
Investigation of the Freezing Phenomenon in Vials Using an Infrared Camera





Abstract
:1. Introduction
2. Materials and Methods
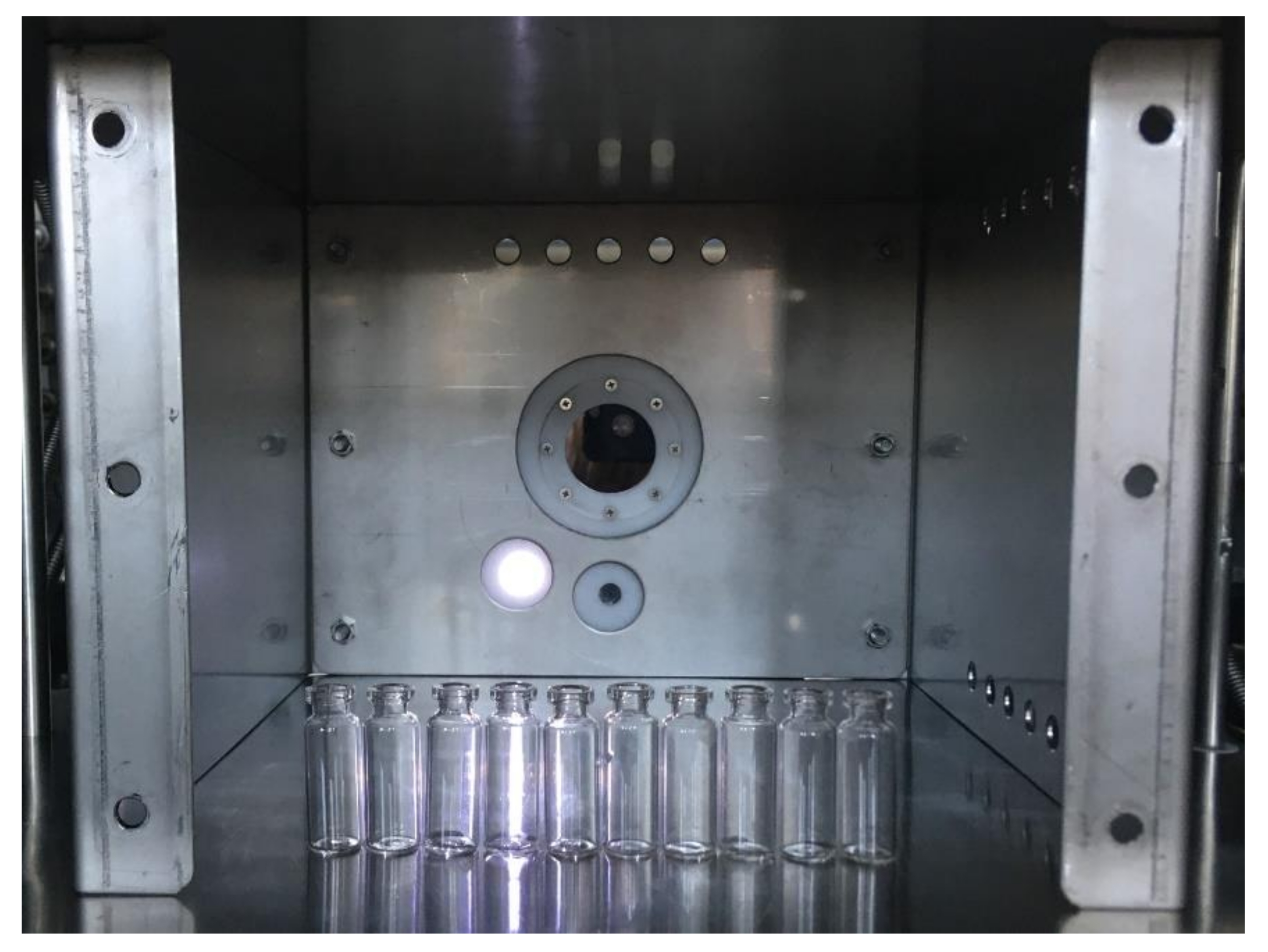
2.1. Formulations and Experimental Apparatus
2.2. Freeze-Drying Protocols
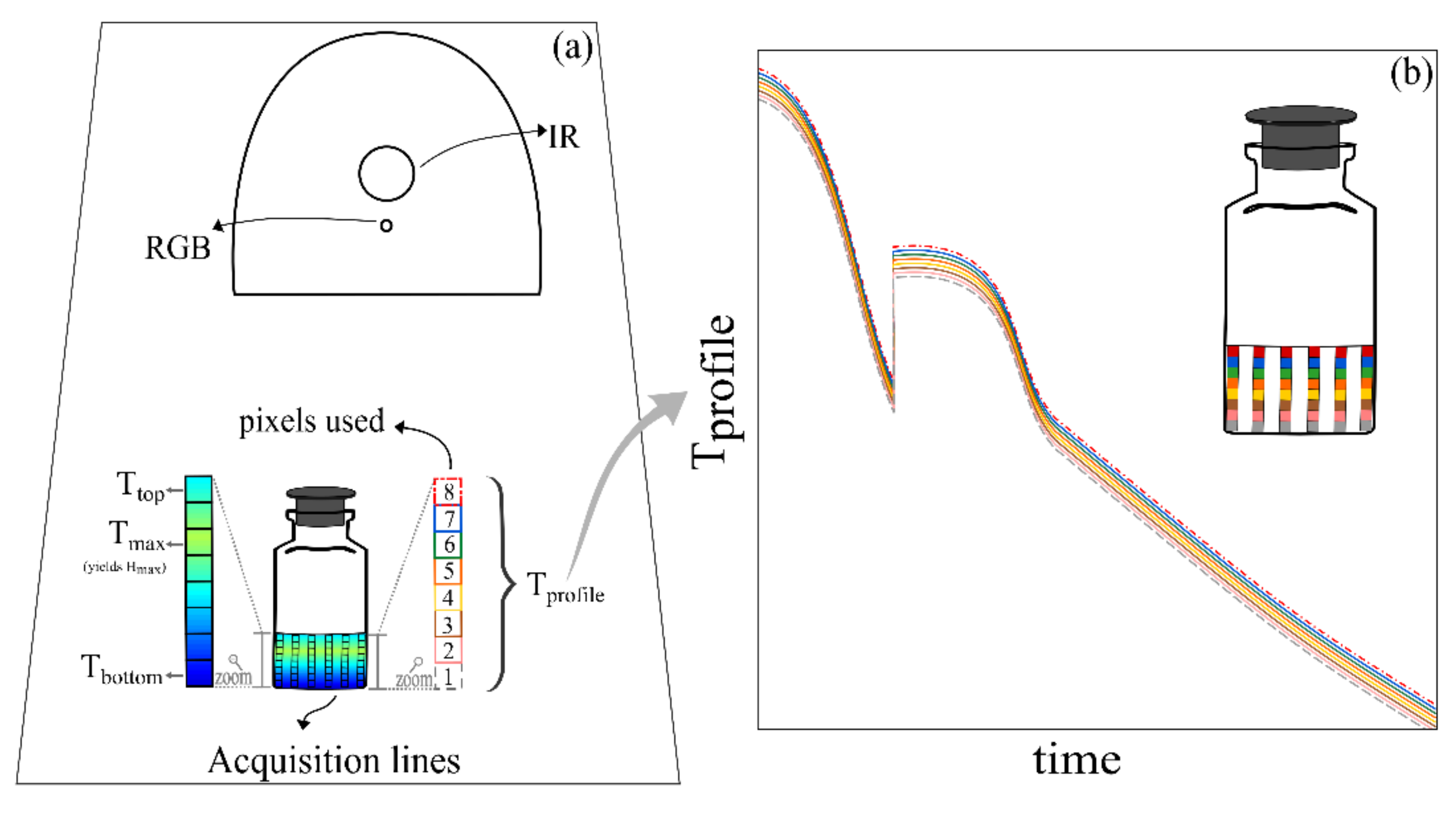
2.3. IR Data Acquisition and Processing
2.4. SEM Analysis
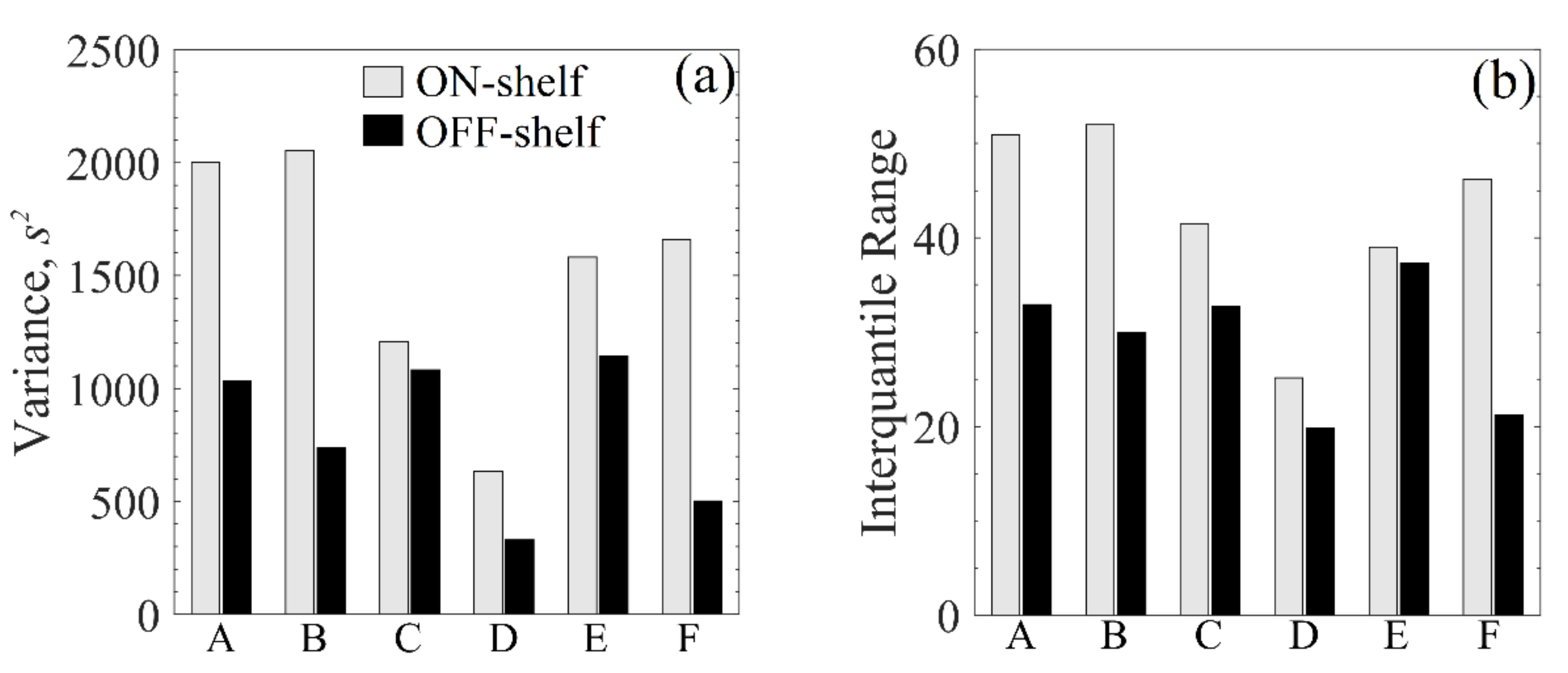
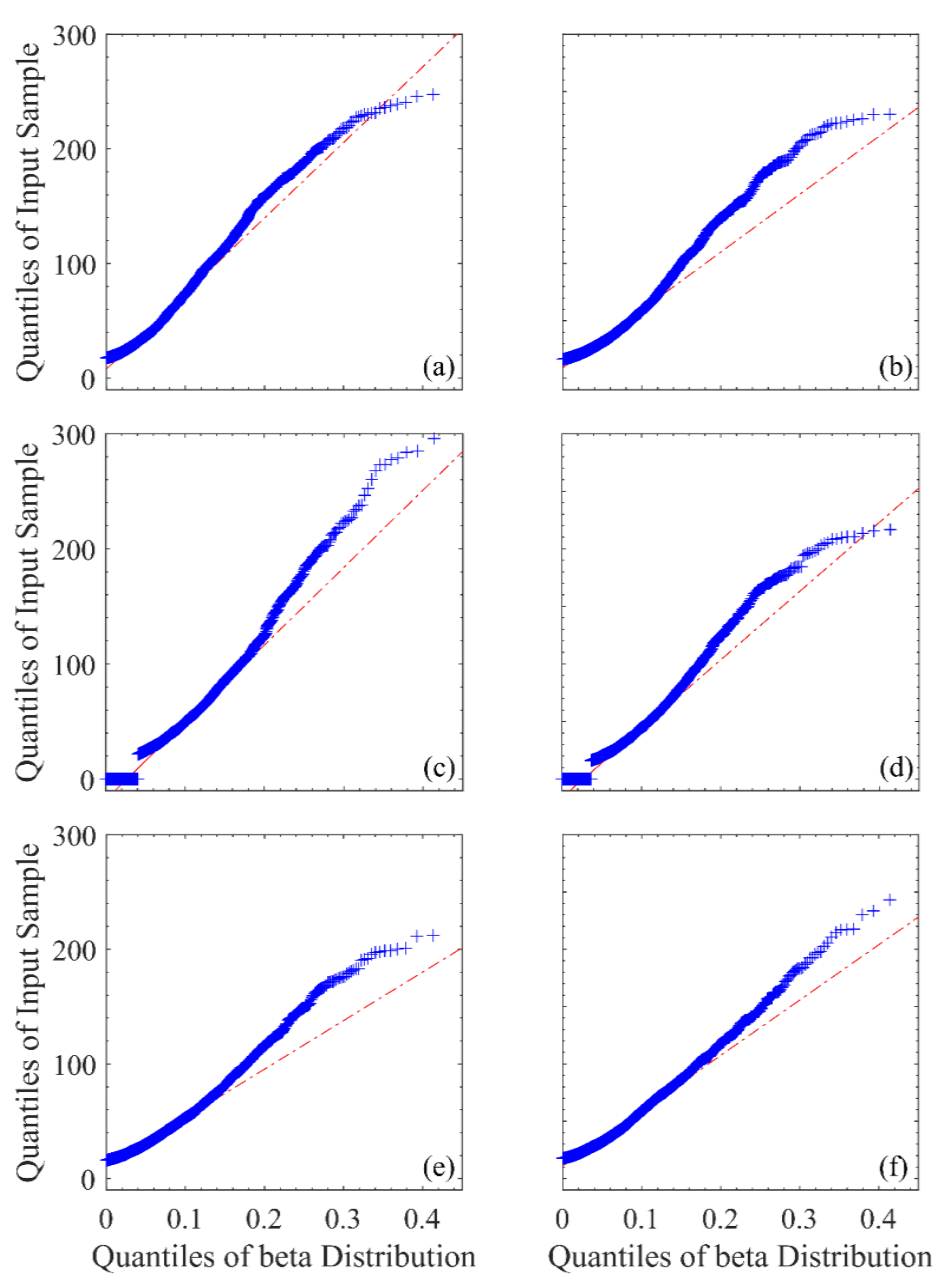
2.5. Statistical Analysis
3. Results
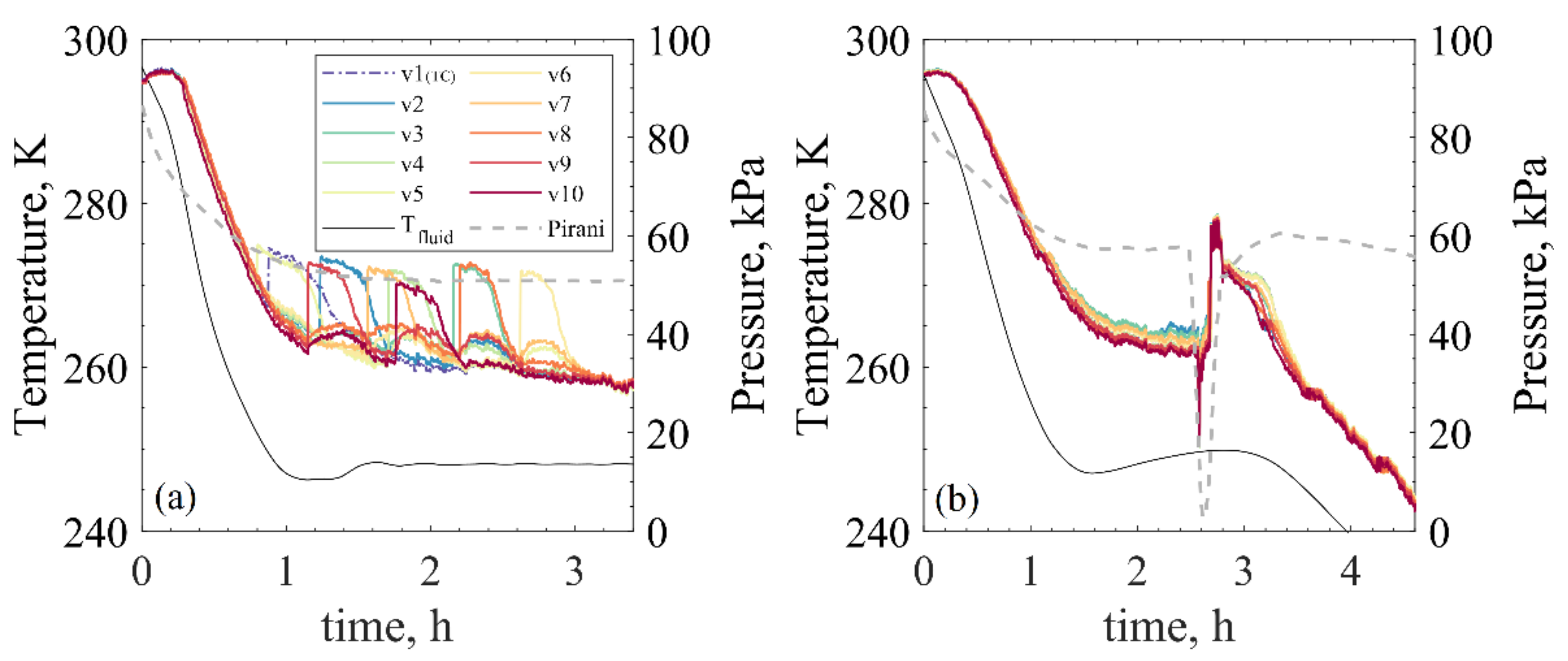
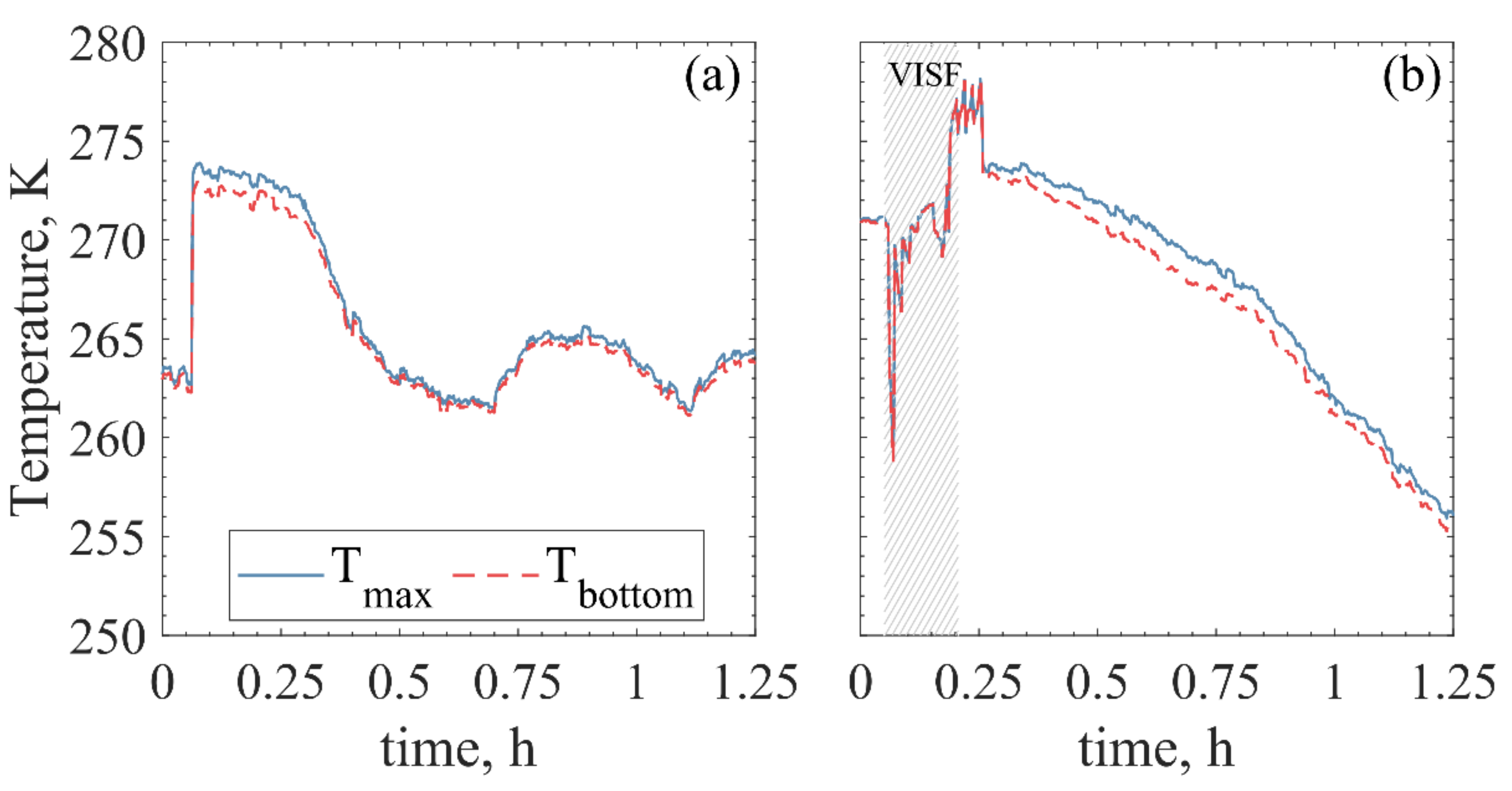
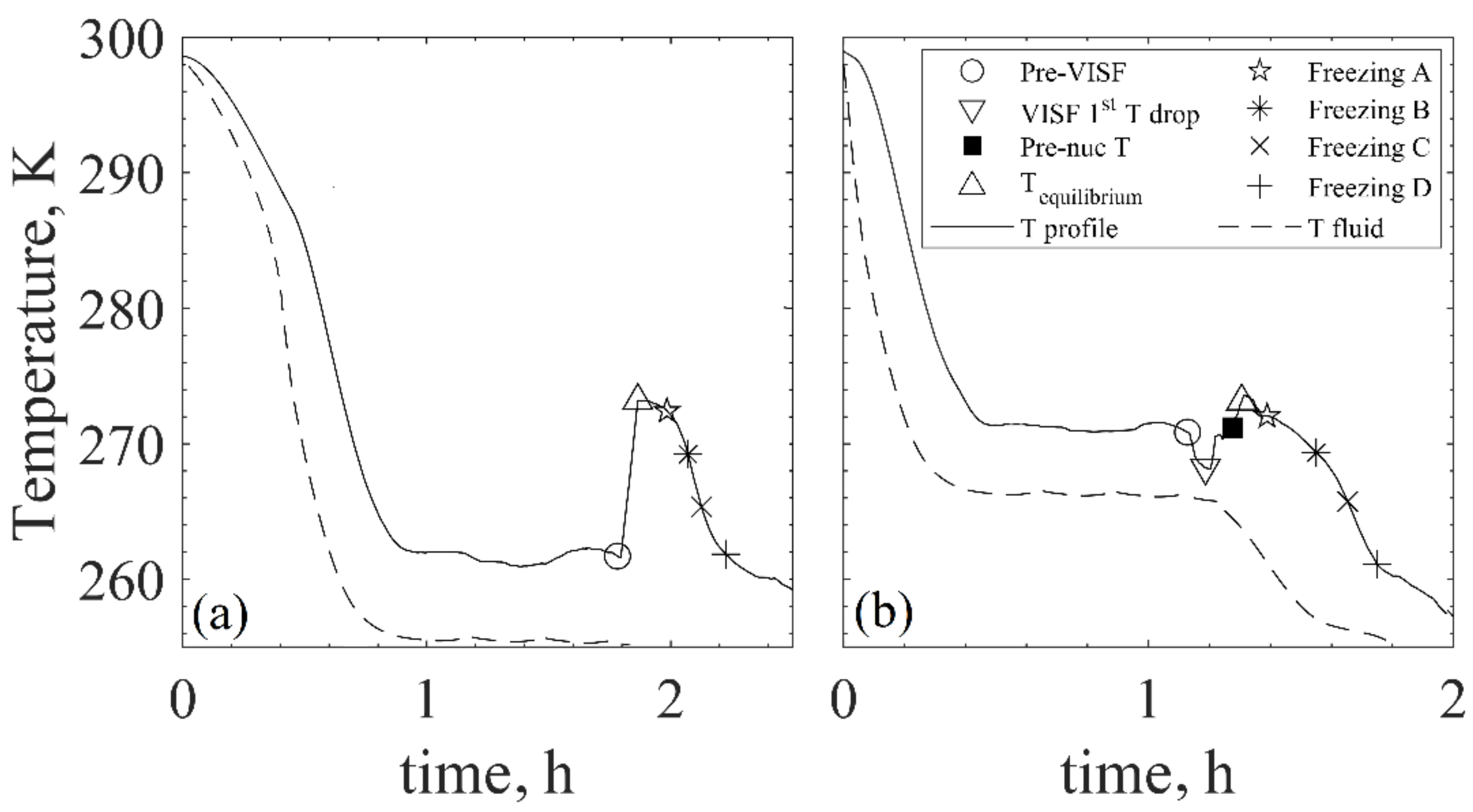
3.1. Freezing Profiles: Spontaneous vs. Controlled Nucleation
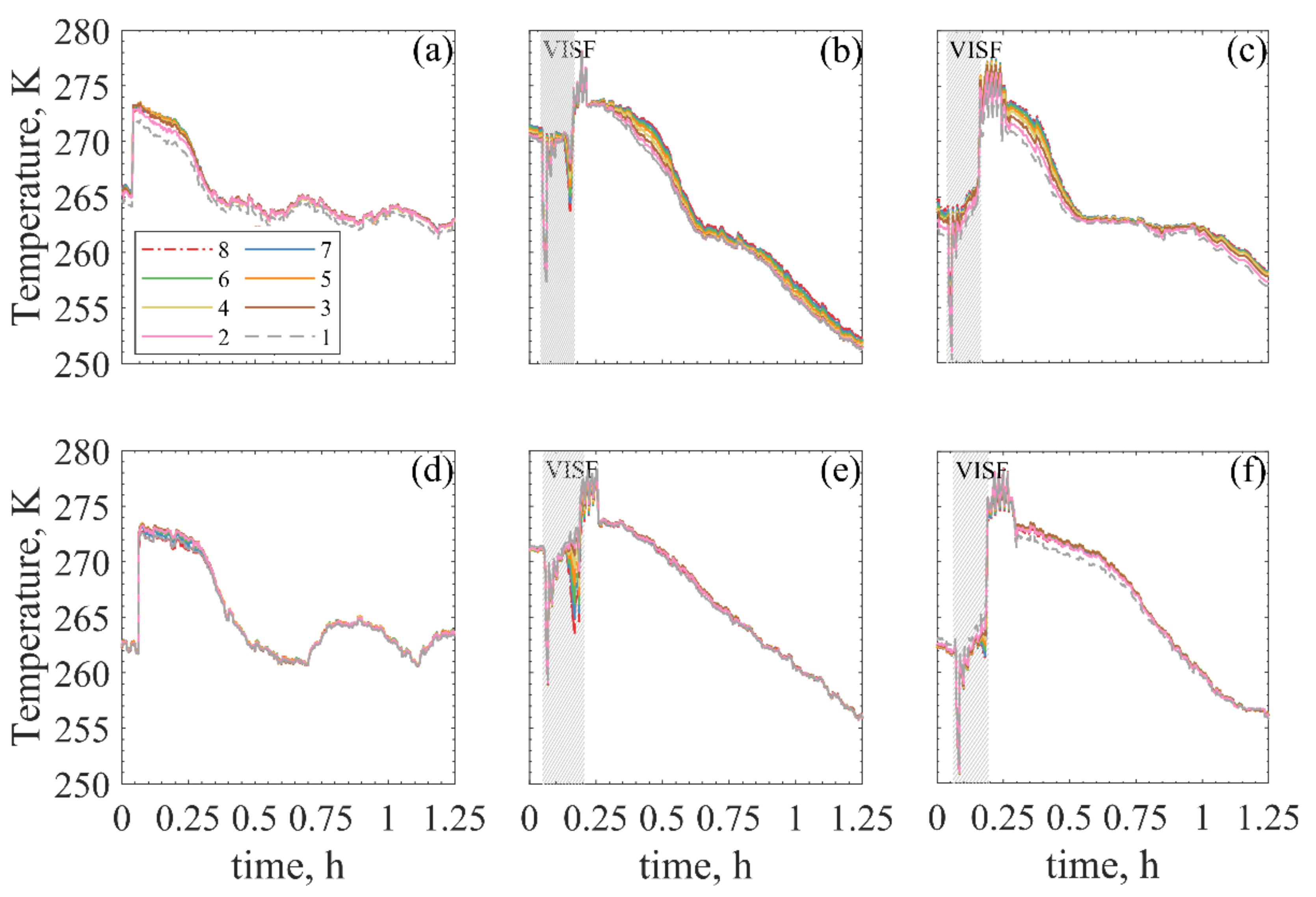
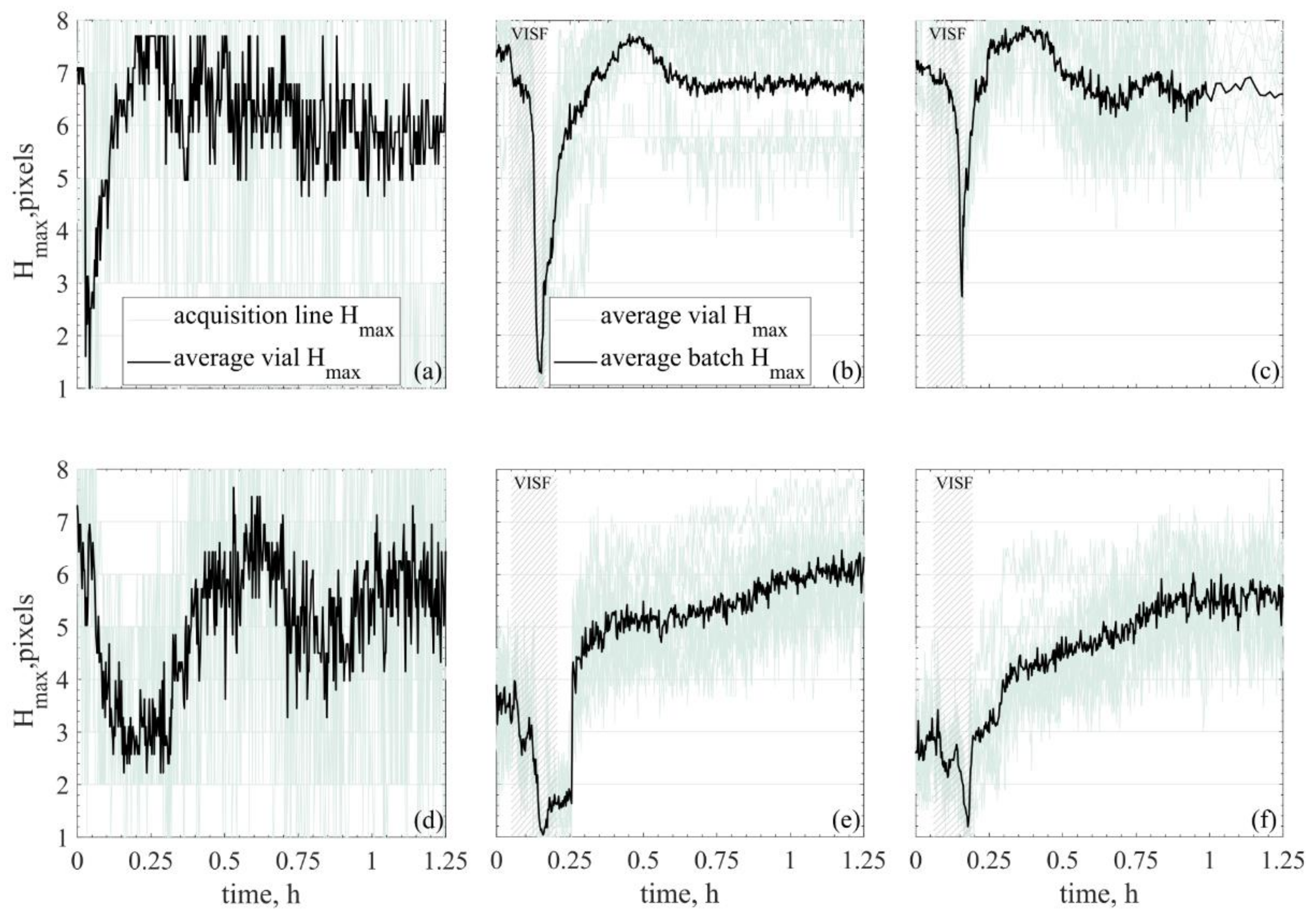
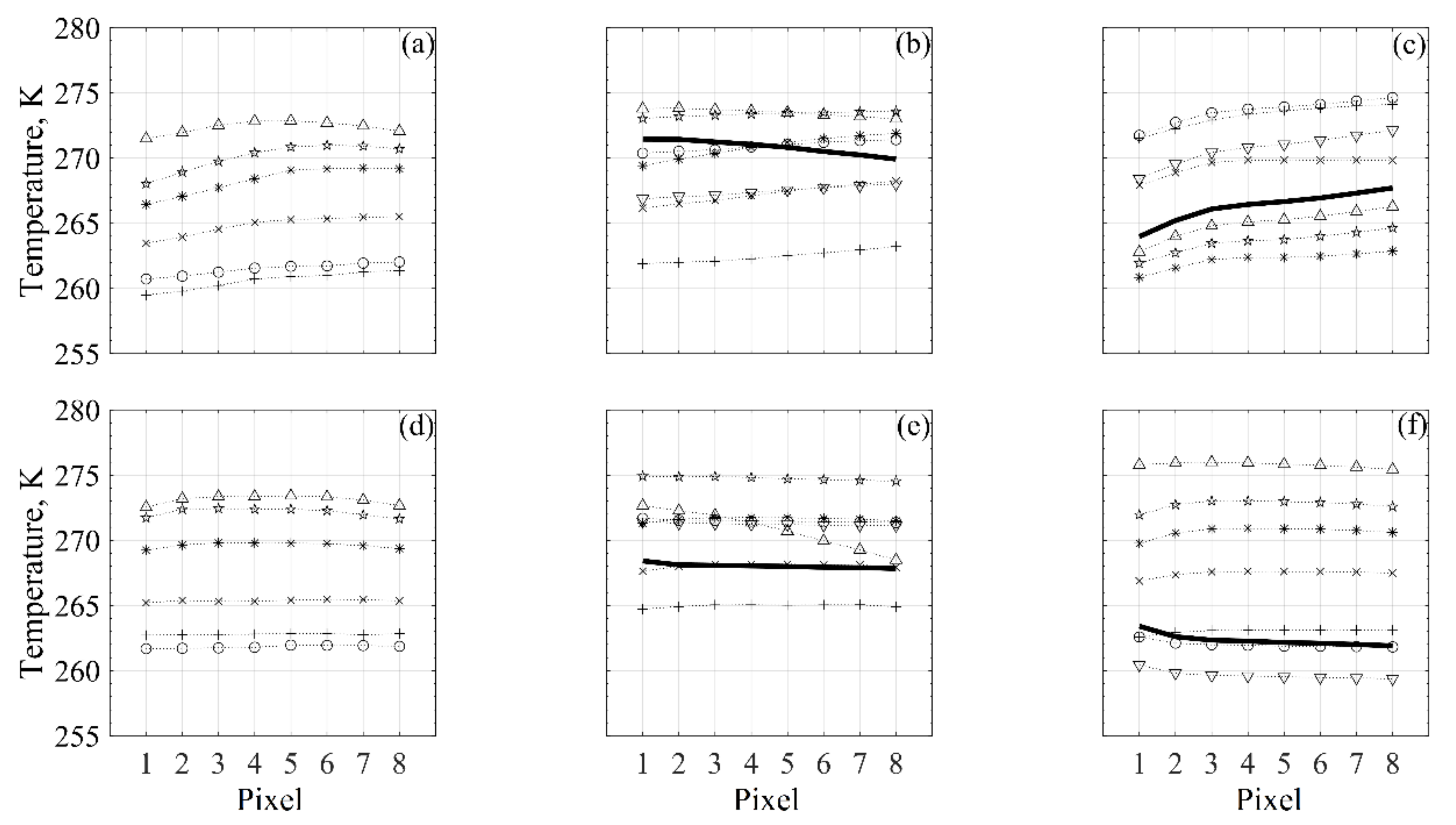
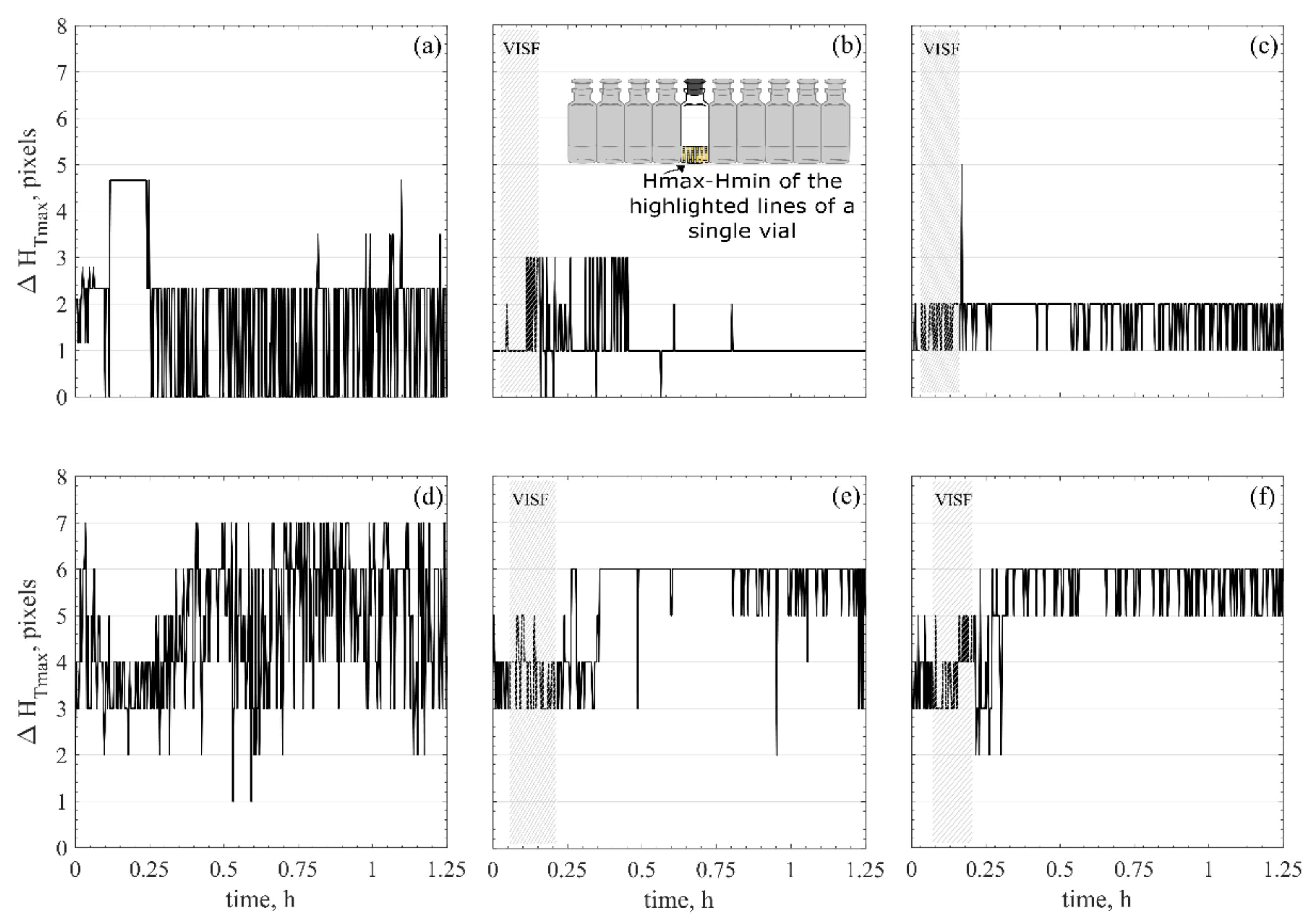
3.2. Freezing Front Temperature and Position
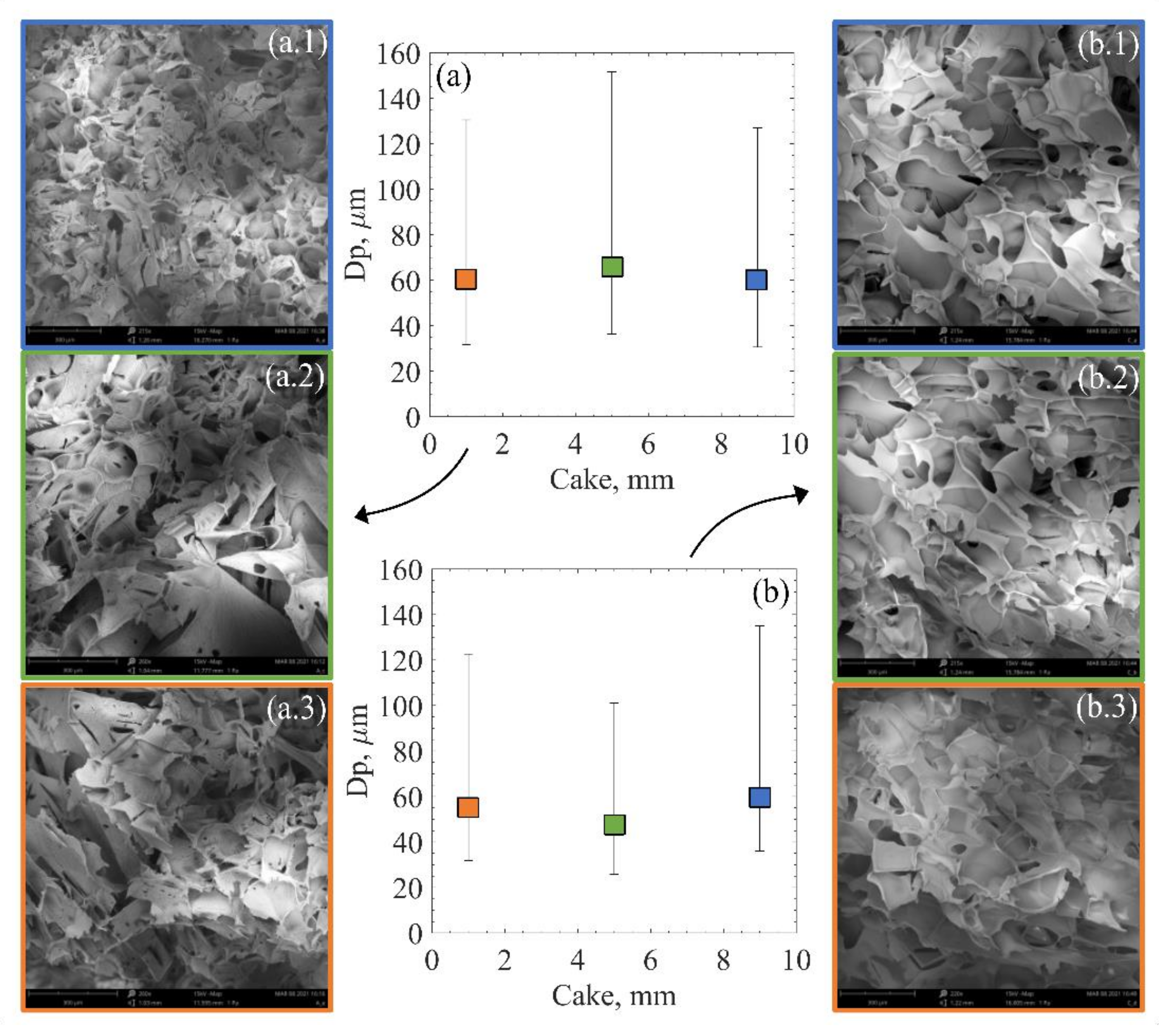
3.3. Product Cake Morphology
4. Discussion
4.1. Freezing Profiles: Spontaneous vs. Controlled
4.2. Freezing Front Temperature and Position
4.3. Resulting Product Cake Structures
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A






References
- Market and Markets. Freeze-Drying/ Lyophilization Market by Type (Tray, Shell, Manifold), Scale of Operation (Industrial, Lab, Pilot), Application (Food, Pharma & Biotech), Accessories (Loading & Unloading, Monitoring, Vacuum Systems)—Global Forecast to 2025; B2B Reports PH2704; Market and Markets: Northbrook, IL, USA, 2021. [Google Scholar]
- Langford, A.; Bhatnagar, B.; Walters, R.; Tchessalov, S.; Ohtake, S. Drying technologies for biopharmaceutical applications: Recent developments and future direction. Dry. Technol. 2018, 36, 677–684. [Google Scholar] [CrossRef]
- Fissore, D. Freeze Drying of Pharmaceuticals. In Encyclopedia of Pharmaceutical Science and Technology, 4th ed.; Taylor and Francis: New York, NY, USA, 2013; pp. 1723–1737. [Google Scholar]
- Hottot, A.; Vessot, S.; Andrieu, J. Freeze drying of pharmaceuticals in vials: Influence of freezing protocol and sample configuration on ice morphology and freeze-dried cake texture. Chem. Eng. Process. Process Intensif. 2007, 46, 666–674. [Google Scholar] [CrossRef]
