
Evaluation of Binders in Twin-Screw Wet Granulation

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Preparation of Granules
2.2.2. Determination of Useful Process Settings
2.2.3. Granulation with Different Binders
2.2.4. Tableting
2.2.5. Dynamic Vapor Sorption of Base Material
2.2.6. Characterization of Granules
2.2.7. Characterization of Tablets
3. Results and Discussion
3.1. Dynamic Vapor Sorption
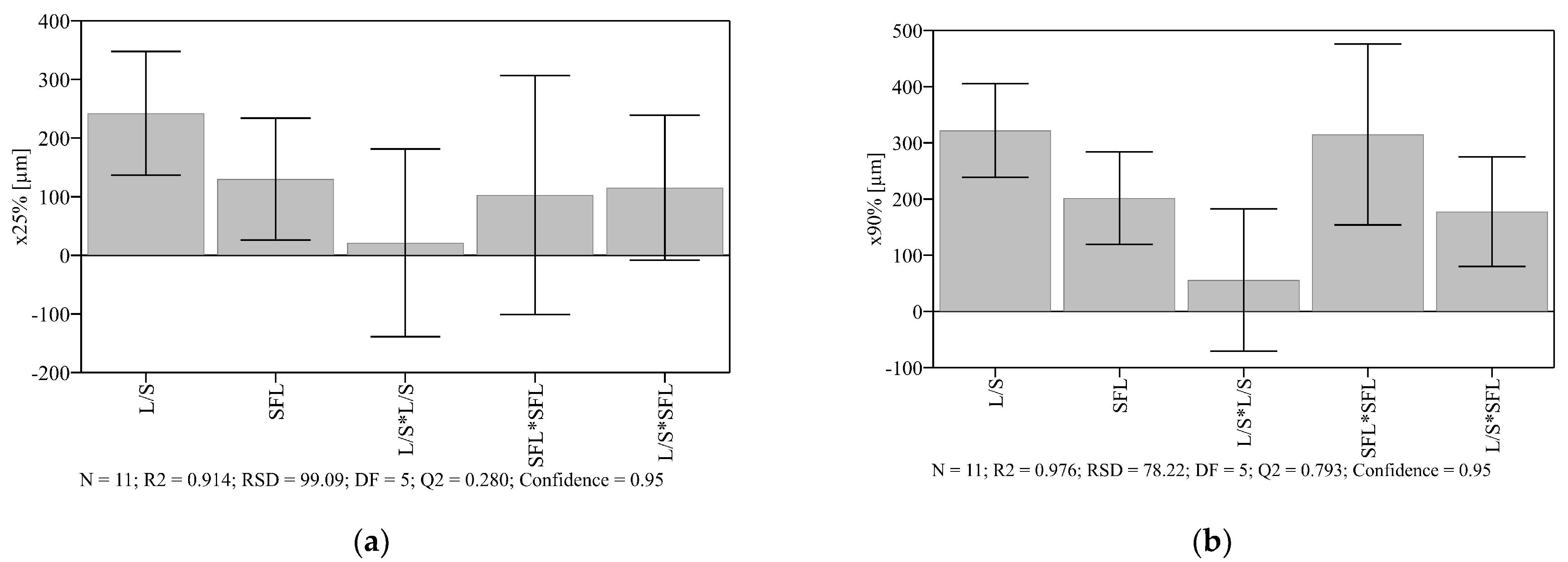
3.2. Determination of Useful Process Settings
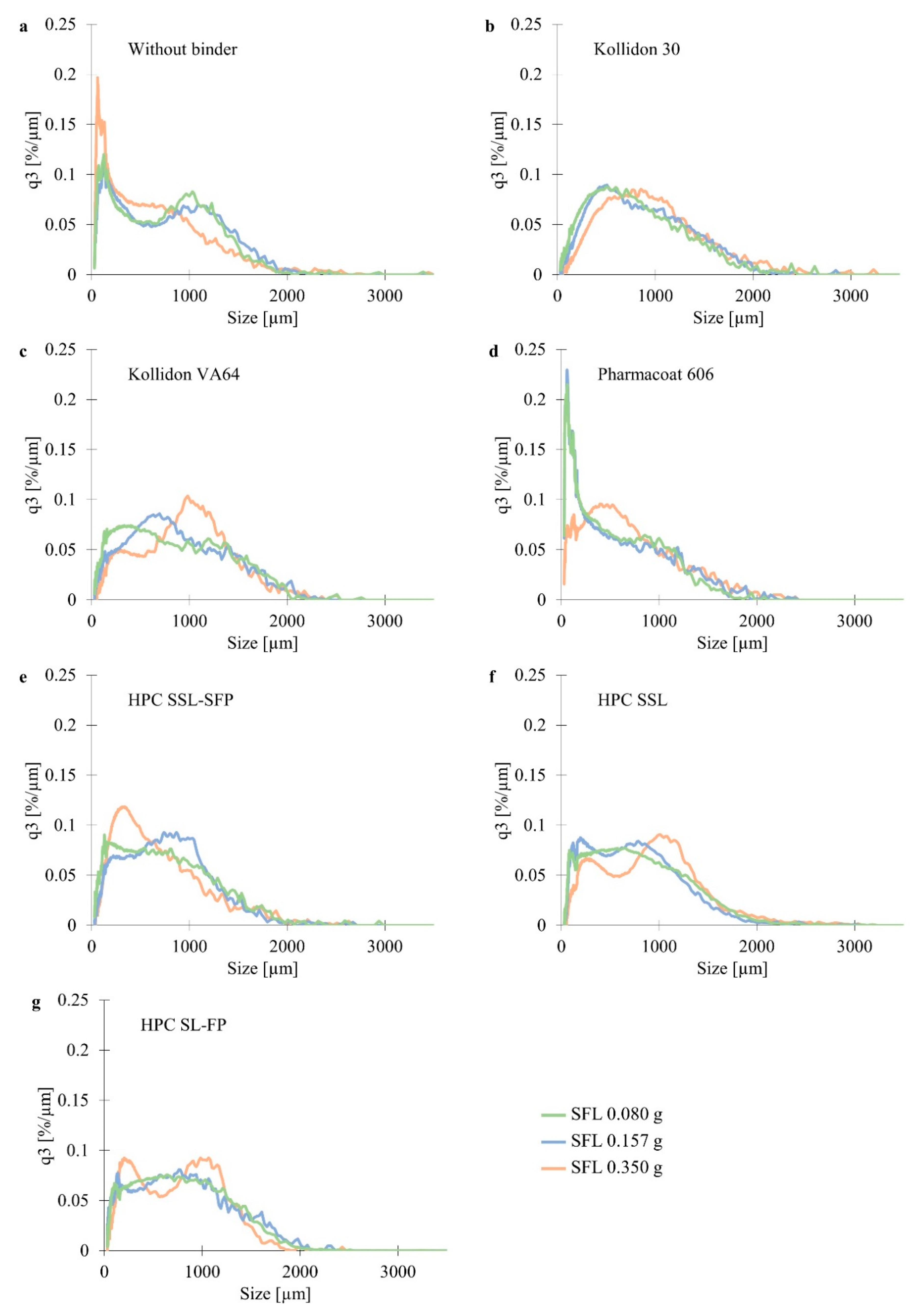
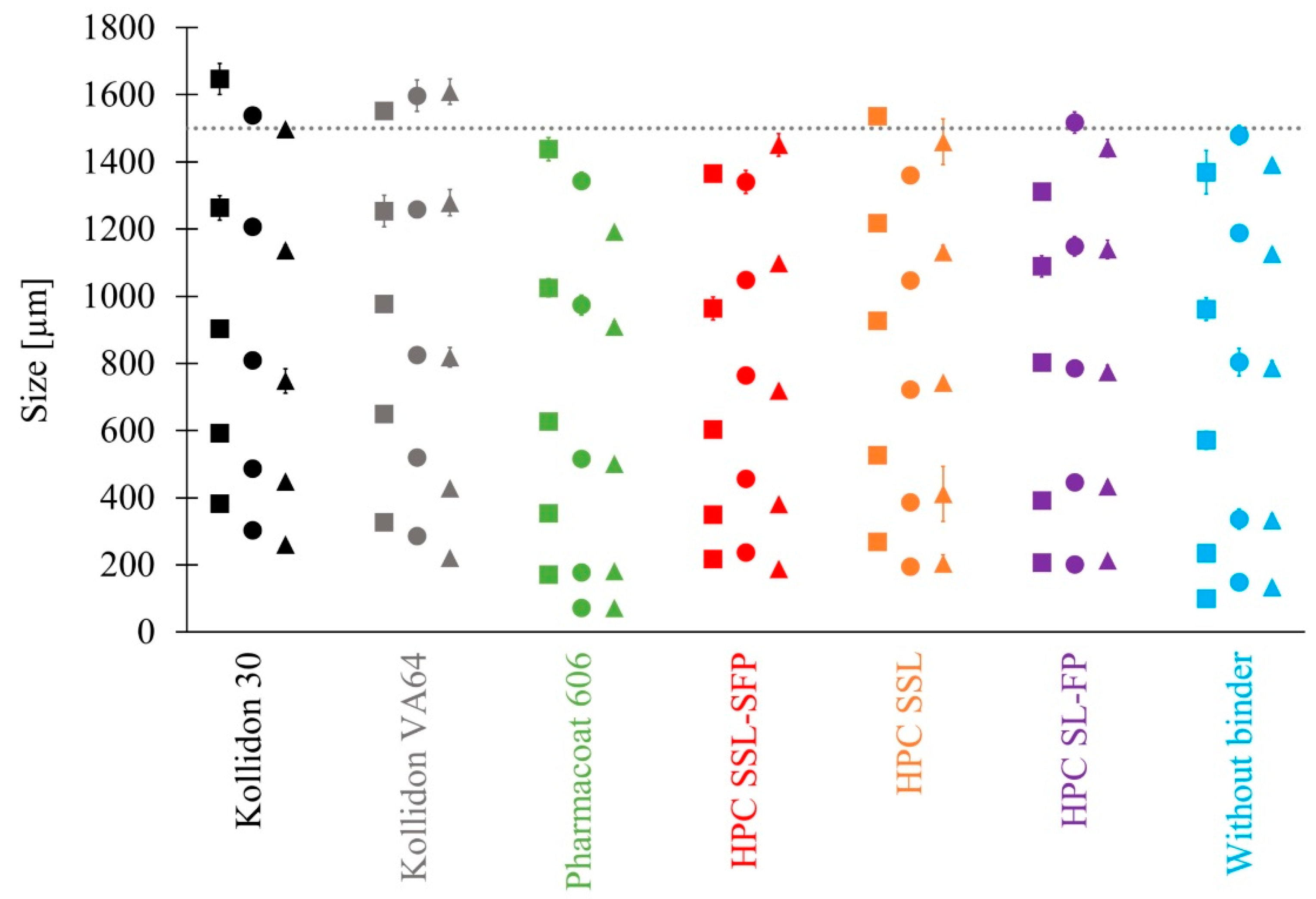
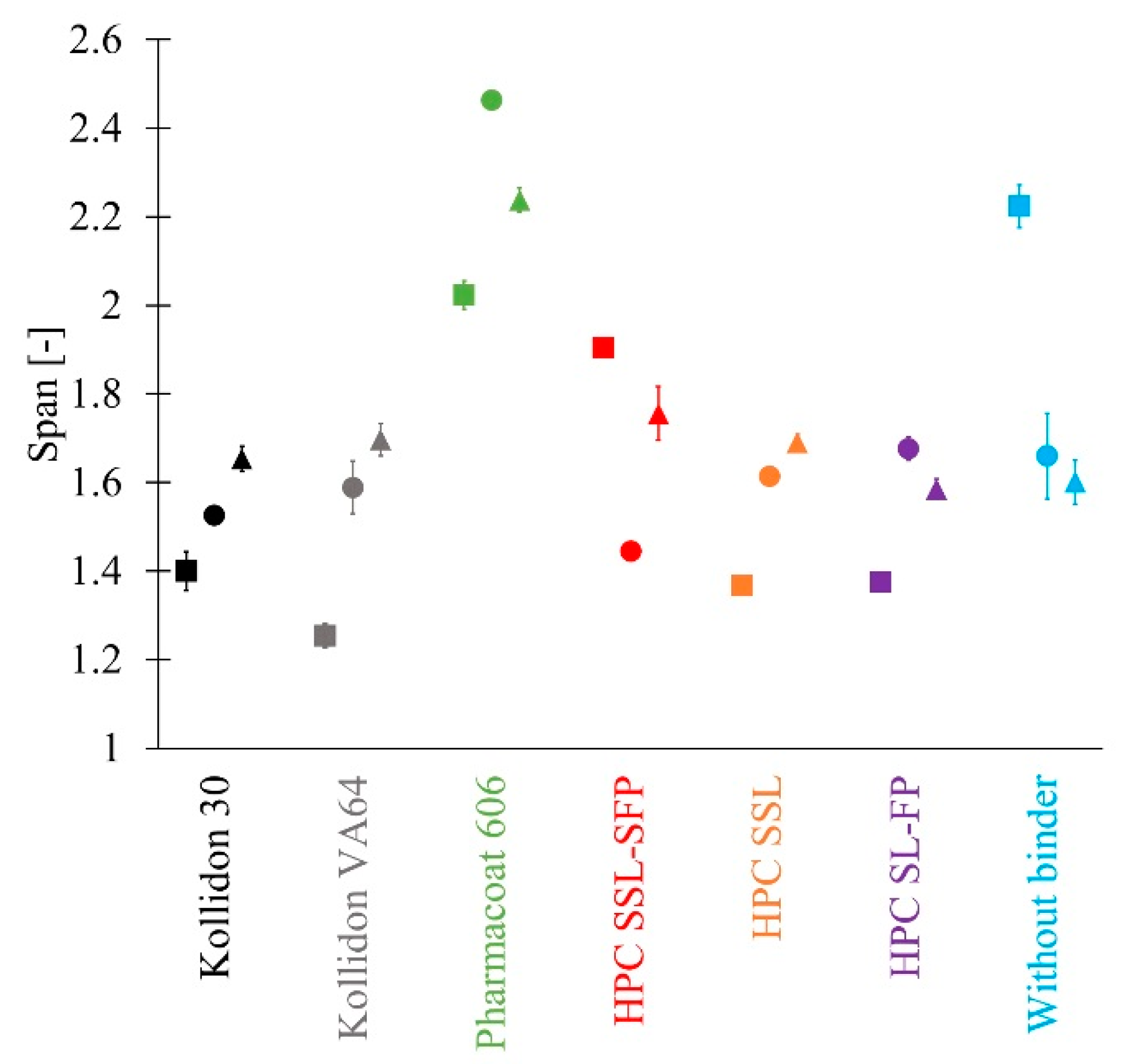
3.3. Granulation with Different Binders at L/S 0.075
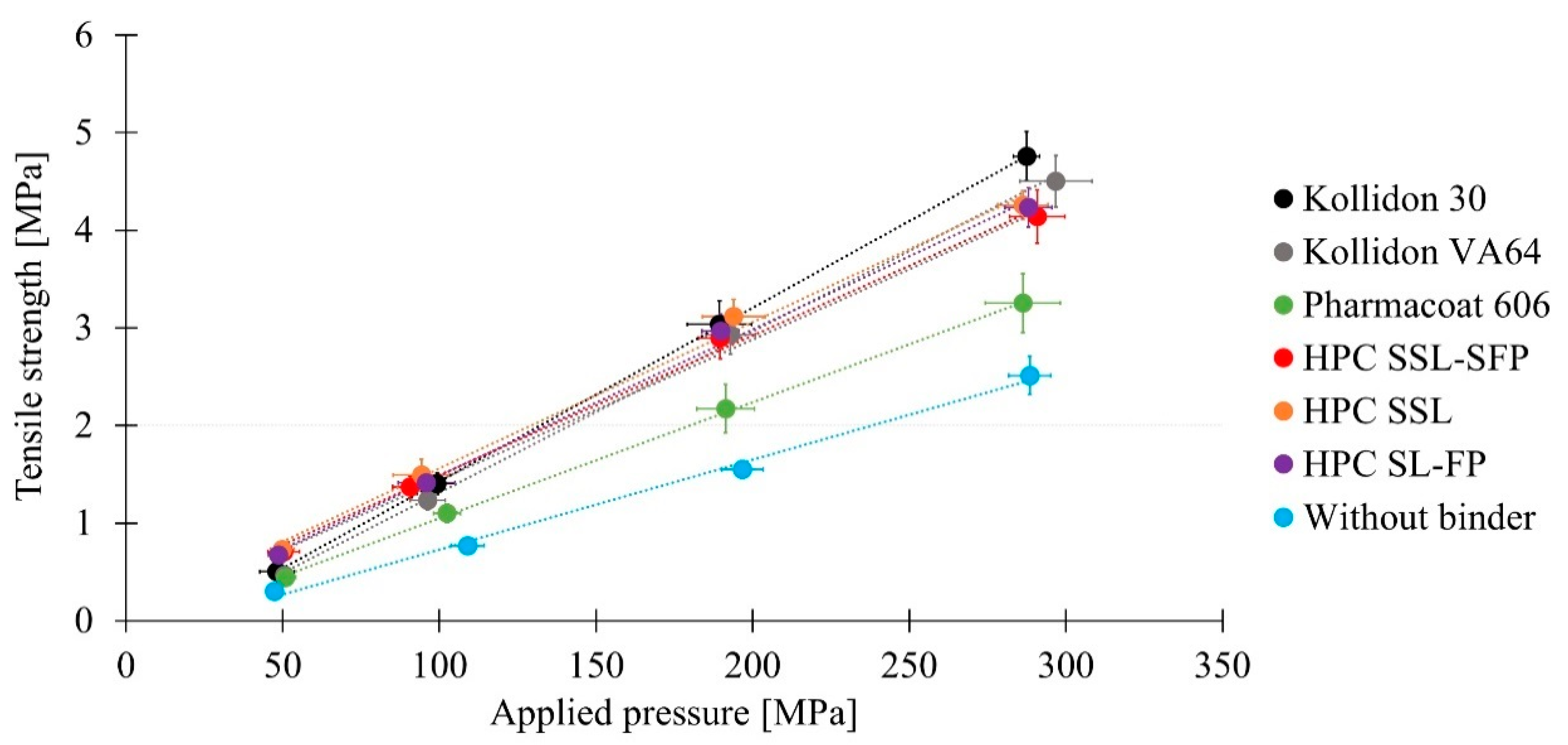
3.4. Characterization of Tablets
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Roggo, Y.; Pauli, V.; Jelsch, M.; Pellegatti, L.; Elbaz, F.; Ensslin, S.; Kleinebudde, P.; Krumme, M. Continuous manufacturing process monitoring of pharmaceutical solid dosage form: A case study. J. Pharm. Biomed. Anal. 2020, 179, 112971. [Google Scholar] [CrossRef]
- Keleb, E. Twin screw granulation as a simple and efficient tool for continuous wet granulation. Int. J. Pharm. 2004, 273, 183–194. [Google Scholar] [CrossRef]
- Fonteyne, M.; Vercruysse, J.; De Leersnyder, F.; Van Snick, B.; Vervaet, C.; Remon, J.P.; De Beer, T. Process analytical technology for continuous manufacturing of solid-dosage forms. TrAC Trends Anal. Chem. 2015, 67, 159–166. [Google Scholar] [CrossRef] [Green Version]
