
Influence of the Binder Jetting Process Parameters and Binder Liquid Composition on the Relevant Attributes of 3D-Printed Tablets


Abstract
:1. Introduction
2. Materials and Methods
2.1. Powder Bed Materials and Blending
2.2. Binding Liquid Preparation
2.3. Particle Size and Flowability of Powder Blends
2.4. Properties of Binding Fluids
2.5. Contact Angle
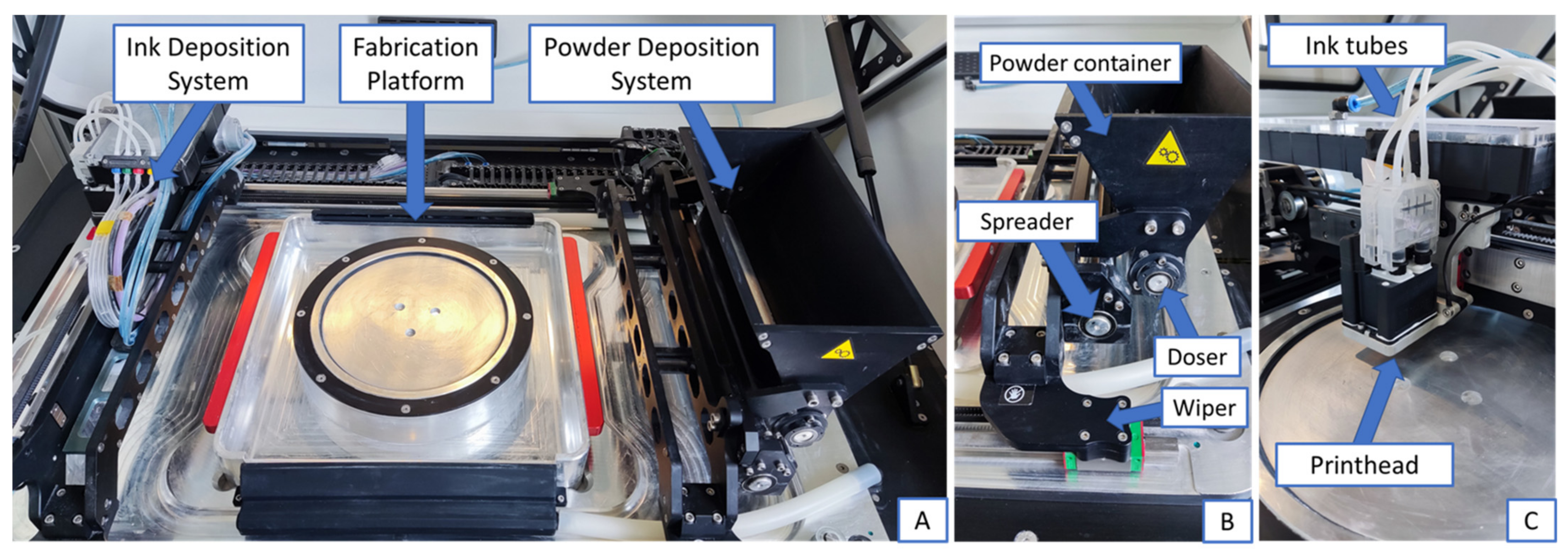
2.6. The Picojet D220 3D Printer
2.7. 3D Printing Experiments
2.8. Design of Experiments
2.9. Binding Fluid and Tablet Mechanical Properties
2.10. Analysis of Tablets
3. Results
3.1. Powder Formulation Studies
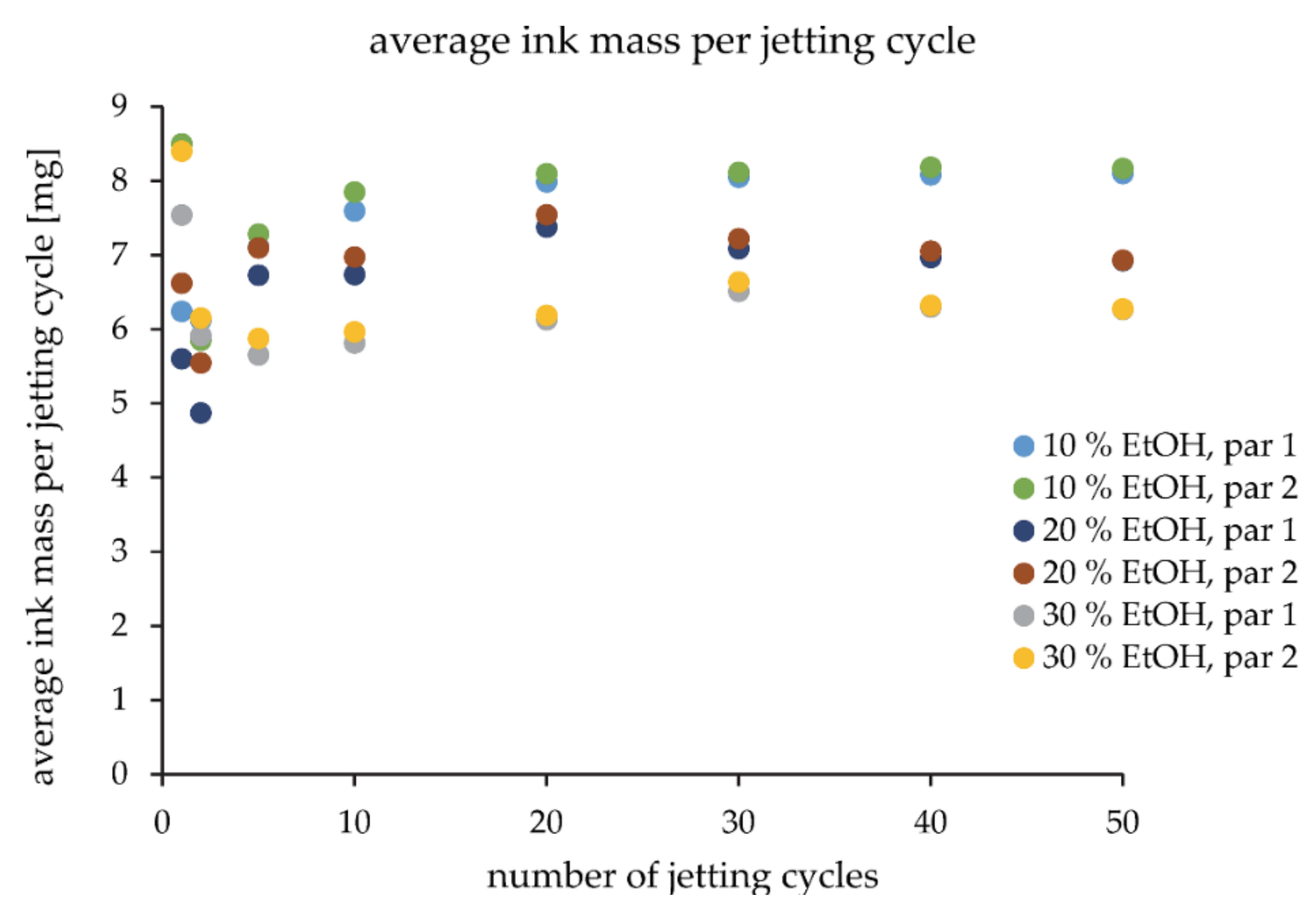
3.2. Binding Fluid Formulation Studies
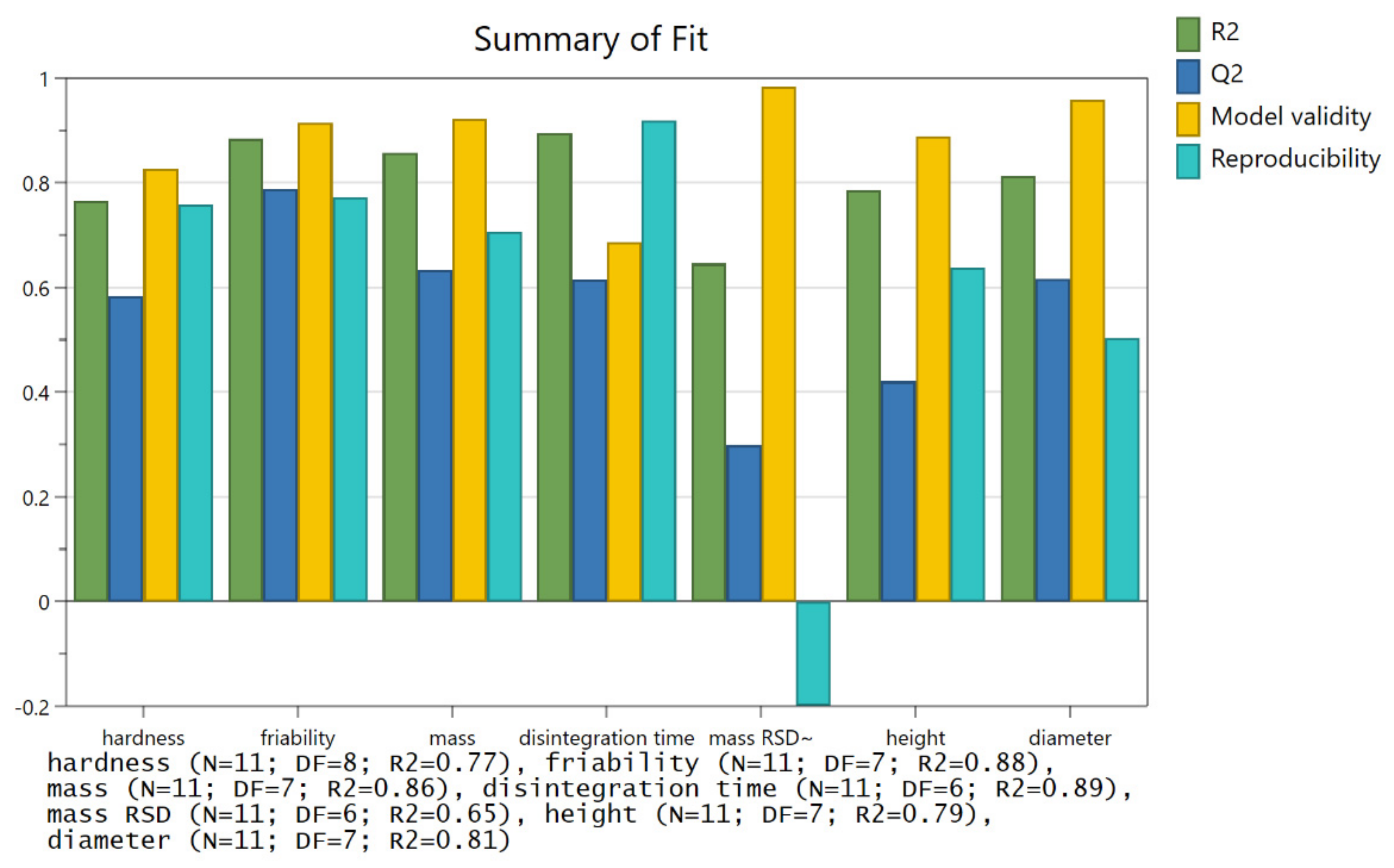
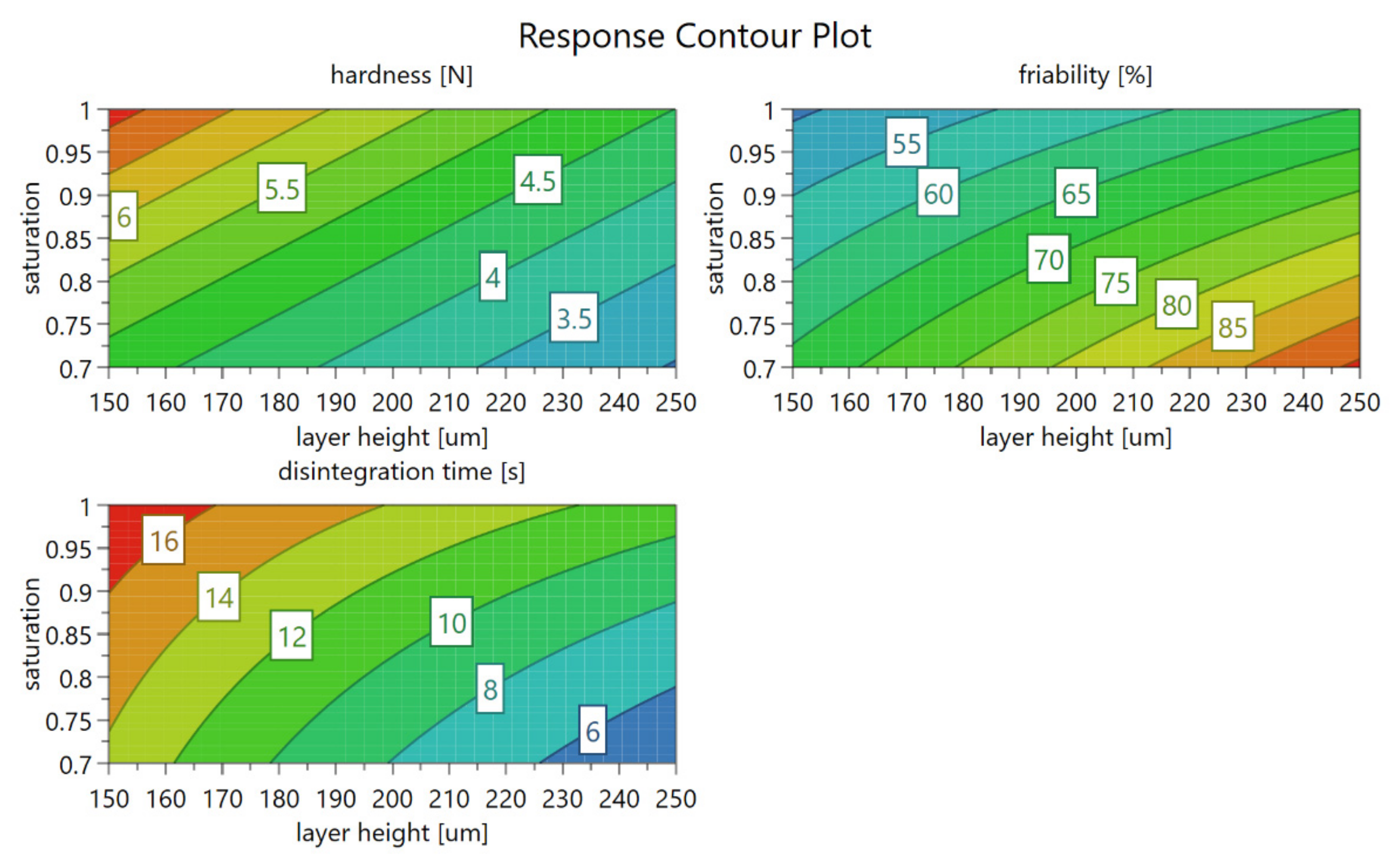
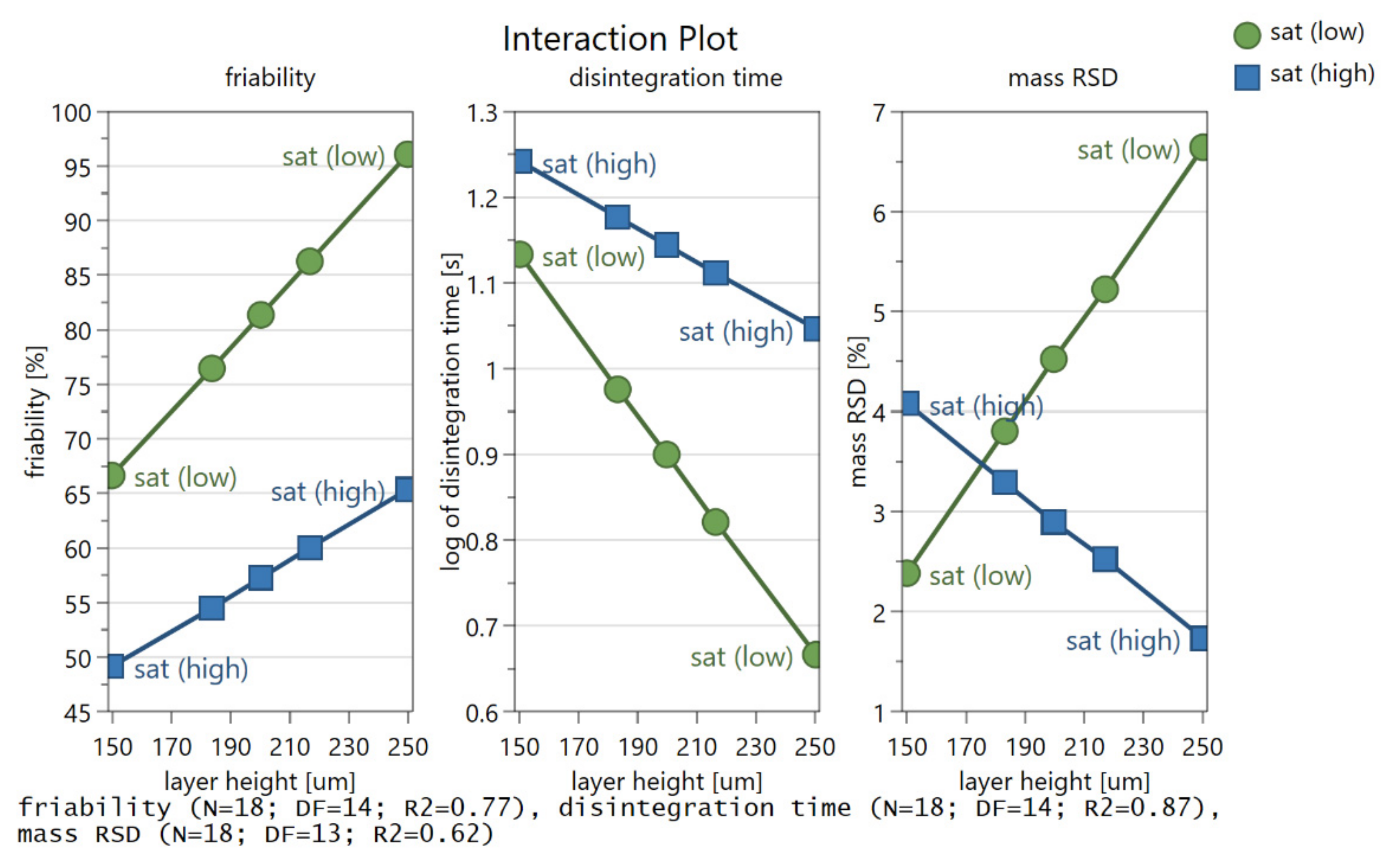
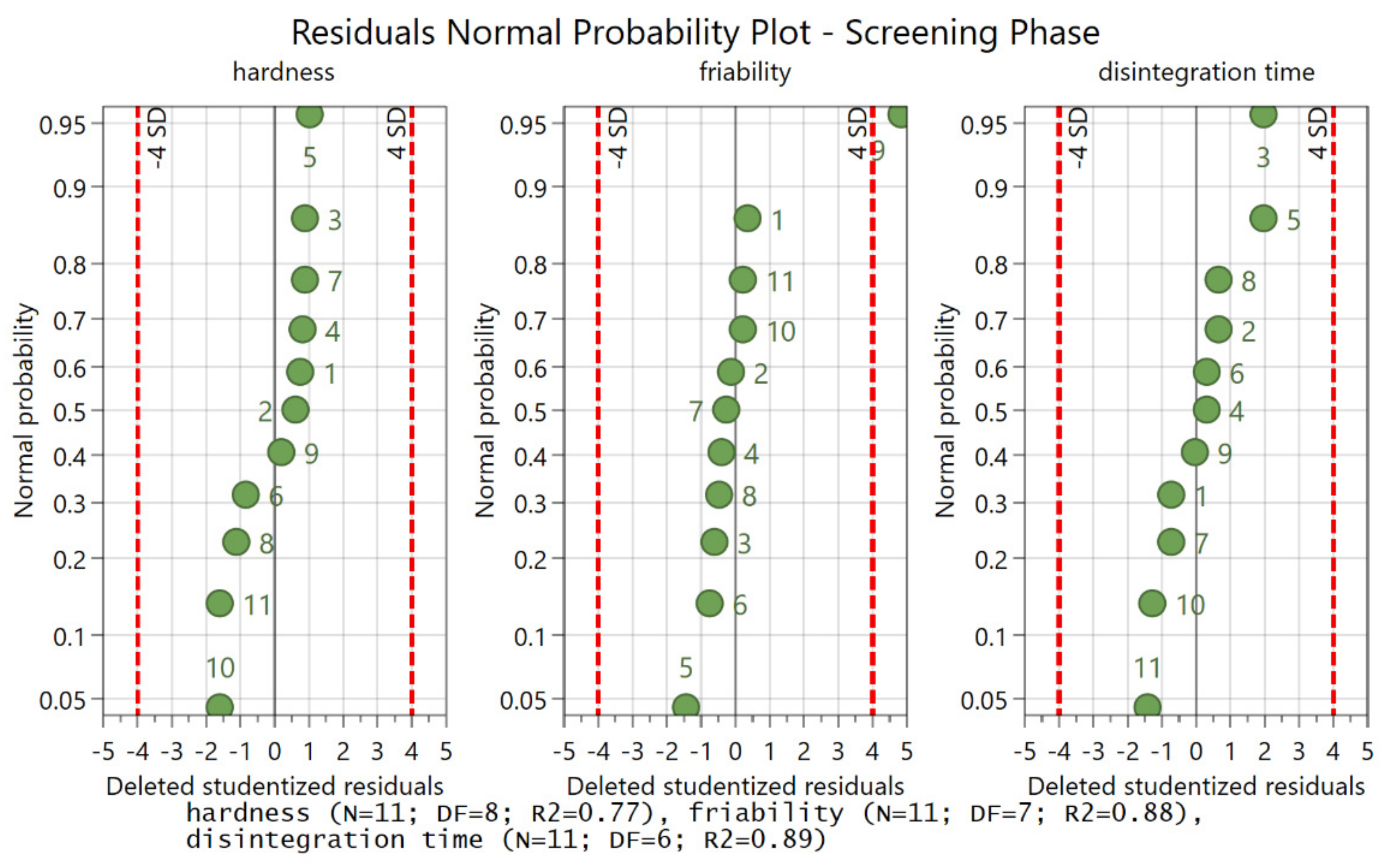
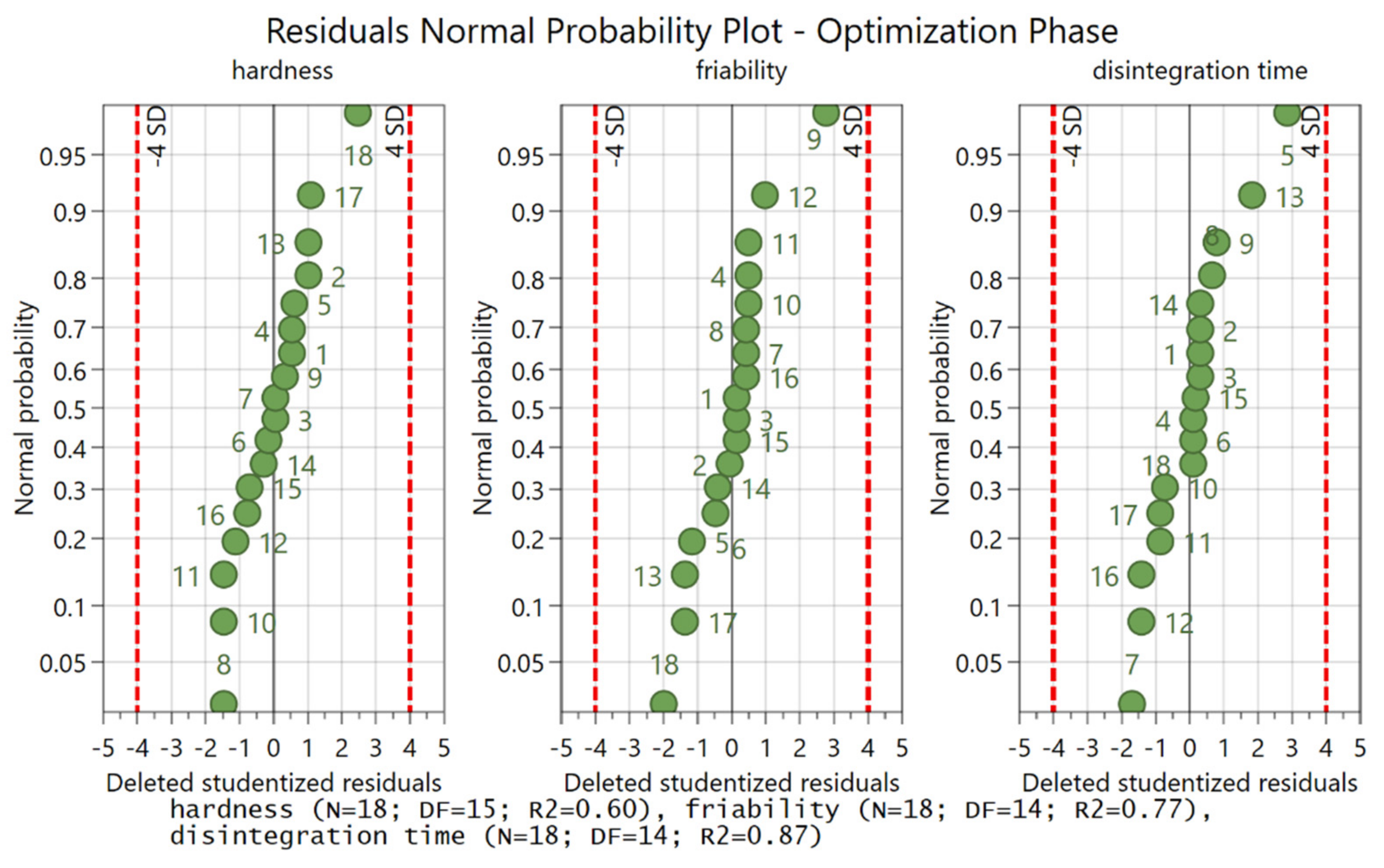
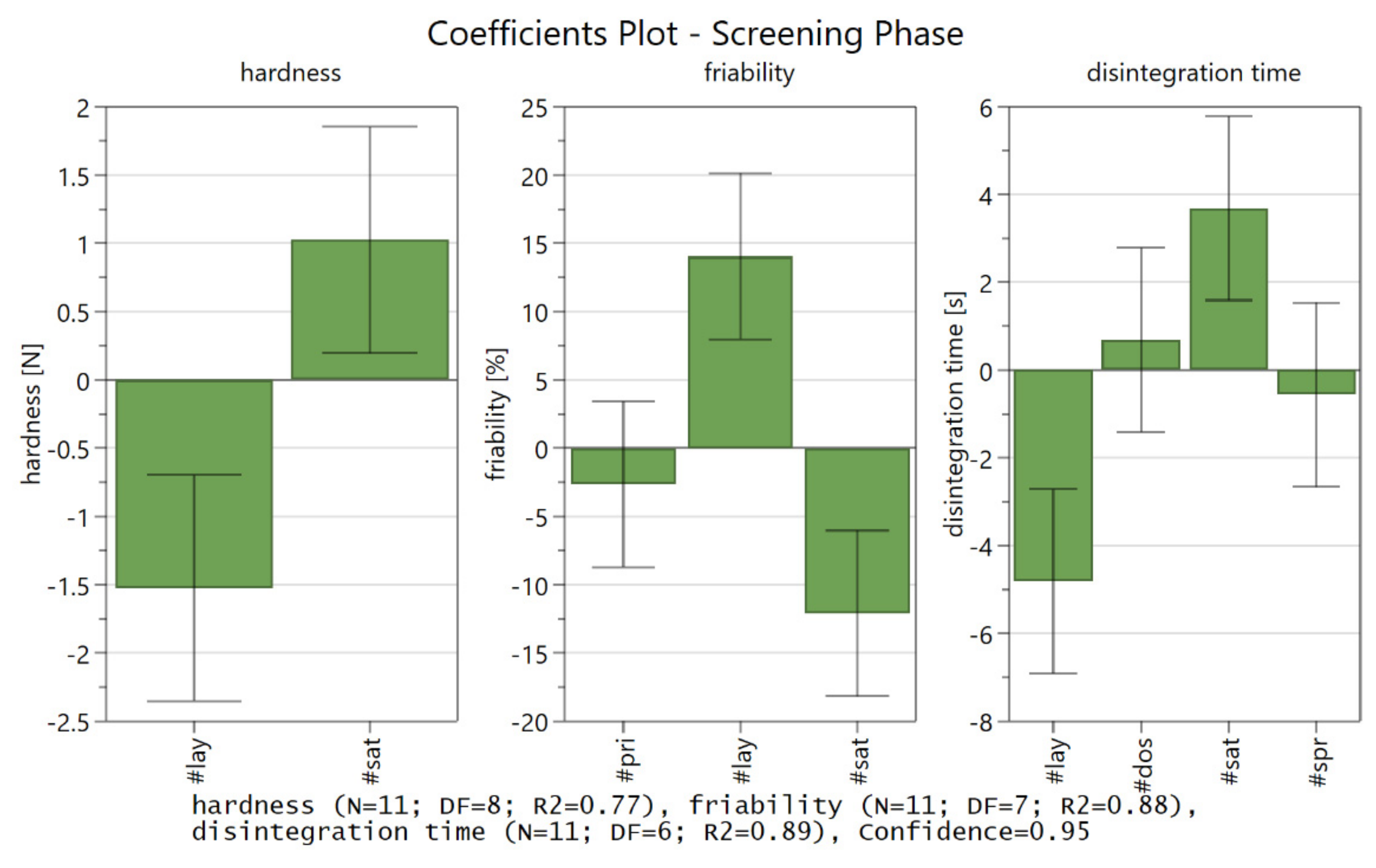
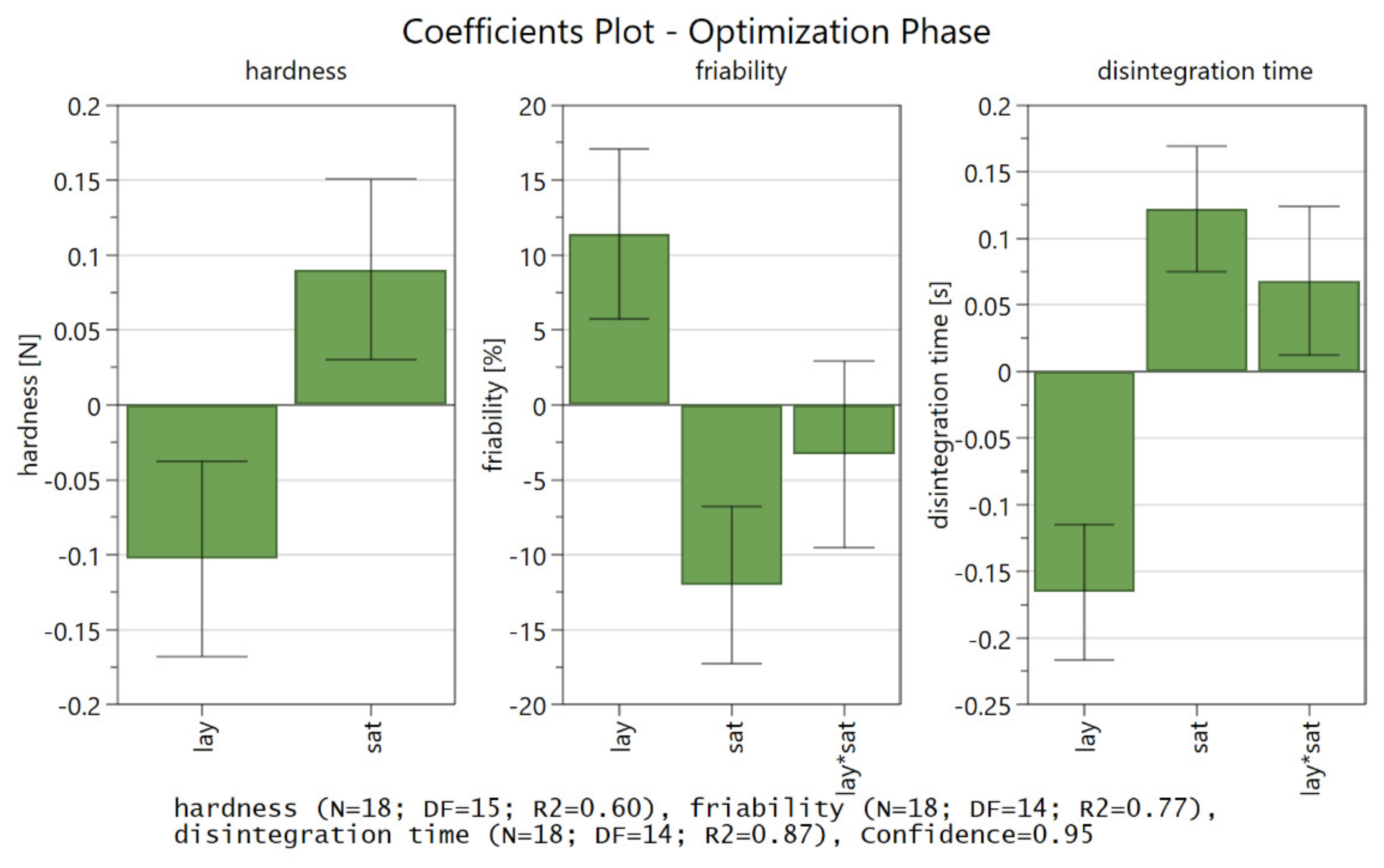
3.3. Influence of Process Parameters on Tablet Properties
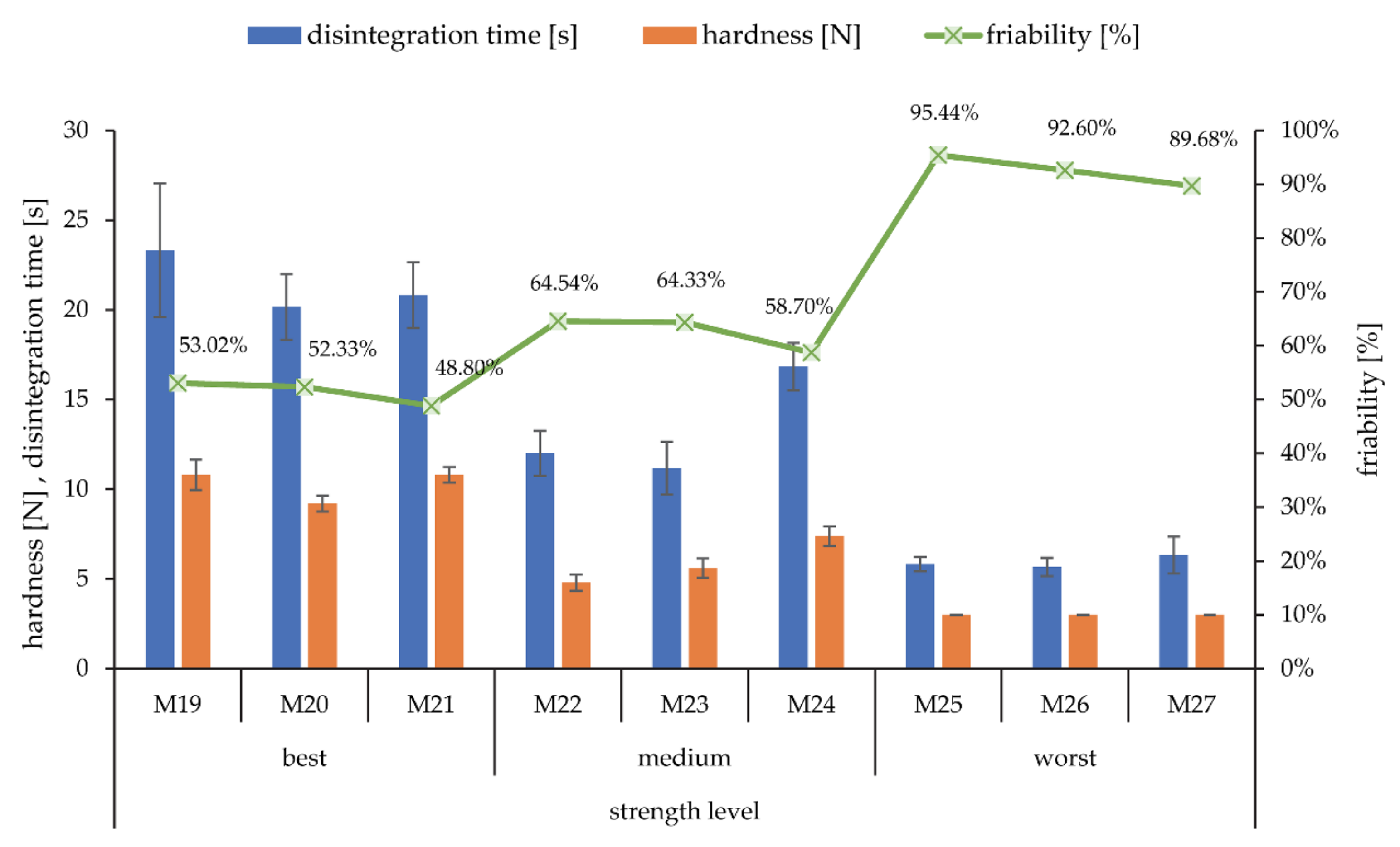
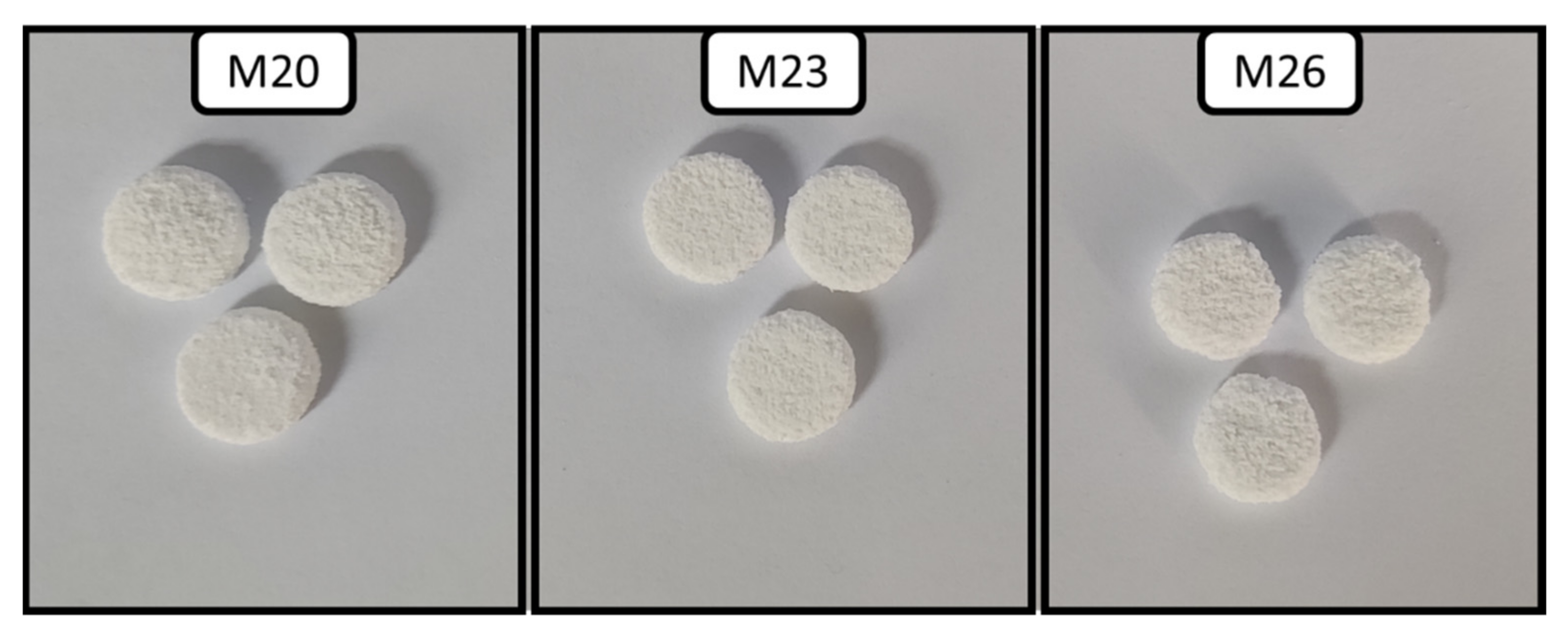
3.4. Influence of Binding Fluid on Tablet Properties
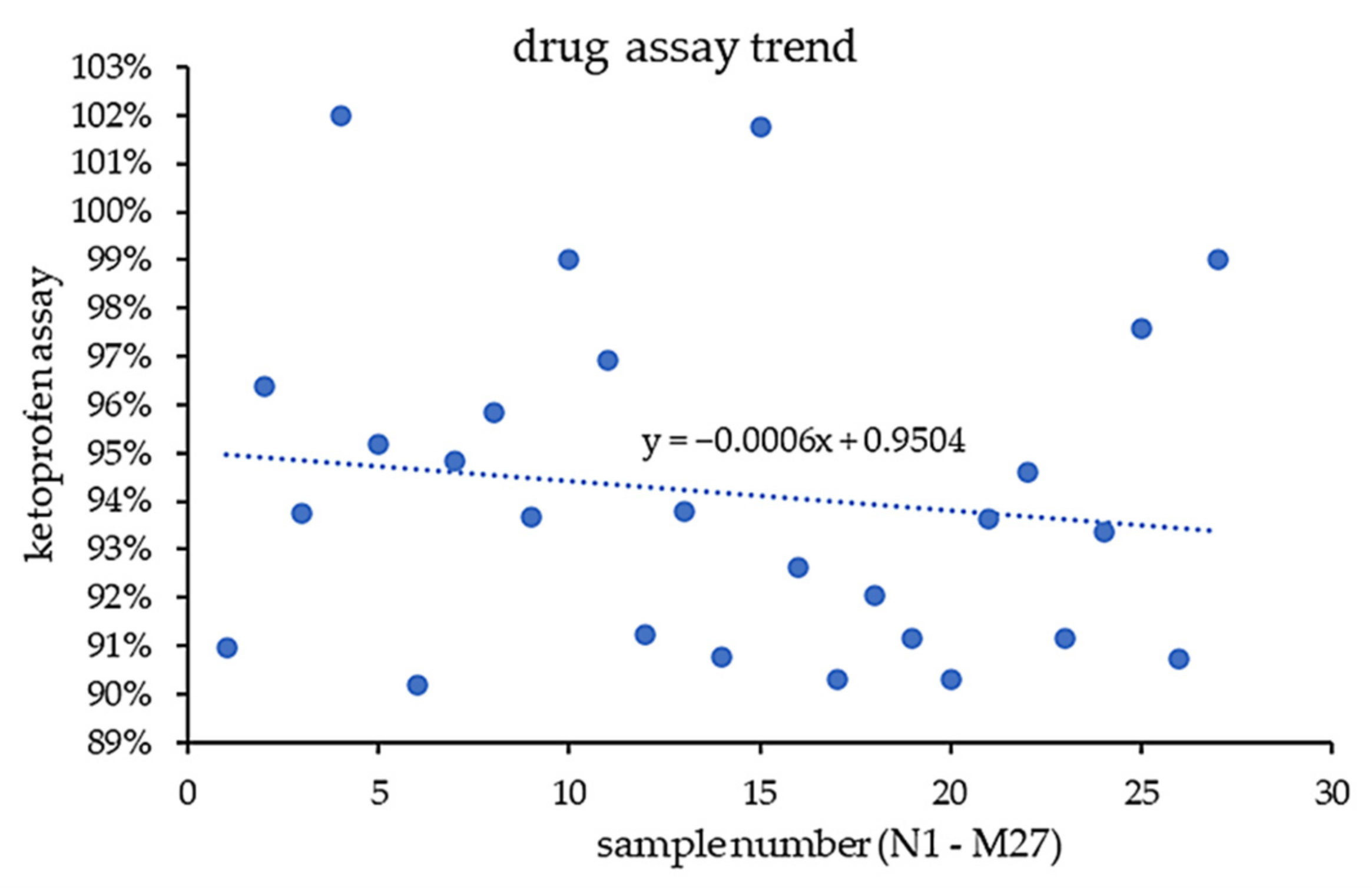
3.5. Assessing Powder Formulation Reuse Suitability
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A

Appendix B




References
- Melchels, F.P.W.; Feijen, J.; Grijpma, D.W. A Review on Stereolithography and Its Applications in Biomedical Engineering. Biomaterials 2010, 31, 6121–6130. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Seoane-Viaño, I.; Trenfield, S.J.; Basit, A.W.; Goyanes, A. Translating 3D Printed Pharmaceuticals: From Hype to Real-World Clinical Applications. Adv. Drug Deliv. Rev. 2021, 174, 553–575. [Google Scholar] [CrossRef] [PubMed]
