
Characterization on the Copolymerization Resin between Bayberry (Myrica rubra) Tannin and Pre-Polymers of Conventional Urea–Formaldehyde Resin



 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Synthesis of UF Resin
2.3. Preparation of Bayberry Tannin-Modified UF Resin (TUF)
2.4. Evaluation of the Resin Properties
2.5. Investigations Using Fourier Transform Infrared (FT-IR) Spectroscopy
2.6. Investigations Using Solid-State 13C Nuclear Magnetic Resonance (13C NMR)
2.7. Investigations Using Differential Scanning Calorimetry (DSC)
2.8. Investigations Using Thermogravimetric Analysis (TGA)
2.9. Different Plasma Treatments for Activating the Surface of Veneers
- Sliding cold arc plasma equipment (SAC plasma) was purchased from Nanjing Suman Plasma Technology Co., Ltd. in Nanjing, China and the parameters as follow [39]: power is 1000 W, the distance between the nozzle and the veneer was set at 3 cm, with a speed of treatment of 1 cm/s for a total treatment time of 1 min;
- Low-pressure cold plasma equipment (CLP plasma) was purchased from Changzhou Zhongke Normal Plasma Co., Ltd. In Changzhou, China and the parameters as follow [40]: power is 50 W, treatment was achieved under nitrogen atmosphere for 3 min;
- Jet type atmospheric low-temperature plasma surface treatment equipment (JTLP plasma) was purchased from Nanjing Suman Plasma Technology Co., Ltd. In Nanjing, China and the parameters as follow [41]: power is 500 W, single-board treatments back and forth for 3 min per side.
2.10. Preparation and Evaluation of Plywood
2.11. Evaluation of Formaldehyde Emission
3. Results
3.1. Basic Properties of Resins
3.2. Investigations Using FT-IR
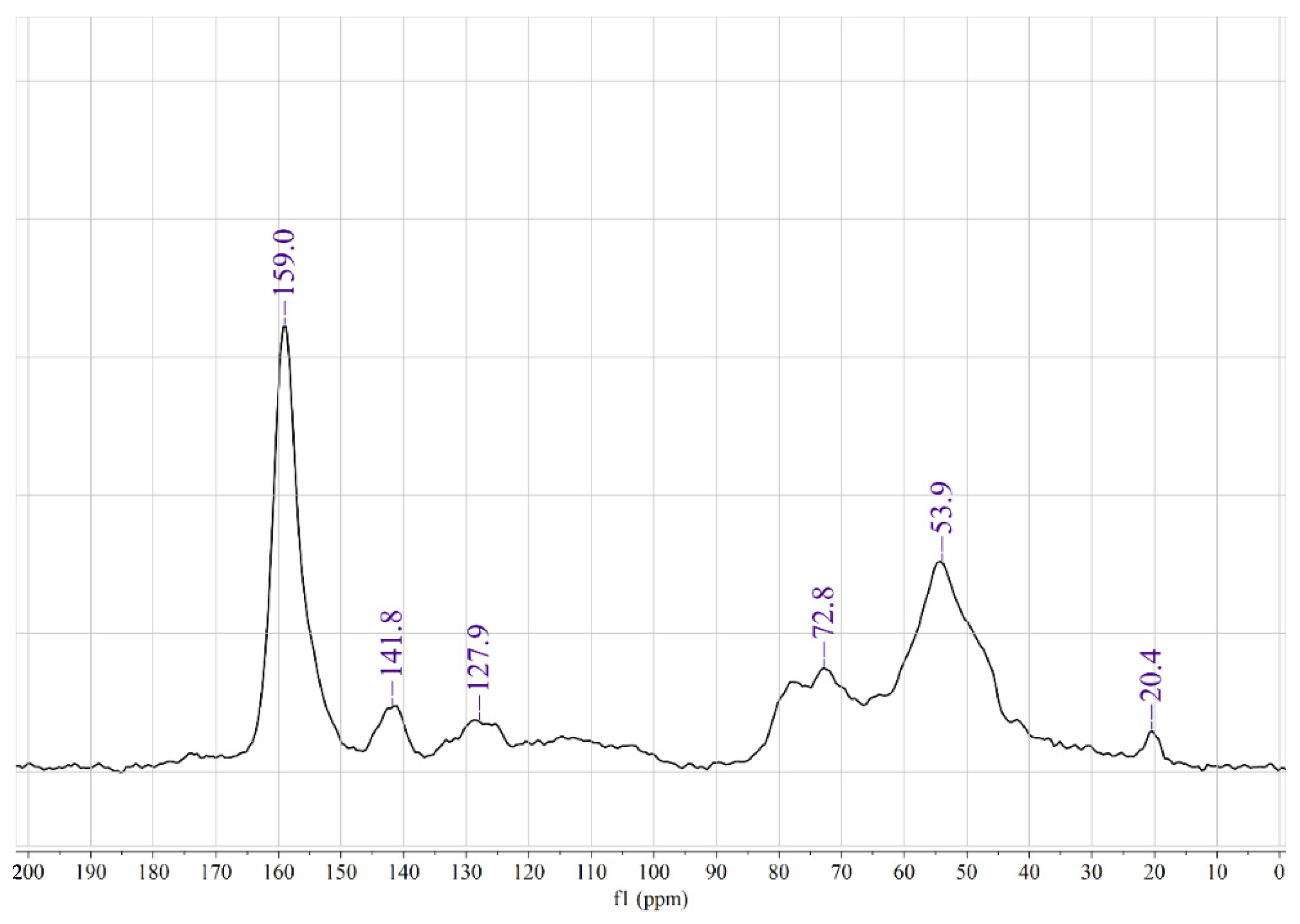
3.3. Investigations Using Solid-State 13C NMR
3.4. DSC Investigations
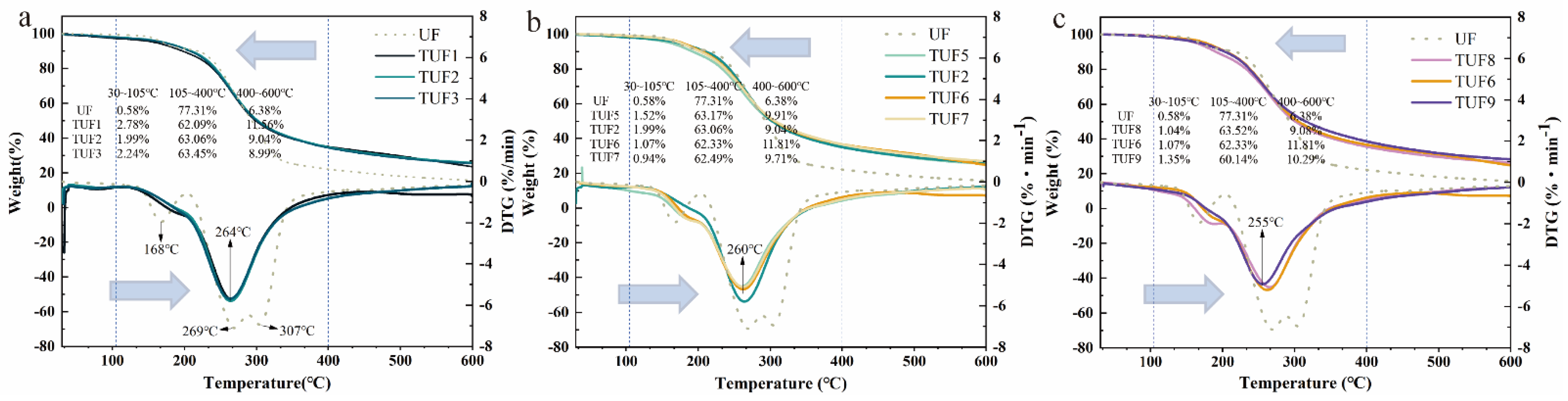
3.5. TG Investigations
3.6. Effect of Preparation Temperature of TUF on the Shear Strength of Plywood
