
Introducing Fiber-Assisted Colorimetric Measurements as a Quality Control Tool of Hot Melt Extruded Filaments



Abstract
:1. Introduction
2. Materials and Methods
2.1. Hot Melt Extrusion
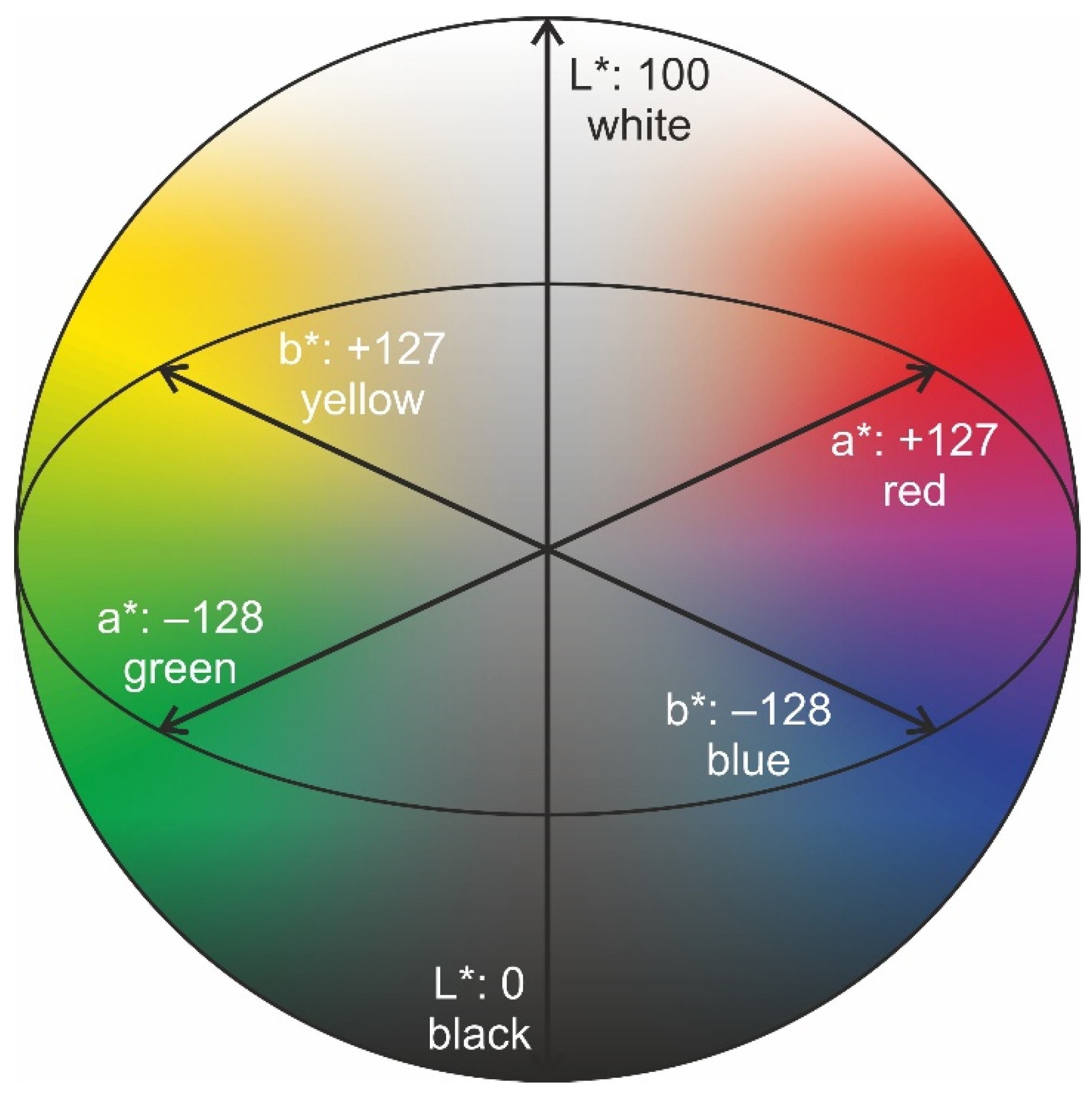
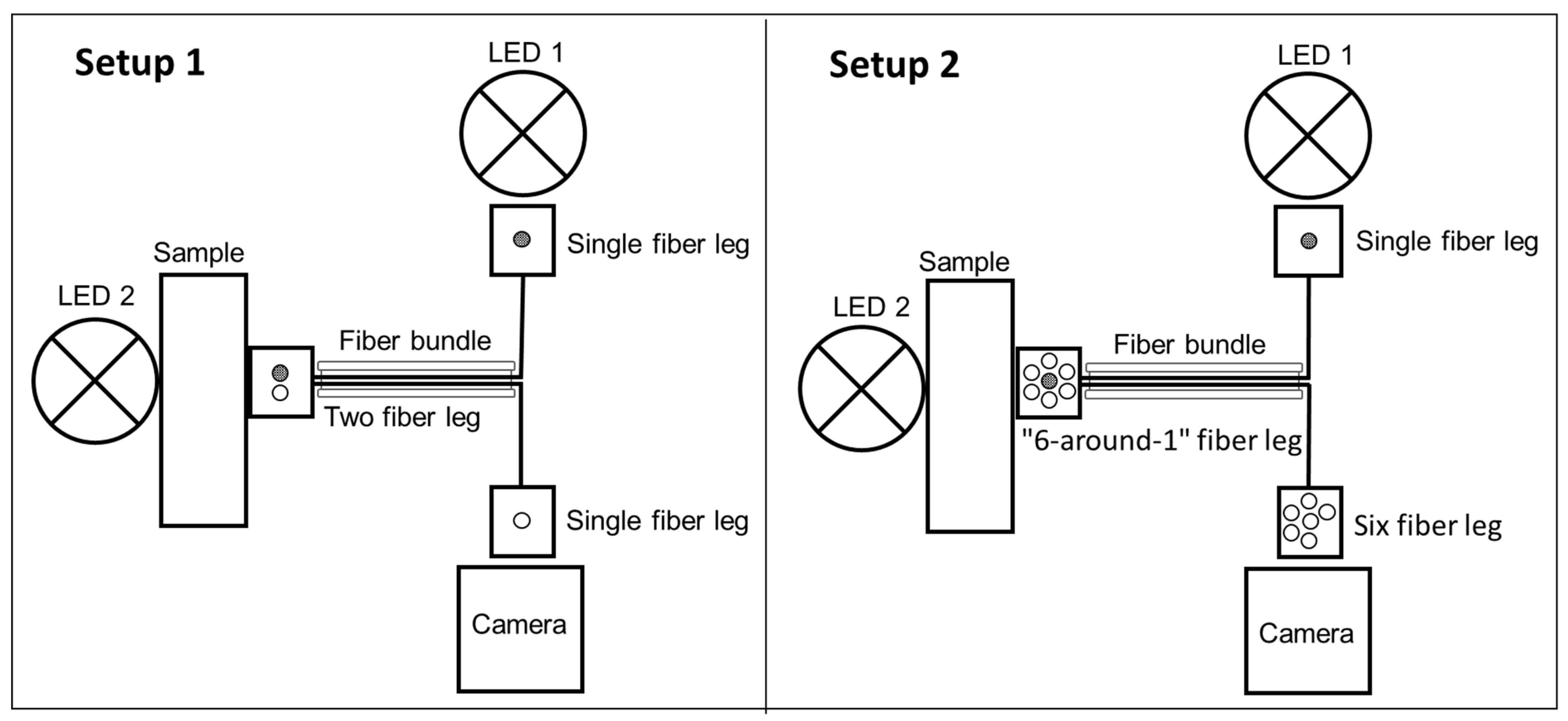
2.2. Colorimetry Measurements of Filaments
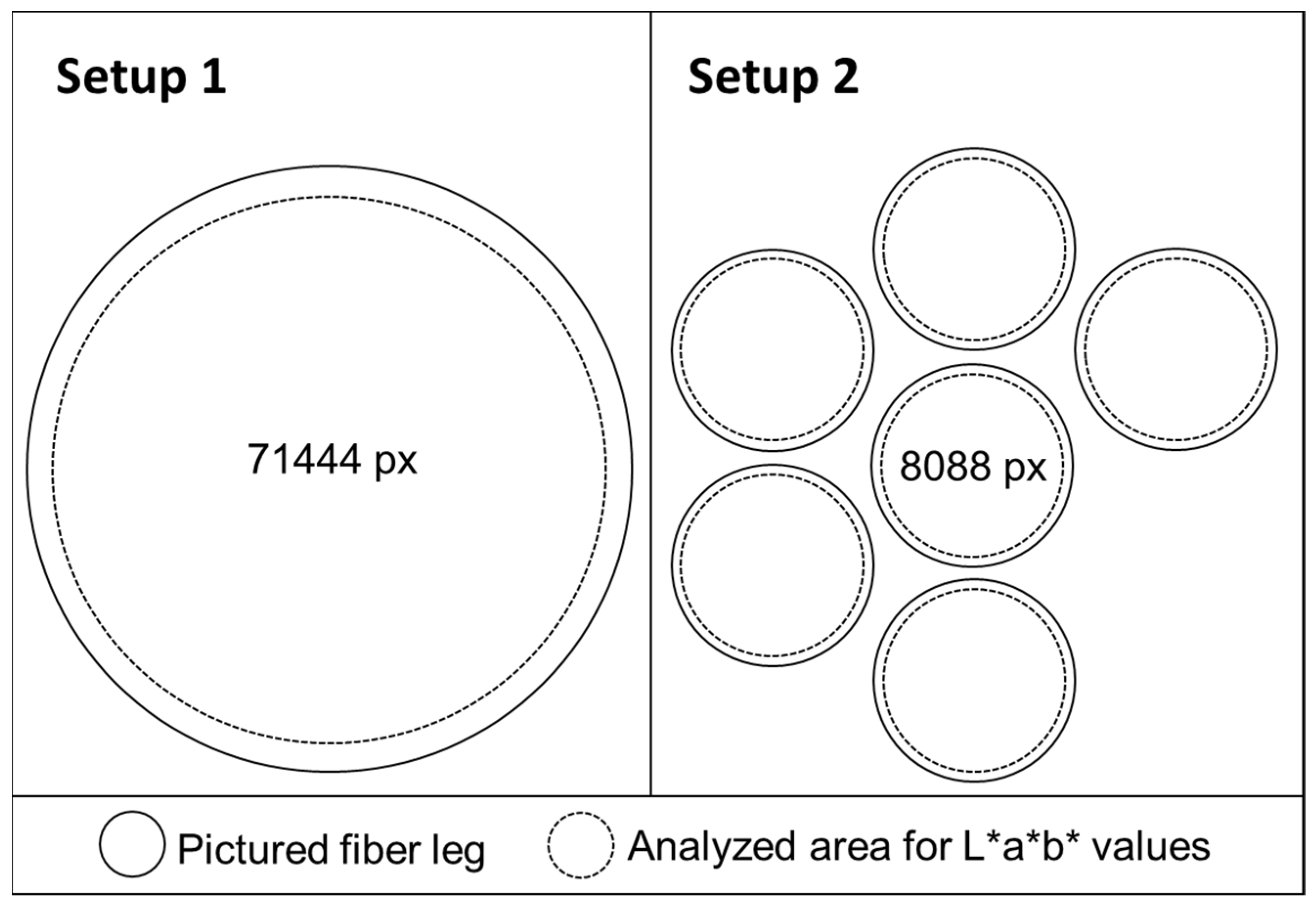
2.3. Data Evaluation of Colorimetry Measurements
2.4. Reference Method for Determination of Drug Content (HPLC-UV)
3. Results
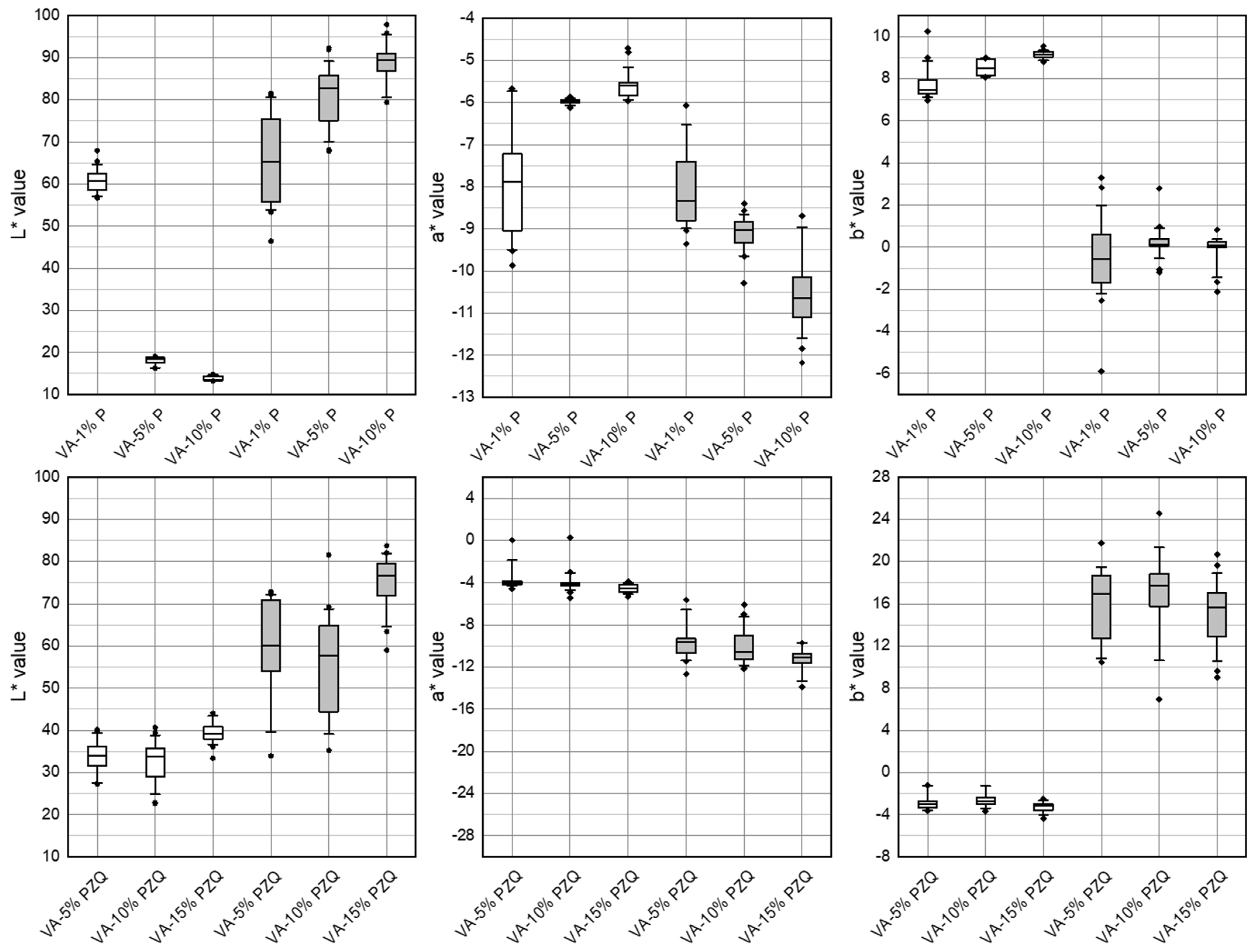
