Virtual Reality-Based Engineering Education to Enhance Manufacturing Sustainability in Industry 4.0


 , , and
, , and
Abstract
:1. Introduction
2. Literature Review
3. Methodology
- Design of a product to be manufactured.
- Understanding of VR and its operation.
- Import designs into the VR system.
- Exploring and implementing different layout configurations.
- Assessing the performance of layouts
4. Virtual Learning Factory
- Selection and design of a product using a CAD program.
- Identify product components, nomenclature, and bill of materials.
- Develop the process, including technology selection, process planning, and routing sheet of the product.
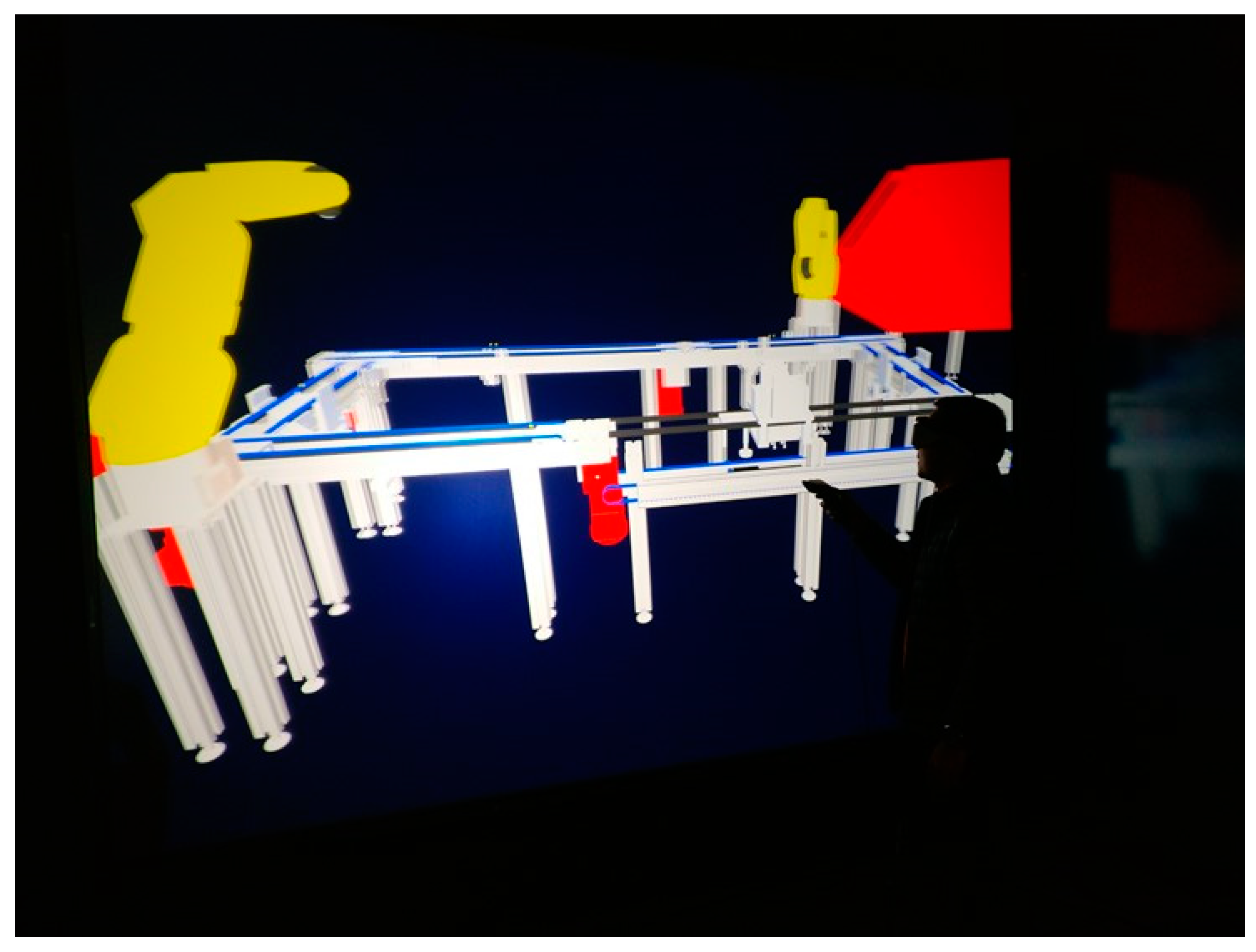
- Learn to design the product as well as various layouts of RMS using a VR system.
