1. Introduction
Spent coffee ground (SCG), the most abundant coffee by-product (45%) [
1], is a solid residue of fine particles with high moisture content (80%–85%) with organic content and acidity, achieved during the treatment of roasted coffee powder by steam or hot water for instant coffee preparation [
2]. Many studies in recent years have addressed its potential exploitation, especially as a source for the extraction of bio-oils and for the production of biodiesel; recent works also pointed out the potential thermal valorization of SCGs for industrial processes, as emerged from different literature reviews [
3,
4]. Indeed, current production and consumption patterns generate large quantities of residues that need to be properly managed, in order to minimize their negative environmental impacts, as well as economic and social ones [
5].
The reason of such interest in this special waste has to be found in its market volume: Just think that in 2017 the peak of worldwide production reached 9.6 million tons [
6]. Moreover, Italy has a very diffused and appreciated culture for this drink: ICO (International Coffee Organization) data showed that the Italian coffee consumption in 2015 exceeded 340,000 tons of roasted beans [
7]. Therefore, almost the same amount represents the limit for the Italian market in terms of SCG that could potentially be converted into energy, as an alternative to the usage of natural gas. Although it is a good fuel, during combustion, a substantial quantity of VOCs (volatile organic compounds) is generated [
8,
9].
In line with these considerations, the aim of this paper is to present a business plan of a project involving the gathering and collection of SCG from vending machines or other sources (logistics), processing and transforming them into combustible pellet (production), and technical consideration for combustion in domestic or industrial stoves (heating). On the basis of a previous study [
10], the cost of the raw materials (i.e., SCG, pine sawdust) is almost neglectable when compared to the costs of the production plant; in particular, manpower and transportation (for SCG collection) are the most impacting costs to be deeply taken into account and analyzed. To this extent, the adoption of Information and Communication Technologies (ICTs) can dramatically improve the efficiency of the whole system, reducing production costs, and thus keeping the proposed thermal valorization economically feasible. Indeed, it was demonstrated in a recent study that the implementation of ICT has a positive effect on supply chain agility and economic performance in general [
11], and on the efficiency of transport activities in particular; this is also the activity dealing with ICT in this study. To confirm this point, a case study has been carried out, evaluating four different scenarios (two including ICT system and two without an ICT system, considering two different pellet compositions, 50% SCG/50% pine sawdust and 98% SCG), to demonstrate that better results can be achieved with the deployment of ICT tools.
The reason for having chosen this specific product is that in the last year, the demand for biofuel pellets has significantly increased, causing a shortage of the traditional raw materials sawdust and wood shavings [
12]. According to that, the contribution proposed here is multi-objective as it also provided a solution in this sense. Furthermore, as this study was carried out in Italy, results published from the United States Department of Agriculture in 2017 show that Italy leads the European consumption of wood pellets (approximately 3 million metric tons per year at the time of the research and expected to reach 5 million metric tons by 2020), and it turned out that this pellet is mostly imported from Austria, Croatia, Germany, Slovenia, France, and Czech Republic [
13]. Considering this, we hope to encourage a local and alternative production so that numerous benefits could follow.
The remainder of the manuscript is as follows: In
Section 2, a brief literature review on the current re-use of SCG is carried out, including both descriptive and qualitative aspects;
Section 3 presents the methodology followed in the development of the research; the real feasibility analysis and its results are detailed in
Section 4, followed by conclusions (
Section 5), where future research directions are also provided.
2. Literature Review
This section provides a brief analysis of the published literature over the past years regarding the topic in question. Descriptive aspects were firstly investigated, followed by a general interpretation of contents, where the main usage of SCGs are highlighted.
To determine the sample of studies to be screened, two different queries were carried out on Scopus database on 16 October 2019 using two different combinations of keywords: In the first query, returning 23 papers, “coffee ground” and “pellet” were used as keywords; in the second, returning 178 papers, again “coffee ground” and the more general term “energy” were set. Fourteen manuscripts resulted in both queries and were considered just once; a paper referring to 2020 was also eliminated as, in terms of time, we restricted the sample to the current year; three papers were excluded as no information about the authors was provided. In light of these constraints, a final 183 writings were examined.
The first evidence we found in the literature concerning the possible re-use of SCG dates back to 1976, when Campbell et al. [
14] presented their experiments on feeding steers and rats with rations in which coffee grounds replaced grain. From this moment to the 2000s, studies were rare and fluctuating, despite the introduction of terms like
sustainability and
sustainable development spreading from the 1970s and strongly affecting the direction of research of the following years, which may deal with a green valorization of coffee waste. It is then from 2015 that a significant increase of publications was observed, almost tripling in just four years, highlighting the relevance and the attention received by the topic, which is definitely expected to increase [
15].
Figure 1 shows the trend in time of the number of publications.