3.1. Transmission and Reflection Measurements of Filaments
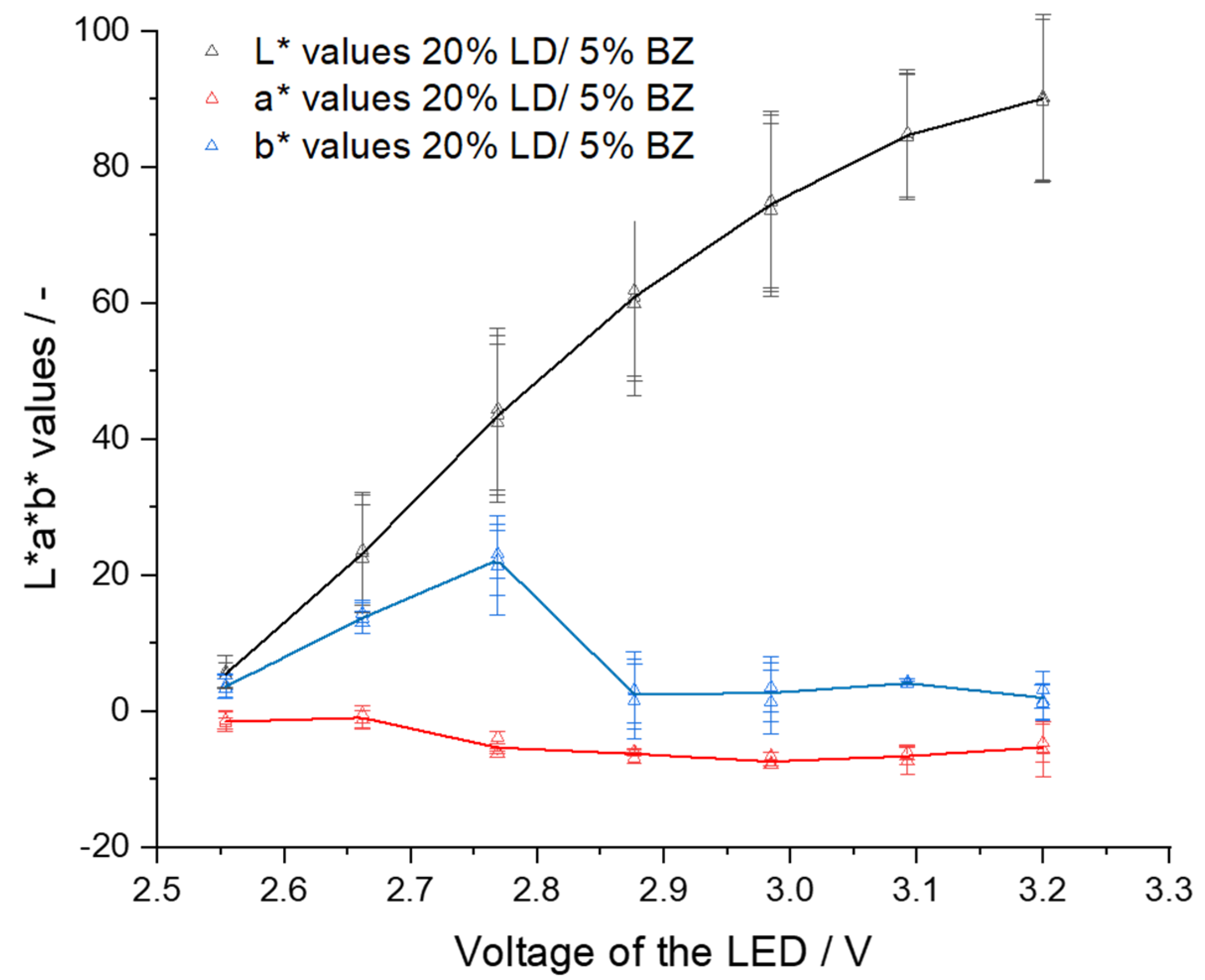
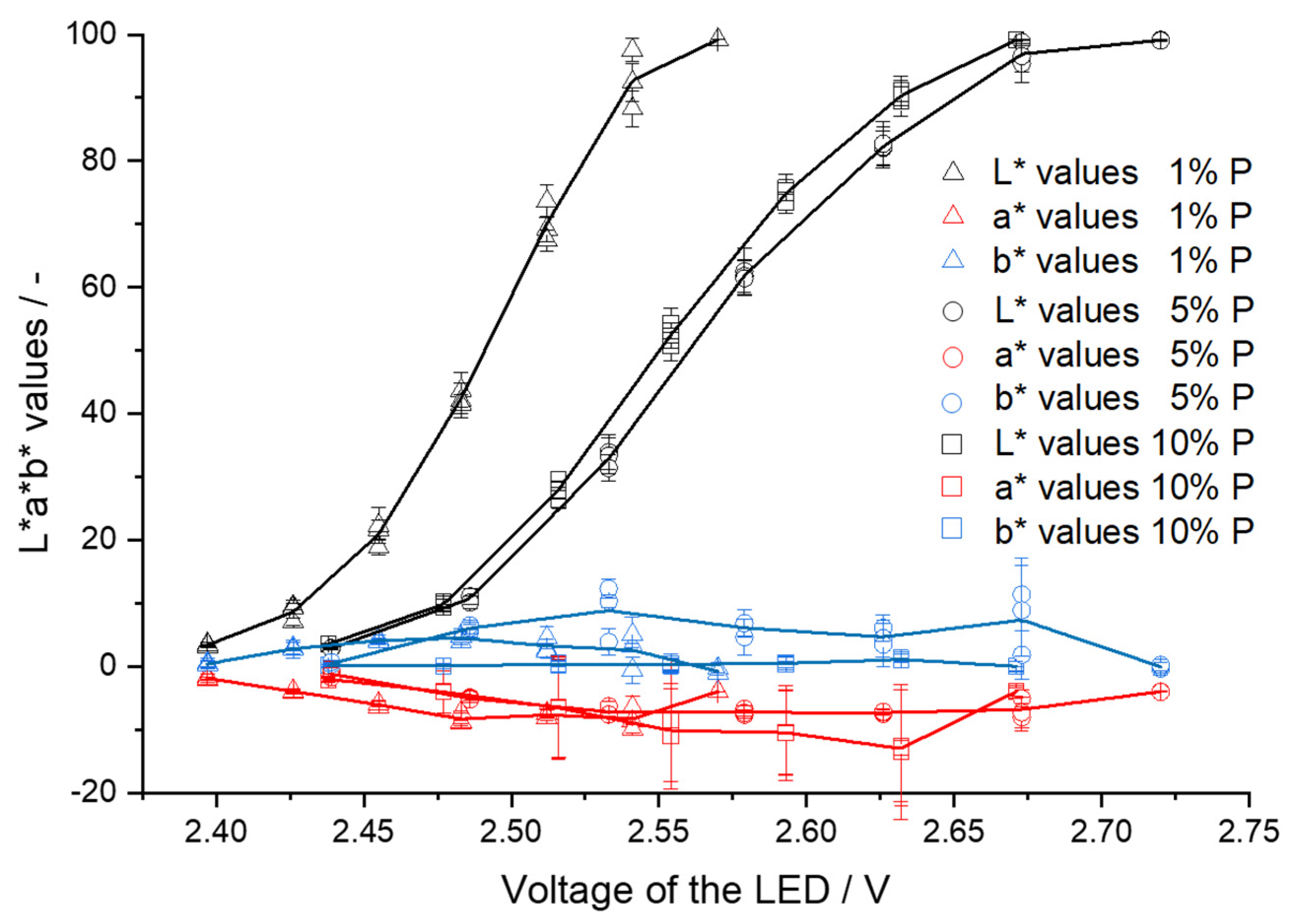
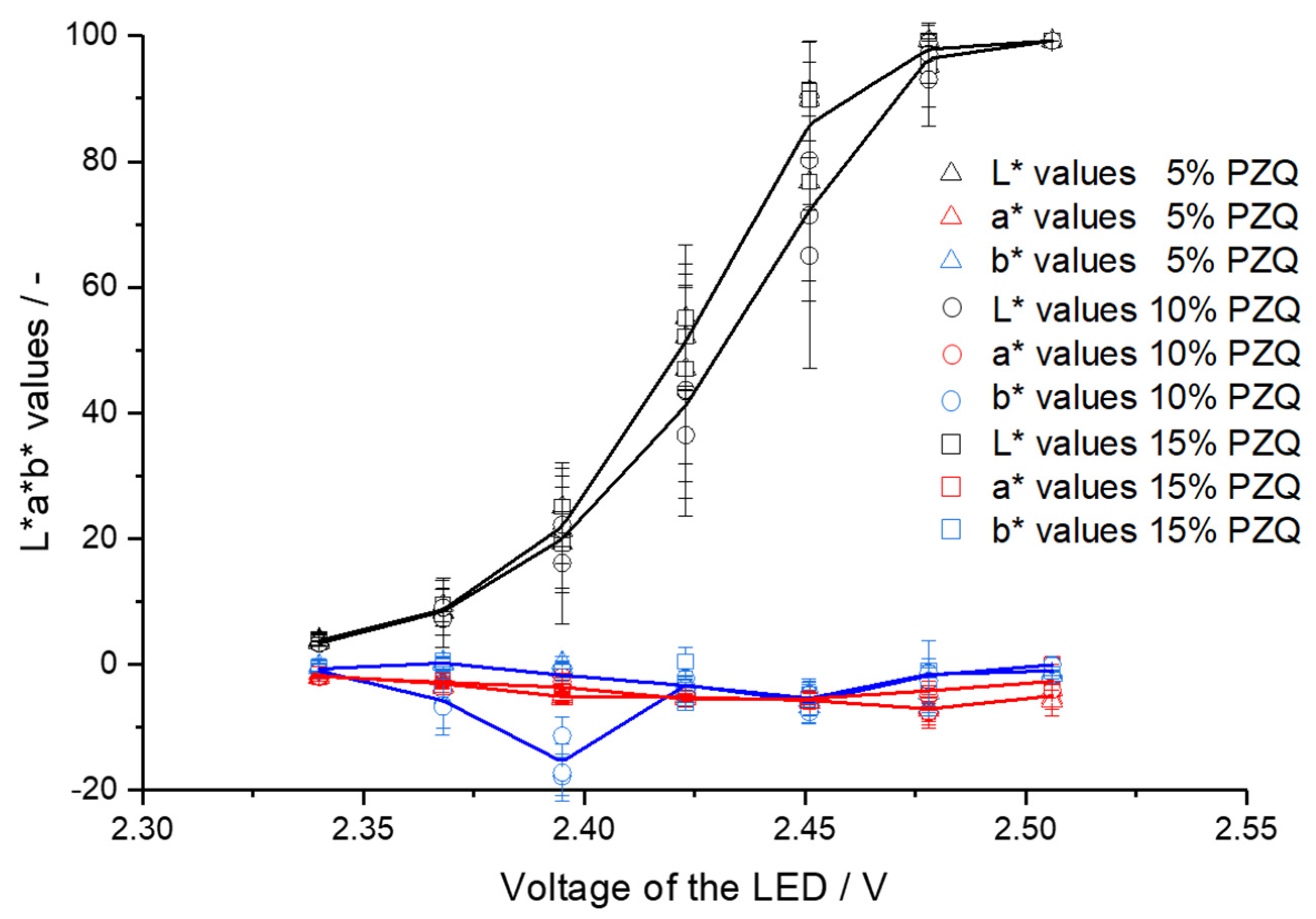
3.2. Optimization of Transmission Measurements with Setup 2 and Voltage Adaption
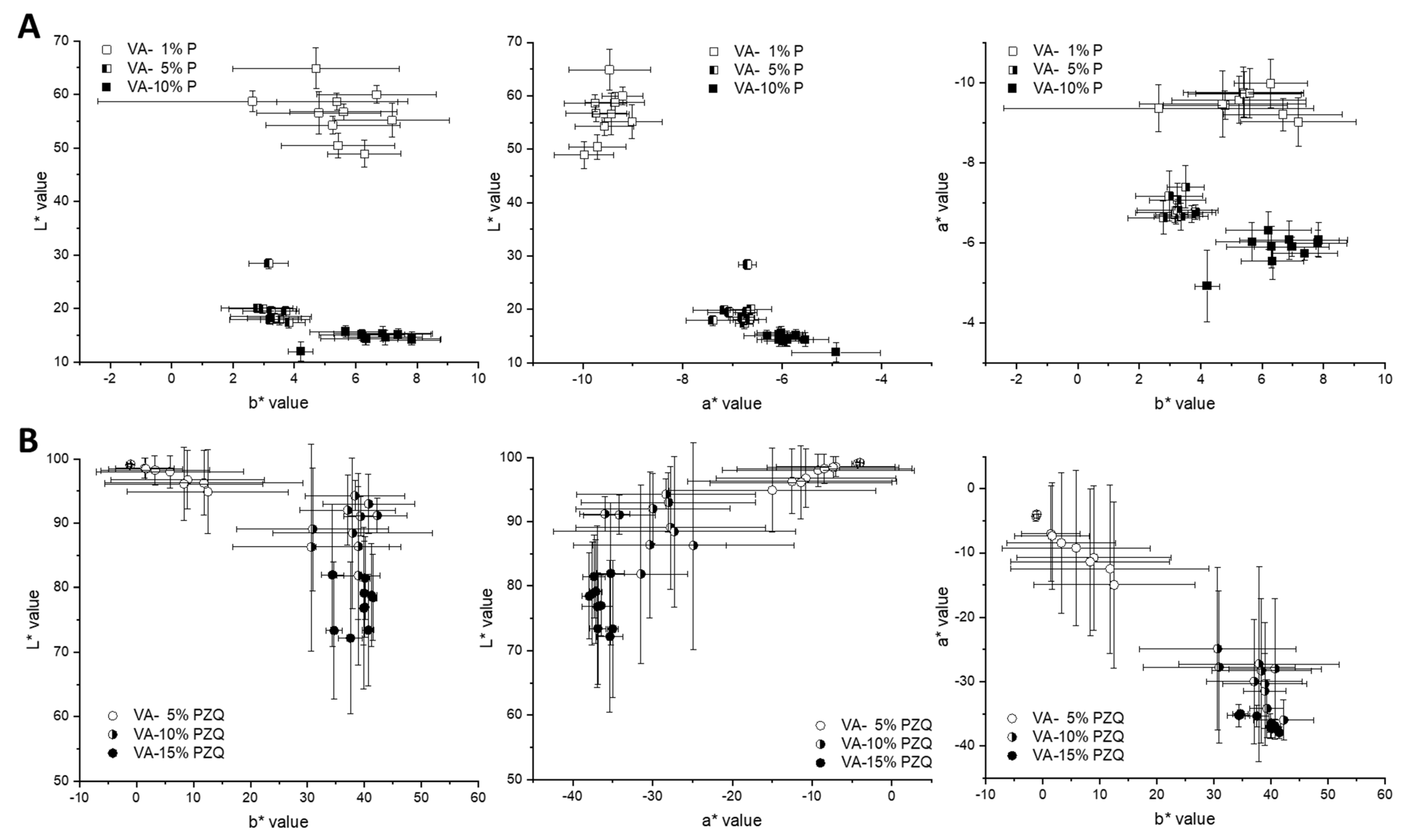
3.3. Color-Coded Filaments
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| 3D | three dimensional |
| ABS | acrylonitrile butadiene styrene |
| API | active pharmaceutical ingredient |
