Machinability Research of the Most Common Invasive Tree Species in Slovenia



Abstract
:1. Introduction
2. Materials and Methods
2.1. Planing
2.2. Routing
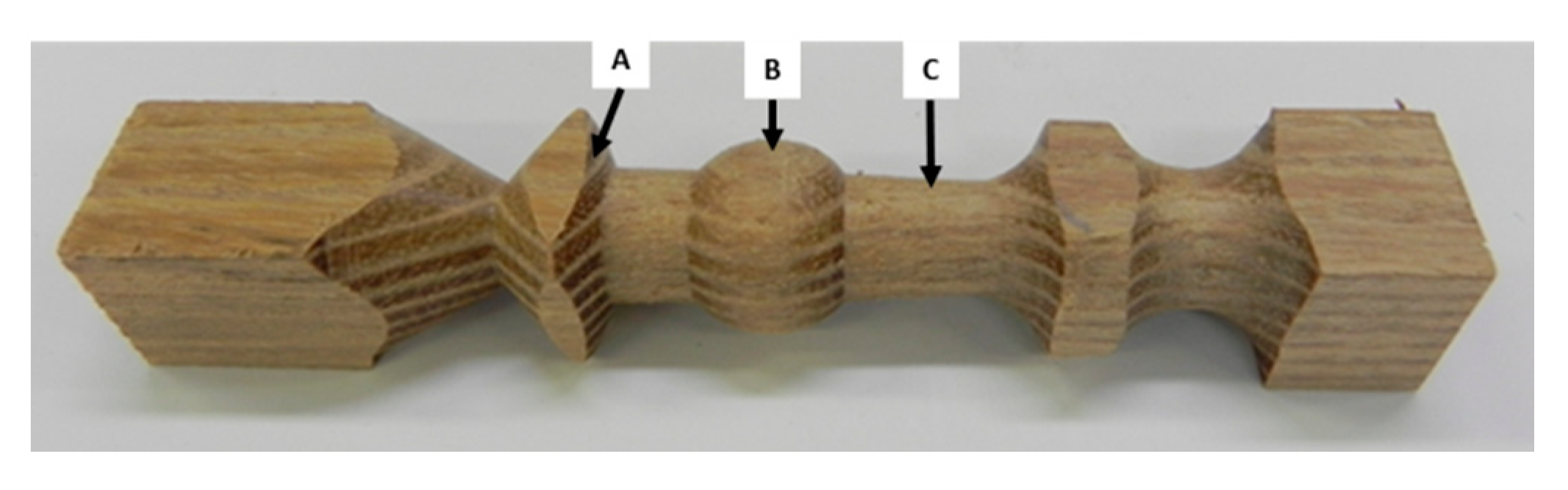
2.3. Turning
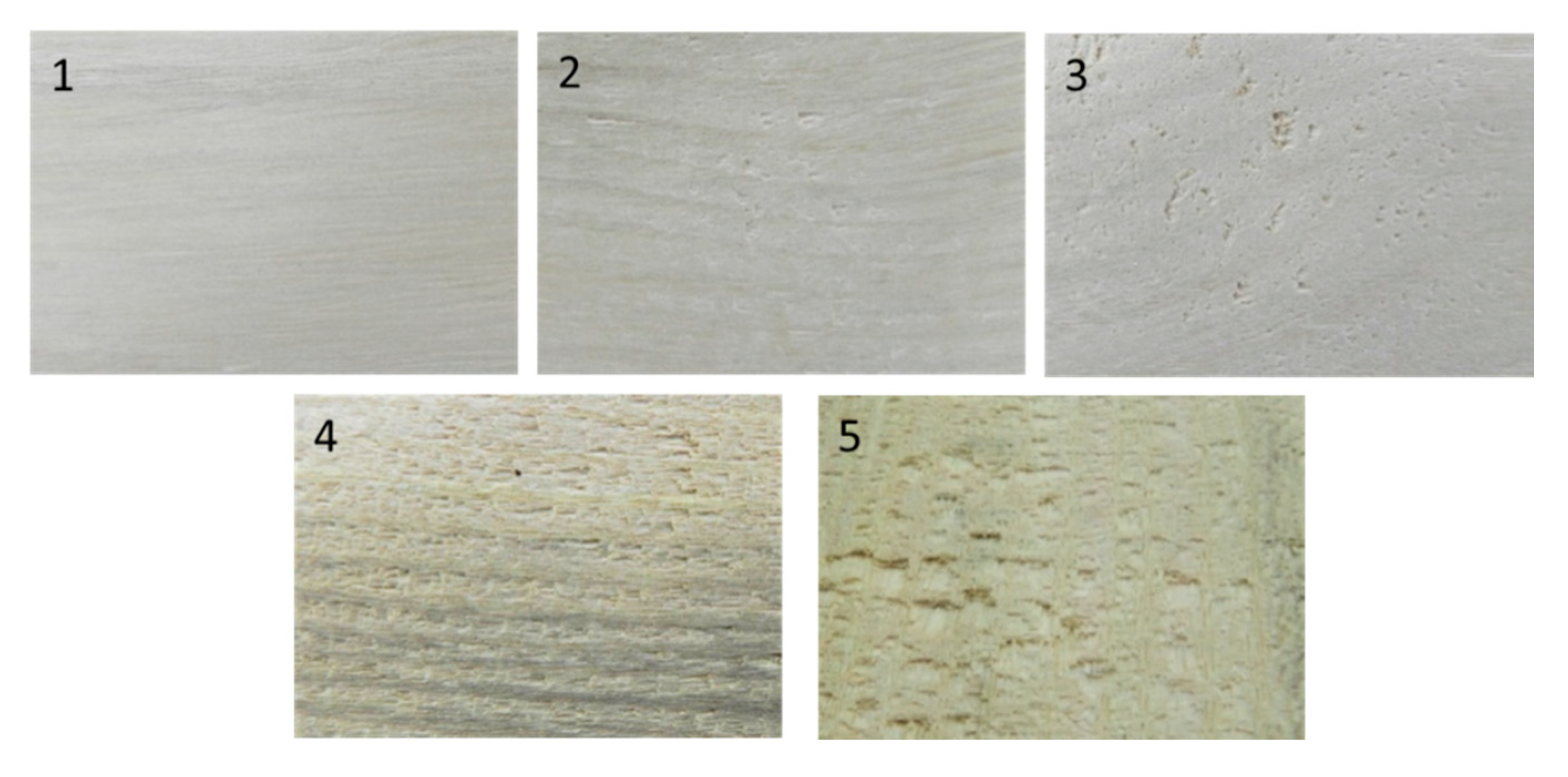
3. Results and Discussion
3.1. Planing
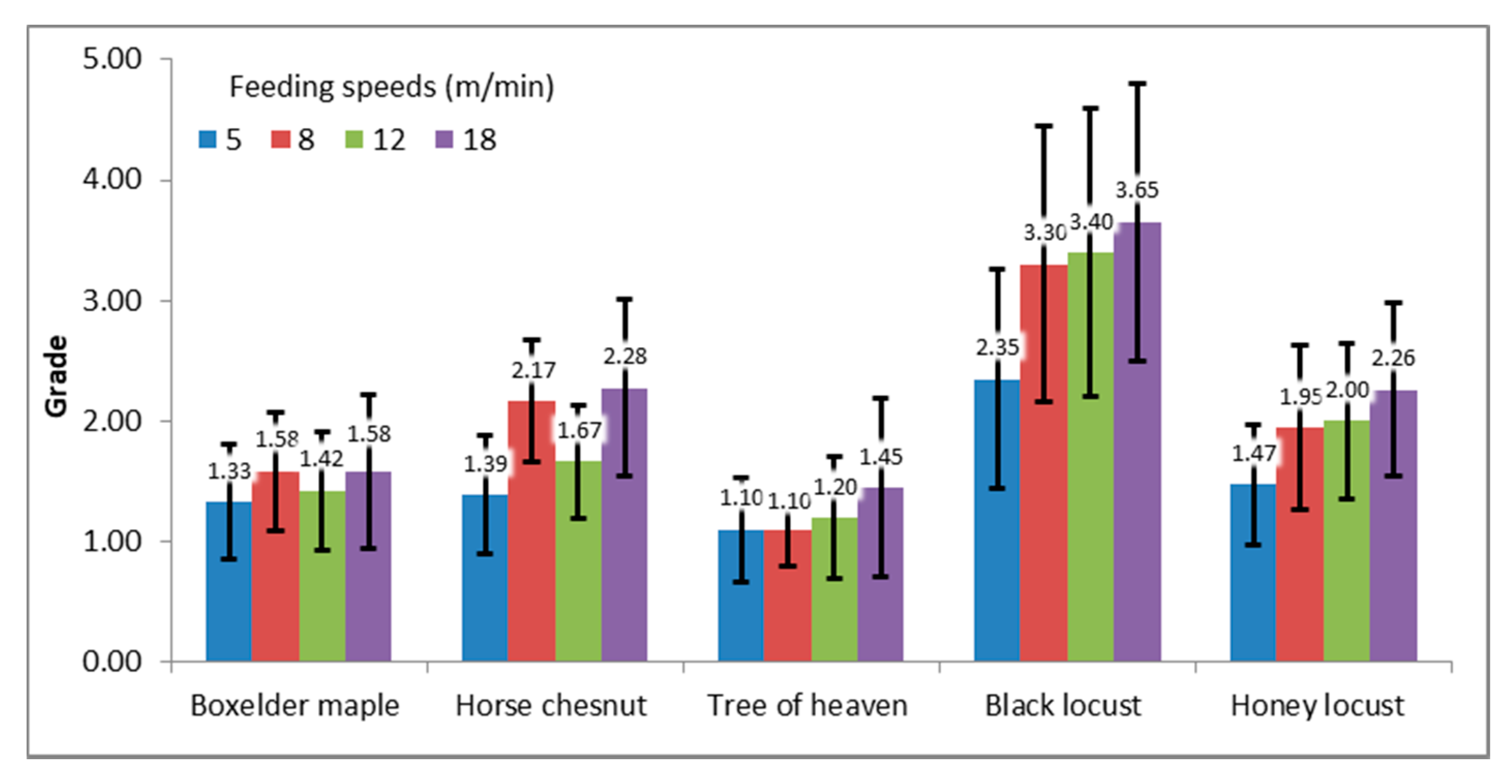
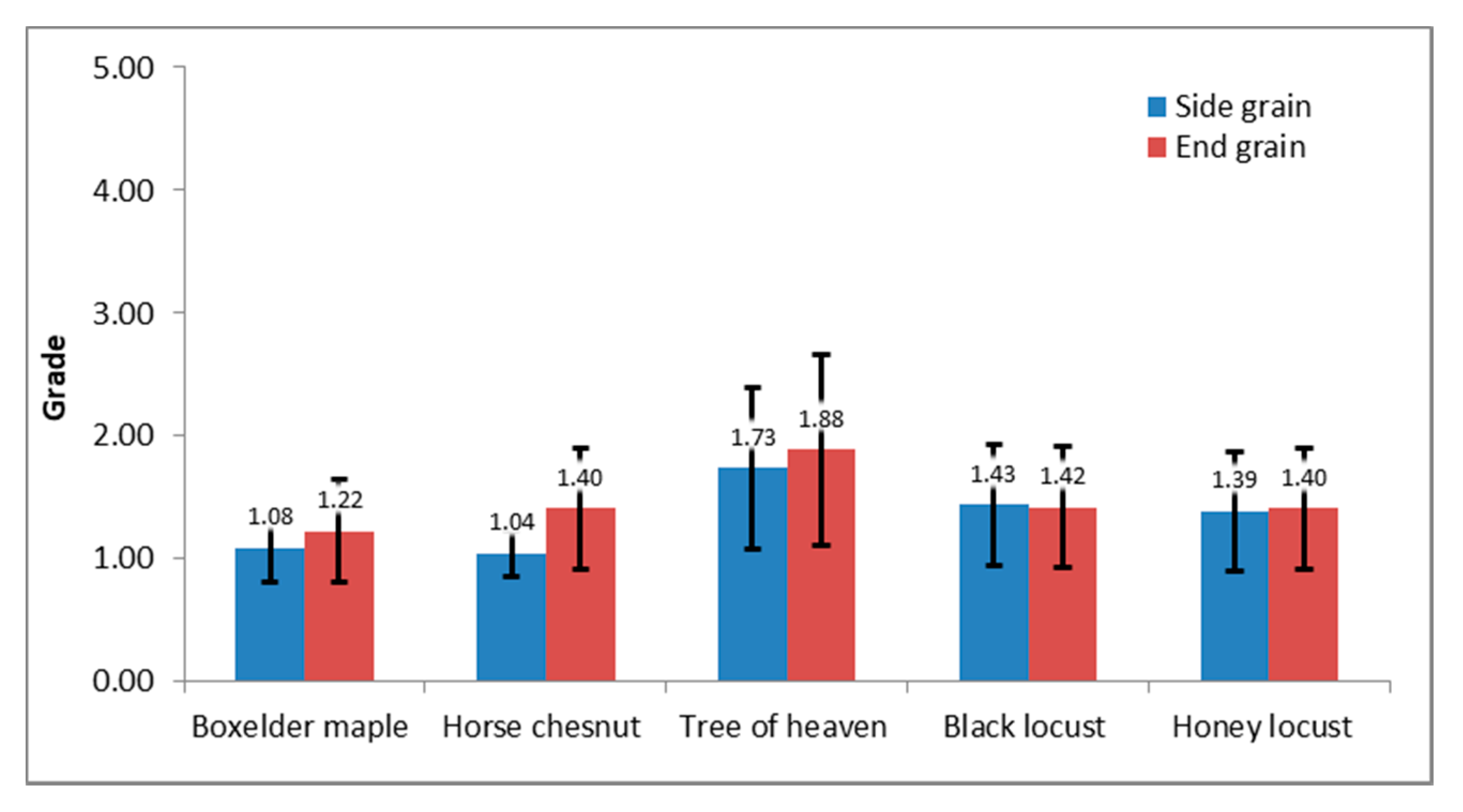
3.2. Routing
3.3. Turning
3.4. Base Comparison Results
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Merela, M.; Balzano, A.; Thaler, N.; Plavčak, D. Optimal