Figure 2 instead reports the evolution in time of the documents in relation to their type, i.e., article (146), article in press (1), book chapter (5), conference paper (24), and review (7).
As can be seen from the above graph, most of the published works are journal articles; specifically, journals that turned out to be especially productive in numerical terms are Bioresource Technology and Journal of Cleaner Production, out of 115 journals recorded, overall. It is worth mentioning the seven literature reviews that were found, which were very helpful tools allowing one to identify scientific trends. For instance, by comparing the first literature review carried out in 2011 [
2] and the last, published in the current year [
15], both dealing with different utilization of SCGs, what emerges is that new methods for extracting oil from SCGs and producing biodiesel were developed, as well as the new biodiesel production bypassing the oil extraction or even the usage of SCGs for fighting cancer cells in the human body and other interesting and advanced issues not considered before, providing coffee waste as a raw material for other processes. The utility and diffusion that literature reviews provide are also demonstrated by the fact that results from the citation analysis on the sample of articles reveal that they are the most cited works, with an average of 10.7 citations per year, compared to an average of 3.8 citations for journal articles, 1.1 for conference papers, 1 for article in press, and 0.7 for book chapters. Again, concerning the quotation analysis,
Table 1 shows the journal articles with an average value of more than 10 citations per year, and thus particularly relevant in this field.
As far as the content analysis, due to the high number of studies returned by the two queries, we carried out an investigation on the main keywords found (considering the first nine keyword listed in each document). First of all, we removed 25 papers from this step that have no keywords (specifically, 15 journal papers, 8 conference papers, 1 review, and 1 book chapter); according to that, the number of papers considered here is 158. Manual adjustments were also made on the keywords, for instance on singular vs. plural words, acronyms, main synonymous terms, or uppercase vs. lowercase letters to ensure uniformity and rigor, as well as to avoid redundancies and repetitions. A total of 386 keywords was identified, 79% of which occurs just once. By excluding, for obvious reasons, the nouns “spent coffee ground”, “coffee ground”, and “coffee”, which could distort results as they were used to run the original queries, we identified the
frequency for each keyword, i.e., the total number of times it occurs, and the
persistency, i.e., the number of years of presence in literature, computed by considering the first and the last appearance, in order to evaluate trends, according to suggestions of Fadlalla and Amani [
27]. The resulting graph (shown in
Figure 3) is included, to make the graph more effective.
Four main classes were identified, according to the frequency and persistence own by the keywords: (1) Trendy topics, (2) abandoned topics, (3) emerging topics, and (4) old trendy topics. The list of the keywords is shown below, according to their subdivision into classes.
Trendy keywords are those with high frequency and persistence, meaning the topic they represent is widespread and popular, as well as studied and well-established in literature. Among these, we in fact found terms like biodiesel or biomass, included in the wider class of biofuels, whose production turned out to be the favorite green usage of SCGs. Also, the production of activated carbon, which has strong adsorption properties, has been studied and deepened by many authors [
28]. On the contrary, abandoned themes, which should have had lack of popularity for a short time (i.e., both frequency and persistency low), have emerged as being represented from keywords like adsorption, energy storage, fatty acid, and gasification. In this case, some clarifications are appropriate: The limited presence of the keyword adsorption is in conflict with what has just been written regarding the usage of the activated carbon; a possible justification for this fact is that SCGs can be directly used as adsorbents or through the activation of the carbon within. In light of the results provided by McNutt et al. [
15], this second origin is more common, with the most appropriate keyword “activated carbon”. Fatty acid also owes its scarcity to being almost synonymous to biodiesel. This is the reason that while introducing the “abandoned” class, the verb has been conjugated in the conditional tense. In conclusion, this part of the graph turned out to be almost empty, and this is further evidence of the relevance of the topic. Old trendy keywords, namely waste management and combustion, are those that have gained particular attention in the past (high frequency) but their persistency is low; this is attributable to the fact they were replaced by other emerging concepts such as circular economy, recycling, or valorization for waste management, while combustion may deal with the bigger family of biofuels, and since nowadays it is desirable to focus on alternative sources not harmful for the environment and society, keywords recalling that are preferred. Another possible justification for the fact that the term “combustion” belongs to this section of the graph, is that SCG is a very poor material, whose cost for collection is significantly greater than the savings deriving from the combustion. According to this consideration, valorization options other than combustion, allowing the collection costs to be at least compensated, are preferable. Hence, we focus on this old trendy theme with the aim to show that the economic profit achievable through thermal valorization is tangible; consequently, an even higher return could be expected for solutions that already give profits and economic advantages. Finally, most of the keywords identified belong to the class of the emerging topics, started spreading in the last years. Emphasizing new developments, among these keywords we found, e.g., expressions such as antioxidant; in fact, it was demonstrated that natural antioxidants can be recovered from SCGs through solid–liquid extraction for biodiesel production [
29] and also for human nutrition. SCGs are a source of antioxidant insoluble fiber as well as of essential amino acids and low glycemic sugars, resistant to thermal food processing and digestion [
1]. Since 2015, the processing of carbon has been refined and carbon nanosheets were produced starting from SCGs, e.g., [
24,
30]; as a consequence of this, another new popular issue at the moment is the production of sustainable anodes for lithium-ion batteries, e.g., [
31] or [
32]. Finally, among these main outcomes, it should be emphasized that the term
pellet, the fulcrum of this research, was found in the class of emerging topics.