- Jamróz, W.; Szafraniec, J.; Kurek, M.; Jachowicz, R. 3D Printing in Pharmaceutical and Medical Applications—Recent Achievements and Challenges. Pharm. Res. 2018, 35, 1–22. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Trenfield, S.J.; Awad, A.; Goyanes, A.; Gaisford, S.; Basit, A.W. 3D Printing Pharmaceuticals: Drug Development to Frontline Care. Trends Pharmacol. Sci. 2018, 39, 440–451. [Google Scholar] [CrossRef] [PubMed]
- Wilts, E.M.; Ma, D.; Bai, Y.; Williams, C.B.; Long, T.E. Comparison of Linear and 4-Arm Star Poly(Vinyl Pyrrolidone) for Aqueous Binder Jetting Additive Manufacturing of Personalized Dosage Tablets. ACS Appl. Mater. Interfaces 2019, 11, 23938–23947. [Google Scholar] [CrossRef]
- Yu, D.G.; Branford-White, C.; Yang, Y.C.; Zhu, L.M.; Welbeck, E.W.; Yang, X.L. A Novel Fast Disintegrating Tablet Fabricated by Three-Dimensional Printing. Drug Dev. Ind. Pharm. 2009, 35, 1530–1536. [Google Scholar] [CrossRef]
- Rowe, C.W.; Katstra, W.E.; Palazzolo, R.D.; Giritlioglu, B.; Teung, P.; Cima, M.J. Multimechanism Oral Dosage Forms Fabricated by Three Dimensional Printing. J. Control. Release 2000, 66, 11–17. [Google Scholar] [CrossRef]
- Katstra, W.E.; Palazzolo, R.D.; Rowe, C.W.; Giritlioglu, B.; Teung, P.; Cima, M.J. Oral Dosage Forms Fabricated by Three Dimensional Printing. J. Control. Release 2000, 66, 1–9. [Google Scholar] [CrossRef]
- Yu, D.G.; Branford-White, C.; Ma, Z.H.; Zhu, L.M.; Li, X.Y.; Yang, X.L. Novel Drug Delivery Devices for Providing Linear Release Profiles Fabricated by 3DP. Int. J. Pharm 2009, 370, 160–166. [Google Scholar] [CrossRef]