Surface Preparation for Wood Anatomy Research of Invasive Species by Scanning Electron Microscopy. Drv. Ind. 2020, 71, 117–127. [Google Scholar] [CrossRef]
- Plavčak, D.; Gorišek, Ž.; Straže, A.; Merela, M. Drying characteristics of wood of invasive tree species growing in an urban environment. Les/Wood 2019, 68, 31–43. [Google Scholar] [CrossRef] [Green Version]
- Plavčak, D.; Gorišek, Ž.; Straže, A.; Merela, M. Properties and usability of Chinese sumac (Ailanthus altissima). In Proceedings of the First International Conference, Nature in Southern and Eastern Europe NISEE 2018, Sarajevo, Bosnia and Herzegovina, 26–30 September 2018. [Google Scholar]
- Merela, M.; Oven, P.; Poljanšek, I.; Vek, V.; Merhar, M.; Gornik Bučar, D.; Kariž, M.; Šega, B.; Šernek, M.; Straže, A.; et al. Tujerodne invazivne rastline—njihova analiza in uporaba. In Proceedings of the Klimatske Spremembe in Gozd, Ljubljana, Slovenia, 13–15 June 2019; pp. 13–19. [Google Scholar]
- Plavčak, D.; Gorišek, Z.; Straže, A.; Merela, M. Drying characteristics of sapwood, discoloured wood and infected wood of box elder (Acer negundo L). In Proceedings of the 8th Hardwood Conference with Special Focus on New Aspects on Hardwood Utilization—from Science to Technology, Sopron, Hungary, 25–26 October 2018; pp. 76–77. [Google Scholar]
- Grosser, D. Das Holz der Rosskastanie—Eigenschaften und Verwendung. Available online: https://www.lwf.bayern.de/mam/cms04/forsttechnik-holz/dateien/w48_das_holz_rosskastanie_eigenschaften_verwendung_gesch.pdf (accessed on 10 May 2020).