3.7. Effect of Reaction Time for TUF Preparation on the Shear Strength of Plywood
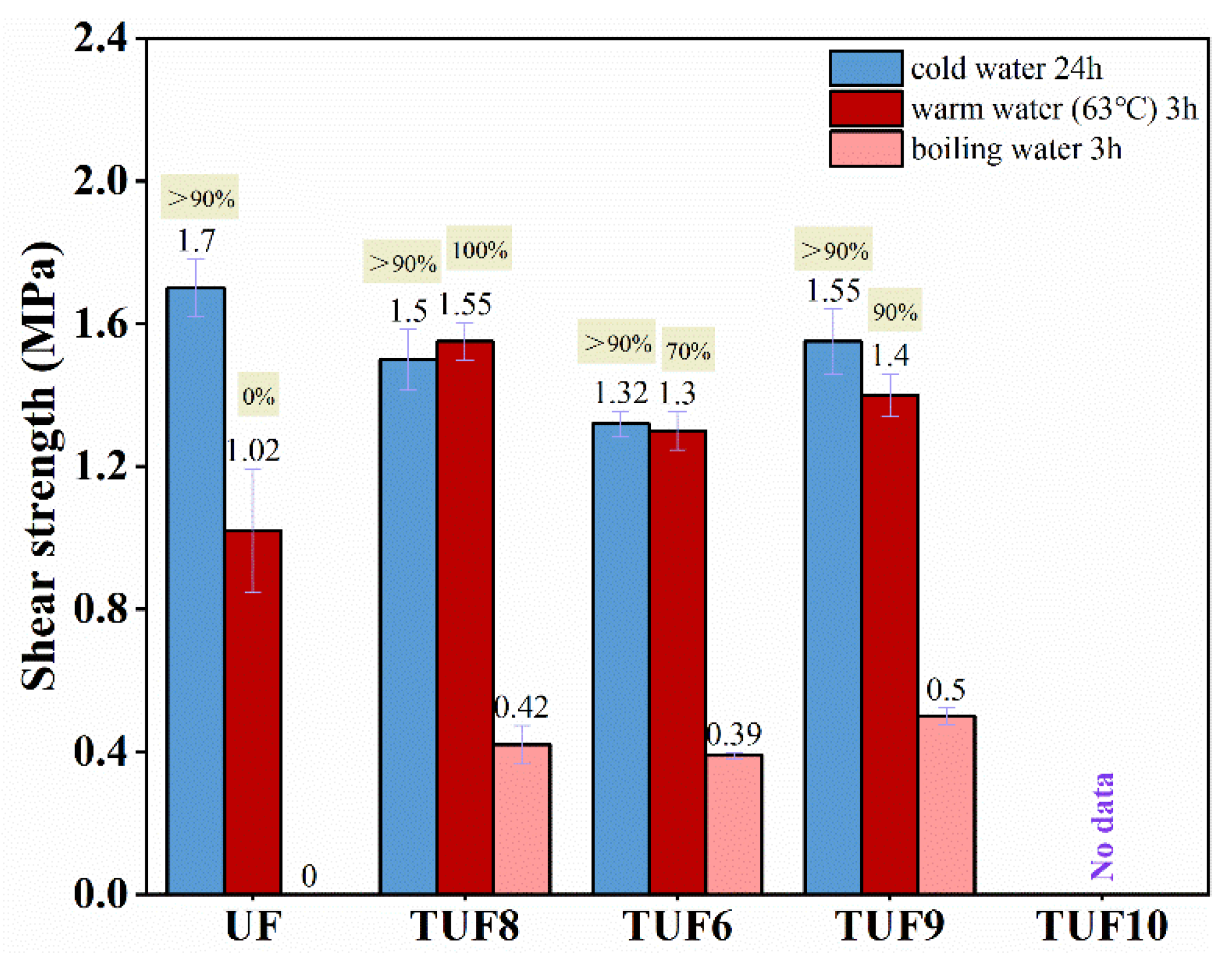
3.8. Effect of Tannin Addition on the Shear Strength of Plywood
3.9. Effect of Diferent Plasma Treatment on Veneer Surface for Shear Strength of Plywood
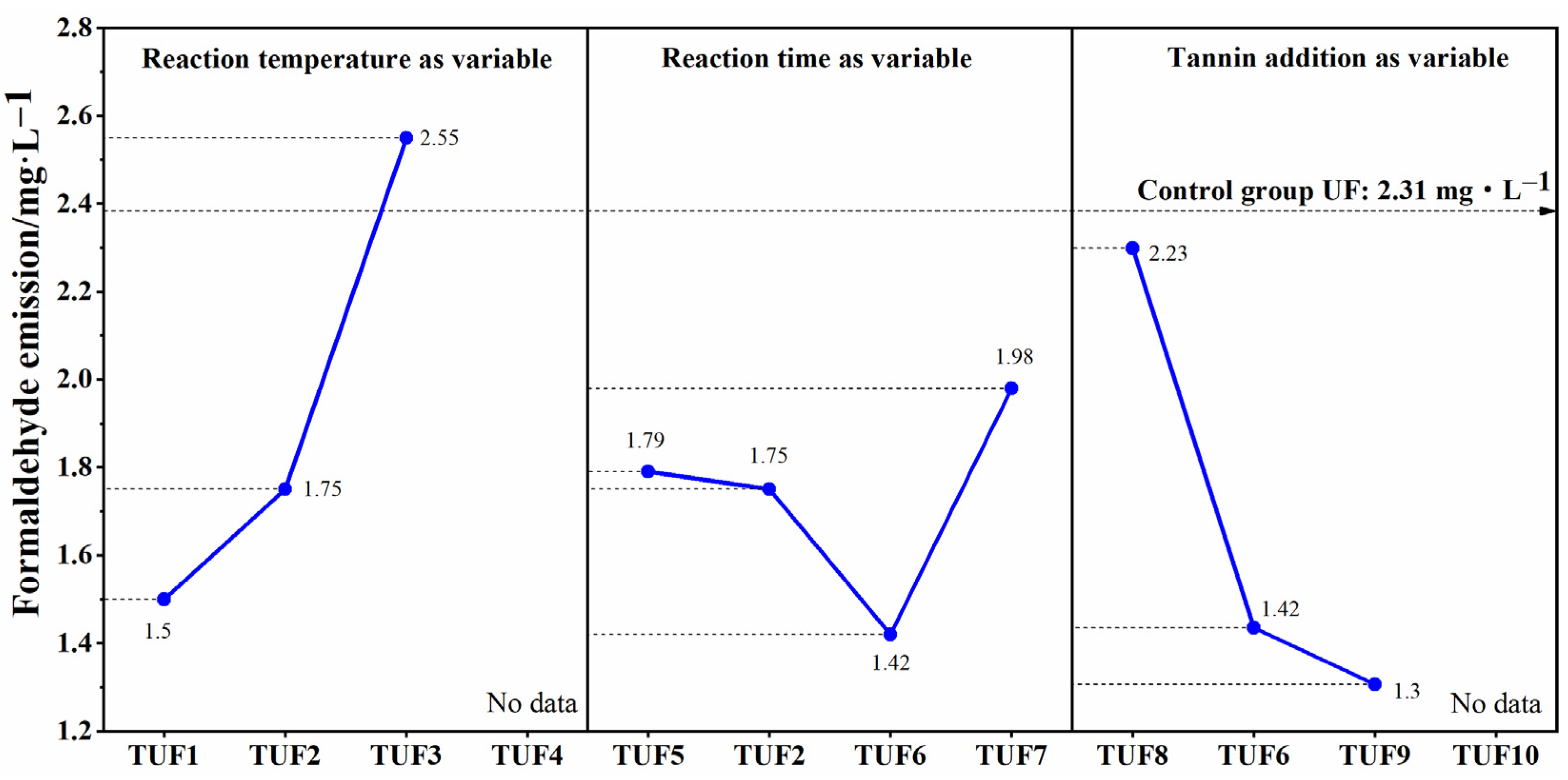
3.10. Formaldehyde Emission from UF and TUF Resins
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mordor Intelligence Urea Formaldehyde Resins Market-Growth, Trends, Covid-19 Impact, and Forecasts (2021–2026). Available online: https://www.mordorintelligence.com/industry-reports/urea-formaldehyde-market# (accessed on 5 April 2021).
- Jada, S.S. The Structure of Urea—Formaldehyde Resins. J. Appl. Polym. Sci. 1988, 35, 1573–1592. [Google Scholar] [CrossRef]
- Boran, S.; Usta, M.; Gümüşkaya, E. Decreasing Formaldehyde Emission from Medium Density Fiberboard Panels Produced by Adding Different Amine Compounds to Urea Formaldehyde Resin. Int. J. Adhes. Adhes. 2011, 31, 674–678. [Google Scholar] [CrossRef]
- Conner, A.H. Urea-Formaldehyde Adhesive Resins. Polym. Mater. Encycl. 1996, 11, 8496–8501. [Google Scholar]
- Mamza, P.A.; Ezeh, E.C.; Gimba, E.; Arthur, D.E. Comparative Study of Phenol Formaldehyde and Urea Formaldehyde Particleboards from Wood Waste for Sustainable Environment. Int. J. Sci. Technol. Res. 2014, 3, 53–61. [Google Scholar]
- Lubis, M.A.R.; Park, B.-D.; Lee, S.-M. Modification of Urea-Formaldehyde Resin Adhesives with Blocked Isocyanates Using Sodium Bisulfite. Int. J. Adhes. Adhes. 2017, 73, 118–124. [Google Scholar] [CrossRef]
- Dziurka, D.; Mirski, R. Properties of Liquid and Polycondensed UF Resin Modified with PMDI. Drv. Ind. 2014, 65, 115–119. [Google Scholar] [CrossRef]
- Altinok, M.; Atar, M.; Keskin, H.; Korkut, S.; Kocaturk, I. Determination of Bonding Performance of Several Modified Wood Adhesives. Int. J. Phys. Sci. 2011, 6, 294–300. [Google Scholar]