- Keleb, E.I.; Vermeire, A.; Vervaet, C.; Remon, J. Continuous twin screw extrusion for the wet granulation of lactose. Int. J. Pharm. 2002, 239, 69–80. [Google Scholar] [CrossRef]
- Pauli, V.; Kleinebudde, P.; Krumme, M. Predictive model-based process start-up in pharmaceutical continuous granulation and drying. Pharmaceutics 2020, 12, 67. [Google Scholar] [CrossRef] [Green Version]
- El Hagrasy, A.; Hennenkamp, J.; Burke, M.; Cartwright, J.; Litster, J.D. Twin screw wet granulation: Influence of formulation parameters on granule properties and growth behavior. Powder Technol. 2013, 238, 108–115. [Google Scholar] [CrossRef]
- Lute, S.V.; Dhenge, R.M.; Salman, A. Twin screw granulation: An investigation of the effect of barrel fill level. Pharmaceutics 2018, 10, 67. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Meier, R.; Moll, K.-P.; Krumme, M.; Kleinebudde, P. Impact of fill-level in twin-screw granulation on critical quality attributes of granules and tablets. Eur. J. Pharm. Biopharm. 2017, 115, 102–112. [Google Scholar] [CrossRef]
- Verstraeten, M.; Van Hauwermeiren, D.; Lee, K.; Turnbull, N.; Wilsdon, D.; Ende, M.A.; Doshi, P.; Vervaet, C.; Brouckaert, D.; Mortier, S.T.; et al. In-depth experimental analysis of pharmaceutical twin-screw wet granulation in view of detailed process understanding. Int. J. Pharm. 2017, 529, 678–693. [Google Scholar] [CrossRef]
- Gorringe, L.; Kee, G.; Saleh, M.; Fa, N.; Elkes, R. Use of the channel fill level in defining a design space for twin screw wet granulation. Int. J. Pharm. 2017, 519, 165–177. [Google Scholar] [CrossRef]