To sum up, the results of the above analysis show that different ways for an alternative use of SCGs are considered and proposed in literature. Numerous studies promote re-use of SCGs in a non-energetic way: From geopolymers, to adsorption of pollutants for water treatments, to the aid of mushrooms growing, to ruminant feed [
33,
34,
35,
36]. All those reutilization options are interesting, but they do not consider energy exploitation for mass purposes. Despite that, bio-mass valorization, combustion, and oil production are trendy topics for SCGs recovery. Kondamudi et al. [
19] proposed an energy re-use of SCGs through oil extraction by making pellets from the SCGs. The oil derived from the SCG and the solid residue after extraction can be used to produce biodiesel and electric energy using the system proposed by Allesina et al. [
37]. In addition, the solid residue can be pelletized for being used as a more flexible fuel in a downdraft stratified gasifier [
38,
39].
As the focus of this paper is to evaluate the feasibility of the thermal valorization of SCGs converted into pellet, it is worth mentioning the work by Kondamudi et al. [
19], which has already been introduced in the above paragraph and is also one of the most cited documents in literature. These authors first proposed the alternative use of SCGs as pellet; they demonstrated that SCGs can be a potential source for the production of biodiesel as well as fuel pellets resulting from solid waste: The proposed method consists of a preliminary extraction of oil from the spend material, followed by transesterification of triglycerides to fatty acid methyl esters. One of the main advantages that emerged is that biodiesel from coffee ensures better stability than biodiesel from other sources and turned out to be also cost-effective compared to other solutions available. At the time of the paper, if both biodiesel and pellets could be marketed, the profit was estimated to be more than
$8 million/year starting from the waste generated by Starbucks stores in the United States. Four years later, Zuorro and Lavecchia [
26] in their study, whose main aim was to investigate SCGs as a potential source of phenolic compounds, also considered the energy potential before and after the recovery of phenolics to determine their suitability for producing pellets, briquettes, or other agglomerates for heating purposes. They collected SCGs from coffee bars and spent coffee capsules around the city of Rome, which were then submitted to a solvent-extraction procedure aimed at assessing the amount of phenolics that could be recovered; subsequently, the solid residue remaining was assayed for its calorific value, either alone or in combination with different amounts of sawdust. Results show that from a solid waste of 9600 tons, adding 20% sawdust would lead to over 11,000 t of pellets with a heating value of about 22 MJ/kg. Finally, a very interesting and recent issue is proposed by Lisowski et al. [
40], which goes beyond the simple production of pellets from coffee waste by studying the effects of SCGs compaction process on the strength properties of biofuels pellets; from their results, there is evidence that high-strength fuel pellets (i.e., pressure > 1.0 MPa) could be produced from SCGs at a suitable moisture (<20% w.b.) and die height (60–70 mm).
In conclusion, despite the literature reporting several studies about the thermal use of coffee residues through pellet production, no studies considered the integration of these ideas with a feasibility study. Nonetheless, the energy demand and the disposal of spent coffee could bring to the community a combined solution: The collection and the reuse of SCGs shaped into combustion pellets for heating private and public buildings. A logistics model supported by an ICT system for collecting them form vending companies, or other sources, and processing them into combustion pellets, shall be considered to evaluate the technical and economic feasibility of such solution. This transition to a renewable source leads to three main goals: Significant savings for the end users, reduction of CO2 emissions in the atmosphere, and valorization of a valued bio-waste.
With the model presented in this paper, we try to fill this gap by suggesting transforming SCGs, produced by vending machines and collected by operators dedicated to their refilling, into bio-pellets (agri-pellet) to satisfy the energy demand for heating, and by computing the resulting costs and the achievable revenues. Furthermore, the logistics model for SCGs collection can also be suitable for other possible ways of exploitations, and thus be seamlessly connected with the abovementioned research topics.
4. Feasibility Analysis
4.1. The Logistics Model
When looking at SCG as raw material, it must be immediately noticed that it is a highly distributed source, being a kind of waste that can be produced by end users, public bars, ho.re.ca. (hotel, restaurant, and catering) operators, and vending machine companies. These operators are listed in ascending order of SCGs production capability; in fact, end users are well spread over the territory and produce low per capita quantities, while vending machine companies cover a wide area (typically a city and connected hinterland) and gather the SCGs to their headquarters during the refilling process.
