

Investigation on the Temperature Distribution Uniformity of an Extrusion-Based 3D Print Head and Its Temperature Control Strategy



Abstract
:1. Introduction
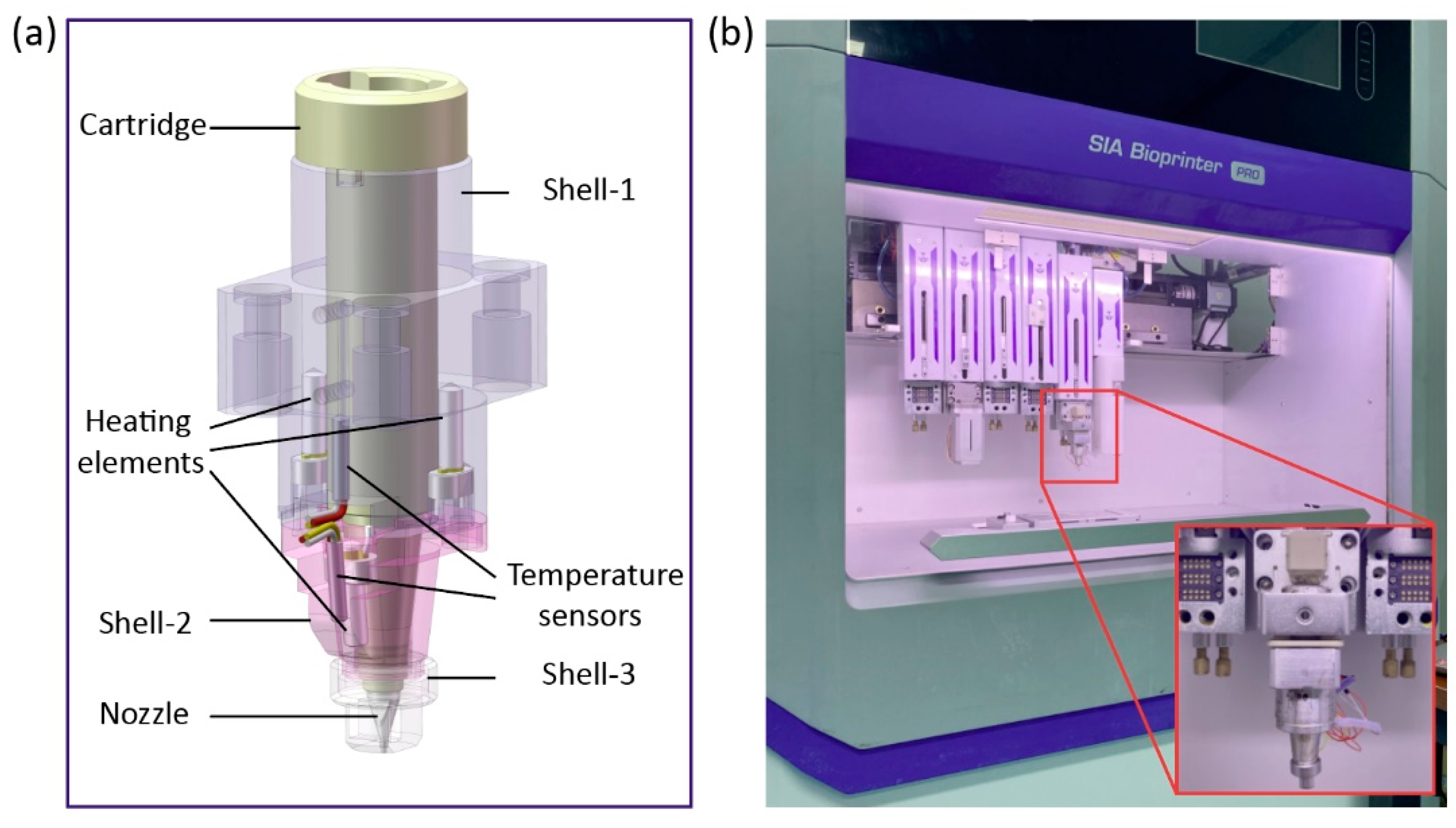
2. A Novel Configuration of Extrusion-Based 3D Print Head
3. Thermal Analysis of the Print Head
