
Investigation on Cutting Power of Wood–Plastic Composite Using Response Surface Methodology
 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
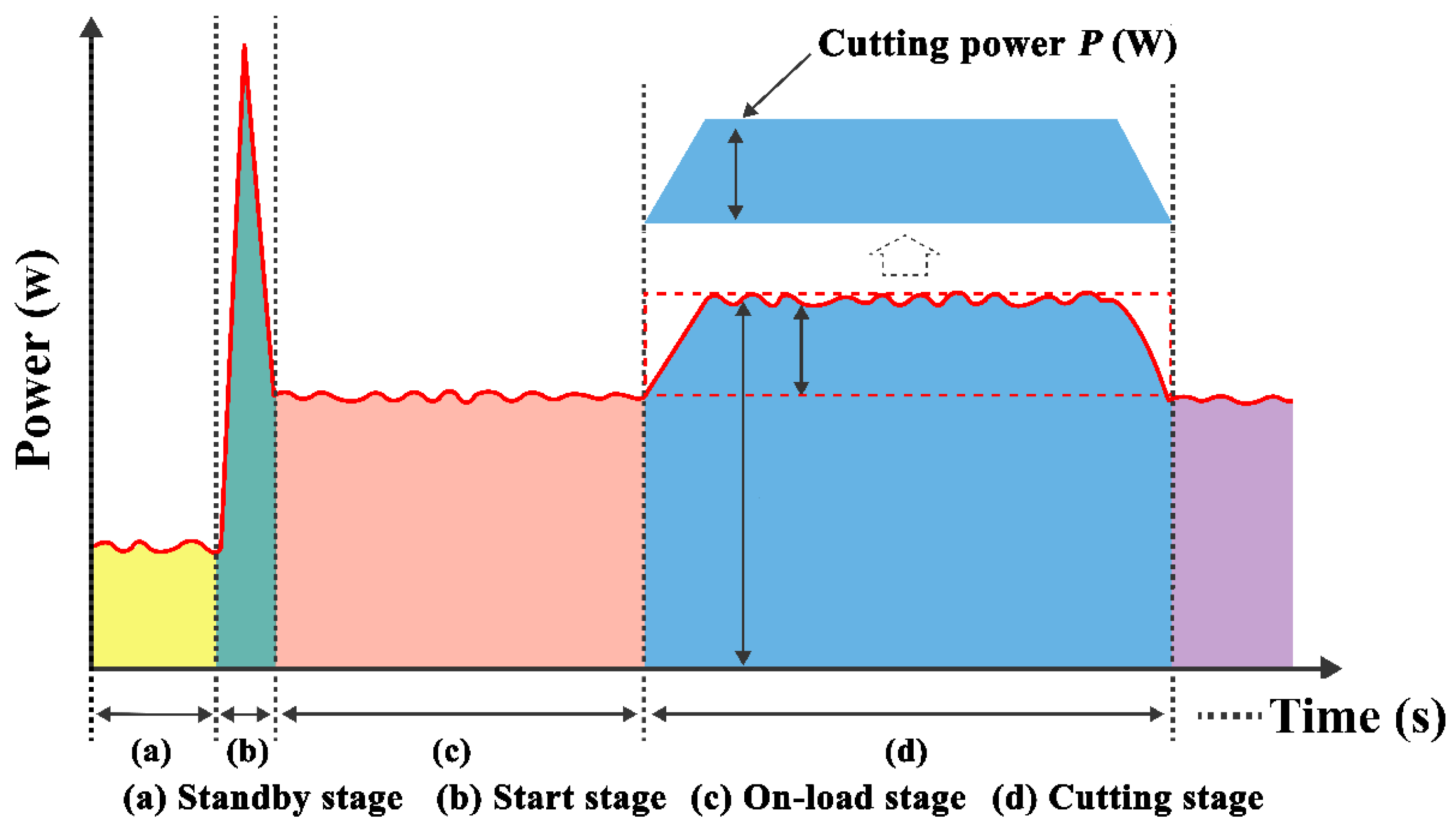
2.2. Experiment Equipment
2.3. Experiment Design
3. Results and Discussion
3.1. Cutting Power Regression Model
3.2. Influence of Cutting Conditions on Cutting Power
3.3. Analysis of Variance for Cutting Power
3.4. Optimization and Verification of High Efficiency and Low Consumption Machining
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rothlin, O. Processing Wood-Plastic Composites Places New Demands on Feeders. Plast. Addit. Compd. 2007, 9, 36–39. [Google Scholar] [CrossRef]
- Radovanovic, I.; Kretschmer, K.; Bastian, M.J.G.G.F.K. Wood Plastic Pomposites. GAK Gummi Fasern Kunstst. 2010, 63, 150–156. [Google Scholar]
- Zhou, Z.; Xu, M.; Yang, Z.; Li, X.; Shao, D. Effect of Maleic Anhydride Grafted Polyethylene on the Properties of Chopped Carbon Fiber/Wood Plastic Composites. J. Reinf. Plast. Comp. 2014, 33, 1216–1225. [Google Scholar] [CrossRef]
- de Lima, D.; Melo, R.D.; Santana, R.; Botan; Nativa, E.J. Wood Plastic Composites Manufactured with Sawmill Waste and Discarded Polypropylene Packaging. Nativa 2018, 6, 79–84. [Google Scholar]
- Wang, R. Overview of the Sales Volume of China’s Flooring Industry in 2021. China Wood-Based Panels 2022, 29, 455. [Google Scholar]
- Kim, Y.-M.; Shin, S.-J.; Cho, H.-W. Predictive Modeling for Machining Power Based on Multi-Source Transfer Learning in Metal Cutting. Int. J. Precis. Eng. Manuf.-Green Technol. 2022, 9, 107–125. [Google Scholar] [CrossRef]
- Xiong, X.; Ma, Q.; Yuan, Y.; Wu, Z.; Zhang, M. Current Situation and Key Manufacturing Considerations of Green Furniture in China: A Review. J. Clean. Prod. 2020, 267, 121957. [Google Scholar] [CrossRef]
- Dong, W.; Xiong, X.; Ma, Y.; Yue, X. Woodworking Tool Wear Condition Monitoring during Milling Based on Power Signals and a Particle Swarm Optimization-Back Propagation Neural Network. J. Clean. Prod. 2021, 11, 9026. [Google Scholar] [CrossRef]
- Dong, W.; Hu, Y.; Tian, G.; Qiu, X.; Guo, X. Machine Energy Utilization Rate during Milling of PVC/Calcium Powder/Wood Fiber Composites. J. For. Eng. 2021, 6, 107–112. [Google Scholar]
