network. In Proceedings of the 2018 Prognostics and System Health Management Conference (PHM-Chongqing), Chongqing, China, 26–28 October 2018. [Google Scholar]
- Lee, M.-S.; Alam Shifat, T.; Hur, J.-W. Kalman Filter Assisted Deep Feature Learning for RUL Prediction of Hydraulic Gear Pump. IEEE Sens. J. 2022, 22, 11088–11097. [Google Scholar] [CrossRef]
- Cho, K.; van Merriënboer, B.; Gulcehre, C.; Bahdanau, D.; Bougares, F.; Schwenk, H.; Bengio, Y. Learning phrase representations using RNN encoder-decoder for statistical machine translation. In Proceedings of the 2014 Conference on Empirical Methods in Natural Language Processing (EMNLP), Doha, Qatar, 26–28 October 2014; Association for Computational Linguistics: Stroudsburg, PA, USA, 2014; pp. 1724–1734. [Google Scholar]
- Liu, H.; Zhou, J.; Zheng, Y.; Jiang, W.; Zhang, Y. Fault diagnosis of rolling bearings with recurrent neural network-based autoencoders. ISA Trans. 2018, 77, 167–178. [Google Scholar] [CrossRef] [PubMed]
- Akpudo, U.E.; Hur, J.W. A CEEMDAN-Assisted Deep Learning Model for the RUL Estimation of Solenoid Pumps. Electronics 2021, 10, 2054. [Google Scholar] [CrossRef]
- Zhao, S.; Xia, H.; Lyu, X.; Lu, C.; Zhang, J.; Wamg, Z.; Yin, W. Condition Prediction of Reactor Coolant Pump in Nuclear Power Plants based on the Combination of ARIMA and LSTM. Nucl. Power Eng. 2022, 43, 246–253. [Google Scholar]
- Zhao, R.; Wang, D.; Yan, R.; Mao, K.; Shen, F.; Wang, J. Machine health monitoring using local feature-based gated recurrent unit networks. IEEE Trans. Ind. Electron. 2017, 65, 1539–1548. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| References | Application | Type of Equipment | Signal | Fault Type |
|---|---|---|---|---|
| [26] | Fault diagnosis | Servo motor | Current signal | Axis misalignment (right and left axis with different amplitude) |
| [30] | Fault diagnosis | Induction motor | Current signal | Rotor and bearing fault |
| [31] | Fault diagnosis | Brushless DC motor | Voltage signal | Stator interturn short circuits |
| [32] | Fault diagnosis | Induction motor | Current signal | Broken rotor bar fault (One or several bars broken) |
| [38] | Fault diagnosis | Asynchronous motor | Vibration signal | Built-in rotor imbalance, stator winding faults, built-in faulted bearing, built-in bowed rotor, built-in broken rotor bars, voltage imbalance and single phasing |
| References | Application | Type of Equipment | Signal | Fault Type |
|---|---|---|---|---|
| [27] | Feature extraction | Centrifugal pump | Vibration signal | Cavitation |
| [35] | Fault diagnosis | Plunger pump | Vibration signal | Swash plate wear and rotor wear |
| [36] | Fault diagnosis | Axial piston pumps | Vibration signal | Cavitation (different severity) |
| [39] | Fault detection | Centrifugal pump | Vibration signal | Cavitation |
| [40] | Fault detection | Centrifugal pump | Vibration signal | Cracks and imbalances in impellers of varying degrees are simulated manually by making port dramas and hammer blows. (Impeller damage due to corrosion in the fluid and external solids materials) |
| [41] | Fault detection | Gear pump | Vibration signal | Abrupt changes in the behaviour caused by cavitation |
| [42] | Fault classification | Motor pump | Vibration signal | Misalignment unbalance rubbing accelerometer fault |
| References | Application | Type of Equipment | Signal | Fault Type |
|---|---|---|---|---|
| [28] | Feature extraction | Rolling bearing | Vibration signal | Ball, inner race, and outer race faults |
| [29] | Fault diagnosis | Rolling bearing | Vibration signal | Roller, inner race, and outer race faults |
| [33] | Feature extraction | Rolling bearing | Vibration signal | 9 kinds of bearings with various faults, i.e., inner race fault, ball fault and outer race fault with 3 diameters status |
| [34] | Feature extraction | Rolling bearing | Vibration signal | Inner race, outer race, cage, and ball faults |
| [37] | Fault diagnosis | Rolling bearing | Vibration signal | Ball, inner race, and outer race faults |
| References | Application | Type of Equipment | Signal | Fault Type |
|---|---|---|---|---|
| [30] | Fault diagnosis | Induction motor | Current signal | Rotor and bearing fault |
| [43] | Fault detection | Induction motor | Current signal | Air gap eccentricity fault |