- Zerbe, J.I. Basic properties of undervalued hardwoods. In Undervalued Hardwoods for Engineered Materials and Components; Ross, J.R., Erickson, J.R., Eds.; Forest Products Society: Madison, WI, USA, 2005; pp. 15–19. [Google Scholar]
- Modryk, K. Quality Assessment for Briquettes made from Biomass from Maple (Acer negundo L.) and Black Locust (Robinia pseudoacacia L.). Agric. Eng. 2011, 132, 115–121. [Google Scholar]
- Gornik Bučar, D.; Gospodarič, B.; Smolnikar, P.; Stare, D.; Kranjc, N.; Prislan, P. Invasive species as raw material for pellets production. In Implemenatation of Wood Science in Woodworking Sector: Proceedings: 70 th Anniversary of Drvna Industrija Journal; University of Zagreb: Zagreb, Croatia, 2019; pp. 61–68. [Google Scholar]
- Vasiliki, K.; Ioannis, B. Bondability Of Black Locust (Robinia pseudoacacia) And Beech Wood (Fagus sylvatica) With Polyvinyl Acetate And Polyurethane Adhesives. Maderas-Cienc. Y Tecnol. 2017, 19, 87–94. [Google Scholar] [CrossRef] [Green Version]
- Porankiewicz, B.; Dolata, A.; Wieloch, G. Cutting Force During The Turning Of Wood From Black Locust. Bioresources 2008, 3, 745–757. [Google Scholar]
- Usta, I.; Demirci, S.; Kilic, Y. Comparison of surface roughness of Locust acacia (Robinia pseudoacacia L.) and European oak (Quercus petraea (Mattu.) Lieble.) in terms of the preparative process by planing. Build. Environ. 2007, 42, 2988–2992. [Google Scholar] [CrossRef]
- Reh, R. Utilization of lesser known and lesser used hardwoods for decorative veneers purposes. In Proceedings of the 8th Hardwood Conference with Special Focus on New Aspects on Hardwood Utilization—from Science to Technology, Sopron, Hungary, 25–26 October 2018; pp. 134–135. [Google Scholar]
- Belleville, B.; Iru, R.; Tsiritsi, C.; Ozarska, B. Planing characteristics of Papua New Guinea timber species from plantations and regrowth forests. Eur. J. Wood Wood Prod. 2020, 78, 343–349. [Google Scholar] [CrossRef]
- Cárdenas, M.M.; Juízo, C.G.F.; Guillén, N.B.; Mora, H.E.G.; Klitzke, R.J.; da Rocha, M.P. Surface quality of Peruvian Amazon woods submitted for planning and sanding. Floresta 2019, 49, 671–680. [Google Scholar] [CrossRef]
- Gupta, S.; Singh, C.P.; Kishan-Kumar, V.S.; Shukla, S. Machining properties of Melia dubia wood. Maderas Cienc. Y Tecnol. 2019, 21, 197–208. [Google Scholar] [CrossRef]
- Kotlarewski, N.J.; Derikvand, M.; Lee, M.; Whiteroad, I. Machinability study of australia’s dominate plantation timber resources. Forests 2019, 10, 805. [Google Scholar] [CrossRef] [Green Version]
- Sofuoglu, S.D.; Kurtoglu, A. Some machining properties of 4 wood species grown in Turkey. Turk. J. Agric. For. 2014, 38, 420–427. [Google Scholar] [CrossRef] [Green Version]
- Li, W.; Zhang, Z.; He, S.; Zhou, G.; Mei, C. The effect of lathe checks on the mechanical performance of LVL. Eur. J. Wood Wood Prod. 2020, 78, 545–554. [Google Scholar] [CrossRef]
- Ugulino, B.; Hernandez, R.E. Assessment of surface properties and solvent-borne coating performance of red oak wood produced by peripheral planing. Eur. J. Wood Wood Prod. 2017, 75, 581–593. [Google Scholar] [CrossRef]