| CIELAB | commission internationale de l’éclairage L*a*b* |
| BZ | benserazide hydrochlorid |
| EC | ethylcellulose |
| EVA | ethylene-vinyl acetate copolymer |
| FDM | fused deposition modeling |
| HME | hot melt extrusion |
| HPLC | high-performance liquid chromatography |
| IC | indigo carmine |
| LD | levodopa |
| P | pramipexole dihydrochloride monohydrate |
| PCL | polycaprolactone |
| PCL-PVAc-PEG | polyvinyl caprolactam-polyvinyl acetate-polyethylene glycol graft copolymer |
| PLA | polylactic acid |
| PoC | point of care |
| PVA | polyvinyl alcohol |
| PZQ | praziquantel |
| QC | quality control |
| RF | riboflavin |
| SMA | subminiature version A |
| Tg | glass transition temperature |
| TPU | thermoplastic polyurethane |
| VA | vinylpyrrolidone-vinyl acetate copolymer |
References
- Tutton, R. Personalizing medicine: Futures present and past. Soc. Sci. Med. 2012, 75, 1721–1728. [Google Scholar] [CrossRef] [PubMed]
- Tappa, K.; Jammalamadaka, U. Novel biomaterials used in medical 3D printing techniques. J. Funct. Biomater. 2018, 9, 17. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tan, D.K.; Maniruzzaman, M.; Nokhodchi, A. Advanced pharmaceutical applications of hot-melt extrusion coupled with fused deposition modelling (FDM) 3D printing for personalised drug delivery. Pharmaceutics 2018, 10, 203. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Melocchi, A.; Uboldi, M.; Cerea, M.; Foppoli, A.; Maroni, A.; Moutaharrik, S.; Palugan, L.; Zema, L.; Gazzaniga, A. A graphical review on the escalation of fused deposition modeling (FDM) 3D printing in the pharmaceutical field. J. Pharm. Sci. 2020, 109, 2943–2957. [Google Scholar] [CrossRef] [PubMed]
- Pravin, S.; Sudhir, A. Integration of 3D printing with dosage forms: A new perspective for modern healthcare. Biomed. Pharmacother. 2018, 107, 146–154. [Google Scholar] [CrossRef] [PubMed]
- ISO 11664-4: 2008/CIE S 014-4: 2007; Colorimetry—Part 4: CIE 1976 L*a*b* uniform colour space. CIE Draft Standard: Vienna, Austria, 2007.