- Deng, G.Y.; Xiang, L.Y.; Wei, D.H.; Liu, J.; Yun, G.W.; Xu, H. Tablets with Material Gradients Fabricated by Three-Dimensional Printing. J. Pharm. Sci. 2007, 96, 2446–2456. [Google Scholar]
- Chang, S.Y.; Li, S.W.; Kowsari, K.; Shetty, A.; Sorrells, L.; Sen, K.; Nagapudi, K.; Chaudhuri, B.; Ma, A.W.K. Binder-Jet 3D Printing of Indomethacin-Laden Pharmaceutical Dosage Forms. J. Pharm. Sci. 2020, 109, 3054–3063. [Google Scholar] [CrossRef]
- Infanger, S.; Haemmerli, A.; Iliev, S.; Baier, A.; Stoyanov, E.; Quodbach, J. Powder Bed 3D-Printing of Highly Loaded Drug Delivery Devices with Hydroxypropyl Cellulose as Solid Binder. Int. J. Pharm. 2019, 555, 198–206. [Google Scholar] [CrossRef]
- Hong, X.; Han, X.; Li, X.; Li, J.; Wang, Z.; Zheng, A. Binder Jet 3d Printing of Compound Lev-Pn Dispersible Tablets: An Innovative Approach for Fabricating Drug Systems with Multicompartmental Structures. Pharmaceutics 2021, 13, 1780. [Google Scholar] [CrossRef]
- Chang, S.Y.; Jin, J.; Yan, J.; Dong, X.; Chaudhuri, B.; Nagapudi, K.; Ma, A.W.K. Development of a Pilot-Scale HuskyJet Binder Jet 3D Printer for Additive Manufacturing of Pharmaceutical Tablets. Int. J. Pharm. 2021, 605, 120791. [Google Scholar] [CrossRef]
- Antic, A.; Zhang, J.; Amini, N.; Morton, D.A.V.; Hapgood, K.P. Screening Pharmaceutical Excipient Powders for Use in Commercial 3D Binder Jetting Printers. Adv. Powder Technol. 2021, 32, 2469–2483. [Google Scholar] [CrossRef]
- van den Heuvel, K.A.; de Wit, M.T.W.; Dickhoff, B.H.J. Evaluation of Lactose Based 3D Powder Bed Printed Pharmaceutical Drug Product Tablets. Powder Technol. 2021, 390, 97–102. [Google Scholar] [CrossRef]