- Searles, J.A.; Carpenter, J.F.; Randolph, T.W. The ice nucleation temperature determines the primary drying rate of lyophilization for samples frozen on a temperature controlled shelf. J. Pharm. Sci. 2001, 90, 860–871. [Google Scholar] [CrossRef] [PubMed]
- Kasper, J.C.; Friess, W. The freezing step in lyophilization: Physico-chemical fundamentals, freezing methods and consequences on process performance and quality attributes of biopharmaceuticals. Eur. J. Pharm. Biopharm. 2011, 78, 248–263. [Google Scholar] [CrossRef] [PubMed]
- Arsiccio, A.; Pisano, R. The Ice-Water Interface and Protein Stability: A Review. J. Pharm. Sci. 2020, 109, 2116–2130. [Google Scholar] [CrossRef]
- Fang, R.; Tanaka, K.; Mudhivarthi, V.; Bogner, R.H.; Pikal, M.J. Effect of Controlled Ice Nucleation on Stability of Lactate Dehydrogenase During Freeze-Drying. J. Pharm. Sci. 2018, 107, 824–830. [Google Scholar] [CrossRef]
- Oddone, I.; Arsiccio, A.; Duru, C.; Malik, K.; Ferguson, J.; Pisano, R.; Matejtschuk, P. Vacuum-Induced Surface Freezing for the Freeze-Drying of the Human Growth Hormone: How Does Nucleation Control Affect Protein Stability? J. Pharm. Sci. 2020, 109, 254–263. [Google Scholar] [CrossRef] [Green Version]
- Arsiccio, A.; Marenco, L.; Pisano, R. A model-based approach for the rational design of the freeze-thawing of a protein-based formulation. Pharm. Dev. Technol. 2020, 25, 823–831. [Google Scholar] [CrossRef]
- Pereyra, R.G.; Szleifer, I.; Carignano, M.A. Temperature dependence of ice critical nucleus size. J. Chem. Phys. 2011, 135, 034508. [Google Scholar] [CrossRef]
- Wilson, P.W.; Heneghan, A.F.; Haymet, A.D.J. Ice nucleation in nature: Supercooling point (SCP) measurements and the role of heterogeneous nucleation. Cryobiology 2003, 46, 88–98. [Google Scholar] [CrossRef]
- Heneghan, A.F.; Wilson, P.W.; Wang, G.; Haymet, A.D.J. Liquid-to-crystal nucleation: Automated lag-time apparatus to study supercooled liquids. J. Chem. Phys. 2001, 115, 7599–7608. [Google Scholar] [CrossRef]