| [45] | Fault detection | Induction motor | Current signal | Broken rotor bar fault |
| [48] | Fault diagnosis | Induction motor | Vibration signal | Rotor and bearing faults |
| [49] | Fault diagnosis | Permanent magnet synchronous motor | Current signal | Broken magnet and eccentricity faults |
| [59] | Fault detection | Induction motor | Vibration signal | Bearing fault |
| [60] | Fault diagnosis | Permanent magnet synchronous motor | Current, voltage and speed signal | Static and dynamic eccentricity fault |
| References | Application | Type of Equipment | Signal | Fault Type |
|---|---|---|---|---|
| [51] | Fault feature identification | Reactor coolant pump | Vibration signal | Rotor crack faults |
| [52] | Feature extraction | Hydraulic pump | Vibration signal | Loose slipper fault |
| [53] | Feature extraction and fault diagnosis | Monoblock centrifugal pump | Vibration signal | Bearing fault, impeller defect, bearing, and impeller defect together and cavitation |
| [55] | Fault diagnosis | Hydraulic pump | Vibration, pressure, and sound signal | Swash plate wear, loose slipper, slipper wear, and central spring wear |
| [56] | Feature extraction | Hydraulic pump | Vibration signal | Slipper fault |
| [57] | Fault diagnosis | Centrifugal pump | Vibration signal | Five mechanical faults (bearing, misalignment, unbalance, impeller, and looseness), and a hydraulic fault (cavitation) |
| [61] | Fault diagnosis | Centrifugal pump | Vibration signal | Suction flow blockages and casing cavitation |
| [62] | Fault diagnosis | Hydraulic pump | Vibration signal | Slipper loosing and Valve plate wear fault |
| References | Application | Type of Equipment | Signal | Fault Type |
|---|---|---|---|---|
| [44] | Fault diagnosis | Rolling bearings | Vibration signal | Roller, inner race, and outer race faults |
| [46] | Fault detection | Rolling bearings | Vibration signal | Bearing faults |
| [47] | Fault diagnosis | Rolling bearings | Vibration signal | Inner race and outer race faults |
| [50] | Fault detection and diagnosis | Rolling bearings | Voltage and current signals | Partially and heavily damaged bearing fault |
| [54] | Fault diagnosis | Rolling bearings | Vibration signal | Ball, inner race, and outer race faults |
| [58] | Fault detection | Rolling bearings | Vibration signal | Motor bearing with outer race weak defect (spalling fault in the outer race of generator bearing in this wind turbine) |
| [63] | Fault diagnosis | Rolling bearing | Vibration signal | Inner race, outer race, and roller faults |
| [64] | Fault diagnosis | Spindle bearing | Vibration signal | Inner race, outer race, and ball faults |
| References | Application | Type of Equipment | Signal | Fault Type |
|---|---|---|---|---|
| [66] | Fault diagnosis | Synchronous motor | Current signal | Broken damper bars with different asymmetry |
| [71] | Fault detection | Induction motor | Current signal | Rotor bar fault |
| [75] | Fault diagnosis | Induction motor | Current signal | Broken rotor bars (one or several bars) |
| [76] | Fault detection | Induction motor | Current signal | Stator short circuit faults (stator winding fault) |
| [87] | Fault diagnosis | Induction motor | Sound and vibration signal | Unbalance condition, bearing faults and broken rotor bars |
| [89] | Fault detection and diagnosis | Induction motor | Current signal | Bearing fault (Outer race and inner race) |
| [90] | Fault diagnosis | Permanent magnet Brushless DC motor | Current and vibration signal | Stator and rotor faults |
| References | Application | Type of Equipment | Signal | Fault Type |
|---|---|---|---|---|
| [35] | Fault diagnosis | Plunger pump | Vibration signal | Swash plate wear and rotor wear |
| [67] | Fault diagnosis | Hydraulic piston pump | Discharge pressure signal | Swashplate wear fault, piston shoe loose fault, and piston shoe wear fault |
| [68] | Fault diagnosis | Airborne fuel pump | Vibration and pressure signal | Blade damage, diffusion tube damage, leakage, diffusion tube impeller rub, and bearing wear |
| [72] | Feature extraction | Nuclear main pump | Vibration signal | Rolling bearing fault |
| [74] | Fault diagnosis | Hydraulic pump | Vibration signal | Slipper losing fault, swashplate wearing faut and valve plate wearing fault |