- Portier, C.; Pandelaere, K.; Delaet, U.; Vigh, T.; Di Pretoro, G.; De Beer, T.; Vervaet, C.; Vanhoorne, V. Continuous twin screw granulation: A complex interplay between formulation properties, process settings and screw design. Int. J. Pharm. 2020, 576, 119004. [Google Scholar] [CrossRef]
- Portier, C.; Pandelaere, K.; Delaet, U.; Vigh, T.; Kumar, A.; Di Pretoro, G.; De Beer, T.; Vervaet, C.; Vanhoorne, V. Continuous twin screw granulation: Influence of process and formulation variables on granule quality attributes of model formulations. Int. J. Pharm. 2020, 576, 118981. [Google Scholar] [CrossRef]
- Djuric, D.; Kleinebudde, P. Impact of screw elements on continuous granulation with a twin-screw extruder. J. Pharm. Sci. 2008, 97, 4934–4942. [Google Scholar] [CrossRef] [PubMed]
- Thompson, M.; Sun, J. Wet granulation in a twin-screw extruder: Implications of screw design. J. Pharm. Sci. 2010, 99, 2090–2103. [Google Scholar] [CrossRef]
- Vercruysse, J.; Díaz, D.C.; Peeters, E.; Fonteyne, M.; Delaet, U.; Van Assche, I.; De Beer, T.; Remon, J.P.; Vervaet, C. Continuous twin screw granulation: Influence of process variables on granule and tablet quality. Eur. J. Pharm. Biopharm. 2012, 82, 205–211. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rahimi, S.K.; Paul, S.; Sun, C.C.; Zhang, F. The role of the screw profile on granular structure and mixing efficiency of a high-dose hydrophobic drug formulation during twin screw wet granulation. Int. J. Pharm. 2020, 575, 118958. [Google Scholar] [CrossRef]