- Kozakiewicz-Latała, M.; Nartowski, K.P.; Dominik, A.; Malec, K.; Gołkowska, A.M.; Złocińska, A.; Rusińska, M.; Szymczyk-Ziółkowska, P.; Ziółkowski, G.; Górniak, A.; et al. Binder Jetting 3D Printing of Challenging Medicines: From Low Dose Tablets to Hydrophobic Molecules. Eur. J. Pharm. Biopharm. 2022, 170, 144–159. [Google Scholar] [CrossRef]
- Derby, B. Inkjet Printing of Functional and Structural Materials: Fluid Property Requirements, Feature Stability, and Resolution. Ann. Rev. Mater. Res. 2010, 40, 395–414. [Google Scholar] [CrossRef]
- Sen, K.; Manchanda, A.; Mehta, T.; Ma, A.W.K.; Chaudhuri, B. Formulation Design for Inkjet-Based 3D Printed Tablets. Int. J. Pharm. 2020, 584, 119430. [Google Scholar] [CrossRef]
- Sen, K.; Mukherjee, R.; Sansare, S.; Halder, A.; Kashi, H.; Ma, A.W.K.; Chaudhuri, B. Impact of Powder-Binder Interactions on 3D Printability of Pharmaceutical Tablets Using Drop Test Methodology. Eur. J. Pharm. Sci. 2021, 160, 105755. [Google Scholar] [CrossRef]
- Lee, K.J.; Kang, A.; Delfino, J.J.; West, T.G.; Chetty, D.; Monkhouse, D.C.; Yoo, J. Evaluation of Critical Formulation Factors in the Development of a Rapidly Dispersing Captopril Oral Dosage Form. Drug Dev. Ind. Pharm. 2003, 29, 967–979. [Google Scholar] [CrossRef]
- Berggren, J.; Ran Alderborn, G. Drying Behaviour of Two Sets of Microcrystalline Cellulose Pellets. Int. J. Pharm. 2001, 219, 113–126. [Google Scholar] [CrossRef]
- Song, S.; Peng, C. Viscosities of Binary and Ternary Mixtures of Water, Alcohol, Acetone, and Hexane. J. Dispers Sci. Technol. 2008, 29, 1367–1372. [Google Scholar] [CrossRef]