- Heneghan, A.F.; Haymet, A.D.J. Liquid-to-crystal nucleation: A new generation lag-time apparatus. J. Chem. Phys. 2002, 117, 5319–5327. [Google Scholar] [CrossRef]
- Akyurt, M.; Zaki, G.; Habeebullah, B. Freezing phenomena in ice—Water systems. Energy Convers. Manag. 2002, 43, 1773–1789. [Google Scholar] [CrossRef]
- Patapoff, T.W.; Overcashier, D.E. The importance of freezing on lyophilization cycle development. Bio. Pharm 2002, 15, 72. [Google Scholar]
- Giordano, A.; Barresi, A.A.; Fissore, D. On the use of mathematical models to build the design space for the primary drying phase of a pharmaceutical lyophilization process. J. Pharm. Sci. 2011, 100, 311–324. [Google Scholar] [CrossRef]
- Hottot, A.; Vessot, S.; Andrieu, J. A direct characterization method of the ice morphology. Relationship between mean crystals size and primary drying times of freeze-drying processes. Dry. Technol. 2004, 22, 2009–2021. [Google Scholar] [CrossRef]
- Searles, J.A.; Carpenter, J.F.; Randolph, T.W. Annealing to optimize the primary drying rate, reduce freezing-induced drying rate heterogeneity, and determine Tg pharmaceutical lyophilization. J. Pharm. Sci. 2001, 90, 872–887. [Google Scholar] [CrossRef]
- Pisano, R.; Fissore, D.; Barresi, A.A.; Brayard, P.; Chouvenc, P.; Woinet, B. Quality by design: Optimization of a freeze-drying cycle via design space in case of heterogeneous drying behavior and influence of the freezing protocol. Pharm. Dev. Technol. 2013, 18, 280–295. [Google Scholar] [CrossRef]
- Petersen, A.; Rau, G.; Glasmacher, B. Reduction of primary freeze-drying time by electric field induced ice nucleus formation. Heat Mass Transf. 2006, 42, 929–938. [Google Scholar] [CrossRef]
- Pisano, R.; Capozzi, L.C. Prediction of product morphology of lyophilized drugs in the case of Vacuum Induced Surface Freezing. Chem. Eng. Res. Des. 2017, 125, 119–129. [Google Scholar] [CrossRef]