The following study analyzes the potential collection of SCG from vending machine companies in the North of Italy and the production of coffee pellets in four main production plants. Analyzing the distribution of vending machines companies over the Italian territory (
Table 2—source:
www.beverfood.com), the best possible scenario assumes four production plants located in the most densely populated regions of Northern Italy; the selected cities for the production plants are Bologna (Emilia Romagna), Milano (Lombardia), Torino (Piemonte), and Padova (Veneto). The choice of these cities was made considering the concentration of companies in the possible locations, with the major aim of minimizing the distances during the SCG collection process.
To develop an effective logistic model describing the SCG collection process, an estimate of the quantities of SCGs potentially collectable in each geographic region was made.
As already shown in
Table 2, 913 companies are located in Italy, owning a total of 415,488 installed distributors, and selling more than 2.7 million coffees. It is assumed that each cup contains 7 g of coffee, equivalent to 14 g of coffee grounds (humidity at 50%–60%). These data were obtained from interviews with the management of one of the major Italian operators, for the sake of confidentiality anonymous, counting more than 800 in-field operators, 950 replenishment vans, and 23 logistics centers located in 16 regions.
To determine the number of distributors in each geographic area of Italy, as well as to compute the relative number of coffees sold, a weighted average was computed, taking into account the number of companies of each region (although the companies’ size was not taken into account). Results are detailed in
Table 3; specifically, in the last column, the estimated tons of SCGs collectable are highlighted.
From the data in
Table 3, the average amount of tons produced by a single company in a year can be easily deduced and accounts for 42.2 tons/year, corresponding to about 3.5 tons/month. Following a precautionary approach, it was assumed to collect 2.1 tons from each company only (ca. 60% of 3.5); this estimate results from a survey phase involving the companies associated with Confida (the Italian Association for Automatic Distribution), which declared to collect approximatively this amount of SCGs. More precisely, during this survey, a short questionnaire was sent by email to the targeted companies, to understand whether the companies were working in the cold or hot beverage sector and, in the second case, if they were collecting SCGs back to the local headquarters. Thanks to this survey, it was also possible to identify the real number of companies performing collection, namely 71% of them; the effective number of SCGs collected was adjusted accordingly.
Table 4 reports the main indicators of the four main regions:
The logistics model has been built as follows. At first, for each region, the distribution of the companies over the main cities was considered; as an example,
Table 5, referring to the case of Lombardia region, reports the overall number of companies, the companies collecting SCGs, the distance between the city and the main production plant, the distance between different companies in the same city, and the highway toll to cover the distance between the city and the main production plant (which, for the Lombardia region, is assumed to be sited in the capital city of Milano).
According to the different payloads of the transportation vehicles considered (2.5, 6.7, or 12.5 tons), for each city, the maximum numbers of visited companies daily was computed, recalling that each company provides about 2.1 tons/month of SCG, and it is visited once per month. A working time of one shift was assumed to this end. Finally, for the whole region considered and its pellet production plant, the number of required working days per month and the total transportation costs were computed. Note that distances and highway tolls were determined according to the websites
www.viamichelin.it and
www.autostrade.it.
The collection system must be done with heavy vehicles, running a typical journey, which consists of high-speed roads (i.e., highways) for 64% of the path and low-speed roads (i.e., urban areas) for the remaining 36%. In the model, three different types of heavy vehicle are considered, whose characteristics, obtained respectively from their parent companies’ websites, are summarized in
Table 6; some main assumptions of the logistic model were derived from these characteristics and are summarized in
Table 7.
The loading time of 20 minutes is justified by the method of collecting coffee grounds: The common practice is to handle them in big bags, which contain up to a ton of SCGs. With the information taken from
Table 5, the total travel time T was estimated using the following formula and taking into account the kind of vehicle and the number of stops:
where
= total distance traveled [km],
= average speed of the vehicle [km/h],
= loading time for each site/company (20 min), and
= number of stops (i.e., the number of companies visited for an FTL, as per
Table 6).
To apply Equation (1), the total traveled distance is needed; this can be easily calculated, according to some clarifications. First, as already recalled, although every company has a potential average production of about 3.5 tons of SCGs per month, the collection rate was assumed to be lower (60% of the total amount, corresponding to 2.1 tons/month). Second, according to data in
Table 5, N2 Van must cover the total distance outward–stop–return for every roundtrip multiplied by the number of stops, N2 truck has to stop three times to saturate the vehicle, and N3 truck has to stop five times to complete the full load.
Using the total travel time formula and taking into account the full load limits of the vehicles (
Table 6) and the maximum daily working hours (
Table 7), the optimal number of stops per day and the distance traveled in a working day can be easily determined for every route (grouped by region). The resulting outcomes for each vehicle are collected in the following tables (
Table 8,
Table 9,
Table 10 and
Table 11).