- Zanetti, M.; Pizzi, A. Dependance on the Adhesive Formulation of the Upgrading of MUF Particleboard Adhesives and Decrease of Melamine Content by Buffer and Additives. Holz Roh Werkst. 2004, 62, 445–451. [Google Scholar] [CrossRef]
- Pizzi, A. Melamine-Formaldehyde Adhesives. Handb. Adhes. Technol. 2003, 2. [Google Scholar]
- Dunky, M. Adhesives in the Wood Industry. In Handbook of Adhesive Technology; CRC Press: Boca Raton, FL, USA, 2017; pp. 872–941. [Google Scholar]
- Tomita, B.; Hse, C.-Y. Phenol–Urea–Formaldehyde (PUF) Co-Condensed Wood Adhesives. Int. J. Adhes. Adhes. 1998, 18, 69–79. [Google Scholar] [CrossRef]
- Hoong, Y.B.; Pizzi, A.; Chuah, L.A.; Harun, J. Phenol–Urea–Formaldehyde Resin Co-Polymer Synthesis and Its Influence on Elaeis Palm Trunk Plywood Mechanical Performance Evaluated by 13C NMR and MALDI-TOF Mass Spectrometry. Int. J. Adhes. Adhes. 2015, 63, 117–123. [Google Scholar] [CrossRef]
- Fan, D.; Chang, J.; Li, J.; Mao, A.; Zhang, L. 13C-NMR Study on the Structure of Phenol-Urea-Formaldehyde Resins Prepared by Methylolureas and Phenol. J. Appl. Polym. Sci. 2009, 112, 2195–2202. [Google Scholar] [CrossRef]
- Pang, B.; Li, M.-K.; Yang, S.; Yuan, T.-Q.; Du, G.-B.; Sun, R.-C. Eco-Friendly Phenol–Urea–Formaldehyde Co-Condensed Resin Adhesives Accelerated by Resorcinol for Plywood Manufacturing. ACS Omega 2018, 3, 8521–8528. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Strzemiecka, B.; Voelkel, A.; Zięba-Palus, J.; Lachowicz, T. Assessment of the Chemical Changes during Storage of Phenol-Formaldehyde Resins Pyrolysis Gas Chromatography Mass Spectrometry, Inverse Gas Chromatography and Fourier Transform Infra Red Methods. J. Chromatogr. A 2014, 1359, 255–261. [Google Scholar] [CrossRef] [PubMed]
- Mansouri, N.-E.E.; Pizzi, A.; Salvado, J. Lignin-Based Polycondensation Resins for Wood Adhesives. J. Appl. Polym. Sci. 2007, 103, 1690–1699. [Google Scholar] [CrossRef]