- Somsakova, Z.; Zajac, J.; Michalik, P.; Kasina, M. Machining of Wood Plastic Composite (Pilot Experiment). Mater. Plast. 2012, 49, 55–57. [Google Scholar]
- Wu, X.; Liu, Y.; Zhang, X.; Dong, H.; Zheng, C.; Zhang, F.; Sun, Q.; Jin, H.; Ji, R. Sustainable and High-Efficiency Green Electrical Discharge Machining Milling Method. J. Clean. Prod. 2020, 274, 123040. [Google Scholar] [CrossRef]
- Shimizu, T.; Matsuzaki, K.; Sano, T.; Metallurgy, P. Rapid Prototyping of Metallic Parts by Green Machining. J. Jpn. Soc. Powder Powder Metall. 2006, 53, 791–796. [Google Scholar] [CrossRef]
- Chuchala, D.; Ochrymiuk, T.; Orlowski, K.A.; Lackowski, M.; Taube, P. Predicting Cutting Power for Band Sawing Process of Pine and Beech Wood Dried with the Use of Four Different Methods. Bioresources 2020, 15, 1844–1860. [Google Scholar]
- Shi, W.; Fang, W.; Jiang, B.; Li, Z. Analysis of Cutting Technology and Energy Consumption Model of Polyethylene WPC. Ferroelectrics 2022, 593, 112–123. [Google Scholar] [CrossRef]
- Wang, L.; Meng, Y.; Ji, W.; Liu, X. Cutting Energy Consumption Modelling for Prismatic Machining Features. Int. J. Adv. Manuf. Technol. 2019, 103, 1657–1667. [Google Scholar] [CrossRef]
- Guedes, T.O.; da Silva, J.R.M.; Gherardi Hein, P.R.; Ferreira, S.C. Cutting Energy Required during the Mechanical Processing of Wood Species at Different Drying Stages. Maderas-Cienc. Technol. 2020, 22, 477–482. [Google Scholar] [CrossRef]
- Shi, K.-N.; Liu, N.; Liu, C.-L.; Ren, J.-X.; Yang, S.-S.; Tan, W.C. Indirect approach for predicting cutting force coefficients and power consumption in milling process. Adv. Manuf. 2022, 10, 101–113. [Google Scholar] [CrossRef]
- Shao, P.; Jiang, S.; Ying, Y. Optimization of Molecular Distillation for Recovery of Tocopherol from Rapeseed Oil Deodorizer Distillate Using Response Surface and Artificial Neural Network Models. Food Bioprod. Process. 2007, 85, 85–92. [Google Scholar] [CrossRef]
- Wang, J.; Wan, W. Optimization of Fermentative Hydrogen Production Process Using Genetic Algorithm Based on Neural Network and Response Surface Methodology. Int. J. Hydrog. Energy 2009, 34, 255–261. [Google Scholar] [CrossRef]
- Fang, L.; Zeng, J.; Zhang, X.; Wang, D. Effect of Veneer Initial Moisture Content on the Performance of Polyethylene Film Reinforced Decorative Veneer. Forests 2021, 12, 102. [Google Scholar] [CrossRef]