For every vehicle considered and for every region, the main performance indicators were determined, namely the daily number of stops, the daily distance travelled, the daily working hours required to travel this distance, the monthly toll cost, the number of days per month required to collect SCG, and the monthly average distance needed to collect SCG (
Table 12).
Outcomes reported in the previous table were computed as a sum of all the contributions of terms of working days, distances, and toll costs of every city; such data are useful to estimate the required monthly transportation capability, but it is not useful in the daily managing routine. The number of working days per month required to collect SCG was rounded to the upper half-day to take into account the manual management of trucks and routes, as well as a possible lack of efficiency in trip scheduling and load saturation.
As a partial result of the model, which is not reported in detail for the sake of brevity, for each city, the data in
Table 13 are available (Brescia’s data are taken as an example).
To effectively schedule the transportation of SCG from different cities and companies and to rise the efficiency of the vehicles, an ICT system is absolutely required. This could be in the form of a transportation management system (TMS), which can help enhancing route and mode planning, information transfer, tracking and tracing, and many other aspects related to the transport activities [
41]. The main advantage of adopting an ICT system is that it is possible to use the raw data produced by the model, avoiding any rounding. If doing so, outcomes in
Table 13 would be modified as shown in
Table 14.
In fact, the logistics model indicates that the N2 Truck, in a day, can load SCGs from six companies (2 FLT); the missing information is the name of such companies. We know that a N2 Truck has to travel from Milano to Brescia two times per day (visiting six companies) for 3.3 days in a month (to visit 20 companies); it is not known, however, which companies have to be visited on which days of the month. ICT is required to schedule the transportation of SCGs: The system collects data from the different vending companies and automatically computes the best routes (cities and companies) for each working day, allowing the maximum SCGs collection and trying to reach a full truck load (FTL) transport. To this end, data relating to the availability of quantities to be collected should be shared between the companies and the system and could be managed via mobile networks and Internet. As an example, the best transport scheduling may encompass a trip to Brescia and one to Cremona in the same day, according to SCG availability and respecting one working shift and may not be taken into account without a tool of this kind. Detailed data have been provided in
Appendix A,
Appendix B,
Appendix C,
Appendix D,
Appendix E,
Appendix F,
Appendix G,
Appendix H,
Appendix I and
Appendix J.
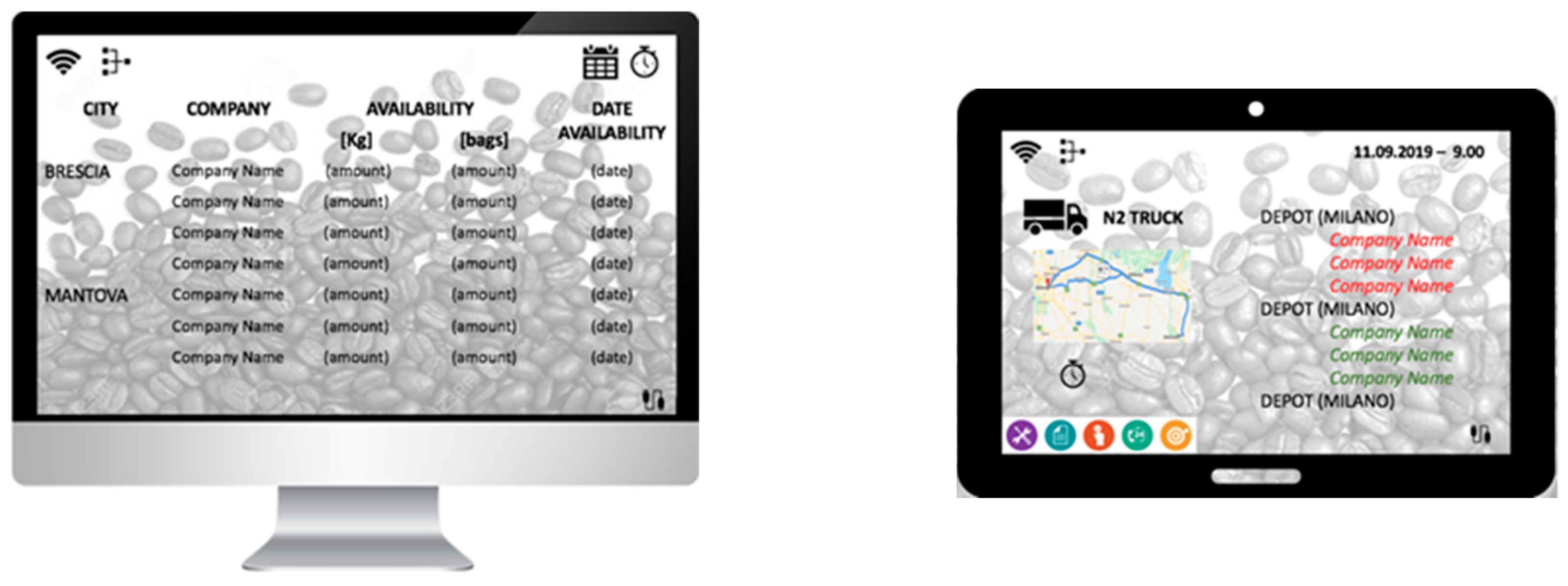
Figure 5 shows the interfaces of the remote located monitor where data from the companies are collected, in terms of the available quantities and the date in which these quantities are ready to be collected. The second part of the figure shows the screen of the tablet in which the operator has at his disposal the route he has to cover in a given day to optimize the collection process.