- Becker, D.; Rigassi, T.; Bauer-Brandl, A. Effectiveness of binders in wet granulation: A comparison using model formulations of different tabletability. Drug Dev. Ind. Pharm. 1997, 23, 791–808. [Google Scholar] [CrossRef]
- Vandevivere, L.; Denduyver, P.; Portier, C.; Häusler, O.; De Beer, T.; Vervaet, C.; Vanhoorne, V. Influence of binder attributes on binder effectiveness in a continuous twin screw wet granulation process via wet and dry binder addition. Int. J. Pharm. 2020, 585, 119466. [Google Scholar] [CrossRef]
- Arndt, O.-R.; Kleinebudde, P. Influence of binder properties on dry granules and tablets. Powder Technol. 2018, 337, 68–77. [Google Scholar] [CrossRef]
- Mangal, H.; Kirsolak, M.; Kleinebudde, P. Roll compaction/dry granulation: Suitability of different binders. Int. J. Pharm. 2016, 503, 213–219. [Google Scholar] [CrossRef] [PubMed]
- NIPPON SODA. General Information. NISSO HPC. Available online: https://www.nippon-soda.co.jp/hpc-e/care_stable.php (accessed on 23 October 2020).
- Europäische Arzneibuch-Kommission. Europäisches Arzneibuch, 9th ed.; Deutscher Apotheker Verlag: Stuttgart, Germany, 2017. (In German) [Google Scholar]
- Fell, J.T.; Newton, J.M. Determination of tablet strength by the diametral-compression test. J. Pharm. Sci. 1970, 59, 688–691. [Google Scholar] [CrossRef] [PubMed]
- Sun, C.C.; Hou, H.; Gao, P.; Ma, C.; Medina, C.; Alvarez, F.J. Development of a high drug load tablet formulation based on assessment of powder manufacturability: Moving towards quality by design. J. Pharm. Sci. 2009, 98, 239–247. [Google Scholar] [CrossRef] [PubMed]