- Liu, S.; Du, G.; Yang, H.; Su, H.; Ran, X.; Li, J.; Zhang, L.; Gao, W.; Yang, L. Developing High-Performance Cellulose-Based Wood Adhesive with a Cross-Linked Network. ACS Sustain. Chem. Eng. 2021, 9, 16849–16861. [Google Scholar] [CrossRef]
- Moubarik, A.; Charrier, B.; Allal, A.; Charrier, F.; Pizzi, A. Development and Optimization of a New Formaldehyde-Free Cornstarch and Tannin Wood Adhesive. Eur. J. Wood Wood Prod. 2010, 68, 167–177. [Google Scholar] [CrossRef] [Green Version]
- Teng, B.; Hayasaka, Y.; Smith, P.A.; Bindon, K.A. Effect of Grape Seed and Skin Tannin Molecular Mass and Composition on the Rate of Reaction with Anthocyanin and Subsequent Formation of Polymeric Pigments in the Presence of Acetaldehyde. J. Agric. Food Chem. 2019, 67, 8938–8949. [Google Scholar] [CrossRef]
- Braga, W.L.M.; Roberto, J.A.; Vaz, C.; Samanamud, G.R.L.; Loures, C.C.A.; França, A.B.; Lofrano, R.C.Z.; Naves, L.L.R.; de Freitas, J.H.J.H.; Naves, F.L.; et al. Extraction and Optimization of Tannin from the Flower of Musa Sp. Applied to the Treatment of Iron Ore Dump. J. Environ. Chem. Eng. 2018, 6, 4310–4317. [Google Scholar] [CrossRef]
- Arbenz, A.; Avérous, L. Chemical Modification of Tannins to Elaborate Aromatic Biobased Macromolecular Architectures. Green Chem. 2015, 17, 2626–2646. [Google Scholar] [CrossRef] [Green Version]
- Li, C.; Wang, W.; Mu, Y.; Zhang, J.; Zhang, S.; Li, J.; Zhang, W. Structural Properties and Copolycondensation Mechanism of Valonea Tannin-Modified Phenol-Formaldehyde Resin. J. Polym. Environ. 2018, 26, 1297–1309. [Google Scholar] [CrossRef]
- Moubarik, A.; Pizzi, A.; Allal, A.; Charrier, F.; Charrier, B. Cornstarch and Tannin in Phenol–Formaldehyde Resins for Plywood Production. Ind. Crops Prod. 2009, 30, 188–193. [Google Scholar] [CrossRef]
