Physico-Mechanical Properties of Thermally Treated Poplar OSB




 and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Thermal Treatment
2.2. Physico-Mechanical Characterization
2.3. Statistical Analysis
3. Results
4. Discussion
5. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Theomen, H.; Irle, M.; Sernek, M. Wood-Based Panels: An Introduction for Specialists; Brunel University Press: London, England, 2008; p. 283. ISBN 978-1-902316-82-6. [Google Scholar]
- European Panel Federation (EPF). Annual Report 2016–2017; European Panel Federation: Brussels, Belgium, 2017; p. 276. [Google Scholar]
- Coaloa, D.; Nervo, G. Poplar wood production in Europe on account of market criticalities and agricultural, forestry and energy policy. In Proceedings of the Actas del Tercer Congreso Internacional de las Salicáceas en Argentina Los Álamos y los Sauces Junto al Paisaje y el Desarrollo Productivo de la Patagonia, Neuquen, Argentina, 16–19 March 2011; p. 9. (In Spanish). [Google Scholar]
- Huandi, M.; Youming, D.; Zhong, C.; Weihua, L.; Bingqi, L.; Kai, G.; Shanwen, L.; Xinmin, A. Variation in the growth traits and wood properties of hybrid white poplar clones. Forests 2015, 6, 1107–1120. [Google Scholar] [CrossRef]
- Levarato, G.; Pra, A.; Pettenella, D. Quale Futuro per la Pioppicoltura? Indagine sul Quadro Attuale e le Prospettive D’impiego Industriale del Legname di Pioppo; Etiforsrl—Spin-off dell’Università di Padova: Padova, Italy, 2018; p. 67. ISBN 978-88-943378-0-8. [Google Scholar]
- Castro, G.; Zanuttini, R. Poplar cultivation in Italy: History, state of the art, perspectives. In Proceedings of the COST Action E44 Final Conference on a European Wood Processing Strategy: Future Resources Matching Products and Innovations, Milan, Italy, 30 May 2008; pp. 141–154. [Google Scholar]
- EPF. Technical Information Sheet. OSB (Oriented Strand Board). Available online: www.osb-info.org (accessed on 8 March 2018).
- EN 300 Oriented Strand Boards (OSB). Definitions, Classification and Specifications; CEN: Brussels, Belgium, 2006. [Google Scholar]
- Tabarsi, E.; Kozak, R.; Cohen, D.; Gaston, C. A market assessment of the potential for OSB products in the North American office furniture and door manufacturing industries. For. Prod. J. 2003, 53, 19–27. [Google Scholar]
- CEN. EN 350 Durability of Wood and Wood-Based Products—Testing and Classification of the Durability to Biological Agents of Wood and Wood-Based Materials; CEN: Brussels, Belgium, 2016. [Google Scholar]