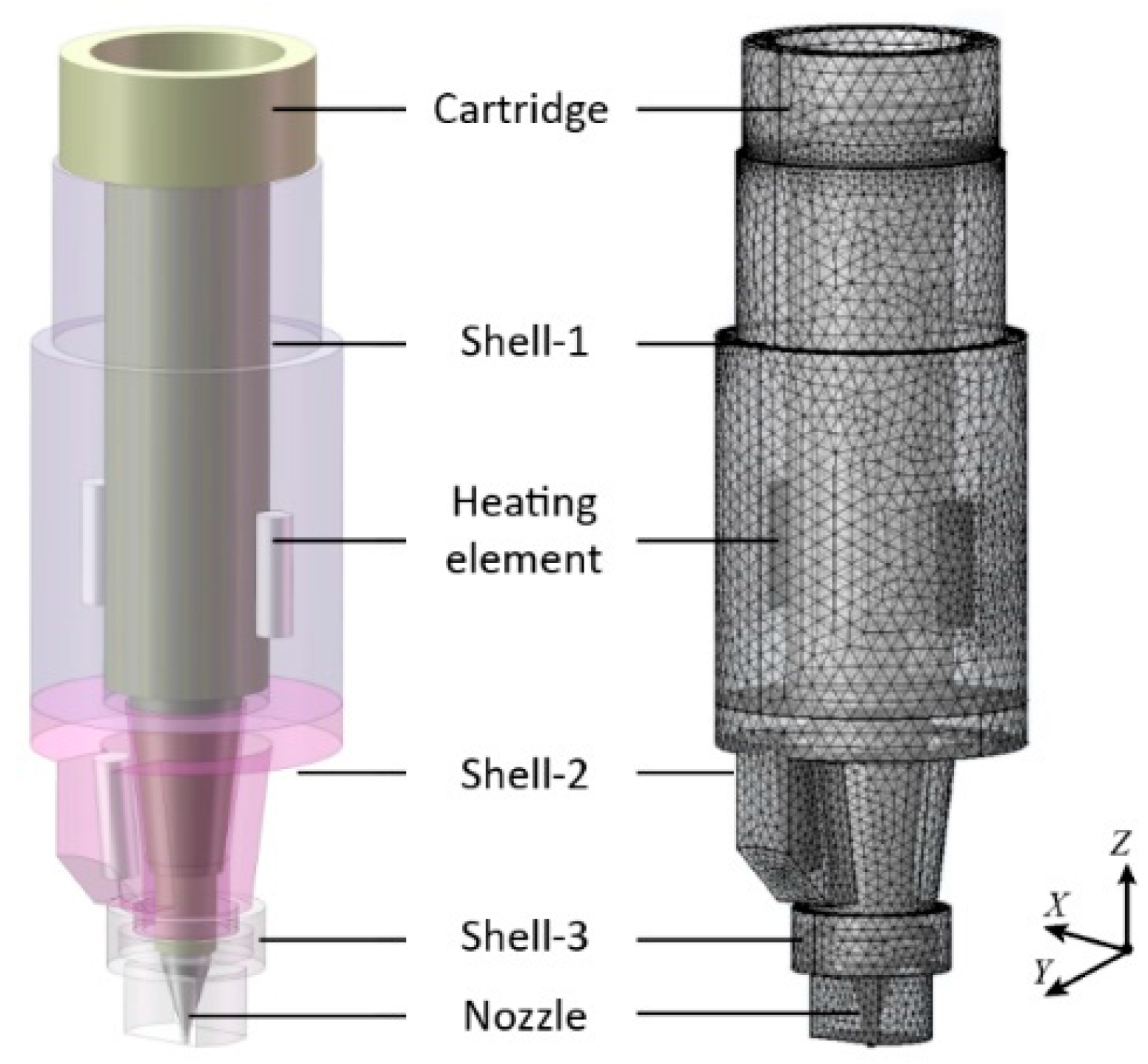
3.1. FEM Modeling for the Print Head
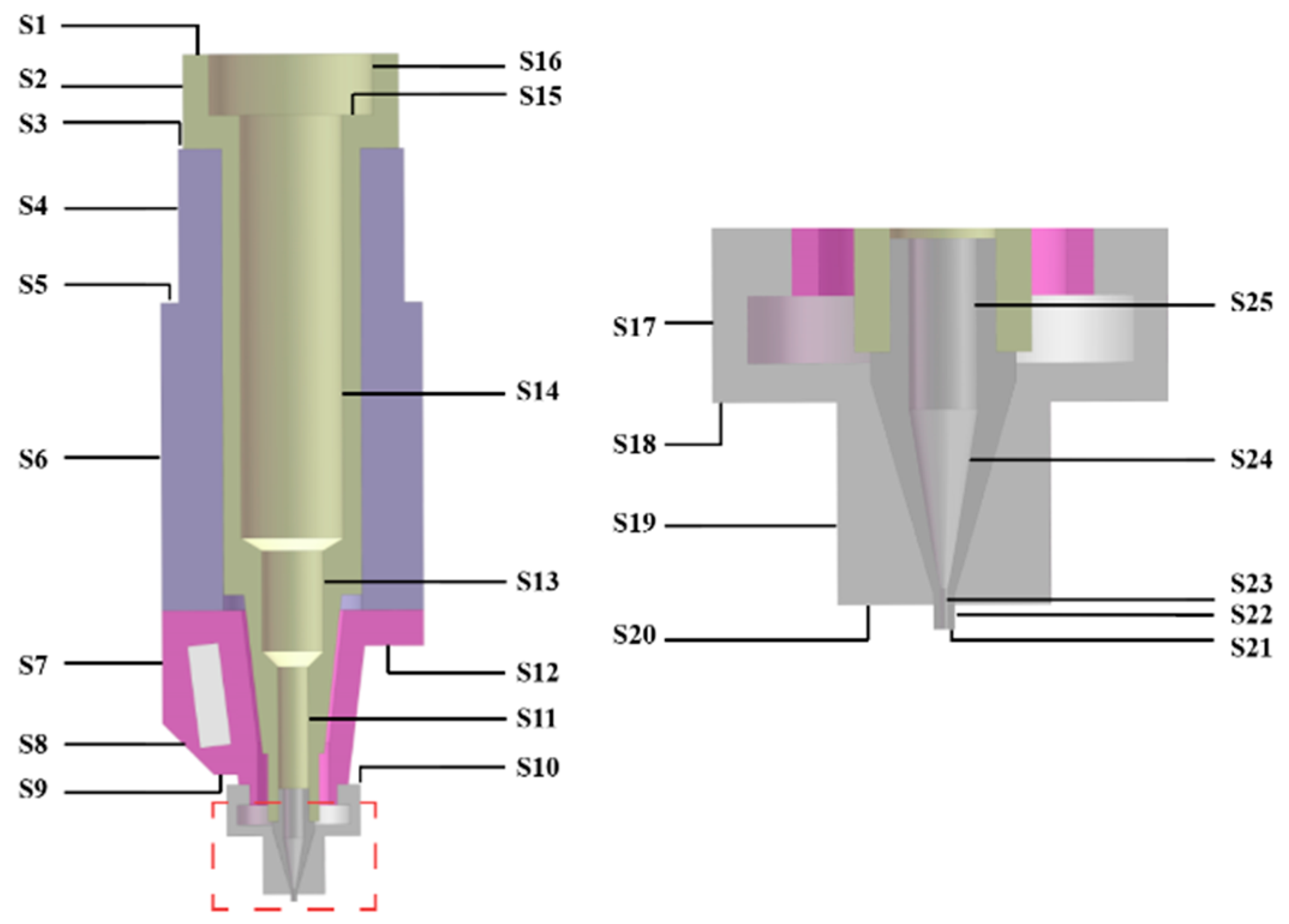
3.2. The Boundary Conditions of the FEM Model
3.2.1. The Heat Source of the Print Device
3.2.2. Thermal Contact Conductance
3.2.3. Convection Heat Transfer Coefficients
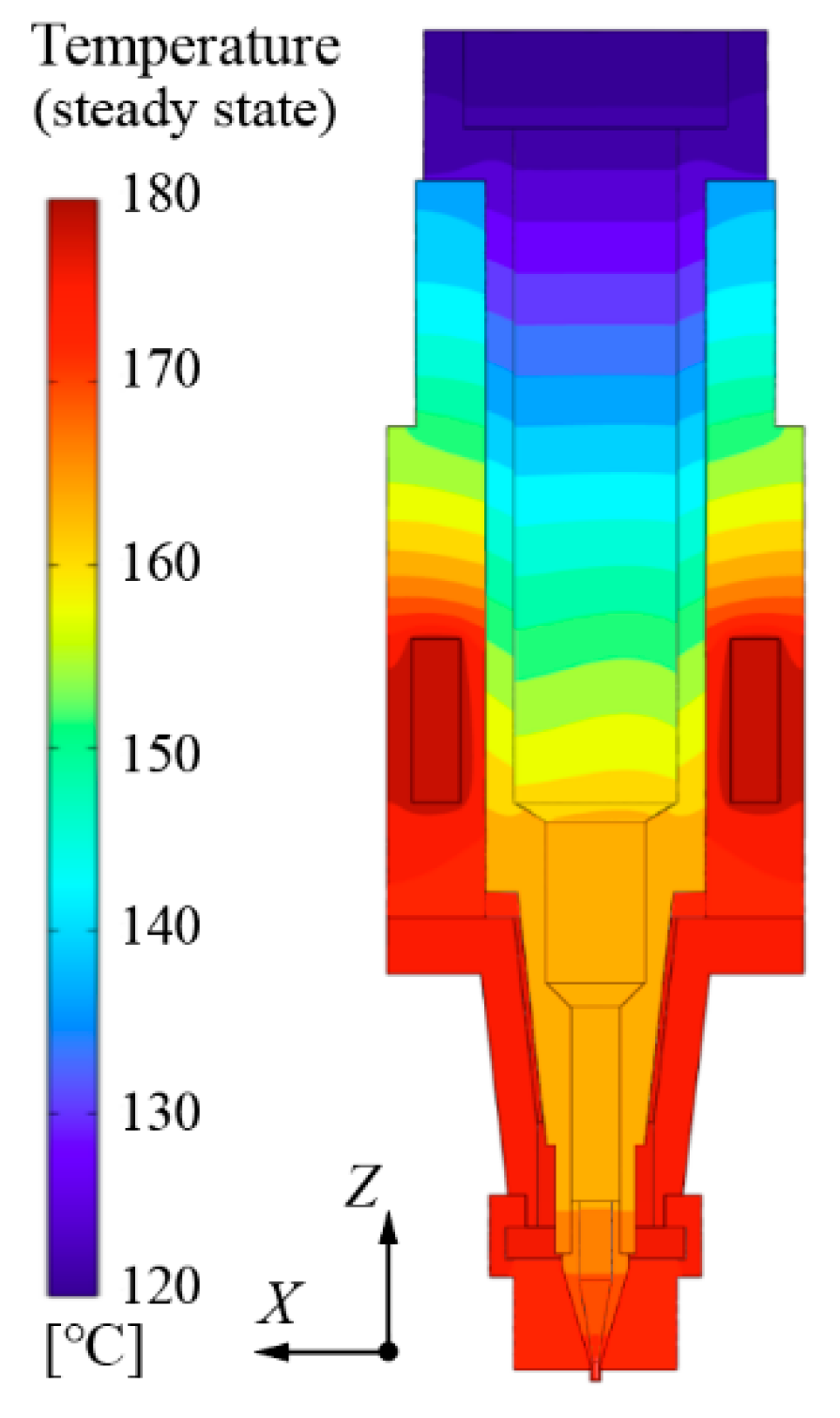