- Arsiccio, A.; Barresi, A.A.; De Beer, T.; Oddone, I.; Van Bockstal, P.J.; Pisano, R. Vacuum Induced Surface Freezing as an effective method for improved inter- and intra-vial product homogeneity. Eur. J. Pharm. Biopharm. 2018, 128, 210–219. [Google Scholar] [CrossRef]
- Pisano, R. Alternative Methods of Controlling Nucleation in Freeze Drying. In Lyophilization of Pharmaceuticals and Biologicals: New Technologies and Approaches, Methods in Pharmacology and Toxicology, 1st ed.; Ward, K.R., Matejtschuk, P., Eds.; Springer Science: New York, NY, USA, 2019; pp. 215–240. [Google Scholar]
- Kramer, M.; Sennhenn, B.; Lee, G. Freeze-drying using vacuum-induced surface freezing. J. Pharm. Sci. 2002, 91, 433–443. [Google Scholar] [CrossRef]
- Oddone, I.; Pisano, R.; Bullich, R.; Stewart, P. Vacuum-Induced Nucleation as a Method for Freeze-Drying Cycle Optimization. Ind. Eng. Chem. Res. 2014, 53, 18236–18244. [Google Scholar] [CrossRef]
- Nakagawa, K.; Hottot, A. Modeling of Freezing Step during Freeze-Drying of Drugs in Vials. AICHE J. 2007, 53, 1362–1372. [Google Scholar] [CrossRef]
- Arsiccio, A.; Barresi, A.A.; Pisano, R. Prediction of Ice Crystal Size Distribution after Freezing of Pharmaceutical Solutions. Cryst. Growth Des. 2017, 17, 4573–4581. [Google Scholar] [CrossRef]
- Colucci, D.; Fissore, D.; Barresi, A.A.; Braatz, R.D. A new mathematical model for monitoring the temporal evolution of the ice crystal size distribution during freezing in pharmaceutical solutions. Eur. J. Pharm. Biopharm. 2020, 148, 148–159. [Google Scholar] [CrossRef]
- Emteborg, H.; Zeleny, R.; Charoud-Got, J.; Martos, G.; Lüddeke, J.; Schellin, H.; Teipel, K. Infrared thermography for monitoring of freeze-drying processes: Instrumental developments and preliminary results. J. Pharm. Sci. 2014, 103, 2088–2097. [Google Scholar] [CrossRef] [PubMed]
- Gonçalves, B.J.; Lago, A.M.T.; Machado, A.A.; de Oliveira Giarola, T.M.; Prado, M.E.T.; de Resende, J.V. Infrared (IR) thermography applied in the freeze-drying of gelatin model solutions added with ethanol and carrier agents. J. Food Eng. 2018, 221, 77–87. [Google Scholar] [CrossRef]