- Dreu, R.; Širca, J.; Pintye-Hodi, K.; Burjan, T.; Planinšek, O.; Srčič, S. Physicochemical Properties of Granulating Liquids and Their Influence on Microcrystalline Cellulose Pellets Obtained by Extrusion-Spheronisation Technology. Int. J. Pharm. 2005, 291, 99–111. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Run | Printhead Speed [mm/s] | Layer Height [µm] | Doser Speed [mm/s] | Saturation Level | Spreader Speed [mm/s] |
|---|---|---|---|---|---|
| N1 | 60 | 150 | 3 | 1 | 40 |
| N2 | 120 | 150 | 3 | 0.7 | 20 |
| N3 | 60 | 250 | 3 | 0.7 | 40 |
| N4 | 120 | 250 | 3 | 1 | 20 |
| N5 | 60 | 150 | 4 | 1 | 20 |
| N6 | 120 | 150 | 4 | 0.7 | 40 |
| N7 | 60 | 250 | 4 | 0.7 | 20 |
| N8 | 120 | 250 | 4 | 1 | 40 |
| N9 | 90 | 200 | 3.5 | 0.85 | 30 |
| N10 | 90 | 200 | 3.5 | 0.85 | 30 |
| N11 | 90 | 200 | 3.5 | 0.85 | 30 |
| C12 | 90 | 150 | 3.5 | 0.9 | 30 |
| C13 | 90 | 250 | 3.5 | 0.8 | 30 |
| C14 | 90 | 183 | 3.5 | 0.7 | 30 |
| C15 | 90 | 217 | 3.5 | 0.7 | 30 |
| C16 | 90 | 183 | 3.5 | 1 | 30 |
| C17 | 90 | 217 | 3.5 | 1 | 30 |
| C18 | 90 | 200 | 3.5 | 0.85 | 30 |
| Run | Layer Height [µm] | Saturation Level | Binding Fluid [m/m % EtOH] | Tablet Strength Level |
|---|---|---|---|---|
| M19 | 150 | 0.80 | 10 | high strength |
| M20 | 150 | 0.92 | 20 | high strength |
| M21 | 150 | 1.00 | 30 | high strength |
| M22 | 200 | 0.68 | 10 | medium strength |
| M23 | 200 | 0.78 | 20 | medium strength |
| M24 | 200 | 0.85 | 30 | medium strength |
| M25 | 250 | 0.56 | 10 | low strength |
| M26 | 250 | 0.64 | 20 | low strength |
| M27 | 250 | 0.70 | 30 | low strength |
| Powder Blend | Substance | Composition [%] | Flowability | Particle Size | |||