- Dobrzynski, M.; Orlowski, K.A.; Biskup, M. Comparison of surface quality and tool-life of glulam window elements after planing. Drv. Ind. 2019, 70, 7–18. [Google Scholar] [CrossRef]
- Häusler, A.; Werkle, K.T.; Maier, W.; Möhring, H.C. Design of lightweight cutting tools. Int. J. Autom. Technol. 2020, 14, 326–335. [Google Scholar] [CrossRef]
- Pinkowski, G.; Szymanski, W.; Krauss, A.; Stefanowski, S. Effect of sharpness angle and feeding speed on the surface roughness during milling of various wood species. Bioresources 2019, 13, 6952–6962. [Google Scholar] [CrossRef]
- Siklienka, M.; Janda, P.; Jankech, A. The Influence Of Milling Heads On The Quality Of Created Surface. Acta Fac. Xylol. Zvolen 2016, 58, 81–88. [Google Scholar] [CrossRef]
- De Moura, L.F.; Brito, J.O.; Nolasco, A.M.; Uliana, L.R. Effect of thermal rectification on machinability of Eucalyptus grandis and Pinus caribaea var. hondurensis woods. Eur. J. Wood Wood Prod. 2011, 69, 641–648. [Google Scholar] [CrossRef]
- Merhar, M.; Šega, B.; Gornik, B.D. The influence of thermal modification on the machining properties of beech wood. Les/Wood 2019, 68, 15–24. [Google Scholar] [CrossRef] [Green Version]
- Sandak, J.; Goli, G.; Cetera, P.; Sandak, A.; Cavalli, A.; Todaro, L. Machinability of Minor Wooden Species before and after Modification with Thermo-Vacuum Technology. Materials 2017, 10, 121. [Google Scholar] [CrossRef] [Green Version]
- Coelho, C.L.; Carvalho, L.M.H.; Martins, J.M.; Costa, C.A.V.; Masson, D.; Méausoone, P.J. Method for evaluating the influence of wood machining conditions on the objective characterization and subjective perception of a finished surface. Wood Sci. Technol. 2008, 42, 181–195. [Google Scholar] [CrossRef]
- Lemaster, R.L. The use of an optical profilometer to monitor product quality in wood and woodbased products. In Proceedings of the Sanding and Sawing Seminar, Portland, OR, USA, 21–22 September 1995; Charlotte, NC, USA, 14–15 November 1995. pp. 33–42. [Google Scholar]
- Hendarto, B.; Shayan, E.; Ozarska, B.; Carr, R. Analysis of roughness of a sanded wood surface. Int. J. Adv. Manuf. Technol. 2006, 28, 775–780. [Google Scholar] [CrossRef]
- Lemaster, R.L.; Taylor, J.B. High-speed surface assessment of wood and wood-based composites. In Proceedings of the 14th Wood Machining Seminar, Paris, France, 12–19 September 1999; pp. 479–488. [Google Scholar]
- Triboulot, P.; Kremer, P.; Martin, P.; Leban, J.M. Planing Of Norway Spruce With Very Varied Ring Width. Holz Als Roh-Und Werkst. 1991, 49, 181–184. [Google Scholar] [CrossRef]
- ASTM. ASTM D1666 Standard Test Methods for Conducting Machining Tests of Wood and Wood Based Materials; ASTM: Philadelphia, PA, USA, 2017. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tree Species | Density (kg/m3) | SD (kg/m3) |
|---|---|---|
| Boxelder Maple | 560 | 24 |
| Horse Chestnut | 495 | 22 |
| Tree of Heaven | 555 | 98 |
| Black Locust | 778 | 54 |