3.2.4. Calculation Results
4. A Novel Temperature Control Strategy Based on the Proposed Print Head
4.1. A Novel Temperature Control Strategy
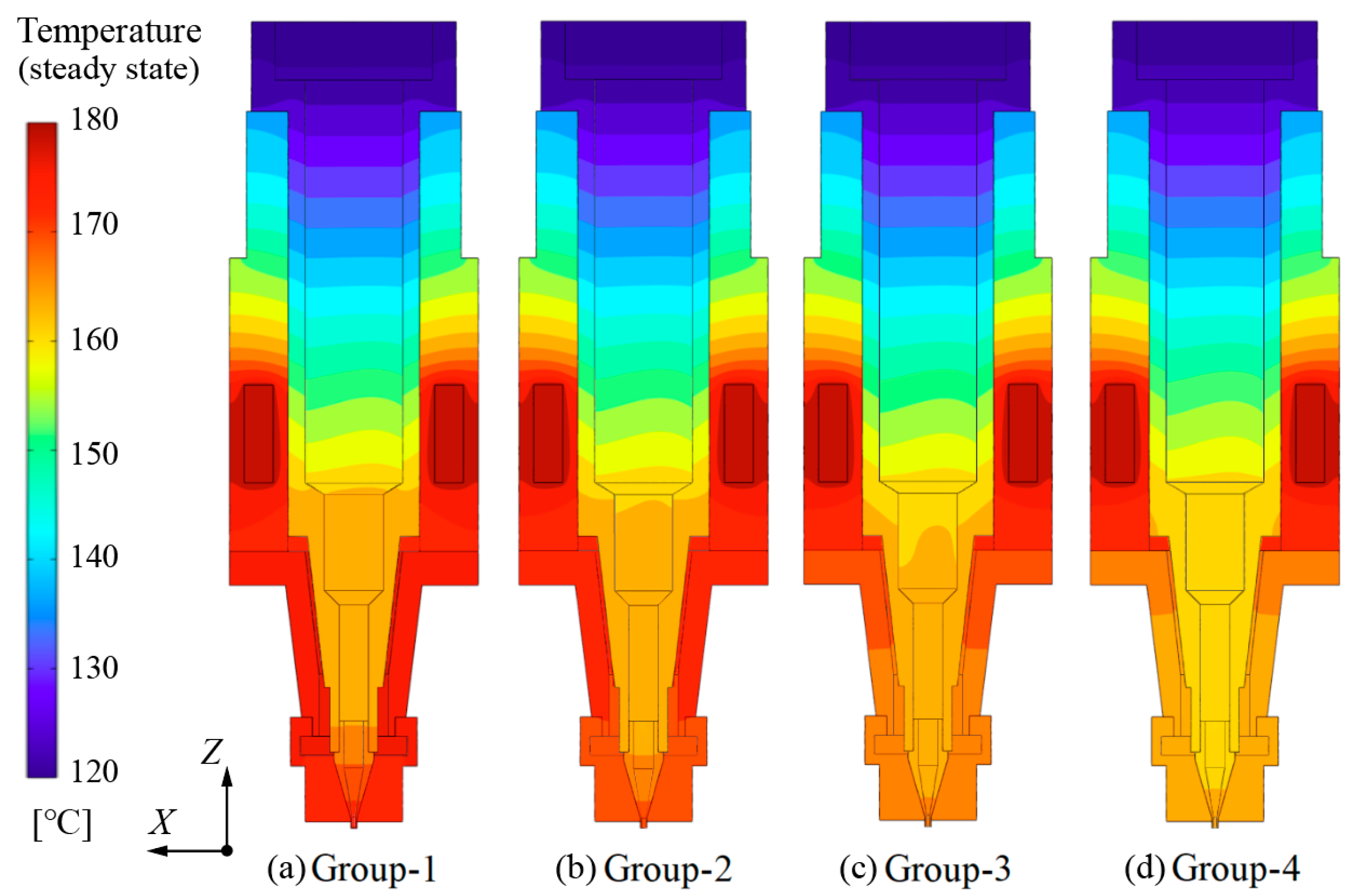
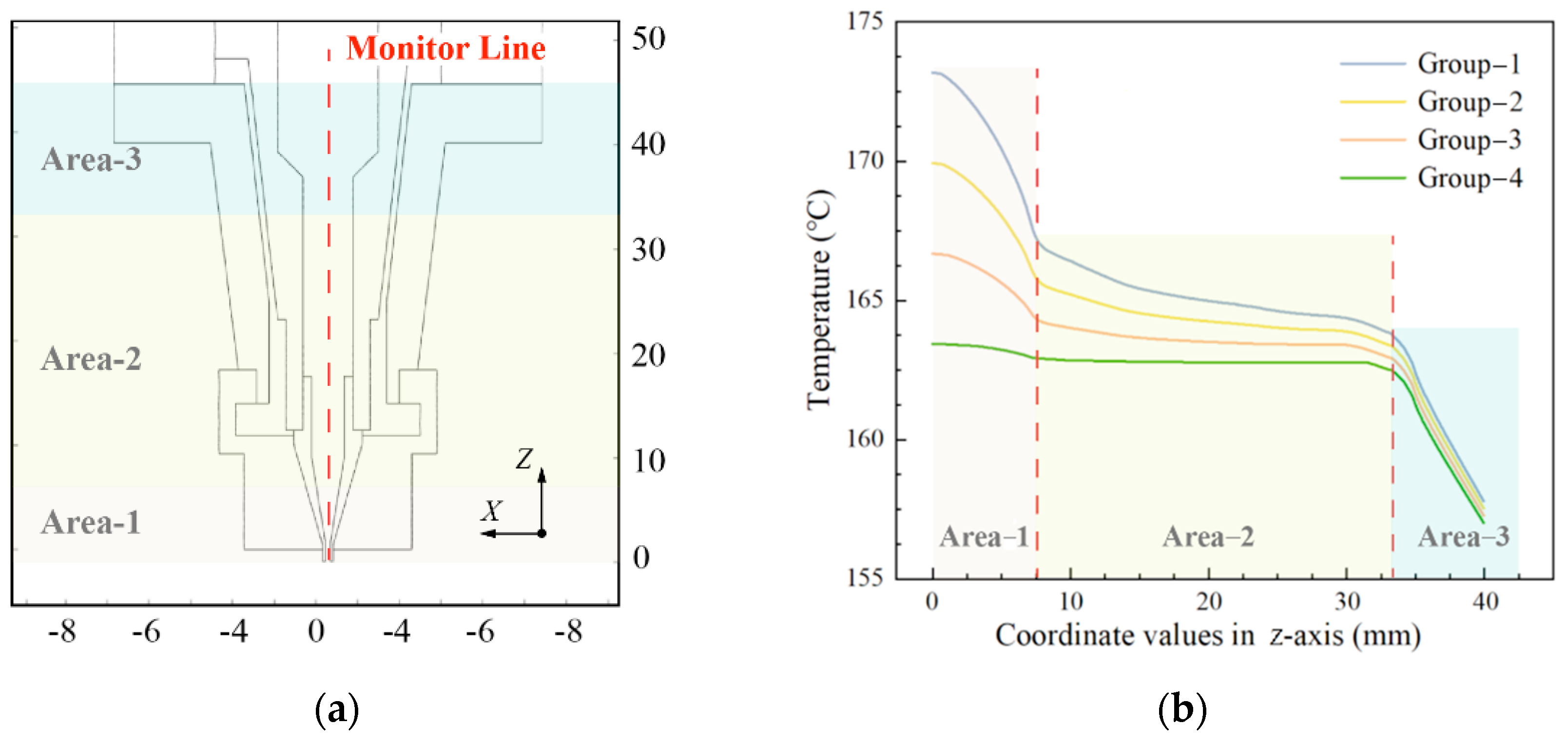
4.2. Simulation Results and Discussion
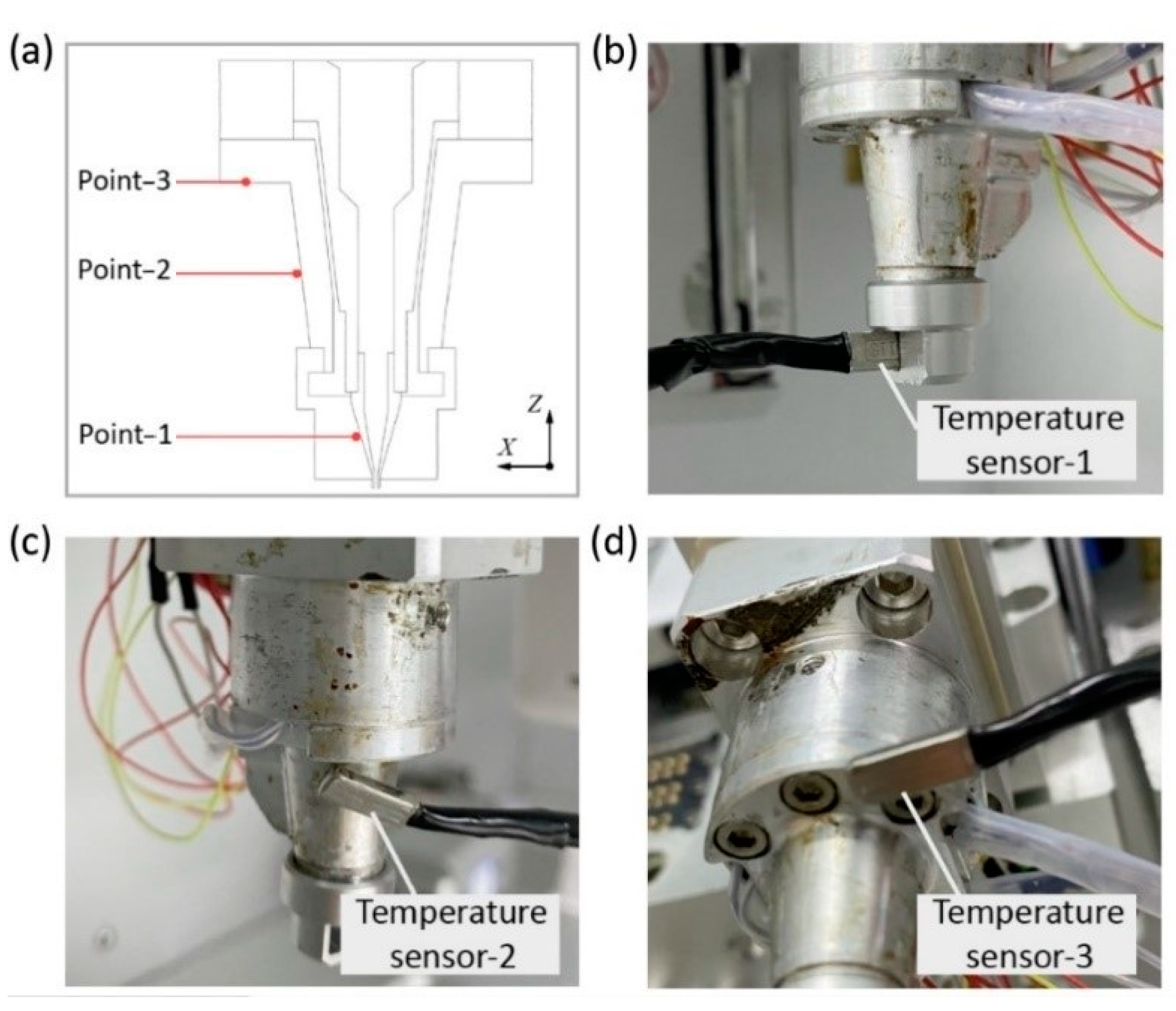