- Li, J.; Tao, L.; Dali, M.; Buckley, D.; Gao, J.; Hubert, M. The effect of the physical states of binders on high-shear wet granulation and granule properties: A mechanistic approach towards understanding high-shear wet granulation process. Part, I. PHYSICAL characterization of binders. J. Pharm. Sci. 2011, 100, 164–173. [Google Scholar] [CrossRef] [PubMed]
- Dhenge, R.M.; Cartwright, J.J.; Doughty, D.G.; Hounslow, M.J.; Salman, A.D. Twin screw wet granulation: Effect of powder feed rate. Adv. Powder Technol. 2011, 22, 162–166. [Google Scholar] [CrossRef]
- Saleh, M.F.; Dhenge, R.M.; Cartwright, J.J.; Hounslow, M.; Salman, A. Twin screw wet granulation: Binder delivery. Int. J. Pharm. 2015, 487, 124–134. [Google Scholar] [CrossRef] [PubMed]
- Vanhoorne, V.; Bekaert, B.; Peeters, E.; De Beer, T.; Remon, J.-P.; Vervaet, C. Improved tabletability after a polymorphic transition of delta-mannitol during twin screw granulation. Int. J. Pharm. 2016, 506, 13–24. [Google Scholar] [CrossRef] [Green Version]
- Kumar, A.; Dhondt, J.; Vercruysse, J.; De Leersnyder, F.; Vanhoorne, V.; Vervaet, C.; Remon, J.P.; Gernaey, K.V.; De Beer, T.; Nopens, I. Development of a process map: A step towards a regime map for steady-state high shear wet twin screw granulation. Powder Technol. 2016, 300, 73–82. [Google Scholar] [CrossRef]