|---|---|---|---|---|---|---|---|
| Carr Index | Hausner Ratio | D10 [µm] | D50 [µm] | D90 [µm] | |||
| Z1 | Pharmatose® 200M | 69.5 | 40 | 1.68 | 6.1 | 43.8 | 111.0 |
| Ketoprofen | 20.0 | 7.0 | 92.9 | 182.0 | |||
| Plasdone® K-25 | 10.0 | 30.3 | 74.3 | 140.0 | |||
| Syloid® 244 FP | 0.5 | 1.7 | 3.9 | 14.4 | |||
| Z2 | Avicel PH-101® | 69.5 | 33 | 1.50 | 22.0 | 58.0 | 124.0 |
| Ketoprofen | 20.0 | 7.0 | 92.9 | 182.0 | |||
| Plasdone® K-25 | 10.0 | 30.3 | 74.3 | 140.0 | |||
| Syloid® 244 FP | 0.5 | 1.7 | 3.9 | 14.4 | |||
| Z3 | Pharmatose® 125M | 69.5 | 27 | 1.37 | 38.4 | 85.2 | 152.0 |
| Ketoprofen | 20.0 | 7.0 | 92.9 | 182.0 | |||
| Plasdone® K-25 | 10.0 | 30.3 | 74.3 | 140.0 | |||
| Syloid® 244 FP | 0.5 | 1.7 | 3.9 | 14.4 | |||
| Z4 | Tabletosse® 70 | 69.5 | 20 | 1.25 | 103.0 | 192.0 | 327.0 |
| Ketoprofen | 20.0 | 7.0 | 92.9 | 182.0 | |||
| Plasdone® K-25 | 10.0 | 30.3 | 74.3 | 140.0 | |||
| Syloid® 244 FP | 0.5 | 1.7 | 3.9 | 14.4 | |||
| Z5 | Supertab® 14 SD | 69.5 | 19 | 1.23 | 59.4 | 127.0 | 228.0 |
| Ketoprofen | 20.0 | 7.0 | 92.9 | 182.0 | |||
| Plasdone® K-25 | 10.0 | 30.3 | 74.3 | 140.0 | |||
| Syloid® 244 FP | 0.5 | 1.7 | 3.9 | 14.4 | |||
| Z6 | Pearlitol® 100 SD | 69.5 | 17 | 1.21 | 66.3 | 105.0 | 165.0 |
| Ketoprofen | 20.0 | 7.0 | 92.9 | 182.0 | |||
| Plasdone® K-25 | 10.0 | 30.3 | 74.3 | 140.0 | |||
| Syloid® 244 FP | 0.5 | 1.7 | 3.9 | 14.4 | |||
| Z7 | Pharmatose® 125M | 34.75 | 21 | 1.26 | 38.4 | 85.2 | 152.0 |
| Pearlitol® 100 SD | 34.75 | 66.3 | 105.0 | 165.0 | |||
| Ketoprofen | 20.0 | 7.0 | 92.9 | 182.0 | |||
| Plasdone® K-25 | 10.0 | 30.3 | 74.3 | 140.0 | |||
| Syloid® 244 FP | 0.5 | 1.7 | 3.9 | 14.4 | |||