- de Melo, D.J.; Guedes, T.O.; da Silva, J.R.M.; de Paiva, A.P. Robust Optimization of Energy Consumption during Mechanical Processing of Wood. Eur. J. Wood Wood Prod. 2019, 77, 1211–1220. [Google Scholar] [CrossRef]
- Li, R.; He, C.; Xu, W.; Wang, X. Modeling and Optimizing the Specific Cutting Energy of Medium Density Fiberboard during the Helical Up-Milling Process. Wood Mater. Sci. Eng. 2022. [Google Scholar] [CrossRef]
- Li, R.; Yao, Q.; Xu, W.; Li, J.; Wang, X. Study of Cutting Power and Power Efficiency during Straight-Tooth Cylindrical Milling Process of Particle Boards. Materials 2022, 15, 879. [Google Scholar] [CrossRef] [PubMed]
- Ahmad, S.; Mehfuz, S.; Mebarek-Oudina, F.; Beg, J. RSM analysis based cloud access security broker: A systematic literature review. Clust. Comput. 2022, 1, 1–31. [Google Scholar] [CrossRef]
- Cai, W. Methodology for Establishing Energy Consumption Allowance of the Workpiece in Machining System. Ph.D. Thesis, Chongqing University, Chongqing, China, 2018. [Google Scholar]
- Yang, Y.; Xu, W.; Liu, X.; Wang, X. Study on Permeability of Cunninghamia Lanoeolata Based on Steam Treatment and Freeze Treatment. Wood Res. 2021, 66, 721–731. [Google Scholar] [CrossRef]
- Kukla, M.; Wargula, L. Wood-Based Boards Mechanical Properties and Their Effects on the Cutting Process during Shredding. Bioresources 2021, 16, 8006–8021. [Google Scholar] [CrossRef]
- Wargula, L.; Kukla, M. Determination of Maximum Torque during Carpentry Waste Comminution. Wood Res. 2020, 65, 771–783. [Google Scholar] [CrossRef]
- Orlowski, K.A.; Ochrymiuk, T.; Hlaskova, L.; Chuchala, D.; Kopecky, Z. Revisiting the Estimation of Cutting Power with Different Energetic Methods While Sawing Soft and Hard Woods on the Circular Sawing Machine: A Central European case. Wood Sci. Technol. 2020, 54, 457–477. [Google Scholar] [CrossRef]
- Xu, W.; Chen, P.; Yang, Y.; Wang, X.; Liu, X. Effects of Freezing and Steam Treatments on the Permeability of Populus Tomentosa Einfluss Von Vereisungs- Und Dampfbehandlung Auf Die Permeabilitat Von Populus tomentosa. Materialwiss. Werkst. 2021, 52, 907–915. [Google Scholar] [CrossRef]