- Ai, Q.; Hounslow, M.J.; Salman, A.D. Twin screw granulation: An evaluation of using micronized lactose as a solid binder. Chem. Eng. Res. Des. 2018, 133, 281–293. [Google Scholar] [CrossRef]
- Portier, C.; De Vriendt, C.; Vigh, T.; Di Pretoro, G.; De Beer, T.; Vervaet, C.; Vanhoorne, V. Continuous twin screw granulation: Robustness of lactose/MCC-based formulations. Int. J. Pharm. 2020, 588, 119756. [Google Scholar] [CrossRef]
- Ismail, H.Y.; Shirazian, S.; Singh, M.; Whitaker, D.; Albadarin, A.B.; Walker, G.M. Compartmental approach for modelling twin-screw granulation using population balances. Int. J. Pharm. 2020, 576, 118737. [Google Scholar] [CrossRef]
- Seem, T.C.; Rowson, N.A.; Gabbott, I.; De Matas, M.; Reynolds, G.K.; Ingram, A. Asymmetric distribution in twin screw granulation. Eur. J. Pharm. Biopharm. 2016, 106, 50–58. [Google Scholar] [CrossRef] [PubMed]
- Dhenge, R.M.; Washino, K.; Cartwright, J.J.; Hounslow, M.J.; Salman, A.D. Twin screw granulation using conveying screws: Effects of viscosity of granulation liquids and flow of powders. Powder Technol. 2013, 238, 77–90. [Google Scholar] [CrossRef]
- Vercruysse, J.; Toiviainen, M.; Fonteyne, M.; Helkimo, N.; Ketolainen, J.; Juuti, M.; Delaet, U.; Van Assche, I.; Remon, J.P.; Vervaet, C.; et al. Visualization and understanding of the granulation liquid mixing and distribution during continuous twin screw granulation using NIR chemical imaging. Eur. J. Pharm. Biopharm. 2014, 86, 383–392. [Google Scholar] [CrossRef]