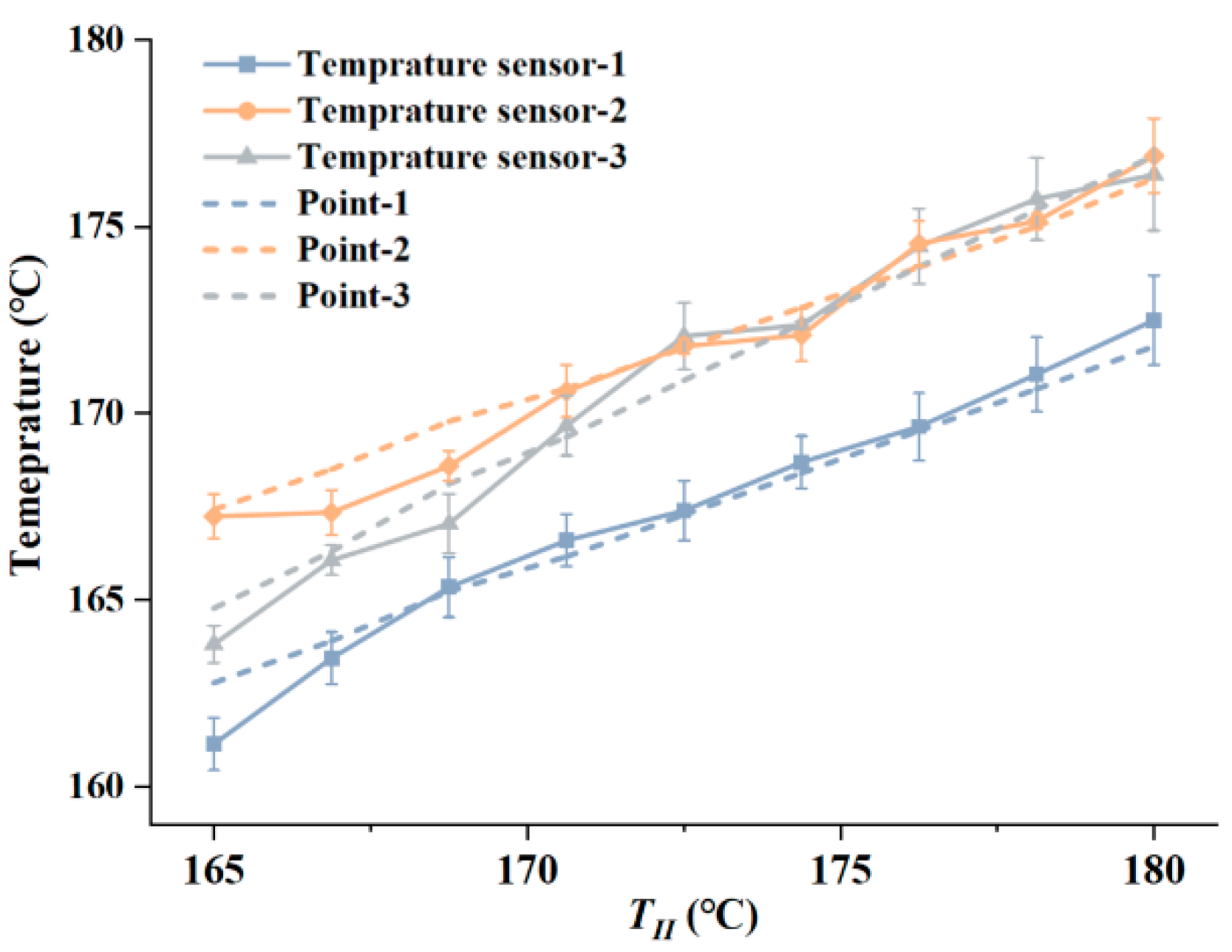
4.3. Experimental Verification for the Simulation Results
5. Printing Trial Based on the Proposed Print Head
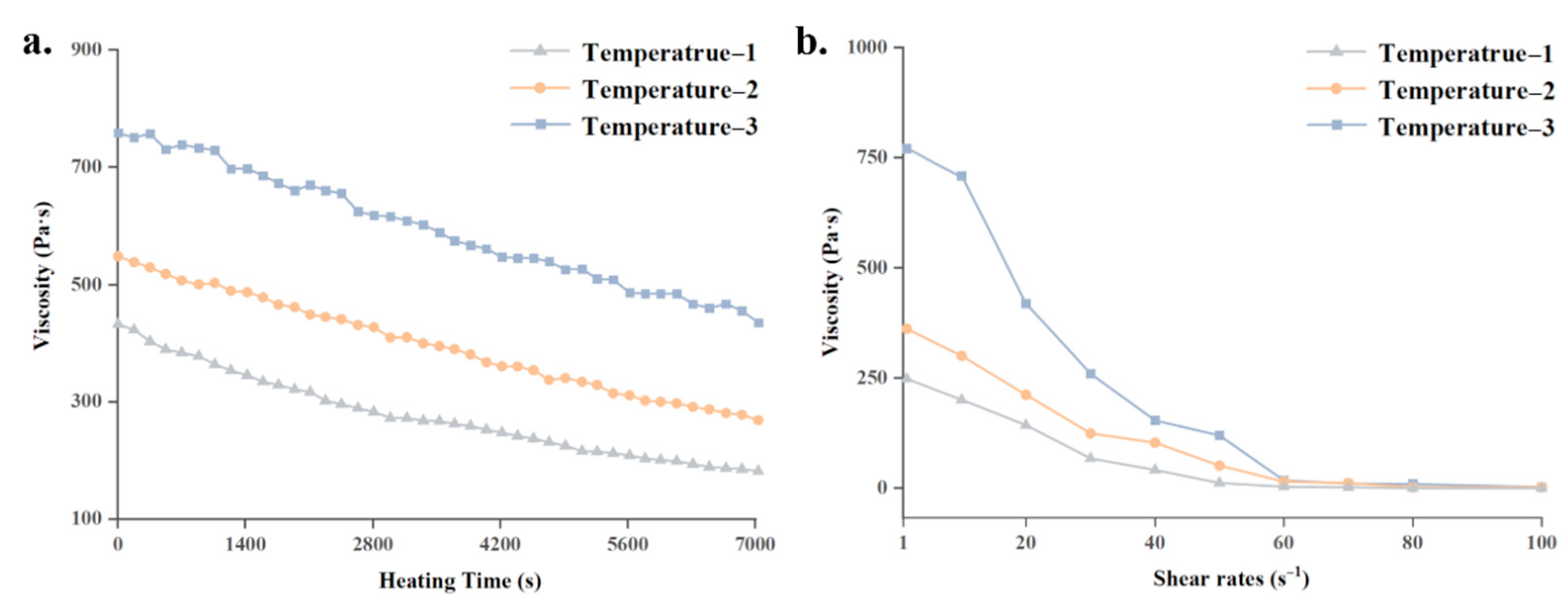
5.1. Rheological Investigation of PLCL
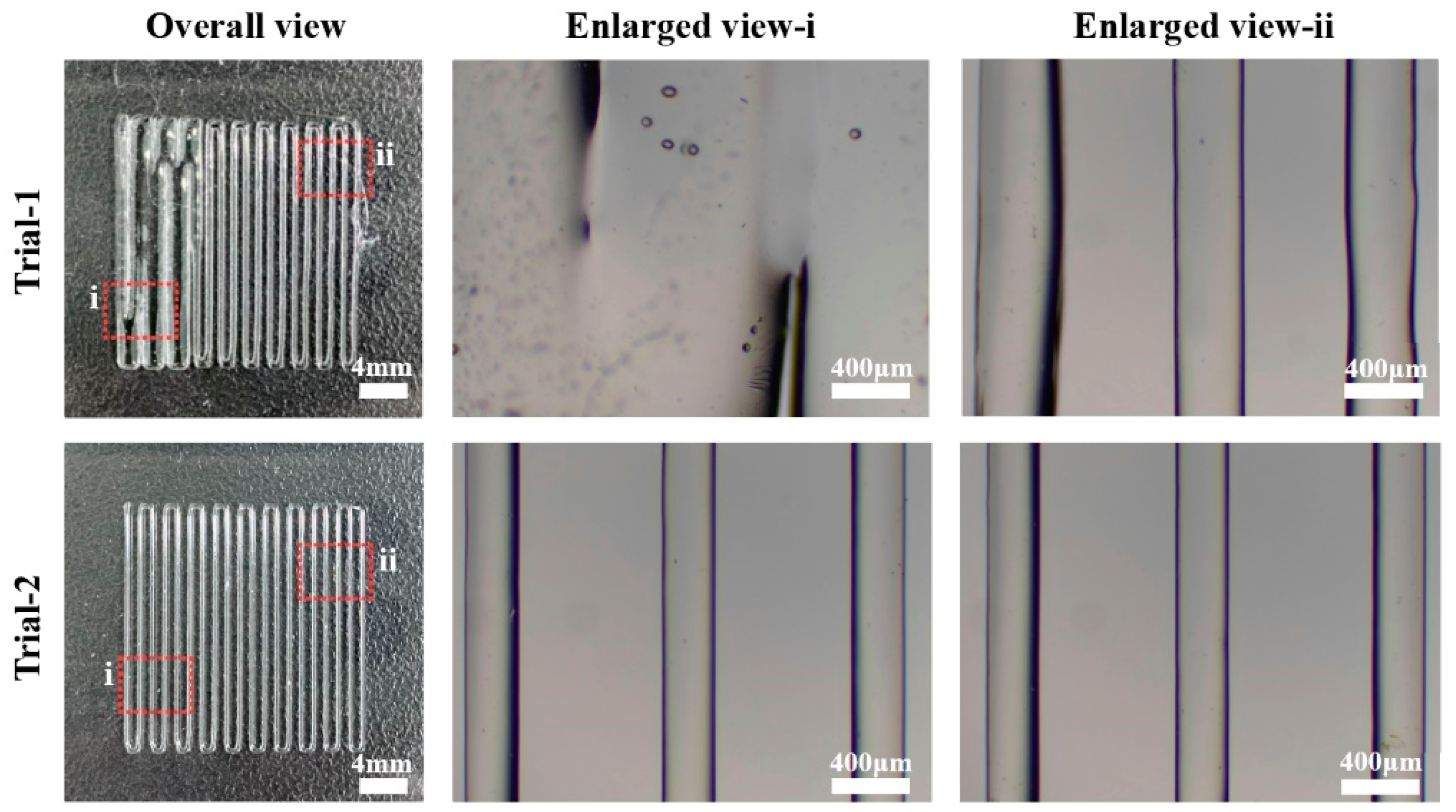
5.2. The Result of Print Trial
6. Future Work
7. Conclusions
- (1)
- The temperature of the two groups of heat sources in the novel print head configuration developed for this study can be regulated separately.
- (2)
- It was verified that the temperature control strategy, proposed on the basis of FEM simulation results and a temperature measuring experiment, can regulate the temperature distribution through the separate control of the two heat resources.
- (3)
- When the temperature of heat sources at the middle and bottom of the print head were defined as 180 °C and 165 °C, respectively, the uniformity of temperature distribution was significantly improved.