- Esmaeili, N.; Zohuriaan-Mehr, M.J.; Salimi, A.; Vafayan, M.; Meyer, W. Tannic Acid Derived Non-Isocyanate Polyurethane Networks: Synthesis, Curing Kinetics, Antioxidizing Activity and Cell Viability. Thermochim. Acta 2018, 664, 64–72. [Google Scholar] [CrossRef]
- Błażek, K.; Datta, J. Renewable Natural Resources as Green Alternative Substrates to Obtain Bio-Based Non-Isocyanate Polyurethanes-Review. Crit. Rev. Environ. Sci. Technol. 2019, 49, 173–211. [Google Scholar] [CrossRef]
- Aristri, M.A.; Lubis, M.A.R.; Iswanto, A.H.; Fatriasari, W.; Sari, R.K.; Antov, P.; Gajtanska, M.; Papadopoulos, A.N.; Pizzi, A. Bio-Based Polyurethane Resins Derived from Tannin: Source, Synthesis, Characterisation, and Application. Forests 2021, 12, 1516. [Google Scholar] [CrossRef]
- Arias, A.; Entrena-Barbero, E.; Feijoo, G.; Moreira, M.T. Sustainable Non-Isocyanate Polyurethanes Bio-Adhesives for Engineered Wood Panels Are Revealed as Promising Candidates to Move from Formaldehyde-Based Alternatives. J. Environ. Chem. Eng. 2022, 10, 107053. [Google Scholar] [CrossRef]
- Pichelin, F.; Kamoun, C.; Pizzi, A. Hexamine Hardener Behaviour: Effects on Wood Glueing, Tannin and Other Wood Adhesives. Holz Roh Werkst. 1999, 57, 305–317. [Google Scholar] [CrossRef]
- Ballerini, A.; Despres, A.; Pizzi, A. Non-Toxic, Zero Emission Tannin-Glyoxal Adhesives for Wood Panels. Holz Roh Werkst. 2005, 63, 477–478. [Google Scholar] [CrossRef]
- Zhang, J.; Kang, H.; Gao, Q.; Li, J.; Pizzi, A.; Delmotte, L. Performances of Larch (l Arix Gmelini) Tannin Modified Urea–Formaldehyde (TUF) Resin and Plywood Bonded by TUF Resin. J. Appl. Polym. Sci. 2014, 131, 22. [Google Scholar] [CrossRef]
- Danielli, D.; Pires, M.R.; da Silva Araujo, E.; Lorenço, M.S.; Mori, F.A. Application of Myrcia Splendens Tannins in the Composition of Urea-Formaldehyde Adhesive for Sustainable Wood Bonding. Res. Soc. Dev. 2021, 10, e370101220543. [Google Scholar] [CrossRef]