- Li, R.; He, C.; Chen, Y.; Wang, X. Effects of Laser Parameters on the Width of Color Change Area of Poplar Wood Surface during a Single Irradiation. Eur. J. Wood Wood Prod. 2021, 79, 1109–1116. [Google Scholar] [CrossRef]
- Zhang, H.; Deng, Z.; Fu, Y.; Lv, L.; Yan, C. A Process Parameters Optimization Method of Multi-Pass Dry Milling for High Efficiency, Low Energy and Low Carbon Emissions. J. Clean. Prod. 2017, 148, 174–184. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Workpiece | Moisture Content | Density | Modulus of Rupture | Impact Toughness |
|---|---|---|---|---|
| WPC | 0.72% | 0.81 g/cm3 | 21.4 MPa | 9.2 kJ/m2 |
| No. | Tool Geometry | Tool Property | ||||
|---|---|---|---|---|---|---|
| Rake Angle | Wedge Angle | Clearance Angle | Hardness | Bending Strength | Thermal Conductivity | |
| 1 | 2° | 43° | 45° | 88 HRA | 1.49 GPa | 74.24 W/m·K |
| 2 | 6° | 39° | 45° | |||
| 3 | 10° | 35° | 45° | |||
| Runs | Rake Angle γ (°) | Cutting Speed vc (m/min) | Depth of Cut ap (mm) | Flank Wear VB (mm) | Cutting Power P (W) |
|---|---|---|---|---|---|
| 1 | 2 | 350 | 1.5 | 0.2 | 100.93 |
| 2 | 2 | 350 | 1 | 0.3 | 80.1 |
| 3 | 2 | 350 | 1 | 0.1 | 73.45 |
| 4 | 2 | 400 | 1 | 0.2 | 76.55 |
| 5 | 2 | 350 | 0.5 | 0.2 | 38.2 |
| 6 | 2 | 300 | 1 | 0.2 | 62.4 |
| 7 | 6 | 300 | 1 | 0.1 | 53.83 |
| 8 | 6 | 300 | 1 | 0.3 | 67.67 |
| 9 | 6 | 300 | 1.5 | 0.2 | 80.19 |
| 10 | 6 | 400 | 1.5 | 0.2 | 108.1 |
| 11 | 6 | 350 | 0.5 | 0.3 | 46.37 |
| 12 | 6 | 400 | 0.5 | 0.2 | 44.51 |
| 13 | 6 | 350 | 1.5 | 0.3 | 119.66 |
| 14 | 6 | 350 | 1 | 0.2 | 67.23 |
| 15 | 6 | 400 | 1 | 0.3 | 84.55 |
| 16 | 6 | 350 | 1.5 | 0.1 | 74.59 |
| 17 | 6 | 300 | 0.5 | 0.2 | 34.98 |
| 18 | 6 | 350 | 0.5 | 0.1 | 34.38 |
| 19 | 6 | 400 | 1 | 0.1 | 57.18 |
| 20 | 10 | 350 | 1.5 | 0.2 | 85.72 |
| 21 | 10 | 300 | 1 | 0.2 | 59.42 |
| 22 | 10 | 400 | 1 | 0.2 | 73.18 |
| 23 | 10 | 350 | 1 | 0.1 | 42.94 |
| 24 | 10 | 350 | 0.5 | 0.2 | 37.69 |
| 25 | 10 | 350 | 1 | 0.3 | 80.72 |
| R2 | Adjusted R2 | Predicted R2 | Std. Dev | C.V.% | Adeq. Precision |
|---|---|---|---|---|---|
| 0.98 | 0.96 | 0.91 | 3.93 | 5.79 | 70.98 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | Remark |
|---|---|---|---|---|---|---|
| γ | 225.05 | 1 | 225.05 | 14.58 | 0.0019 | Significant |