By analyzing the obtained data, it can be seen that for all the considered production plants, a single N2 or N3 Truck vehicle is enough to ensure the operation of the pellet production plant on three work shifts, with a good saturation of the transportation system. For this reason, regarding the truck, only the purchase option has been considered, whose economic data are shown in
Table 15; outsourcing has been neglected in order to reduce the costs. This table reports the operational costs for a third-party logistics (3PLs) in accordance to data provided by the Italian Ministry of Infrastructures and Transport.
The overall transportation costs for the four different production plants are summarized in
Table 16 and
Table 17.
As it can be noticed, when adopting ICT tools the best solution for SCG collection is represented by a N3 Truck, having the lowest costs for the four plants considered. The choice of N2 Truck is still feasible and could be supported by the need for a smaller and more agile vehicle according to the specific routes, although costs are a bit higher compared to the N3 Truck. No matter the considered region, the ICT adoption guarantees high savings in transportation, up to 26%, as shown in
Table 18.
All the above considerations hold true when assuming that the pellet manufactured consists of 50% of spent coffee ground and 50% of sawdust, suitable for usage in feeding domestic stoves according to the previously mentioned classification. Instead, if the pellet has a different composition (98% SCG pellet), the amount of exhausted coffee needed is greater, almost doubled. For this scenario, an adjusted logistic model was developed assuming the collection of 4.1 tons/month in every company visited. In this situation, the number of stops needed for a full load truck are different from the previous ones and they are shown in
Table 19; N2 Van is not suitable because of the low payload. The remaining assumptions are still valid in this scenario.
In the light of these new assumptions, an N2 Truck or an N3 Truck are needed to collect the necessary amount of SCGs. As for the previous scenario, by using the total travel time formula (Equation (1)), the optimal solution of number of stops per day and distances traveled in a working day (for every route and grouped by region) can be easily computed for this new scenario. Again, the approach is the same as described above taking into account two different options according to ICT application; the following table summarizes the resulting data.
The overall transportation costs in this case for the four different production plants are summarized in
Table 20 and
Table 21.
Again, it can be noticed that when adopting ICT tools, the best solution for SCG collection is the usage of an N3 Truck, which exhibits the lowest cost for the four plants considered. The choice of N2 Truck is no longer profitable, as the cost is much higher compared to the N3 Truck. Moreover, no matter the considered region, the ICT adoption guarantees relevant savings in transportation, up to almost 13%, as summarized in
Table 22:
To sum up the development of the logistics model, the flowchart in
Figure 6 reports the different steps of the procedure.
4.2. The Production Plant
Once the logistics model has been detailed and transportation cost estimated, a possible exploitation of the collected SCGs in a real production and transformation plant has been evaluated, considering the adoption of ICT for transportation to reduce the related costs. According to the literature analysis performed, the theme “combustion coffee” is categorized as an old trendy topic, meaning that it has been deeply investigated and reached a certain degree of maturity; it is thus suitable for a real case study. Moreover, the study of a production plant involving coffee pellet allows the comparison between transportation costs and other production costs in an average scenario, which is well-consolidated and not experimental, making the economic outcomes more tangible and realistic.
No matter the pellet composition and the related amount of SCG quantities, the general assumptions shown in
Table 23 have been made for the production plants (the table refers to the case of Milano, which is taken as an example). The following tables, i.e.
Table 24 and
Table 25, represent respectively the tons and the bags of pellet which can be produced, depending on the work shfts emploied.
Concerning the pellet production plant sited in Milan, work schedule is hypothesized as follows: A single operator controls and manages the whole activity of the plant, including dryer and bagging station, for the plant highly automated and managed by ICT controls. Another person (e.g., an accountant) is a shared resource among the four plants and deals with administrative and commercial tasks. Related costs are summarized in
Table 26, according to the number of shifts.
The hourly cost of the employees can change as a function of the number of shifts, as night work costs much more compared to the daytime work. Hence, when considering three shifts, the average employee cost changes as well.