- Elbadawi, M.; Osman, Z.; Paridah, T.; Nasroun, T.; Kantiner, W. Properties of Particleboards Made from Acacia Seyal Var. Seyal Using Uf–Tannin Modified Adhesives. Cellul. Chem. Technol. 2015, 49, 369–374. [Google Scholar]
- Khristova, P.; Yossifov, N.; Gabir, S.; Glavchev, I.; Osman, Z. Particle Boards from Sunflower Stalks and Tannin-Modified UF Resin. Cellul. Chem. Technol. 1998, 32, 327–337. [Google Scholar]
- Boran, S.; Usta, M.; Ondaral, S.; Gümüşkaya, E. The Efficiency of Tannin as a Formaldehyde Scavenger Chemical in Medium Density Fiberboard. Compos. Part B Eng. 2012, 43, 2487–2491. [Google Scholar] [CrossRef]
- Pizzi, A.; Scharfetter, H.O. The Chemistry and Development of Tannin-based Adhesives for Exterior Plywood. J. Appl. Polym. Sci. 1978, 22, 1745–1761. [Google Scholar] [CrossRef]
- EDOGA, M.O. Comparative Study of Synthesis Procedures for Urea-Formaldehyde Resins (Part I). Leonardo Electron. J. Pract. Technol. 2006, 9, 63–80. [Google Scholar]
- GB/T 14074-2017; Testing Methods for Wood Adhesives and Their Resins. Standardization Administration of China: Beijing, China, 2017.
- Li, B.; Li, J.; Zhou, X.; Zhang, J.; Li, T.; Du, G. Study of Gliding Arc Plasma Treatment for Bamboo-Culm Surface Modification. Forests 2019, 10, 1086. [Google Scholar] [CrossRef] [Green Version]
- Li, B.; Li, J.; Zhou, X.; Du, G. Effect of Low Pressure RF Discharge Cold Plasma Treatment on Improving Surface Coating Properties of Bamboo Culms. J. Southwest For. Univ. 2019, 39, 135–141. [Google Scholar]
- Tang, L.; Yang, X.; Chen, M.; Wang, X.; Zhou, X. Surface Characterization of Plasma-Modified Poplar Veneer: Dynamic Wettability. BioResources 2015, 10, 369–381. [Google Scholar] [CrossRef] [Green Version]
- GBT 17657-2013; Test Methods of Evaluating the Properties of Wood-Based Panels and Surface Decorated Wood-Based Panels. Standardization Administration of China: Beijing, China, 2013.