- Hill, C.A.S. Wood Modification: Chemical, Thermal and Other Processes; John Wiley & Sons: Chichester, UK, 2006; p. 260. ISBN 978-0-470-02172-9. [Google Scholar]
- Esteves, B.M.; Pereira, H.M. Wood modification by heat treatment: A review. Bioresources 2009, 4, 370–404. [Google Scholar] [CrossRef]
- Candelier, K.; Thevenon, M.F.; Petrissans, A.; Dumarcay, S.; Gerardin, P.; Petrissans, M. Control of wood thermal treatment and its effects on decay resistance: A review. Ann. For. Sci. 2016, 73, 571–583. [Google Scholar] [CrossRef] [Green Version]
- Cuccui, I.; Negro, F.; Zanuttini, R.; Espinoza, M.; Allegretti, O. Thermo-vacuum modification of Teak wood from fast-grown plantations. BioResources 2017, 12, 1903–1915. [Google Scholar] [CrossRef]
- Todaro, L.; Russo, D.; Cetera, P.; Milella, L. Effects of thermo-vacuum treatment on secondary metabolite content and antioxidant activity of Poplar (Populus nigra L.) wood extracts. Ind. Crop. Prod. 2017, 109, 384–390. [Google Scholar] [CrossRef]
- Todaro, L. Effect of steaming treatment on resistance to footprints in Turkey oak wood for flooring. Eur. J. Wood Wood Prod. 2012, 70, 209–214. [Google Scholar] [CrossRef]
- Borůvka, V.; Zeidler, A.; Holeček, T.; Dudík, R. Elastic and Strength Properties of Heat-Treated Beech and Birch Wood. Forests 2018, 9, 197. [Google Scholar] [CrossRef]
- Sandak, A.; Allegretti, O.; Cuccui, I.; Sandak, J.; Rosso, L.; Castro, G.; Negro, F.; Cremonini, C.; Zanuttini, R. Thermo-vacuum modification of Poplar veneers and its quality control. BioResources 2016, 11, 10122–10139. [Google Scholar] [CrossRef]
- Todaro, L.; Rita, A.; Negro, F.; Moretti, N.; Saracino, A.; Zanuttini, R. Behavior of pubescent oak (Quercuspubescens Willd.) wood to different thermal treatments. iForest 2015, 8, 748–755. [Google Scholar] [CrossRef]
- Mendes, R.F.; Júnior, G.B.; de Almeida, N.F.; Surdi, P.G.; Barbeiro, I.N. Effect of thermal treatment on properties of OSB panels. Wood Sci. Technol. 2013, 47, 243–256. [Google Scholar] [CrossRef]
- Direske, M.; Bonigut, J.; Wenderdel, C.; Scheiding, W.; Krug, D. Effects of MDI content on properties of thermally treated oriented strand board (OSB). Eur. J. Wood Wood Prod. 2018, 76, 823–831. [Google Scholar] [CrossRef]
- CEN. EN 323 Wood-Based Panels—Determination of Density; CEN: Brussels, Belgium, 1993. [Google Scholar]
- CEN. EN 310 Wood-Based Panels—Determination of Modulus of Elasticity in Bending and of Bending Strength; CEN: Brussels, Belgium, 1993. [Google Scholar]