- (4)
- The printing trials for PLCL melts showed that higher uniformity of temperature distribution around the nozzle area can improve the uniformity of printed filament diameters.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bateman, M.G.; Durfee, W.K.; Iles, T.L.; Martin, C.M.; Liao, K.; Erdman, A.G.; Iaizzo, P.A. Cardiac Patient–Specific Three-Dimensional Models as Surgical Planning Tools. Surgery 2020, 167, 259–263. [Google Scholar] [CrossRef] [PubMed]
- Daly, A.C.; Prendergast, M.E.; Hughes, A.J.; Burdick, J.A. Bioprinting for the Biologist. Cell 2021, 184, 18–32. [Google Scholar] [CrossRef] [PubMed]
- Nguyen, D.G.; Funk, J.; Robbins, J.B.; Crogan-Grundy, C.; Presnell, S.C.; Singer, T.; Roth, A.B. Bioprinted 3D Primary Liver Tissues Allow Assessment of Organ-Level Response to Clinical Drug Induced Toxicity in Vitro. PLoS ONE 2016, 11, e0158674. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.; Zhang, Y. Tissue Engineering Applications of Three-Dimensional Bioprinting. Cell Biochem. Biophys. 2015, 72, 777–782. [Google Scholar] [CrossRef] [PubMed]
- Liska, R.; Schuster, M.; Inführ, R.; Turecek, C.; Fritscher, C.; Seidl, B.; Schmidt, V.; Kuna, L.; Haase, A.; Varga, F.; et al. Photopolymers for Rapid Prototyping. J. Coat. Technol. Res. 2007, 4, 505–510. [Google Scholar] [CrossRef]
- Grigoryan, B.; Paulsen, S.J.; Corbett, D.C.; Sazer, D.W.; Fortin, C.L.; Zaita, A.J.; Greenfield, P.T.; Calafat, N.J.; Gounley, J.P.; Ta, A.H.; et al. Multivascular Networks and Functional Intravascular Topologies within Biocompatible Hydrogels. Science 2019, 364, 458–464. [Google Scholar] [CrossRef]
- Wang, Z.; Jin, X.; Tian, Z.; Menard, F.; Holzman, J.F.; Kim, K. A Novel, Well-Resolved Direct Laser Bioprinting System for Rapid Cell Encapsulation and Microwell Fabrication. Adv. Healthc. Mater. 2018, 7, 1701249. [Google Scholar] [CrossRef]
- Saunders, R.E.; Derby, B. Inkjet Printing Biomaterials for Tissue Engineering: Bioprinting. Int. Mater. Rev. 2014, 59, 430–448. [Google Scholar] [CrossRef]
- Cheng, E.; Yu, H.; Ahmadi, A.; Cheung, K.C. Investigation of the Hydrodynamic Response of Cells in Drop on Demand Piezoelectric Inkjet Nozzles. Biofabrication 2016, 8, 015008. [Google Scholar] [CrossRef]
- Mironov, V.; Boland, T.; Trusk, T.; Forgacs, G.; Markwald, R.R. Organ Printing: Computer-Aided Jet-Based 3D Tissue Engineering. Trends Biotechnol. 2003, 21, 157–161. [Google Scholar] [CrossRef]
- Zhang, H.; Cong, Y.; Osi, A.R.; Zhou, Y.; Huang, F.; Zaccaria, R.P.; Chen, J.; Wang, R.; Fu, J. Direct 3D Printed Biomimetic Scaffolds Based on Hydrogel Microparticles for Cell Spheroid Growth. Adv. Funct. Mater. 2020, 30, 1910573. [Google Scholar] [CrossRef]
- Jiang, T.; Munguia-Lopez, J.G.; Flores-Torres, S.; Kort-Mascort, J.; Kinsella, J.M. Extrusion Bioprinting of Soft Materials: An Emerging Technique for Biological Model Fabrication. Appl. Phys. Rev. 2019, 6, 011310. [Google Scholar] [CrossRef]
- Ji, S.; Guvendiren, M. Complex 3D Bioprinting Methods. APL Bioeng. 2021, 5, 011508. [Google Scholar] [CrossRef] [PubMed]
- Merceron, T.K.; Burt, M.; Seol, Y.; Kang, H.; Lee, S.J.; Yoo, J.J.; Atala, A. A 3D Bioprinted Complex Structure for Engineering the Muscle-Tendon Unit. Biofabrication 2015, 7, 035003. [Google Scholar] [CrossRef] [PubMed]
- Lee, A.; Hudson, A.R.; Shiwarski, D.J.; Tashman, J.W.; Hinton, T.J.; Yerneni, S.; Bliley, J.M.; Campbell, P.G.; Feinberg, A.W. 3D Bioprinting of Collagen to Rebuild Components of the Human Heart. Science 2019, 365, 482–487. [Google Scholar] [CrossRef] [PubMed]
- Kang, H.; Lee, S.J.; Ko, I.K.; Kengla, C.; Yoo, J.J.; Atala, A. A 3D Bioprinting System to Produce Human-Scale Tissue Constructs with Structural Integrity. Nat. Biotechnol. 2016, 34, 312–319. [Google Scholar] [CrossRef] [PubMed]
- Miller, J.S.; Stevens, K.R.; Yang, M.T.; Baker, B.M.; Nguyen, D.T.; Cohen, D.M.; Toro, E.; Chen, A.A.; Galie, P.A.; Yu, X.; et al. Rapid Casting of Patterned Vascular Networks for Perfusable Engineered Three-Dimensional Tissues. Nat. Mater. 2012, 11, 768–774. [Google Scholar] [CrossRef]
- Hinton, T.J.; Jallerat, Q.; Palchesko, R.N.; Park, J.H.; Grodzicki, M.S.; Shue, H.J.; Ramadan, M.H.; Hudson, A.R.; Feinberg, A.W. Three-Dimensional Printing of Complex Biological Structures by Freeform Reversible Embedding of Suspended Hydrogels. Sci. Adv. 2015, 1, e1500758. [Google Scholar] [CrossRef] [Green Version]
- Duan, R.; Wang, Y.; Zhang, Y.; Wang, Z.; Du, F.; Du, B.; Su, D.; Liu, L.; Li, X.; Zhang, Q. Blending with Poly (L-Lactic Acid) Improves the Printability of Poly(l-Lactide-co-Caprolactone) and Enhances the Potential Application in Cartilage Tissue Engineering. ACS Omega 2021, 6, 18300–18313. [Google Scholar] [CrossRef]
- Shi, Y.; Zhang, K.; Chen, Y.; Zeng, J.; Wang, M. New Approach to Morphological Control for Polypropylene/Polyethylene Blends Via Magnetic Self-Organization. Mater. Des. 2017, 117, 24–36. [Google Scholar] [CrossRef]
- Liu, D.; Nie, W.; Li, D.; Wang, W.; Zheng, L.; Zhang, J.; Zhang, J.; Peng, C.; Mo, X.; He, C. 3D Printed PCL/SrHA Scaffold for Enhanced Bone Regeneration. Chem. Eng. J. 2019, 362, 269–279. [Google Scholar] [CrossRef]