- Van Bockstal, P.J.; Corver, J.; De Meyer, L.; Vervaet, C.; De Beer, T. Thermal Imaging as a Noncontact Inline Process Analytical Tool for Product Temperature Monitoring during Continuous Freeze-Drying of Unit Doses. Anal. Chem. 2018, 90, 13591–13599. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lietta, E.; Colucci, D.; Distefano, G.; Fissore, D. On the use of infrared thermography for monitoring a vial freeze-drying process. J. Pharm. Sci. 2018, 108, 391–398. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Colucci, D.; Maniaci, R.; Fissore, D. Monitoring of the freezing stage in a freeze-drying process using IR thermography. Int. J. Pharm. 2019, 566, 488–499. [Google Scholar] [CrossRef] [PubMed]
- Capozzi, L.C.; Trout, B.L.; Pisano, R. From Batch to Continuous: Freeze-Drying of Suspended Vials for Pharmaceuticals in Unit-Doses. Ind. Eng. Chem. Res. 2019, 58, 1635–1649. [Google Scholar] [CrossRef]
- Patel, S.M.; Doen, T.; Pikal, M.J. Determination of end point of primary drying in freeze-drying process control. AAPS Pharm. Sci. Tech. 2010, 11, 73–84. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pisano, R. Automatic control of a freeze-drying process: Detection of the end point of primary drying. Dry. Technol. in press. [CrossRef]
- Harguindeguy, M.; Fissore, D. Temperature/end point monitoring and modelling of a batch freeze-drying process using an infrared camera. Eur. J. Pharm. Biopharm. 2021, 158, 113–122. [Google Scholar] [CrossRef]
- Colucci, D. Infrared Imaging: A New Process Analytical Technology for Real Time Monitoring and Control of a Freeze-Drying Process. Ph.D. Thesis, Politecnico di Torino, Turin, Italy, 2019. [Google Scholar]
- Prats-Montalbán, J.M.; de Juan, A.; Ferrer, A. Multivariate image analysis: A review with applications. Chemom. Intell. Lab. Syst. 2011, 107, 1–23. [Google Scholar] [CrossRef]
- Grassini, S.; Pisano, R.; Barresi, A.A.; Angelini, E.; Parvis, M. Frequency domain image analysis for the characterization of porous products. Meas. J. Int. Meas. Confed. 2016, 94, 515–522. [Google Scholar] [CrossRef]