- Lakio, S.; Heinämäki, J.; Yliruusi, J. Colorful Drying. AAPS Pharm. Sci. Tech. 2010, 11, 46–53. [Google Scholar] [CrossRef] [PubMed]
- Chen, Q.; Zhang, C.; Zhao, J.; Ouyang, Q. Recent advances in emerging imaging techniques for non-destructive detection of food quality and safety. Trends Anal. Chem. 2013, 52, 261–274. [Google Scholar] [CrossRef]
- Siddiqui, A.; Nazzal, S. Measurement of surface color as an expedient QC method for the detection of deviations in tablet hardness. Int. J. Pharm. 2007, 341, 173–180. [Google Scholar] [CrossRef]
- Bogdansky, F.M. Measurement of surface color and color difference of tablet colorants by tristimulus colorimetry. J. Pharm. Sci. 1975, 64, 323–328. [Google Scholar] [CrossRef]
- Berberich, J.; Dee, K.-H.; Hayauchi, Y.; Pörtner, C. A new method to determine discoloration kinetics of uncoated white tablets occurring during stability testing—An application of instrumental color measurement in the development pharmaceutics. Int. J. Pharm. 2002, 234, 55–66. [Google Scholar] [CrossRef]
- Gren, T.; Nyström, C. Characterization of surface coverage of coarse particles coated with stearic acid. Int. J. Pharm. 1991, 74, 49–58. [Google Scholar] [CrossRef]
- Barimani, S.; Tomaževič, D.; Meier, R.; Kleinebudde, P. 100% visual inspection of tablets produced with continuous direct compression and coating. Int. J. Pharm. 2022, 121465. [Google Scholar] [CrossRef] [PubMed]
- Wickström, H.; Nyman, J.O.; Indola, M.; Kronberg, L.; Preis, M.; Rantanen, J.; Sandler, N. Colorimetry as Quality Control Tool for Individual Inkjet-Printed Pediatric Formulations. AAPS Pharm. Sci. Tech. 2017, 18, 293–302. [Google Scholar] [CrossRef] [PubMed]
- Frimpong, G.; Adotey, J.; Ofori-Kwakye, K.; Kipo, S.L.; Dwomo-Fokuo, Y. Potential of aqueous extract of Hibiscus sabdariffa calyces as coloring agent in three pediatric oral pharmaceutical formulations. J. Appl. Pharm. Sci. 2014, 4, 1–7. [Google Scholar] [CrossRef]
- Kanekar, H.; Khale, A. Coloring Agents: Current Regulatory Perspective for Coloring Agents Intended for Pharmaceutical & Cosmetic Use. Int. J. Pharm. Phytopharmacol. Res. 2014, 2, 1–20. [Google Scholar]
- Deshpande, A.A.; Shah, N.H.; Rhodes, C.T.; Malick, W. Development of a novel controlled-release system for gastric retention. Pharm. Res. 1997, 14, 815–819. [Google Scholar] [CrossRef] [PubMed]
- Roggo, Y.; Jent, N.; Edmond, A.; Chalus, P.; Ulmschneider, M. Characterizing process effects on pharmaceutical solid forms using near-infrared spectroscopy and infrared imaging. Eur. J. Pharm. Biopharm. 2005, 61, 100–110. [Google Scholar] [CrossRef]
- Quodbach, J.; Bogdahn, M.; Breitkreutz, J.; Chamberlain, R.; Eggenreich, K.; Elia, A.G.; Gottschalk, N.; Gunkel-Grabole, G.; Hoffmann, L.; Kapote, D.; et al. Quality of FDM 3D Printed Medicines for Pediatrics: Considerations for Formulation Development, Filament Extrusion, Printing Process and Printer Design. Ther. Innov. Regul. Sci. 2021. [Google Scholar] [CrossRef]
- Chamberlain, R.; Windolf, H.; Geissler, S.; Quodbach, J.; Breitkreutz, J. Precise Dosing of Pramipexole for Low-Dosed Filament Production by Hot Melt Extrusion Applying Various Feeding Methods. Pharmaceutics 2022, 14, 216. [Google Scholar] [CrossRef]
- Schneider, C.; Langer, R.; Loveday, D.; Hair, D. Applications of ethylene vinyl acetate copolymers (EVA) in drug delivery systems. J. Control Release 2017, 262, 284–295. [Google Scholar] [CrossRef]
- Basf. Kollidon VA 64, Technical Information. 2019. Available online: https://pharma.basf.com/technicalinformation/30499398/kollidon-va-64 (accessed on 10 April 2022).