| Honey Locust | 705 | 50 |
| Tree Species p-Value (ANOVA) | Feeding Speed (m/min) | 8 | 12 | 18 |
|---|---|---|---|---|
| p-Value (LSD ANOVA) | ||||
| Boxelder Maple 0.61 | 5 | 0.27 | 0.71 | 0.27 |
| 8 | 0.46 | 1.00 | ||
| 12 | 0.46 | |||
| Horse Chestnut 0.00 | 5 | 0.00 | 0.15 | 0.00 |
| 8 | 0.01 | 0.56 | ||
| 12 | 0.00 | |||
| Tree of Heaven 0.14 | 5 | 1.00 | 0.56 | 0.04 |
| 8 | 0.56 | 0.04 | ||
| 12 | 0.14 | |||
| Black Locust 0.00 | 5 | 0.01 | 0.01 | 0.00 |
| 8 | 0.78 | 0.33 | ||
| 12 | 0.49 | |||
| Honey Locust 0.01 | 5 | 0.03 | 0.02 | 0.00 |
| 8 | 0.81 | 0.15 | ||
| 12 | 0.22 | |||
| Horse Chestnut | Tree of Heaven | Black Locust | Honey Locust | |||||
|---|---|---|---|---|---|---|---|---|
| 5 m/min | 18 m/min | 5 m/min | 18 m/min | 5 m/min | 18 m/min | 5 m/min | 18 m/min | |
| Boxelder Maple | 0.78 | 0.02 | 0.22 | 0.65 | 0.00 | 0.00 | 0.47 | 0.02 |
| Horse Chestnut | 0.09 | 0.65 | 0.00 | 0.00 | 0.62 | 0.96 | ||
| Tree of Heaven | 0.00 | 0.00 | 0.03 | 0.00 | ||||
| Black Locust | 0.00 | 0.00 | ||||||
| Boxelder Maple | Horse Chestnut | Tree of Heaven | Black Locust | Honey Locust |
|---|---|---|---|---|
| 0.75 | 0.55 | 0.01 | 0.06 | 0.13 |
| Horse Chestnut | Tree of Heaven | Black Locust | Honey Locust | |
|---|---|---|---|---|
| Boxelder Maple | 0.51 | 0.00 | 0.01 | 0.02 |
| Horse Chestnut | 0.00 | 0.01 | 0.05 | |
| Tree of Heaven | 0.00 | 0.00 | ||
| Black Locust | 0.55 |
| Horse Chestnut | Tree of Heaven | Black Locust | Honey Locust | |
|---|---|---|---|---|
| Boxelder Maple | 0.00 | 0.28 | 0.01 | 0.00 |
| Horse Chestnut | 0.00 | 0.55 | 0.65 | |
| Tree of Heaven | 0.00 | 0.00 | ||
| Black Locust | 0.29 |
| Planing | Routing | Turning | ||
|---|---|---|---|---|
| Knife Marks (mm) | Defect Free (%) | Good to Excellent (%) | Fair to Excellent (%) | |
| Boxelder Maple | 1.1 | 67 | 100 | 79 |
| 1.8 | 42 | |||
| 2.7 | 58 | |||
| 4 | 50 | |||
| Horse Chestnut | 1.1 | 44 | 100 | 100 |
| 1.8 | 6 | |||
| 2.7 | 22 | |||
| 4 | 17 | |||
| Tree of Heaven | 1.1 | 70 | 45 | 26 |
| 1.8 | 75 | |||
| 2.7 | 75 | |||
| 4 | 65 | |||
| Black Locust | 1.1 | 20 | 100 | 60 |
| 1.8 | 10 | |||
| 2.7 | 10 | |||
| 4 | 10 | |||
| Honey Locust | 1.1 | 42 | 100 | 63 |
| 1.8 | 26 | |||
| 2.7 | 21 | |||
| 4 | 11 | |||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Merhar, M.; Gornik Bučar, D.; Merela, M. Machinability Research of the Most Common Invasive Tree Species in Slovenia. Forests 2020, 11, 752. https://doi.org/10.3390/f11070752
Merhar M, Gornik Bučar D, Merela M. Machinability Research of the Most Common Invasive Tree Species in Slovenia. Forests. 2020; 11(7):752. https://doi.org/10.3390/f11070752
Chicago/Turabian StyleMerhar, Miran, Dominika Gornik Bučar, and Maks Merela. 2020. "Machinability Research of the Most Common Invasive Tree Species in Slovenia" Forests 11, no. 7: 752. https://doi.org/10.3390/f11070752
APA StyleMerhar, M., Gornik Bučar, D., & Merela, M. (2020). Machinability Research of the Most Common Invasive Tree Species in Slovenia. Forests, 11(7), 752. https://doi.org/10.3390/f11070752