- CEN. EN 317 Particleboards and Fibreboards—Determination of Swelling in Thickness after Immersion in Water; CEN: Brussels, Belgium, 1993. [Google Scholar]
- CEN. EN 319 Particleboards and Fibreboards—Determination of Tensile Strength Perpendicular to the Plane of the Board; CEN: Brussels, Belgium, 1993. [Google Scholar]
- ISO. ISO 11664-4 Colorimetry—Part 4: CIE 1976 L*a*b* Colour Space; ISO: Geneva, Switzerland, 2008. [Google Scholar]
- ISO. ISO 11664-6 Colorimetry—Part 6: CIEDE2000 Colour-Difference Formula; ISO: Geneva, Switzerland, 2013. [Google Scholar]
- CEN. EN 927-6 Paints and Varnishes—Coating Materials and Coating Systems for Exterior Wood—Part 6: Exposure of Wood Coatings to Artificial Weathering Using Fluorescent UV Lamps and Water; CEN: Brussels, Belgium, 2006. [Google Scholar]
- Kačíková, D.; Kačík, F.; Čabalová, I.; Ďurkovič, J. Effects of thermal treatment on chemical, mechanical and color traits in Norway spruce wood. Bioresour. Technol. 2013, 144, 669–674. [Google Scholar] [CrossRef] [PubMed]
- Welzbacher, C.R.; Brischke, C.; Rapp, O.A. Influence of treatment temperature and duration on selected biological, mechanical, physical and optical properties of thermally modified timber. Wood Mat. Sci. Eng. 2007, 2, 66–76. [Google Scholar] [CrossRef]
- Srinivas, K.; Pandey, K.K. Photodegradation of thermally modified wood. J. Photochem. Photobiol. B-Biol. 2012, 117, 140–145. [Google Scholar] [CrossRef] [PubMed]
- Teacă, C.A.; Roşu, D.; Bodîrlău, R.; Roşu, L. Structural changes in wood under artificial UV light irradiation determined by FTIR spectroscopy and color measurements—A brief review. BioResources 2013, 8, 1478–1507. [Google Scholar] [CrossRef]
- Ayata, U.; Gurleyen, L.; Esteves, B. Effect of heat treatment on the surface of selected exotic wood species. Drewno 2017, 60, 105–116. [Google Scholar] [CrossRef]
- Gamache, S.L.; Espinoza, O.; Aro, M. Professional consumers perceptions about thermally modified wood. Bioresources 2017, 12, 9487–9501. [Google Scholar] [CrossRef]
- Tjeerdsma, B.F.; Militz, H. Chemical changes in hydrothermal treated wood: FTIR analysis of combined hydrothermal and dry heat-treated wood. Eur. J. Wood Wood Prod. 2005, 63, 102–111. [Google Scholar] [CrossRef]
- Esteves, B.; Marques, A.V.; Domingos, I.; Pereira, H. Influence of steam heating on the properties of pine (Pinuspinaster) and eucalypt (Eucalyptus globulus) wood. Wood Sci. Technol. 2007, 41, 193–207. [Google Scholar] [CrossRef]