| vc | 610.37 | 1 | 610.37 | 39.55 | <0.0001 | Significant |
| ap | 9244.01 | 1 | 9244.01 | 599.05 | <0.0001 | Significant |
| VB | 1697.34 | 1 | 1697.34 | 109.99 | <0.0001 | Significant |
| γ × vc | 0.0359 | 1 | 0.0359 | 0.0023 | 0.9622 | Not significant |
| γ × ap | 54.09 | 1 | 54.09 | 3.51 | 0.0822 | Not significant |
| γ × VB | 242.21 | 1 | 242.21 | 15.70 | 0.0014 | Significant |
| vc × ap | 84.45 | 1 | 84.45 | 5.47 | 0.0347 | Significant |
| vc × VB | 45.74 | 1 | 45.74 | 2.96 | 0.1071 | Not significant |
| ap × VB | 273.70 | 1 | 273.70 | 17.74 | 0.0009 | Significant |
| γ2 | 5.30 | 1 | 5.30 | 0.3433 | 0.5673 | Not significant |
| vc2 | 25.85 | 1 | 25.85 | 1.67 | 0.2165 | Not significant |
| ap2 | 17.66 | 1 | 17.66 | 1.14 | 0.3028 | Not significant |
| VB2 | 0.9748 | 1 | 0.9748 | 0.0632 | 0.8052 | Not significant |
| Residual | 216.04 | 14 | 15.43 | / | / | / |
| Lack of fit | 178.81 | 10 | 17.88 | 1.92 | 0.2769 | Not significant |
| Pure error | 37.22 | 4 | 9.31 | / | / | / |
| Cor total | 12,730.90 | 28 | / | / | / | / |
| Tests | Rake Angle (°) | Cutting Speed (m/min) | Depth of Cut (mm) | Flank Wear (mm) | Cutting Power (W) |
|---|---|---|---|---|---|
| Prediction | 10 | 300 | 1.5 | 0.1 | 48.51 |
| Verification | 10 | 300 | 1.5 | 0.1 | 50.82 |
| Error rate | \ | \ | \ | \ | 4.76% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, W.; Wu, Z.; Lu, W.; Yu, Y.; Wang, J.; Zhu, Z.; Wang, X. Investigation on Cutting Power of Wood–Plastic Composite Using Response Surface Methodology. Forests 2022, 13, 1397. https://doi.org/10.3390/f13091397
Xu W, Wu Z, Lu W, Yu Y, Wang J, Zhu Z, Wang X. Investigation on Cutting Power of Wood–Plastic Composite Using Response Surface Methodology. Forests. 2022; 13(9):1397. https://doi.org/10.3390/f13091397
Chicago/Turabian StyleXu, Wangyu, Zhanwen Wu, Wei Lu, Yingyue Yu, Jinxin Wang, Zhaolong Zhu, and Xiaodong Wang. 2022. "Investigation on Cutting Power of Wood–Plastic Composite Using Response Surface Methodology" Forests 13, no. 9: 1397. https://doi.org/10.3390/f13091397
APA StyleXu, W., Wu, Z., Lu, W., Yu, Y., Wang, J., Zhu, Z., & Wang, X. (2022). Investigation on Cutting Power of Wood–Plastic Composite Using Response Surface Methodology. Forests, 13(9), 1397. https://doi.org/10.3390/f13091397