Regarding the resale price of the 15 kg pellet bag, presented in
Table 27 below, the price of a bag sold in a retail store is assumed as benchmark and a retail model is assumed for the pellet with 50% SCG and 50% pine sawdust.
The cost of the facilities needed to host each production plant was estimated assuming a unitary cost of 55.00 €/m2/year, derived from ISTAT (Italian Institute of Statistics) data on industrial facility rental in the Province of Milan; this is one of the most expensive cities of Italy, therefore the total cost (including the remaining three facilities) is probably overestimated, as a precaution.
As far as it concerns the SCG transformation into pellets, the production capability of 0.5 ton/h (as reported in
Table 24) is a tradeoff between costs and size of the production line, as reported by one of the leading Italian manufacturers (Smartwood S.r.l). A typical wooden pellet production plant is described below.
The production process starts with a wood shredder, in case the biomass supplier does not provide woodchips. After this preliminary operation, large wood splinters are stored in the warehouse waiting to feed the plant. The next transformation is a further size reduction and mixing: By means of a front-end loader, the splinters are placed inside a large container equipped with low speed rotary blades called biomass extractor. The wood chips are then placed into the dryer machine where the hot fumes produced by the combustion of a generic fuel (usually the same pellet) exchange heat with the wood chips, causing the evaporation of part of the water contained in the wood, and thus reducing the humidity.
At the end of the path inside the dryer, the wood chips are loaded onto a conveyor belt, on which three important operations take place: The first consists of adding corn starch as ligand and it is performed by a special dosing device; the second is to increase the humidity to the optimum value of about 10% by means of a nozzle spraying water; the third consists of removing metal materials by means of a deferizer mounted directly on the top of the belt. In the case of SCG pellet production, dry coffee powder should be added at this stage.
The wood chips are then sent to a refining mill equipped with a large number of high-speed rotary blades; the size of the chips is thus further reduced. After the mill, wooden material is handed to the pelleting machine loader. Inside the pelletizer, the last and final transformation of the wood takes place: The pellet is produced by compression and then sent to the cooler on a belt conveyor. The process ends with the last stage on a vibrating sieve that uniforms the flow of pellets to the conveyor belt feeding the bagging station.
Once the process steps of the production of wood pellets has been defined, it is necessary to provide some more details inherent in the machinery that carries out these transformations and passages in
Figure 7 and
Figure 8.
The layout and size of the plant, and thus the hosting building, have been provided by Smartwood S.r.l.; a possible scheme is proposed in
Figure 9 and
Figure 10.
The production system is quite compact, covering a total area of about 100 m
2; this area must be increased because of storage areas (for SCGs and pine sawdust) and sales areas, thus assuming a total amount of 300 m
2. Related costs are summarized in
Table 28.
Table 29 reports the electrical power consumption of the equipment for the pellet production plant; the energy bill is then evaluated assuming this plant working at full power 24 hours/day and 235 days/year, with an energy cost of 0.17 €/kWh. The most heat-consuming machine, the dryer for SCGs, burns part of the produced pellets; in particular, its energy requirement is equal to 10% of the pellet production.
The overall economic data for a 50% SCG pellet are detailed in
Table 30. From this table, it is immediately noticeable that the efficiency of the logistics system is an important aspect, as the transport activities affect the total cost of pellet production up to 20%. The purchase of pine sawdust and energy are further relevant cost components (accounting each for about 20% of the total cost). Manpower cost affects the total cost to the greatest extent (from 35% to 40%).
The overall economic data for a 98% SCG pellet are described in
Table 31. Again, this table confirms that the efficiency of the logistics system plays an important role in the determination of the total cost, with a share greater than that observed in the previous scenario, because of the higher amount of SCG to be collected and transported. To be more precise, the transport activities affect the total cost of pellet production up to 36%. The purchase of pine sawdust is no longer required, while energy is still a relevant cost component (accounting for about 20% of the total cost). Manpower cost affects the total cost to the greatest extent (31% up to 42%).
The monthly cost of pellet production is about 30,000 € for every plant except Milan, with almost € 40,000; each cost item was rounded up to avoid too optimistic results.
Performing a net present value (NPV) assessment allows one to point out how each production plant can be profitable and, on the other side, to stress that the high sales incomes, due to the retail model assumed, should be better investigated in terms of its acceptance by the customers and real feasibility. Thus, to complete the analysis, the NPV of the investment over 10 years was also evaluated. To this end:
An average increase in transportation cost of +0.5% per year was assumed, taking into account a possible increase in highways tolls and fuel cost;
Similarly, the facility rental was increased by 0.5% every four years, taking into account the typical duration of leases in Italy;
The manpower cost was updated yearly applying the salary adjustment suggested by ISTAT (0.3%);
The amount of pellet produced from SCG was always assumed to be completely sold; however, the average selling price was varied from 0.10 €/kg (wholesale price—pessimistic scenario) to 0.23 €/kg (retail price—optimistic scenario) for 50% SCG pellet, and from 0.05 €/kg to 0.10 €/kg for 98% SCG pellet, considering a different mix of products sold;
An interest rate of 0.96% was assumed.