| Binding Fluid [m/m % EtOH] | Density [g/mL] | Viscosity [mPas] | Surface Tension [mN/m] | Ohnesorge Number | Contact Angle [°] | γL × cosΘ |
|---|---|---|---|---|---|---|
| 10% | 0.9815 | 1.4 | 46.80 | 0.046 | 31.7 | 39.82 |
| 20% | 0.9672 | 1.6 | 38.22 | 0.059 | 27.0 | 34.05 |
| 30% | 0.9500 | 2.2 | 32.74 | 0.088 | 19.3 | 30.90 |
| 40% | 0.9300 | 2.4 | 29.69 | 0.102 | 16.0 | 28.54 |
| 10% + 10% PEG | 0.9984 | 2.9 | 46.31 | 0.095 | 30.7 | 39.82 |
| 20% + 10% PEG | 0.9887 | 3.6 | 38.38 | 0.131 | 27.8 | 33.95 |
| 30% + 10% PEG | 0.9709 | 4.2 | 33.12 | 0.166 | 19.3 | 31.26 |
| 40% + 10% PEG | 0.9495 | 4.2 | 30.04 | 0.176 | 16.1 | 28.86 |
| Run | Mass [mg] | Diameter [mm] | Height [mm] | Hardness [N] | Disintegration Time [s] | Friability [%] |
|---|---|---|---|---|---|---|
| N1 | 633.9 ± 20.9 | 15.94 ± 0.52 | 7.01 ± 0.42 | 8 ± 1 | 18 ± 2 | 50.42 |
| N2 | 479.0 ± 10.4 | 15.36 ± 0.25 | 5.53 ± 0.11 | 6 ± 0 | 14 ± 1 | 66.26 |
| N3 | 370.1 ± 29.7 | 14.40 ± 0.19 | 4.31 ± 0.18 | 3 ± 0 | 5 ± 1 | 97.24 |
| N4 | 468.7 ± 12.8 | 15.05 ± 0.16 | 5.29 ± 0.07 | 5 ± 0 | 11 ± 2 | 68.72 |
| N5 | 503,6 ± 15,7 | 15,25 ± 0,16 | 5.50 ± 0.19 | 8 ± 1 | 24 ± 1 | 41.15 |
| N6 | 473.7 ± 8.5 | 15.14 ± 0.18 | 5.36 ± 0.96 | 5 ± 1 | 14 ± 0 | 63.11 |
| N7 | 347.6 ± 18.3 | 14.30 ± 0.18 | 4.31 ± 0.13 | 3 ± 0 | 4 ± 1 | 98.90 |
| N8 | 440.1 ± 5.4 | 14.85 ± 0.29 | 5.12 ± 0.09 | 3 ± 1 | 12 ± 0 | 68.35 |
| N9 | 509.8 ± 23.6 | 15.23 ± 0.21 | 5.70 ± 0.23 | 5 ± 0 | 12 ± 4 | 88.05 |
| N10 | 438.8 ± 8.9 | 14.81 ± 0.22 | 4.98 ± 0.07 | 3 ± 1 | 9 ± 1 | 73.26 |
| N11 | 439.2 ± 5.2 | 14.57 ± 0.18 | 4.89 ± 0.15 | 3 ± 1 | 9 ± 1 | 73.43 |
| C12 | 503.9 ± 16.9 | 15.37 ± 0.31 | 5.32 ± 0.24 | 5 ± 0 | 13 ± 1 | 62.68 |