- Chamberlain, R.; Windolf, H.; Burckhardt, B.B.; Breitkreutz, J.; Fischer, B. Embedding a Sensitive Liquid-Core Waveguide UV Detector into an HPLC-UV System for Simultaneous Quantification of Differently Dosed Active Ingredients during Drug Release. Pharmaceutics 2022, 14, 639. [Google Scholar] [CrossRef] [PubMed]
- European Pharmacopoeia Commission. 10.0/0292 Riboflavinum. In European Pharmacopoeia; European Pharmacopoeia Commission: Strasbourg, France, 2020; p. 5529. [Google Scholar]
- Del Mar Pérez, M.; Ghinea, R.; Rivas, M.J.; Yebra, A.; Ionescu, A.M.; Paravina, R.D.; Herrera, L.J. Development of a customized whiteness index for dentistry based on CIELAB color space. Dent. Mater. 2016, 32, 461–467. [Google Scholar] [CrossRef] [PubMed]
- Gill, H.S.; Prausnitz, M.R. Coating formulations for microneedles. Pharm. Res. 2007, 24, 1369–1380. [Google Scholar] [CrossRef] [PubMed]
- Vidal, D.T.R.; Augelli, M.A.; Do Lago, C.L. Determination of sildenafil and vardenafil by capillary zone electrophoresis using capacitively coupled contactless conductivity detection. Anal. Methods 2013, 5, 2041–2045. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Polymer | Temperature Profile in Zone 2–10/°C | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |
| EVA | 20 | 20 | 50 | 85 | 85 | 85 | 85 | 85 | 85 |
| VA | 20 | 30 | 75 | 165 | 180 | 180 | 180 | 180 | 180 |
| Transmission | Reflection | Drug Content/% | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| L* Value | a* Value | b* Value | L* Value | a* Value | b* Value | |||||||||
| Batch VA- | Q1–Q3 | Q1–Q3 | Q1–Q3 | Q1–Q3 | Q1–Q3 | Q1–Q3 | SD | |||||||
| 1% P | 60.3 | 4.5 | −7.9 | 1.9 | 7.4 | 0.6 | 66.7 | 19.9 | −8.3 | 1.5 | −0.5 | 2.3 | 0.98 | 0.15 |
| 5% P | 18.4 | 1.3 | −5.9 | 0.1 | 8.5 | 0.8 | 82.6 | 11.4 | −9.0 | 0.5 | 0.1 | 0.3 | 5.01 | 0.13 |
| 10% P | 13.4 | 1.2 | −5.6 | 0.3 | 9.1 | 0.3 | 88.3 | 7.5 | −10.6 | 1.0 | 0.1 | 0.2 | 10.02 | 0.09 |
| 5% PZQ | 32.7 | 6.6 | −4.0 | 0.4 | −3.0 | 0.7 | 60.1 | 17.3 | −9.6 | 1.5 | 17.0 | 6.3 | 4.98 | 0.11 |
| 10% PZQ | 33.8 | 8.0 | −4.1 | 0.3 | −2.7 | 0.7 | 57.0 | 20.5 | −10.5 | 2.3 | 17.8 | 3.5 | 10.00 | 0.12 |
| 15% PZQ | 39.1 | 3.1 | −4.5 | 0.7 | −3.2 | 0.7 | 76.6 | 8.5 | −11.1 | 0.9 | 15.6 | 4.3 | 15.01 | 0.09 |
| Setup 2 | Filament | Fibers | L*, a*, b* Values of Fibers 1–6 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | 6 | ||||
 | VA-1% P |  | L* | 58.9 | 57.6 | 53.6 | 56.6 | 55.1 | 49.8 |
| a* | −8.6 | −8.7 | −9.0 | −9.1 | −10.2 | −8.1 | |||
| b* | 9.0 | 8.6 | 6.1 | 8.3 | 7.4 | 4.0 | |||
| VA-5% P |  | L* | 19.7 | 19.3 | 20.6 | 19.4 | 20.4 | 21.3 | |
| a* | −7.0 | −6.8 | −6.7 | −6.9 | −6.8 | −5.9 | |||
| b* | 3.7 | 4.2 | 4.2 | 4.1 | 4.2 | 3.9 | |||
| VA-10% P |  | L* | 13.3 | 13.2 | 16.0 | 13.2 | 15.0 | 16.9 | |
| a* | −6.0 | −5.7 | −7.0 | −7.7 | −7.1 | −7.0 | |||
| b* | 3.7 | 4.2 | 4.2 | 4.2 | 4.2 | 3.9 | |||
| Batch | Pictures of Filaments | Voltage of LED with Corresponding Image of the 6-Fiber Leg | ||||
|---|---|---|---|---|---|---|
| EC- 20% LD/ 5% BZ |  | 2.30 | 2.40 | 2.50 | 2.80 | 3.20 |
| VA- 5% P |  | 2.30 | 2.40 | 2.50 | 2.80 | 3.20 |
| VA- 10% PZQ |  | 2.30 | 2.40 | 2.50 | 2.80 | 3.20 |
| Batch VA- | PZQ Content/% | RF Content/% | IC Content/% | |||
|---|---|---|---|---|---|---|
| SD | SD | SD | ||||
| 5% PZQ-0.1% RF-0.1% IC | 4.99 | 0.10 | 0.099 | 0.012 | 0.102 | 0.012 |
| 10% PZQ-0.1% RF-0.3% IC | 10.02 | 0.09 | 0.098 | 0.011 | 0.299 | 0.009 |
| 15% PZQ-0.1% RF-0.5% IC | 15.02 | 0.12 | 0.099 | 0.011 | 0.500 | 0.009 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chamberlain, R.; Mangiorou, E.; Fischer, B. Introducing Fiber-Assisted Colorimetric Measurements as a Quality Control Tool of Hot Melt Extruded Filaments. Pharmaceutics 2022, 14, 1055. https://doi.org/10.3390/pharmaceutics14051055
Chamberlain R, Mangiorou E, Fischer B. Introducing Fiber-Assisted Colorimetric Measurements as a Quality Control Tool of Hot Melt Extruded Filaments. Pharmaceutics. 2022; 14(5):1055. https://doi.org/10.3390/pharmaceutics14051055
Chicago/Turabian StyleChamberlain, Rebecca, Eirini Mangiorou, and Björn Fischer. 2022. "Introducing Fiber-Assisted Colorimetric Measurements as a Quality Control Tool of Hot Melt Extruded Filaments" Pharmaceutics 14, no. 5: 1055. https://doi.org/10.3390/pharmaceutics14051055
APA StyleChamberlain, R., Mangiorou, E., & Fischer, B. (2022). Introducing Fiber-Assisted Colorimetric Measurements as a Quality Control Tool of Hot Melt Extruded Filaments. Pharmaceutics, 14(5), 1055. https://doi.org/10.3390/pharmaceutics14051055