- Rammon, R.M.; Johns, W.E.; Magnuson, J.; Dunker, A.K. The Chemical Structure of UF Resins. J. Adhes. 1986, 19, 115–135. [Google Scholar] [CrossRef]
- Tondi, G. Tannin-Based Copolymer Resins: Synthesis and Characterization by Solid State 13C NMR and FT-IR Spectroscopy. Polymers 2017, 9, 223. [Google Scholar] [CrossRef] [Green Version]
- Li, C.; Zhang, J.; Yi, Z.; Yang, H.; Zhao, B.; Zhang, W.; Li, J. Preparation and Characterization of a Novel Environmentally Friendly Phenol–Formaldehyde Adhesive Modified with Tannin and Urea. Int. J. Adhes. Adhes. 2016, 66, 26–32. [Google Scholar] [CrossRef]
- Zhao, Y.; Yan, N.; Feng, M.W. Bark Extractives-Based Phenol–Formaldehyde Resins from Beetle-Infested Lodgepole Pine. J. Adhes. Sci. Technol. 2013, 27, 2112–2126. [Google Scholar] [CrossRef]
- Park, B.-D.; Kim, Y.S.; Singh, A.P.; Lim, K.P. Reactivity, Chemical Structure, and Molecular Mobility of Urea–Formaldehyde Adhesives Synthesized under Different Conditions Using FTIR and Solid-State 13C CP/MAS NMR Spectroscopy. J. Appl. Polym. Sci. 2003, 88, 2677–2687. [Google Scholar] [CrossRef]
- Wang, H.; Cao, M.; Li, T.; Yang, L.; Duan, Z.; Zhou, X.; Du, G. Characterization of the Low Molar Ratio Urea–Formaldehyde Resin with 13C NMR and ESI–MS: Negative Effects of the Post-Added Urea on the Urea–Formaldehyde Polymers. Polymers 2018, 10, 602. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ferg, E.; Pizzi, A.; Levendis, D. 13C NMR Analysis Method for Urea–Formaldehyde Resin Strength and Formaldehyde Emission. J. Appl. Polym. Sci. 1993, 50, 907–915. [Google Scholar] [CrossRef]
- Pizzi, A.; Stephanou, A. A Comparative 13C NMR Study of Polyflavonoid Tannin Extracts for Phenolic Polycondensates. J. Appl. Polym. Sci. 1993, 50, 2105–2113. [Google Scholar] [CrossRef]
- Zorba, T.; Papadopoulou, E.; Hatjiissaak, A.; Paraskevopoulos, K.; Chrissafis, K. Urea-Formaldehyde Resins Characterized by Thermal Analysis and FTIR Method. J. Therm. Anal. Calorim. 2008, 92, 29–33. [Google Scholar] [CrossRef]
- Samaržija-Jovanović, S.; Jovanović, V.; Konstantinović, S.; Marković, G.; Marinović-Cincović, M. Thermal Behavior of Modified Urea–Formaldehyde Resins. J. Therm. Anal. Calorim. 2011, 104, 1159–1166. [Google Scholar] [CrossRef]
- Chow, S.; Chunsi, K. Adhesion Strength and Wood Failure Relationship in Wood-Glue Bonds. Mokuzai Gakkaishi 1979, 25, 125–131. [Google Scholar]
- Pizzi, A. Tannin-Based Adhesives. J. Macromol. Sci. Part C 1980, 18, 247–315. [Google Scholar] [CrossRef]
- Park, B.-D. Properties of Urea-Formaldehyde Resin Adhesives with Different Formaldehyde to Urea Mole Ratios. J. Korean Wood Sci. Technol. 2007, 35, 67–75. [Google Scholar]
- Chen, M.; Zhang, R.; Tang, L.; Zhou, X.; Li, Y.; Yang, X. Development of an Industrial Applicable Dielectric Barrier Discharge (DBD) Plasma Treatment for Improving Bondability of Poplar Veneer. Holzforschung 2016, 70, 683–690. [Google Scholar] [CrossRef]
- Baldan, A. Adhesion Phenomena in Bonded Joints. Int. J. Adhes. Adhes. 2012, 38, 95–116. [Google Scholar] [CrossRef]
- Tang, L.; Zhang, R.; Wang, X.; Yang, X.; Zhou, X. Surface Modification of Poplar Veneer by Means of Radio Frequency Oxygen Plasma (RF-OP) to Improve Interfacial Adhesion with Urea-Formaldehyde Resin. Holzforschung 2015, 69, 193–198. [Google Scholar] [CrossRef]
- Chen, M.; Zhang, R.; Tang, L.; Zhou, X.; Li, Y.; Yang, X. Effect of Plasma Processing Rate on Poplar Veneer Surface and Its Application in Plywood. BioResources 2016, 11, 1571–1584. [Google Scholar] [CrossRef] [Green Version]
- Demirkir, C.; Aydin, I.; Colak, S.; Ozturk, H. Effects of Plasma Surface Treatment on Bending Strength and Modulus of Elasticity of Beech and Poplar Plywood. Maderas. Cienc. Y Tecnol. 2017, 19, 195–202. [Google Scholar] [CrossRef] [Green Version]
- Zhang, H.; Zhang, J.; Song, S.; Wu, G.; Pu, J. Modified Nanocrystalline Cellulose from Two Kinds of Modifiers Used for Improving Formaldehyde Emission and Bonding Strength of Urea-Formaldehyde Resin Adhesive. BioResources 2011, 6, 4430–4438. [Google Scholar]