| C13 | 419.1 ± 12.3 | 14.85 ± 0.21 | 5.03 ± 0.19 | 4 ± 0 | 8 ± 2 | 75.49 |
| C14 | 297.6 ± 12.4 | 14.42 ± 0.18 | 4.76 ± 0.11 | 4 ± 0 | 10 ± 1 | 73.10 |
| C15 | 352.6 ± 21.2 | 14.34 ± 0.14 | 4.63 ± 0.32 | 3 ± 0 | 7 ± 2 | 87.38 |
| C16 | 430.5 ± 24.3 | 15.04 ± 0.09 | 5.15 ± 0.10 | 5 ± 0 | 12 ± 1 | 57.80 |
| C17 | 447.7 ± 4.9 | 14.97 ± 0.16 | 5.12 ± 0.06 | 7 ± 1 | 11 ± 1 | 49.35 |
| C18 | 448.0 ± 7.4 | 15.02 ± 0.13 | 5.23 ± 0.07 | 7 ± 1 | 11 ± 1 | 54.22 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kreft, K.; Lavrič, Z.; Stanić, T.; Perhavec, P.; Dreu, R. Influence of the Binder Jetting Process Parameters and Binder Liquid Composition on the Relevant Attributes of 3D-Printed Tablets. Pharmaceutics 2022, 14, 1568. https://doi.org/10.3390/pharmaceutics14081568
Kreft K, Lavrič Z, Stanić T, Perhavec P, Dreu R. Influence of the Binder Jetting Process Parameters and Binder Liquid Composition on the Relevant Attributes of 3D-Printed Tablets. Pharmaceutics. 2022; 14(8):1568. https://doi.org/10.3390/pharmaceutics14081568
Chicago/Turabian StyleKreft, Klemen, Zoran Lavrič, Tijana Stanić, Petra Perhavec, and Rok Dreu. 2022. "Influence of the Binder Jetting Process Parameters and Binder Liquid Composition on the Relevant Attributes of 3D-Printed Tablets" Pharmaceutics 14, no. 8: 1568. https://doi.org/10.3390/pharmaceutics14081568
APA StyleKreft, K., Lavrič, Z., Stanić, T., Perhavec, P., & Dreu, R. (2022). Influence of the Binder Jetting Process Parameters and Binder Liquid Composition on the Relevant Attributes of 3D-Printed Tablets. Pharmaceutics, 14(8), 1568. https://doi.org/10.3390/pharmaceutics14081568