- Hotelling, H. Analysis of a complex of statistical variables into principal components. J. Educ. Psychol. 1933, 24, 417–441. [Google Scholar] [CrossRef]
- Pearson, K.L., III. On lines and planes of closest fit to systems of points in space. Lond. Edinb. Dublin Philos Mag. J. Sci. 1901, 2, 559–572. [Google Scholar] [CrossRef] [Green Version]
- Canny, J. A Computational Approach to Edge Detection. IEEE Trans. Pattern Anal. Mach. Intell. 1986, 8, 679–698. [Google Scholar] [CrossRef]
- González-Martínez, J.M.; Camacho, J.; Ferrer, A. MVBatch: A matlab toolbox for batch process modeling and monitoring. Chemom. Intell. Lab. Syst. 2018, 183, 122–133. [Google Scholar] [CrossRef]
- Gonzalez, C.R.; Woods, E.R.; Eddins, L.S. Understanding Digital Image Processing Using MATLAB, 1st ed.; Pearson/Prentice Hall: Upper Saddle River, NJ, USA, 2004. [Google Scholar]
- Shalaev, E.; Soper, A.; Zeitler, J.A.; Ohtake, S.; Roberts, C.J.; Pikal, M.J.; Wu, K.; Boldyareva, E. Freezing of Aqueous Solutions and Chemical Stability of Amorphous Pharmaceuticals: Water Clusters Hypothesis. J. Pharm. Sci. 2019, 108, 36–49. [Google Scholar] [CrossRef] [Green Version]
- Corti, H.R.; Angell, C.A.; Auffret, T.; Levine, H.; Buera, M.P.; Reid, D.S.; Yrjö, H.R.; Slade, L. Empirical and theoretical models of equilibrium and non-equilibrium transition temperatures of supplemented phase diagrams in aqueous systems (IUPAC technical report). Pure Appl. Chem. 2010, 82, 1065–1097. [Google Scholar] [CrossRef]
- Barresi, A.; Ghio, S.; Fissore, D.; Pisano, R. Freeze drying of pharmaceutical excipients close to collapse temperature: Influence of the process conditions on process time and product quality. Dry. Technol. 2009, 27, 805–816. [Google Scholar] [CrossRef] [Green Version]
- Harguindeguy, M.; Fissore, D. Micro Freeze-Dryer and Infrared-Based PAT: Novel Tools for Primary Drying Design Space Determination of Freeze-Drying Processes. Pharm. Res. 2021, 38, 707–719. [Google Scholar] [CrossRef] [PubMed]
- Bald, W. Food Freezing: Today and Tomorrow; Springer: Berlin/Heidelberg, Germany, 1991; p. 206. [Google Scholar]