- Baysal, E.; Tomak, E.D.; Topaloglu, E.; Pesman, E. Surface properties of bamboo and Scots pine impregnated with boron and copper based wood preservatives after accelerated weathering. Maderas-Cienc. Technol. 2016, 18, 253–264. [Google Scholar] [CrossRef]
- Papp, E.A.; Csiha, C. Contact angle as function of surface roughness of different wood species. Surf. Interfaces 2017, 8, 54–59. [Google Scholar] [CrossRef]
- Huang, X.; Kocaefe, D.; Kocaefe, Y.; Boluk, Y.; Pichette, A. Study of the degradation behavior of heat-treated jack pine (Pinus banksiana) under artificial sunlight irradiation. Polym. Degrad. Stabil. 2012, 97, 1197–1214. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
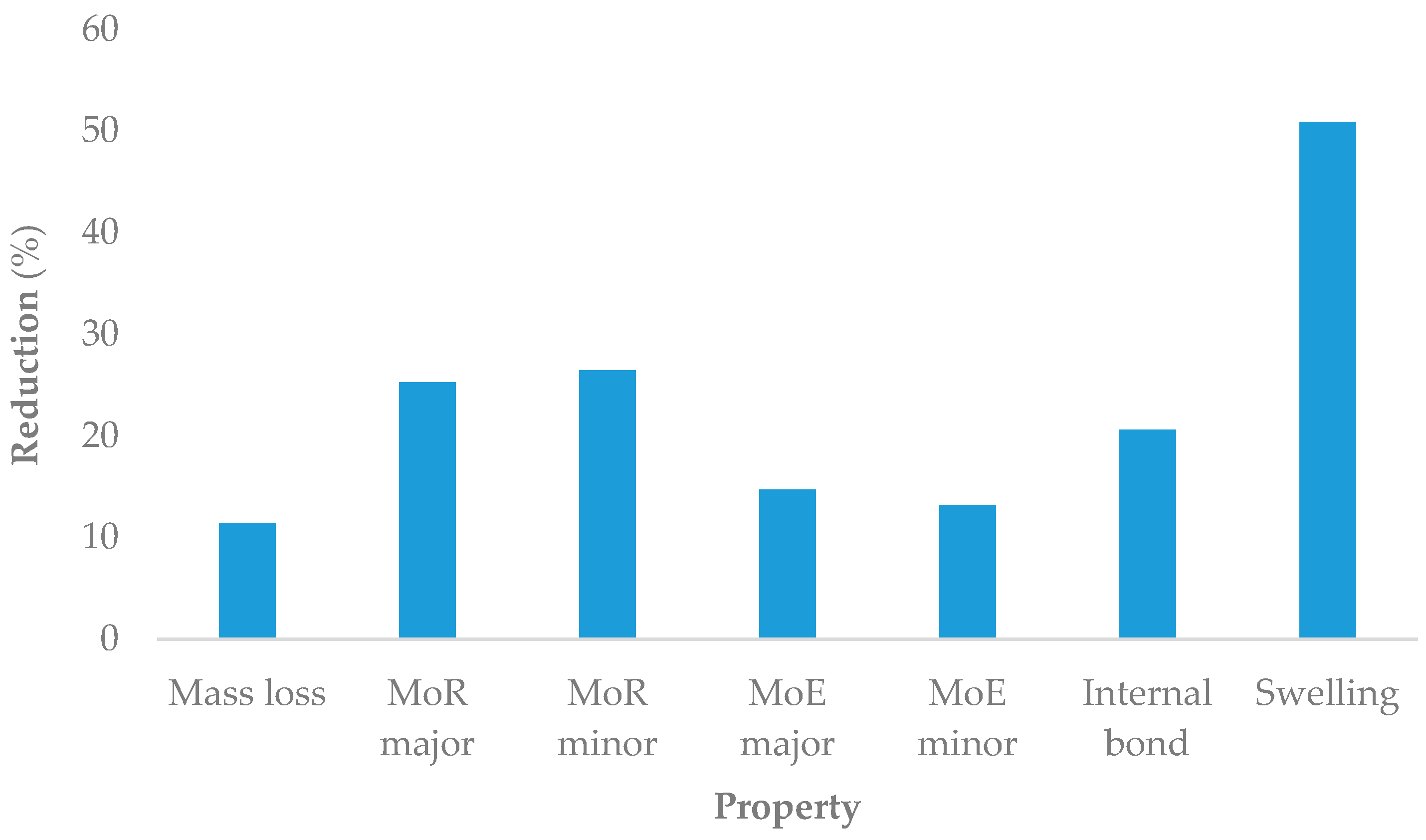
| Property | Standard | Non-Treated | Thermo-Treated | p-Value |
|---|---|---|---|---|
| MoR major axis (N/mm2) | EN 310 | 30.5 ± 4.2 | 22.8 ± 2.1 | 0.000 |
| MoE major axis (N/mm2) | EN 310 | 4960 ± 369 | 4230 ± 450 | 0.000 |
| MoR minor axis (N/mm2) | EN 310 | 17.4 ± 3.6 | 12.8± 2.0 | 0.000 |
| MoE minor axis (N/mm2) | EN 310 | 2570 ± 290 | 2230 ± 220 | 0.008 |
| Swelling (%) | EN 317 | 11.0± 2.0 | 5.4 ± 1.5 | 0.000 |
| Internal bond (N/mm2) | EN 319 | 0.34 ± 0.02 | 0.27 ± 0.03 | 0.000 |
| CIELab* Coordinates | |||
|---|---|---|---|
| Group Code | L* | a* | b* |
| NT Pre AWT | 77.52 | 4.45 | 21.61 |
| T Pre AWT | 52.16 | 10.28 | 21.38 |
| NT Post AWT | 68.55 | 6.82 | 18.78 |
| T Post AWT | 60.66 | 5.02 | 11.42 |
| ΔE* | |||
|---|---|---|---|
| Group Code | NT | T | NT Post AWT |
| NT Pre AWT | - | - | - |
| T Pre AWT | 26.07 | - | - |
| NT Post AWT | 9.90 | 16.95 | - |
| T Post AWT | 11.11 | 14.14 | 10.94 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cetera, P.; Negro, F.; Cremonini, C.; Todaro, L.; Zanuttini, R. Physico-Mechanical Properties of Thermally Treated Poplar OSB. Forests 2018, 9, 345. https://doi.org/10.3390/f9060345
Cetera P, Negro F, Cremonini C, Todaro L, Zanuttini R. Physico-Mechanical Properties of Thermally Treated Poplar OSB. Forests. 2018; 9(6):345. https://doi.org/10.3390/f9060345
Chicago/Turabian StyleCetera, Paola, Francesco Negro, Corrado Cremonini, Luigi Todaro, and Roberto Zanuttini. 2018. "Physico-Mechanical Properties of Thermally Treated Poplar OSB" Forests 9, no. 6: 345. https://doi.org/10.3390/f9060345
APA StyleCetera, P., Negro, F., Cremonini, C., Todaro, L., & Zanuttini, R. (2018). Physico-Mechanical Properties of Thermally Treated Poplar OSB. Forests, 9(6), 345. https://doi.org/10.3390/f9060345