| [77] | Fault diagnosis | Gear pump | Vibration signal | Tooth face wear, cavitation, oil pollution, and wear of internal surface sleeve |
| [81] | Fault prognosis | Reactor coolant pump | Shaft seal leakage flow | Seal leakage fault |
| [82] | Fault diagnosis | Vacuum pump | Acoustic emission signal | Overload fault (an overload fault was realized by changing the suction load conditions and extracting the atmosphere at full power is considered an overload fault and extracting the pressure vessel through the aperture is considered normal.) |
| [84] | Fault detection | Aviation piston pump | Discharge pressure signal | loose piston defect |
| [91] | Fault diagnosis | Hydraulic pump | Vibration signal | Single slipper wear, single slipper loose, and center spring wear faults |
| [92] | Fault diagnosis | Reciprocating pump | Vibration signal | Piston wear, bearing wear, and valve disc wear faults |
| References | Application | Type of Equipment | Signal | Fault Type |
|---|---|---|---|---|
| [69] | Fault diagnosis | Rolling bearing | Vibration signal | Outer race, inner race, and ball faults |
| [70] | Fault diagnosis | Rolling bearing | Vibration signal | Outer race, inner race, and ball faults |
| [73] | Fault detection and diagnosis | Bearing in main coolant pump and feed water pump | Vibration signal | Inner race, outer race, and ball faults |
| [78] | Fault diagnosis | Locomotive roller bearing | Vibration signal | Slight rub fault in the outer race Serious flaking fault in the outer race, slight rub fault in the inner race, roller rub fault, compound faults in the outer and inner races, compound faults in the outer race and rollers, compound faults in the inner race and rollers, compound faults in the outer and inner races and rollers |
| [79] | Fault diagnosis | Rolling bearing | Vibration signal | Outer race, inner race, and ball faults |
| [80] | Fault diagnosis | Rolling bearing | Vibration signal | Outer race fault and ball faults |
| [83] | Fault diagnosis and prognosis | Rolling bearing | Vibration signal | Outer race, inner race, and ball faults |
| [85] | Fault diagnosis | Rolling bearing | Vibration signal | Inner race, outer race and rolling element faults |
| [88] | Fault diagnosis | Rolling bearing | Vibration signal | Inner race, outer race faults |
| References | Application | Type of Equipment | Signal | Fault Type |
|---|---|---|---|---|
| [89] | Fault detection and diagnosis | Induction motor | Current signal | Bearing fault (inner and outer race) |
| [90] | Fault diagnosis | Permanent magnet Brushless DC motor | Current and vibration signal | Stator and rotor faults |
| [93] | Fault diagnosis | Induction motor | Current and vibration signal | Various types of motor faults such as bearing, stator, rotor, and eccentricity |
| [94] | Condition diagnosing and remaining useful life predicting | Induction motor | Current and voltage signal | Turn-to-turn short circuit in one phase, turn-to-turn short circuit in two phases, missing phase, and two phases |
| [95] | Fault detection | Induction motor | Vibration signal | Unbalance |
| [101] | Fault detection | Induction motor | Current signal | Stator inter turn short circuit fault and unbalance supply voltage fault |
| [105] | Fault diagnosis | Induction motor | Current signal | Defective due to misalignment of bearing installation (misalignment, shaft deflect, outer race damage, and inner race damage) |
| [107] | Fault detection | Induction motor | Current and vibration signal | Misalignment faults |
| References | Application | Type of Equipment | Signal | Fault Type |
|---|---|---|---|---|
| [39] | Fault detection | Centrifugal pump | Vibration signals | Cavitation Vans tip fault Impeller crack fault |
| [40] | Fault detection | Centrifugal pump | Impeller vibration signal | Cracks and imbalances in impellers of varying degrees are simulated manually by making port dramas and hammer blows. (Impeller damage due to corrosion in the fluid and external solids materials) |
| [41] | Fault detection | Gear pump | Pump casing vibration signal | Abrupt changes in the behavior caused by cavitation |
| [68] | Fault diagnosis | Airborne fuel pump | Vibration and pressure signal | Blade damage, diffusion tube damage, leakage, diffusion tube impeller rub, bearing wear |