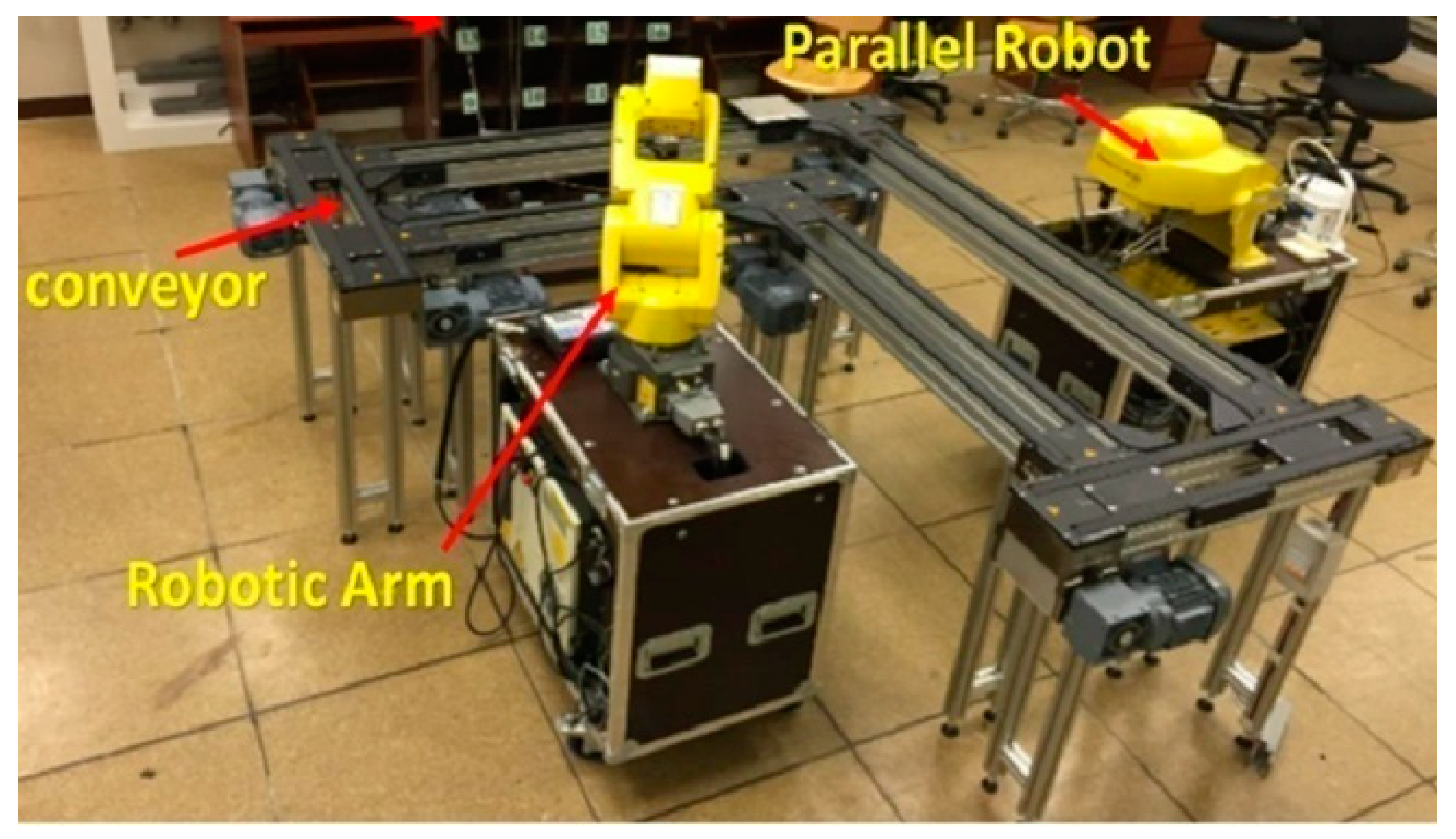
- Develop an actual configuration of an RMS after one week.