Results of the NPV evaluation are proposed in
Table 32 for the four production plants manufacturing 50% SCG and 50% pine sawdust pellet and assuming 2.1 tons of SCG collection per company per month; ICT tools adoption has been considered, thus having the maximum efficiency of the SCG collection with a N2 Truck. As this table shows, for all four production plants considered, the profitability of the investment is strictly depending on the selling price of the pellet bag, and thus the retail model adopted, with all the other costs being very similar among the considered plants. The bigger the quantity of pellet directly sold to end users (0.23 €/kg), the more profitable the investment. Accordingly, the choice of spreading the production capability over four plants located in four regions is meant, on one side, to minimize the overall transportation costs reducing the routes length, and on the other side, to enable the possibility to sell the 15 kg pellet bags to end users in a shop corner in the same facility. Labor is the greatest cost for all analyzed scenarios, approximately doubling transportation costs; thanks to the industrial automation of the production plant only one operator per working shift has been considered. The possible adoption of ICT technologies for supervising the plants may lead to some savings; in fact, an increase in the plant automation connected to ICT infrastructure could make feasible a “2 operators over 3 shifts” scenario. Operators working during the daytime shifts can manage the plant and prepare it for the night shift, which will be unattended but remotely supervised; in another hypothesis, only one plant operator could be involved for both daytime shifts thanks to the integration of his work with the truck driver, who may supervise the production and check the plant every time the vehicle is unloaded.
Table 33 instead reports the NPV calculation for four production plants manufacturing 98% SCG pellet and 4.1 tons of SCG collection per company monthly; again, ICT tools adoption has been considered, thus having the maximum efficiency of the SCG collection with a N3 Truck.
As it can be noticed, increasing the quantity of SCG to 98% into the pellet does not lead to any significant cost reduction; in fact, the higher transportation cost is almost balanced by the reduction of purchased raw materials. Moreover, the produced pellet has more restrictions, as it can be burnt only in industrial boilers; as a consequence, the selling price is significantly lower, causing the unprofitability of the investment in any scenario.
5. Conclusions
This study has provided an economic evaluation of the production of pellets from SCGs and its potential usage for domestic or industrial purposes. The evaluation has dealt, in particular, with the determination of the logistics cost required to collect the SCGs from vending machines companies and with the design of the pellet production plant. Specifically, as far as the logistics aspect, a transportation management system, namely an ICT tool, was implemented to optimize the routes vehicles have to travel to collect the SCGs from the different companies in different cities.
This study contributes to the literature in different ways. First, an exhaustive analysis of the studies dealing with the SCGs valorization has been proposed, identifying the “trendy” topics, the “new” ones, and the topics that were investigated years ago and have reached a good level of maturity. Second, a detailed logistics model has been developed to evaluate the total cost associated with the collection and valorization of SCGs. Such a model is the starting point for any profitability evaluation of SCGs reuse, as collection activities are of fundamental importance to this end. Moreover, it can easily be implemented in other fields involving the mere activity of collection. Looking at the results, the model demonstrates the economic advantage of collecting SCGs and using them for producing pellet that can be sold on the market. In this respect, the proposed model can be adapted and implemented in other fields, to evaluate alternative SCGs valorizations systems. Other ways of exploitations and the relating profits could also be evaluated. This represents an interesting future research direction, whose results could be compared to those reported in this study.
As a third point, the impact of adopting an ICT tool (in the form of a transportation management system) for the optimal management of collection and transport activities was evaluated. As the results clearly show, the adoption of the ITC tool brings significant savings in terms of costs, thus confirming the effectiveness of this tool for an optimal scheduling of collection and transport activities.
Thanks to these brilliant results, we also wish to encourage the 29% of companies still not performing collection; all the stakeholders involved could benefit both in economic terms and in the sustainability direction.
In general, every vending company may evaluate the possibility to process the collected SCG (for pellet production or other purposes according to
Figure 3) in a centralized plant or even in smaller distributed plants. Thanks to precise assessment of transportation costs, for every specific SCG usage scenario, it is possible to determine the best-performing solution, i.e., a centralized transformation plant in every region or, otherwise, a small and compact SCG processing solution to be installed in each vending company’s facility.
The success of this proposal is highly dependent on the consumers’ behavior: In this sense, a good starting point for future research is the framework presented by Russo et al. [
42] in order to assess the perception and the willingness to buy this bio-pellet. The main problem regarding this topic is probably the lack of information; companies themselves could promote awareness campaigns to provide appropriate knowledge and, as well, extend the collection directly in our homes.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}