| [96] | Malfunction detection | Shimizu PS-128BT water pump | Vibration signal (bearing, impeller, and capacitor) | Broken capacitor, broken impeller, broken bearing, broken capacitor & impeller, and broken capacitor & bearing |
| [100] | Fault diagnosis | Reactor coolant pump | Vibration signal | Bearing wear; rotor mass eccentricity; impeller mass eccentricity; wear ring abrasion |
| [102] | Fault detection | Circulating water pump | Bearing temperature signal | Broken bearings, damaged bearings, high cooling water temperatures, noisy equipment, etc. |
| [108] | Predict failure | Real-time data collected over a period of operation of electric submersible pumps (containing the information from surface and downhole data) | Pump discharge temperature, pump intake pressure, pump discharge pressure and so on. | Higher Flow rates, low pump intake pressures. Gas production, gas to oil ratio, leading to decrease in pump throughput. High Fluid Viscosity leading to pump failures. Pump being used outside its operating range. Corrosion and depositions leading to blockages in pump, debris in pump, shaft failures due to broken shafts, change in downhole pressure, blockage at perforations and pump intake. |
| References | Application | Type of Equipment | Signal | Fault Type |
|---|---|---|---|---|
| [47] | Fault diagnosis | Rolling bearings | Vibration signal | Inner race and outer race faults |
| [78] | Fault diagnosis | Locomotive roller bearing | Vibration signal | Slight rub fault in the outer race, Serious flaking fault in the outer race, Slight rub fault in the inner race, Roller rubs fault, Compound faults in the outer and inner races, compound faults in the outer race and rollers, compound faults in the inner race and rollers, compound faults in the outer and inner races and rollers |
| [97] | Remaining useful life prediction | Rolling bearing | Vibration signals | Inner race, ball, and outer race fault |
| [98] | Fault diagnosis | Rolling bearing | Vibration signal | Local spalls fault and Pits or distributed surface wear fault |
| [99] | Fault prognosis | Rolling bearing | Vibration signal | Inner race, ball, and outer race fault |
| [103] | Fault detection and prognosis | Rolling bearing | Bearing vibration signal | Inner race, ball, and outer race fault |
| [104] | Fault diagnosis | Rolling bearing | Bearing vibration signal | Inner race and outer race faults |
| [106] | Fault detection | Rolling bearing | Temperature measurement for five bearings | Damaged due to spalling in the bearing. |
| References | Application | Type of Equipment | Signal | Fault Type |
|---|---|---|---|---|
| [60] | Fault diagnosis | Permanent magnet synchronous motor | Current, voltage signal and speed signal | Static and dynamic eccentricity fault |
| [109] | Fault diagnosis | Induction motor | Current and voltage signal | Inter-turn short-circuits, rotor, and bearing faults |
| [118] | Fault diagnosis | Induction motor | Current and vibration signal | Stator winding faults |
| [121] | Fault prognosis | Induction motor | Vibration and current signal | Bearing fault, unbalanced rotor fault, bowed rotor fault, rotor misalignment fault, broken-rotor bar fault, phase unbalance and single phasing fault with high resistance, phase unbalance and single phasing fault with low resistance, stator winding fault with high resistance and stator winding fault with low resistance |
| References | Application | Type of Equipment | Signal | Fault Type |
|---|---|---|---|---|
| [35] | Fault diagnosis | Plunger pump | Vibration signal | Swash plate wear and rotor wear |
| [57] | Fault diagnosis | Centrifugal pump | Vibration signal | Five mechanical faults (bearing, misalignment, unbalance, impeller, and looseness), and a hydraulic fault (cavitation) |
| [61] | Fault diagnosis | Centrifugal pump | Vibration signal | Suction flow blockages cavitations |
| [84] | Fault diagnosis | Aviation piston pump | Discharge pressure signal | loose piston defect |
| [110] | Fault diagnosis | Oil rig motor pump | Vibration signal | Misalignment, structural looseness, unbalance, hydrodynamic, mechanical looseness, rolling bearing |