- Bekhta, P.; Sedliačik, J.; Noshchenko, G.; Kačík, F.; Bekhta, N. Characteristics of Beech Bark and Its Effect on Properties of UF Adhesive and on Bonding Strength and Formaldehyde Emission of Plywood Panels. Eur. J. Wood Prod. 2021, 79, 423–433. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Formulation | Reaction Temperature (°C) | Reaction Time (h) | U2 Addition (g) | Tannin Addition (g) |
|---|---|---|---|---|
| UF | 90 | 2 | 20 | 0 |
| TUF1 | 60 | 1 | 0 | 20 |
| TUF2 | 70 | 1 | 0 | 20 |
| TUF3 | 80 | 1 | 0 | 20 |
| TUF4 | 90 | 1 | 0 | 20 |
| Formulation | Reaction Temperature (°C) | Reaction Time (h) | U2 Addition (g) | Tannin Addition (g) |
|---|---|---|---|---|
| TUF5 | 70 | 0.5 | 0 | 20 |
| TUF2 | 70 | 1 | 0 | 20 |
| TUF6 | 70 | 1.5 | 0 | 20 |
| TUF7 | 70 | 2 | 0 | 20 |
| Formulation | Reaction Temperature (°C) | Reaction Time (h) | U2 Addition (g) | Tannin Addition (g) |
|---|---|---|---|---|
| TUF8 | 70 | 1.5 | 0 | 15 |
| TUF6 | 70 | 1.5 | 0 | 20 |
| TUF9 | 70 | 1.5 | 0 | 25 |
| TUF10 | 70 | 1.5 | 0 | 30 |
| Formulation | Non-Volatile Contents (%) | Viscosity (mPa·s) | Gel Times (s) |
|---|---|---|---|
| UF | 53.7 | 46.27 | 148 |
| TUF1 | 54.3 | 148.9 | 100 |
| TUF2 | 53.7 | 120.6 | 90 |
| TUF3 | 54.2 | 1019 | 69 |
| TUF4 | --- | --- | --- |
| TUF5 | 54.5 | 162.0 | 124 |
| TUF6 | 54.1 | 203.5 | 89 |
| TUF7 | 54.1 | 459.6 | 83 |
| TUF8 | 52.1 | 72.9 | 154 |
| TUF9 | 56.3 | 5063 | 75 |
| TUF10 | --- | --- | --- |
| Absorption Band (cm−1) | Chemical Structure Assignment | Assignment | |
|---|---|---|---|
| UF Resin | TUF Resin | ||
| 3500~3200 | O-H and N-H stretching vibration | 3316 | 3382 |
| 1660~1630 | C=O stretching of primary amide or C=O stretching of aromatic ring | 1644 | 1652 |
| 1560~1550 | C=N stretching of secondary amines | 1543 | 1540 |
| 1600~1400 | C=C stretching in aromatic ring | --- | 1458 |
| 1400~1380 | C-H mode in CH2 and CH3 | 1385 | 1390 |
| 1370~1360 | C-N stretching of CH2-N | 1364 | --- |
| 1260~1250 | =C-N or =CH=N of tertiarycyclic amides | 1255 | 1261 |
| 1150~1130 | C-O stretching of C-O-C stretching of aliphatic ether or C-O stretching and C-C bending of arene | 1136 | 1172 |
| 1020~1000 | C=O stretching of methylol group | 1004 | 1011 |
| --- | aromatic C-H out of plane bending vibration | --- | 899 |
| Chemical Shift (ppm) | Chemical Structure Assignment | |
|---|---|---|
| UF Resin | TUF Resin | |
| 155~170 | 159.0 | Carbonyl carbon of urea and its derivatives |
| --- | 141.8 | Double bond connection between the carbon on the benzene ring and the surrounding oxygen |
| --- | 127.9 | Connection between the carbon on the benzene ring and the methylene carbon |
| 69~95 | 72.8 | Methylene ether bond |
| 65~72 | --- | The carbon of hydroxymethyl |
| 45~60 | 53.9 | The carbon of methylene |
| --- | 20.4 | Rotating sideband peaks |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Peng, J.; Chen, X.; Zhang, J.; Essawy, H.; Du, G.; Zhou, X. Characterization on the Copolymerization Resin between Bayberry (Myrica rubra) Tannin and Pre-Polymers of Conventional Urea–Formaldehyde Resin. Forests 2022, 13, 624. https://doi.org/10.3390/f13040624
Peng J, Chen X, Zhang J, Essawy H, Du G, Zhou X. Characterization on the Copolymerization Resin between Bayberry (Myrica rubra) Tannin and Pre-Polymers of Conventional Urea–Formaldehyde Resin. Forests. 2022; 13(4):624. https://doi.org/10.3390/f13040624
Chicago/Turabian StylePeng, Jinda, Xinyi Chen, Jun Zhang, Hisham Essawy, Guanben Du, and Xiaojian Zhou. 2022. "Characterization on the Copolymerization Resin between Bayberry (Myrica rubra) Tannin and Pre-Polymers of Conventional Urea–Formaldehyde Resin" Forests 13, no. 4: 624. https://doi.org/10.3390/f13040624
APA StylePeng, J., Chen, X., Zhang, J., Essawy, H., Du, G., & Zhou, X. (2022). Characterization on the Copolymerization Resin between Bayberry (Myrica rubra) Tannin and Pre-Polymers of Conventional Urea–Formaldehyde Resin. Forests, 13(4), 624. https://doi.org/10.3390/f13040624