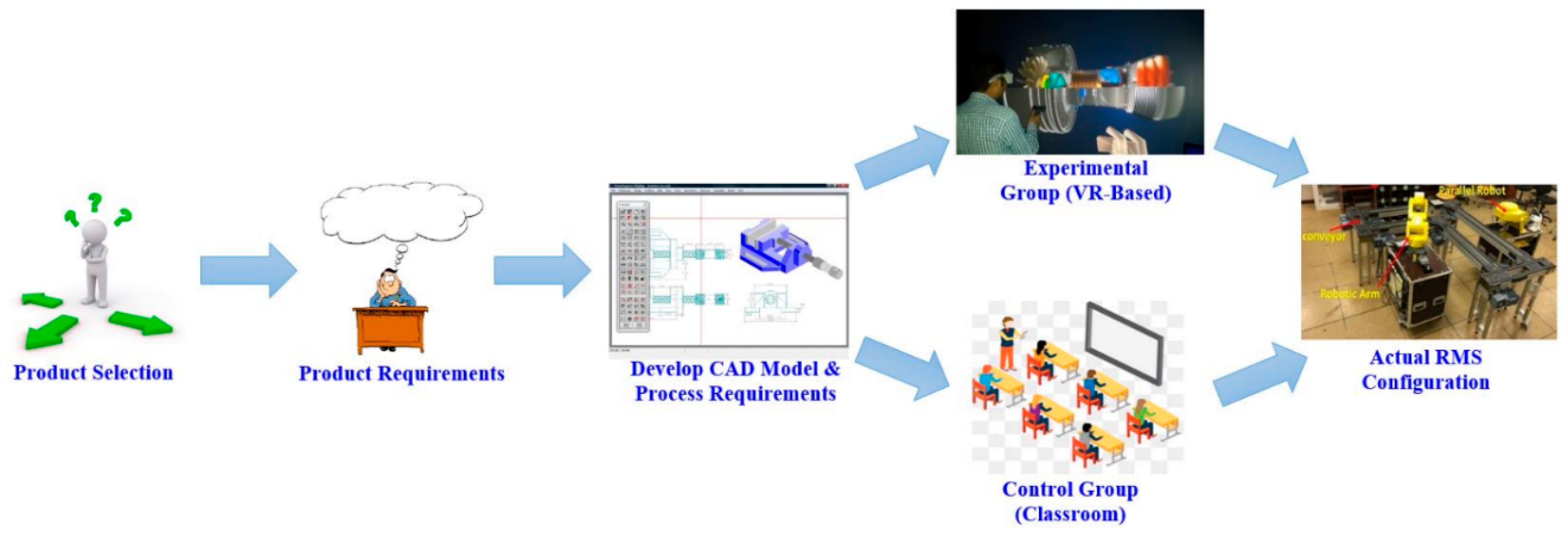
- Step 1. Select the product to be used as a case study.
- Step 2. Identify product components, nomenclature, and bill of materials.
- Step 3. Develop CAD model for the selected product.
- Step 4. Develop the process, including technology selection, process planning, and routing sheet of the product.