- Bosca, S.; Fissore, D.; Demichela, M. Risk-based design of a freeze-drying cycle for pharmaceuticals. Ind. Eng. Chem. Res. 2015, 54, 12928–12936. [Google Scholar] [CrossRef]
- Bosca, S.; Barresi, A.A.; Fissore, D. On the robustness of the soft sensors used to monitor a vial freeze-drying process. Dry. Technol. 2017, 35, 1085–1097. [Google Scholar] [CrossRef]
- Scutellà, B.; Passot, S.; Bourlés, E.; Fonseca, F.; Tréléa, I.C. How Vial Geometry Variability Influences Heat Transfer and Product Temperature During Freeze-Drying. J. Pharm. Sci. 2017, 106, 770–778. [Google Scholar] [CrossRef] [PubMed]
- Gan, K.H.; Bruttini, R.; Crosser, O.K.; Liapis, A.I. Heating policies during the primary and secondary drying stages of the lyophilization process in vials: Effects of the arrangement of vials in clusters of square and hexagonal arrays on trays. Dry. Technol. 2004, 22, 1539–1575. [Google Scholar] [CrossRef]
- Capozzi, L.C. Continuous Freeze-Drying of Pharmaceuticals. Ind. Eng. Chem. Res. 2018, 58, 1635–1649. [Google Scholar] [CrossRef]
- De Beer, T.; Vercruysse, P.; Burggraeve, A.; Quinten, T.; Ouyang, J.; Zhang, X.; Vervaet, C.; Remon, J.P.; Baeyens, W.R.G. In-line and real-time process monitoring of a freeze drying process using Raman and NIR spectroscopy as complementary process analytical technology (PAT) tools. J. Pharm. Sci. 2009, 98, 3430–3446. [Google Scholar] [CrossRef]
- Lide, D.R. Properties of Ice and Supercooled Water. In Handbook of Chemistry and Physics, 90th ed.; Haynes, W.M., Ed.; CRC Press, Taylor & Francis Group: Boca Raton, FL, USA, 2010; pp. 6–12. [Google Scholar]
- Pongsawatmanit, R.; Miyawaki, O.; Yano, T. Measurement of the Thermal Conductivity of Unfrozen and Frozen Food Materials by a Steady State Method with Coaxial Dual-cylinder Apparatus. Biosci. Biotechnol. Biochem. 1993, 57, 1072–1076. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cavatur, R.K.; Vemuri, N.M.; Pyne, A.; Chrzan, Z.; Toledo-Velasquez, D.; Suryanarayanan, R. Crystallization behavior of mannitol in frozen aqueous solutions. Pharm. Res. 2002, 19, 894–900. [Google Scholar] [CrossRef] [PubMed]