- Radhakrishnan, S.; Nagarajan, S.; Belaid, H.; Farha, C.; Iatsunskyi, I.; Coy, E.; Soussan, L.; Huon, V.; Bares, J.; Belkacemi, K.; et al. Fabrication of 3D Printed Antimicrobial Polycaprolactone Scaffolds for Tissue Engineering Applications. Mater. Sci. Eng. C Mater. Biol. Appl. 2021, 118, 111525. [Google Scholar] [CrossRef]
- Lee, K.S.; Kayumov, M.; Emechebe, G.A.; Kim, D.; Cho, H.; Jeong, Y.; Lee, D.; Park, J.; Park, C.; Kim, C.; et al. A Comparative Study of an Anti-Thrombotic Small-Diameter Vascular Graft with Commercially Available e-PTFE Graft in a Porcine Carotid Model. Tissue Eng. Regen. Med. 2022, 19, 537–551. [Google Scholar] [CrossRef] [PubMed]
- Chang, P.; Li, S.; Sun, Q.; Guo, K.; Wang, H.; Li, S.; Zhang, L.; Xie, Y.; Zheng, X.; Liu, Y. Large Full-Thickness Wounded Skin Regeneration Using 3D-printed Elastic Scaffold with Minimal Functional Unit of Skin. J. Tissue Eng. 2022, 13, 204173142110630. [Google Scholar] [CrossRef] [PubMed]
- Zhang, P.; Gao, Q.; Yu, K.; Yao, Y.; Lu, L. Investigation on the Temperature Control Accuracy of a Print Head for Extrusion 3D Printing and its Improved Design. Biomedicines 2022, 10, 1233. [Google Scholar] [CrossRef]
- Liu, Z.; Wang, G.; Huo, Y.; Zhao, W.; You, Z.; Tan, Z.; Ke, J. Research on Precise Control of 3D Print Nozzle Temperature in PEEK Material. AIP Conf. Proc. 2017, 1890, 040076. [Google Scholar]
- Cooper, M.G.; Mikic, B.B.; Yovanovich, M.M. Thermal Contact Conductance. Int. J. Heat Mass Tran. 1969, 12, 279–300. [Google Scholar] [CrossRef]
- Gao, Q.; Lu, L.; Zhang, R.; Song, L.; Huo, D.; Wang, G. Investigation On the Thermal Behavior of an Aerostatic Spindle System Considering Multi-Physics Coupling Effect. Int. J. Adv. Manuf. Technol. 2019, 102, 3813–3823. [Google Scholar] [CrossRef]
- Incropera, F.P.; DeWitt, D.P.; Bergman, T.L.; Lavine, A.S. Fundamentals of Heat and Mass Transfer, 6th ed.; Chemical Industry Press: Beijing, China, 2007; pp. 350–358. [Google Scholar]
- Lloyd, J.R.; Moran, W.R. Natural Convection Adjacent to Horizontal Surface of Various Planforms. J. Heat Transf. 1974, 96, 443–447. [Google Scholar] [CrossRef]
- Fernández, J.; Etxeberria, A.; Sarasua, J. Synthesis, Structure and Properties of poly(L-lactide-co-epsilon-caprolactone) Statistical Copolymers. J. Mech. Behav. Biomed. 2012, 9, 100–112. [Google Scholar] [CrossRef]
- Tsuji, H.; Yamada, T.; Suzuki, M.; Itsuno, S. Part 7. Effects of poly(L-lactide-co-ε-Caprolactone) on Morphology, Structure, Crystallization, and Physical Properties of Blends of poly(L-lactide) and Poly(ε-Caprolactone). Polym. Int. 2003, 52, 269–275. [Google Scholar] [CrossRef]
- Yu, K.; Gao, Q.; Lu, L.; Zhang, P. A Process Parameter Design Method for Improving the Filament Diameter Accuracy of Extrusion 3D Printing. Materials 2022, 15, 2454. [Google Scholar] [CrossRef] [PubMed]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Thermal Conductivity | Density | Thermal Capacity |
|---|---|---|---|
| Aluminum alloy | 201 W/(m·K) | 2700 kg/m3 | 900 J/(kg·K) |
| Parameters | Values |
|---|---|
| 1.6 μm | |
| 0.4 | |
| 100 kPa | |
| 107 HV |
| Surface | /mm | |
|---|---|---|
| S1 | Horizontal plate | 1.25 |
| S2 | Vertical cylinder | 10.50 |
| S3 | Horizontal plate | 1.14 |
| S4 | Vertical cylinder | 9.00 |
| S5 | Horizontal plate | 8.04 |
| S6 | Vertical cylinder | 50.00 |
| S7 | Vertical cylinder | 20.00 |
| S8 | Vertical plane | 1.50 |
| S9 | Horizontal plate | 0.43 |
| S10 | Horizontal plate | 0.75 |
| S11 | Vertical cylinder | 4.90 |
| S12 | Horizontal plate | 3.09 |
| S13 | Vertical cylinder | 4.90 |
| S14 | Vertical cylinder | 79.24 |
| S15 | Horizontal plate | 0.75 |
| S16 | Vertical cylinder | 1.73 |
| S17 | Vertical cylinder | 3.20 |
| S18 | Horizontal plate | 1.09 |
| S19 | Vertical plane | 5.70 |
| S20 | Horizontal plate | 1.80 |
| S21 | Horizontal plate | 0.08 |
| S22 | Vertical cylinder | 0.40 |
| S23 | Vertical cylinder | 1.01 |
| S24 | Vertical cylinder | 4.75 |
| S25 | Vertical cylinder | 4.70 |
| Group | ||
|---|---|---|
| 1 | 180 °C | 180 °C |
| 2 | 175 °C | |
| 3 | 170 °C | |
| 4 | 165 °C |
| Group | Value |
|---|---|
| Temperature-1 | 170.0 °C |
| Temperature-2 | 166.3 °C |
| Temperature-3 | 162.8 °C |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, Q.; Yu, K.; Chen, F.; Lu, L.; Zhang, P. Investigation on the Temperature Distribution Uniformity of an Extrusion-Based 3D Print Head and Its Temperature Control Strategy. Pharmaceutics 2022, 14, 2108. https://doi.org/10.3390/pharmaceutics14102108
Gao Q, Yu K, Chen F, Lu L, Zhang P. Investigation on the Temperature Distribution Uniformity of an Extrusion-Based 3D Print Head and Its Temperature Control Strategy. Pharmaceutics. 2022; 14(10):2108. https://doi.org/10.3390/pharmaceutics14102108
Chicago/Turabian StyleGao, Qiang, Kaicheng Yu, Fangzheng Chen, Lihua Lu, and Peng Zhang. 2022. "Investigation on the Temperature Distribution Uniformity of an Extrusion-Based 3D Print Head and Its Temperature Control Strategy" Pharmaceutics 14, no. 10: 2108. https://doi.org/10.3390/pharmaceutics14102108
APA StyleGao, Q., Yu, K., Chen, F., Lu, L., & Zhang, P. (2022). Investigation on the Temperature Distribution Uniformity of an Extrusion-Based 3D Print Head and Its Temperature Control Strategy. Pharmaceutics, 14(10), 2108. https://doi.org/10.3390/pharmaceutics14102108