- Kumar, A.; Vercruysse, J.; Toiviainen, M.; Panouillot, P.-E.; Juuti, M.; Vanhoorne, V.; Vervaet, C.; Remon, J.P.; Gernaey, K.V.; De Beer, T.; et al. Mixing and transport during pharmaceutical twin-screw wet granulation: Experimental analysis via chemical imaging. Eur. J. Pharm. Biopharm. 2014, 87, 279–289. [Google Scholar] [CrossRef]
- Stoyanov, E.; Ehlig, B.; Tanev, W. Eye on Excipients. Tablets and Capsules 2018, 16, 33–38. [Google Scholar]
- Weatherley, S.; Thompson, M.; Sheskey, P. A study of foam granulation and wet granulation in a twin screw extruder. Can. J. Chem. Eng. 2012, 91, 725–730. [Google Scholar] [CrossRef]
- Thompson, M.; Mu, B.; Sheskey, P. Aspects of foam stability influencing foam granulation in a twin screw extruder. Powder Technol. 2012, 228, 339–348. [Google Scholar] [CrossRef]
- Takasaki, H.; Yonemochi, E.; Ito, M.; Wada, K.; Terada, K. The importance of binder moisture content in Metformin HCL high-dose formulations prepared by moist aqueous granulation (MAG). Results Pharma Sci. 2015, 5, 1–7. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Morkhade, D.M. Comparative impact of different binder addition methods, binders and diluents on resulting granule and tablet attributes via high shear wet granulation. Powder Technol. 2017, 320, 114–124. [Google Scholar] [CrossRef]
- Arndt, O.-R.; Baggio, R.; Adam, A.K.; Harting, J.; Franceschinis, E.; Kleinebudde, P. Impact of different dry and wet granulation techniques on granule and tablet properties: A comparative study. J. Pharm. Sci. 2018, 107, 3143–3152. [Google Scholar] [CrossRef] [PubMed]






 ; ± sd).
; ± sd).
; ± sd).