| [111] | Fault diagnosis | Centrifugal pump | Vibration signal | Cavitation and impeller unbalance, cavitation and shaft misalignment, impeller unbalance and shaft misalignment |
| [112] | Fault diagnosis | Centrifugal pump | Vibration signal | Mechanical seal and Impeller faults |
| [115] | Condition evaluation | Canned motor pump | Performance parameters and the structure parameters of pump (flow, power consumption, stator temperature, winding insulation) | Severe or moderate degradation and normal or good condition |
| [116] | Condition prediction | Reactor coolant pump | Measurement variables | Variables out of control after a fault occurred |
| [117] | Fault diagnosis | Feed water pump | Vibration signal | Initial imbalance, rotor misalignment, rotor axial rubbing, thrust bearing damage, bearing looseness, bearing stiffness vary, foundation resonance, coupling damage |
| [119] | Fault prognosis | Centrifugal pump | Vibration signal | Flow blockages and cavitation |
| References | Application | Type of Equipment | Signal | Fault Type |
|---|---|---|---|---|
| [46] | Fault detection | Rolling bearing | Vibration signal | Bearing faults |
| [73] | Fault detection and diagnosis | Bearing in main coolant pump and feed water pump | Vibration signal | Inner race; outer race and ball faults |
| [79] | Fault diagnosis | Rolling bearing | Vibration signal | Outer race, inner race, and ball faults |
| [83] | Fault diagnosis and prognosis | Rolling bearing | Vibration signal | Outer race, inner race, and ball faults |
| [113] | Fault diagnosis | Bearing form induction motor | Vibration signal | Ball, Inner race, and Outer race faults |
| [114] | Fault diagnosis | Rolling bearing | Vibration signal | Ball, Inner race, and Outer race faults |
| [120] | Early fault detection | A run-to-failure test conducted by Intelligent Maintenance Systems, University of Cincinnati, USA | Vibration signal | Roller, Inner race, and Outer race faults |
| Equipment | References | Application | Type of Equipment | Signal | Fault Type |
|---|---|---|---|---|---|
| Motor | [126] | Fault classification | Induction motor | Voltage and current signal | External faults (Mechanical, environmental, and electrical faults) |
| Pump | [62] | Fault diagnosis | Hydraulic pump | Vibration signal | Slipper loosing and Valve plate wear fault |
| [122] | Fault diagnosis | Hydraulic pump | Sound signal | Single slipper wear, single slipper loose, swash plate wear, and combined faults | |
| [91] | Fault diagnosis | Hydraulic pump | Vibration signal | Single slipper wear, single slipper loose, and center spring wear faults | |
| [42] | Fault classification | Motor pump | Vibration signal | Misalignment unbalance rubbing accelerometer fault | |
| [127] | Fault detection | Hydraulic pump | Vibration signal | Slipper abrasion | |
| Bearing | [123] | Fault diagnosis | Rolling bearing | Vibration signal | Ball, inner race, and outer race faults |
| [124] | Fault diagnosis | Rolling bearing | Vibration signal | Ball, inner race, and outer race faults | |
| [125] | Fault diagnosis | Rolling bearing | Vibration signal | Ball, inner race, and outer race faults | |
| [128] | Fault diagnosis | Rolling bearing | Vibration signal | Ball, inner race, and outer race faults |
| Equipment | References | Application | Type of Equipment | Signal | Fault Type |
|---|---|---|---|---|---|
| Motor | [130] | Fault diagnosis | Induction motor | Vibration signal | Stator winding defect, unbalanced rotor, defective bearing, broken bar, and bowed rotor |
| [132] | Feature extraction | Induction motor | Vibration signal | Broken bar, broken rotor, defective bearing, stator winding defect and unbalanced rotor | |
| [135] | Fault diagnosis | Traction motor | Vibration signal | Bearing fault | |
| Pump | [133] | Fault diagnosis | Axial piston pump | Vibration signal | Bearing fault, wear in three pistons, blocked support hole in static pressure slippers, wear in shaft shoulder, and cylinder block with a pitting defect |
| [143] | Fault prognosis | Hydraulic pump | Vibration signal | Loose slipper | |
| [144] | Remaining useful life | Hydraulic pump | Vibration signal | Loose slipper | |
| Bearing | [134] | Fault diagnosis | Rolling bearing | Vibration signal | Ball, inner race, and outer race faults |