- Fang, R.; Bogner, R.H.; Nail, S.L.; Pikal, M.J. Stability of Freeze-Dried Protein Formulations: Contributions of Ice Nucleation Temperature and Residence Time in the Freeze-Concentrate. J. Pharm. Sci. 2020, 109, 1896–1904. [Google Scholar] [CrossRef] [PubMed]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Solution | Nucleation | VISF Inversion Observed? | ||
|---|---|---|---|---|---|
| ON shelf | sucrose 5% | Spontaneous | Lowest | Lowest | – |
| sucrose 5% | VISF 271 K | Lowest | Lowest | Yes | |
| mannitol 5% | Lowest | Lowest | Yes | ||
| dextran 10% | Lowest | Lowest | Yes | ||
| sucrose 5% | VISF 263 K | Lowest | Lowest | No | |
| mannitol 5% | Lowest | Lowest | No | ||
| dextran 10% | Lowest | Lowest | No | ||
| OFF shelf | sucrose 5% | Spontaneous | Highest | Lowest | – |
| sucrose 5% | VISF 271 K | Highest | Lowest | Unclear | |
| mannitol 5% | Highest | * | Unclear | ||
| dextran 10% | Highest | Lowest | Unclear | ||
| sucrose 5% | VISF 263 K | Highest | Lowest | Unclear | |
| mannitol 5% | Highest | Lowest | Unclear | ||
| dextran 10% | Highest | * | Unclear |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Harguindeguy, M.; Stratta, L.; Fissore, D.; Pisano, R. Investigation of the Freezing Phenomenon in Vials Using an Infrared Camera. Pharmaceutics 2021, 13, 1664. https://doi.org/10.3390/pharmaceutics13101664
Harguindeguy M, Stratta L, Fissore D, Pisano R. Investigation of the Freezing Phenomenon in Vials Using an Infrared Camera. Pharmaceutics. 2021; 13(10):1664. https://doi.org/10.3390/pharmaceutics13101664
Chicago/Turabian StyleHarguindeguy, Maitê, Lorenzo Stratta, Davide Fissore, and Roberto Pisano. 2021. "Investigation of the Freezing Phenomenon in Vials Using an Infrared Camera" Pharmaceutics 13, no. 10: 1664. https://doi.org/10.3390/pharmaceutics13101664
APA StyleHarguindeguy, M., Stratta, L., Fissore, D., & Pisano, R. (2021). Investigation of the Freezing Phenomenon in Vials Using an Infrared Camera. Pharmaceutics, 13(10), 1664. https://doi.org/10.3390/pharmaceutics13101664