; ± sd).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Product Name | Substance | Supplier | Name in Study |
|---|---|---|---|
| Kollidon® VA64 | Copovidone | BASF, Ludwigshafen, Germany | Kollidon VA64 |
| Kollidon® 30 | Povidone | BASF, Ludwigshafen, Germany | Kollidon 30 |
| NISSO HPC SSL SFP | Hyprolose | Nippon Soda, Tokyo, Japan | HPC SSL-SFP |
| NISSO HPC SL-FP | Hyprolose | Nippon Soda, Tokyo, Japan | HPC SL-FP |
| NISSO HPC SSL | Hyprolose | Nippon Soda, Tokyo, Japan | HPC SSL |
| Pharmacoat® 606 | Hypromellose | ShinEtsu, Tokyo, Japan | Pharmacoat 606 |
| Name | Molecular Weight | Particle Size |
|---|---|---|
| HPC SSL-SFP | 40,000 | 330 mesh Pass |
| HPC SSL | 40,000 | 100 mesh Pass |
| HPC SL-FP | 100,000 | 100 mesh Pass |
| No. | L/S (-) | SFL (g) | Screw Speed (1/min) | Powder Feed Rate (g/min) | No. Randomized Order |
|---|---|---|---|---|---|
| 1 | 0.075 | 0.350 | 200 | 70 | 8 |
| 2 | 0.157 | 350 | 55 | 7 | |
| 3 | 0.080 | 500 | 40 | 2 | |
| 4 | 0.088 | 0.350 | 200 | 70 | 4 |
| 5 | 0.157 | 350 | 55 | 1 | |
| 6 | 3 | ||||
| 7 | 11 | ||||
| 8 | 0.080 | 500 | 40 | 6 | |
| 9 | 0.102 | 0.350 | 200 | 70 | 5 |
| 10 | 0.157 | 350 | 55 | 9 | |
| 11 | 0.080 | 500 | 40 | 10 |
| Used Binder | 50 MPa | 100 MPa | 200 MPa | 300 MPa | ||||
|---|---|---|---|---|---|---|---|---|
| ± sd (mg) | CV (%) | ± sd (mg) | CV (%) | ± sd (mg) | CV (%) | ± sd (mg) | CV (%) | |
| Kollidon 30 | 194.84 ± 3.21 | 1.65 | 200.91 ± 3.82 | 1.90 | 197.46 ± 2.63 | 1.33 | 199.77 ± 3.75 | 1.88 |
| Kollidon VA64 | 200.39 ± 4.68 | 2.33 | 199.67 ± 2.85 | 1.43 | 202.01 ± 2.23 | 1.10 | 204.75 ± 2.63 | 1.28 |
| Pharmacoat 606 | 208.89 ± 2.51 | 1.20 | 201.59 ± 3.30 | 1.64 | 198.89 ± 4.53 | 2.28 | 202.37 ± 4.64 | 2.29 |
| HPC SSL-SFP | 205.68 ± 3.12 | 1.51 | 200.23 ± 4.00 | 2.00 | 192.68 ± 7.42 | 3.85 | 192.23 ± 5.04 | 2.62 |
| HPC SSL | 207.90 ± 4.20 | 2.02 | 202.56 ± 2.61 | 1.29 | 201.46 ± 4.46 | 4.46 | 198.09 ± 3.42 | 1.72 |
| HPC SL-FP | 200.50 ± 5.00 | 2.49 | 195.22 ± 5.83 | 2.99 | 200.84 ± 4.92 | 2.45 | 196.71 ± 5.90 | 3.00 |
| Without binder | 201.99 ± 1.72 | 0.85 | 201.63 ± 2.46 | 1.22 | 202.13 ± 2.51 | 1.24 | 197.92 ± 4.54 | 2.30 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Köster, C.; Pohl, S.; Kleinebudde, P. Evaluation of Binders in Twin-Screw Wet Granulation. Pharmaceutics 2021, 13, 241. https://doi.org/10.3390/pharmaceutics13020241
Köster C, Pohl S, Kleinebudde P. Evaluation of Binders in Twin-Screw Wet Granulation. Pharmaceutics. 2021; 13(2):241. https://doi.org/10.3390/pharmaceutics13020241
Chicago/Turabian StyleKöster, Claudia, Sebastian Pohl, and Peter Kleinebudde. 2021. "Evaluation of Binders in Twin-Screw Wet Granulation" Pharmaceutics 13, no. 2: 241. https://doi.org/10.3390/pharmaceutics13020241
APA StyleKöster, C., Pohl, S., & Kleinebudde, P. (2021). Evaluation of Binders in Twin-Screw Wet Granulation. Pharmaceutics, 13(2), 241. https://doi.org/10.3390/pharmaceutics13020241