| [136] | Fault detection | Rolling bearing | Vibration signal | Ball, inner race, and outer race faults | |
| [137] | Fault diagnosis | Rolling bearing | Vibration signal | Ball, inner race, and outer race faults | |
| [138] | Fault diagnosis | Rolling bearing | Vibration signal | Inner race and outer race | |
| [139] | Fault diagnosis | Rolling bearing | Vibration signal | Ball, inner race, and outer race faults | |
| [140] | Fault diagnosis | Electric locomotive bearing | Vibration signal | Outer race, inner race, roller, and compound faults | |
| [141] | Fault diagnosis | Rolling bearing | Vibration signal | Inner ring faults, outer ring faults, rolling element faults, rotor imbalance faults, and the coupling of these faults | |
| [142] | Fault diagnosis | Rolling bearing | Vibration signal | Ball, inner race, and outer race faults |
| References | Application | Type of Equipment | Signal | Fault Type |
|---|---|---|---|---|
| [38] | Fault diagnosis | Asynchronous motor | Vibration signal | Built-in rotor imbalance, stator winding faults, built-in faulted bearing, built-in bowed rotor, built-in broken rotor bars, and voltage imbalance and single phasing |
| [152] | Fault detection | Induction motor | Current signal | Bearing fault |
| [153] | Fauld diagnosis | Permanent magnet synchronous motor | Current signal | Demagnetization fault and bearing fault |
| [160] | Fault detection and diagnosis | Induction motor | Vibration signal | Bent shaft, broken bar, misalignment, mechanical looseness, bearing fault and unbalance |
| [162] | Fault diagnosis | Induction motor | Vibration signal | Bowed rotor, broken rotor bar, faulty bearing, high impedance and, unbalance rotor |
| References | Application | Type of Equipment | Signal | Fault Type |
|---|---|---|---|---|
| [36] | Fault diagnosis | Axial piston pump | Vibration signal | Cavitation (different severity) |
| [55] | Fault diagnosis | Hydraulic pump | Vibration, pressure, and sound signal | Swash plate wear, Loose slipper, Slipper wear, Central spring wear |
| [150] | Fault pattern recognition | Water pump | Vibration signal | Bearing wear, and rotor eccentricity faults |
| [156] | Fault diagnosis | Centrifugal pump | Vibration signal | Cavitation, impeller unbalance, and shaft misalignment |
| [157] | Condition monitoring | Hydraulic pump | Vibration signal | High temperature influence on the volumetric efficiency |
| [158] | Fault diagnosis | Hydraulic pump | Vibration signal | Slipper failure, loose slipper, swash plate wear, and central spring wear |
| [159] | Fault diagnosis | Hydraulic pump | Pressure signal | Swash plate wear, loose slipper failure, slipper wear, and central spring wear |
| References | Application | Type of Equipment | Signal | Fault Type |
|---|---|---|---|---|
| [47] | Fault diagnosis | Rolling bearing | Vibration signal | Inner race and outer race faults |
| [54] | Fault diagnosis | Rolling bearing | Vibration signal | Ball, inner race, and outer race faults |
| [63] | Fault diagnosis | Rolling bearing | Vibration signal | Inner race, outer race, and roller faults |
| [64] | Fault diagnosis | Spindle bearing | Vibration signal | Inner race, outer race, and ball faults |
| [145] | Fault diagnosis | Rolling bearing | Vibration signal | Inner race, outer race, and ball faults |
| [146] | Fault diagnosis | Rolling bearing | Vibration signal | Inner race, outer race, and ball faults |
| [147] | Fault diagnosis | Plant bearing | Vibration signal | Inner race, and outer race faults |
| [148] | Fault diagnosis | Rolling bearing | Vibration signal | Inner race, outer race, and ball faults |
| [149] | Fault diagnosis | Rolling bearing | Vibration signal | Inner race, outer race, and ball faults |
| [154] | Fault diagnosis | Rolling bearing | Vibration signal | Inner race, outer race, and ball faults |
| [155] | Fault diagnosis | Rolling bearing | Vibration signal | Inner race; outer race, and roller faults |
| [161] | Fault diagnosis | Rolling bearing | Vibration signal | Inner race, outer race, and ball faults |
| References | Application | Type of Equipment | Signal | Fault Type |
|---|---|---|---|---|
| [163] | Fault detection and isolation | Induction motor | Current signal | Stator and bearing fault |
| [168] | Fault detection and diagnosis | Brushless DC motor | Current and vibration signal | Bearing fault (Ball, inner race, and outer race faults) |
| [171] | Fault diagnosis | Induction motor | Rotating sound signal | Bearing fault (Ball, inner race, and outer race faults) |
| [172] | Fault diagnosis | Induction motor | Vibration and current signal | Unbalance fault with different severity |
| [183] | Fault detection | Permanent Magnet Synchronous Motor | Three-phase current signal and rotor position information | open and shot circuit fault (instantaneous fault or gradual fault), and winding resistance increase or decrease (early faults) |
| [184] | Fault diagnosis | Three-phase asynchronous motor | Vibration signal | Voltage imbalance, rotor imbalance, faulty bearing, broken rotor bars, and bowed rotor |
| [186] | Remaining useful life prediction | Induction motor | Current and voltage signal | Bearing fault |
| References | Application | Type of Equipment | Signal | Fault Type |
|---|---|---|---|---|
| [164] | Modelling | Heat pump | Temperature | Clogging fault |
| [173] | Fault prognosis | Power pump | Multiple sensors monitoring data | N/A |
| [174] | Remaining useful life | Electromagnetic pump | Vibration and pressure signal | Cavitation |
| [175] | Future state prediction | Water injection pump | Multiple sensors monitoring data (vibration, temperature, flow, pressure, distance) | N/A |
| [92] | Fault diagnosis | Reciprocating pump | Vibration signal | Piston wear, bearing wear, and valve disc wear faults |
| [185] | Remaining useful life | Hydraulic gear pump | Vibration, flow, and pressure signal | Fuel contamination |
| [188] | State trend prediction | Aircraft pump | Accumulator pressure data | N/A |
| [81] | Fault prognosis | Reactor coolant pump | Shaft seal leakage flow | Seal leakage fault |
| [189] | Condition prediction | Main pump | Temperature and leakage flow | Bearing wear fault |
| References | Application | Type of Equipment | Signal | Fault Type |
|---|---|---|---|---|
| [34] | Feature extraction | Rolling bearing | Vibration signal | Inner race, outer race, cage and ball faults |
| [165] | Fault prognosis | Rolling bearing | Vibration signal | Outer race fault |
| [169] | State trend prediction | Rolling bearing | Vibration signal | Inner race fault |
| [176] | Fault diagnosis | Rolling bearing | Vibration signal | Ball, inner race, and outer race faults |
| [177] | Fault diagnosis | Rolling bearing | Vibration signal | Ball, inner race, and outer race faults |
| [178] | Fault diagnosis | Rolling bearing | Vibration signal | Inner race, outer race and roller fault and combination of outer race and roller faults |
| [179] | Condition monitoring | Rolling bearing | Vibration signal | roller, inner race, and outer race fault |
| [180] | Fault prediction | Aero engine bearing | Vibration signal | Inner race, outer race, and ball faults |
| [181] | Remaining useful life | Rolling bearing | Vibration signal | Inner race, outer race, and ball faults |
| [187] | Fault diagnosis | Rolling bearing | Vibration signal | Inner race, outer race, and ball faults |
| [190] | Prognosis and remaining useful life prediction | Rolling bearing | Vibration signal | Inner race, outer race, and ball faults |
| [166] | Fault detection | Motor bearing | Current and vibration signal | Air gap eccentricity and ball faults |
| [167] | Fault diagnosis | Rolling bearing | Vibration signal | Inner race, outer race, and ball faults |
| [182] | Fault diagnosis | Rolling bearing | Vibration signal | Inner race, outer race, and ball faults |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qi, R.; Zhang, J.; Spencer, K. A Review on Data-Driven Condition Monitoring of Industrial Equipment. Algorithms 2023, 16, 9. https://doi.org/10.3390/a16010009
Qi R, Zhang J, Spencer K. A Review on Data-Driven Condition Monitoring of Industrial Equipment. Algorithms. 2023; 16(1):9. https://doi.org/10.3390/a16010009
Chicago/Turabian StyleQi, Ruosen, Jie Zhang, and Katy Spencer. 2023. "A Review on Data-Driven Condition Monitoring of Industrial Equipment" Algorithms 16, no. 1: 9. https://doi.org/10.3390/a16010009
APA StyleQi, R., Zhang, J., & Spencer, K. (2023). A Review on Data-Driven Condition Monitoring of Industrial Equipment. Algorithms, 16(1), 9. https://doi.org/10.3390/a16010009