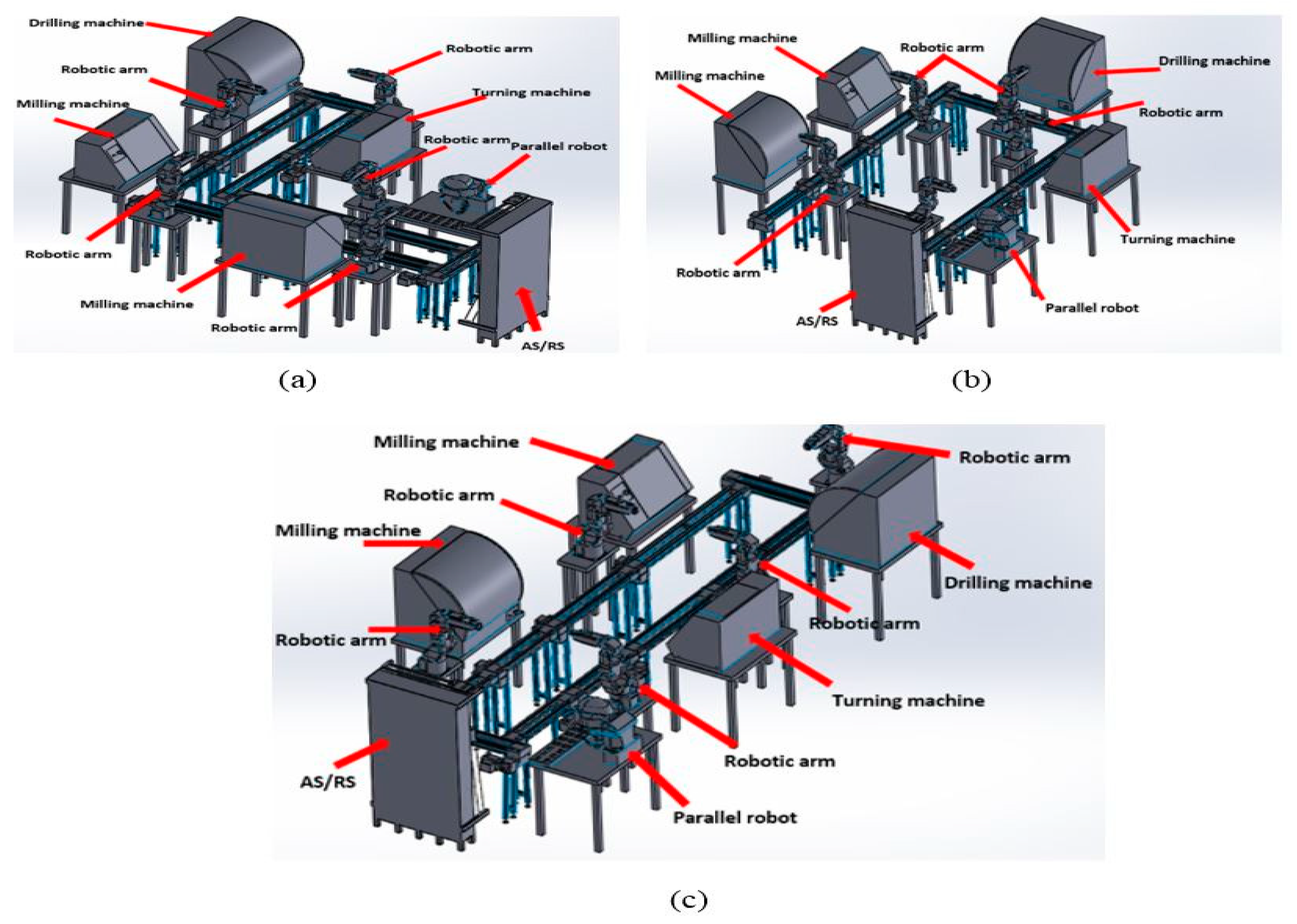
- Step 5. Design the various layouts of the RMS.
- Step 6. Randomly divide the students into two groups. One group to be taught using a VR-based system for designing different alternatives of RMS, and the other group to be taught using traditional classroom teaching.
- Step 7. All participants would perform the actual designing of RMS in the laboratory after a week.
- Step 8 Performance measures will be recorded and analysed.
4.1. Case Study
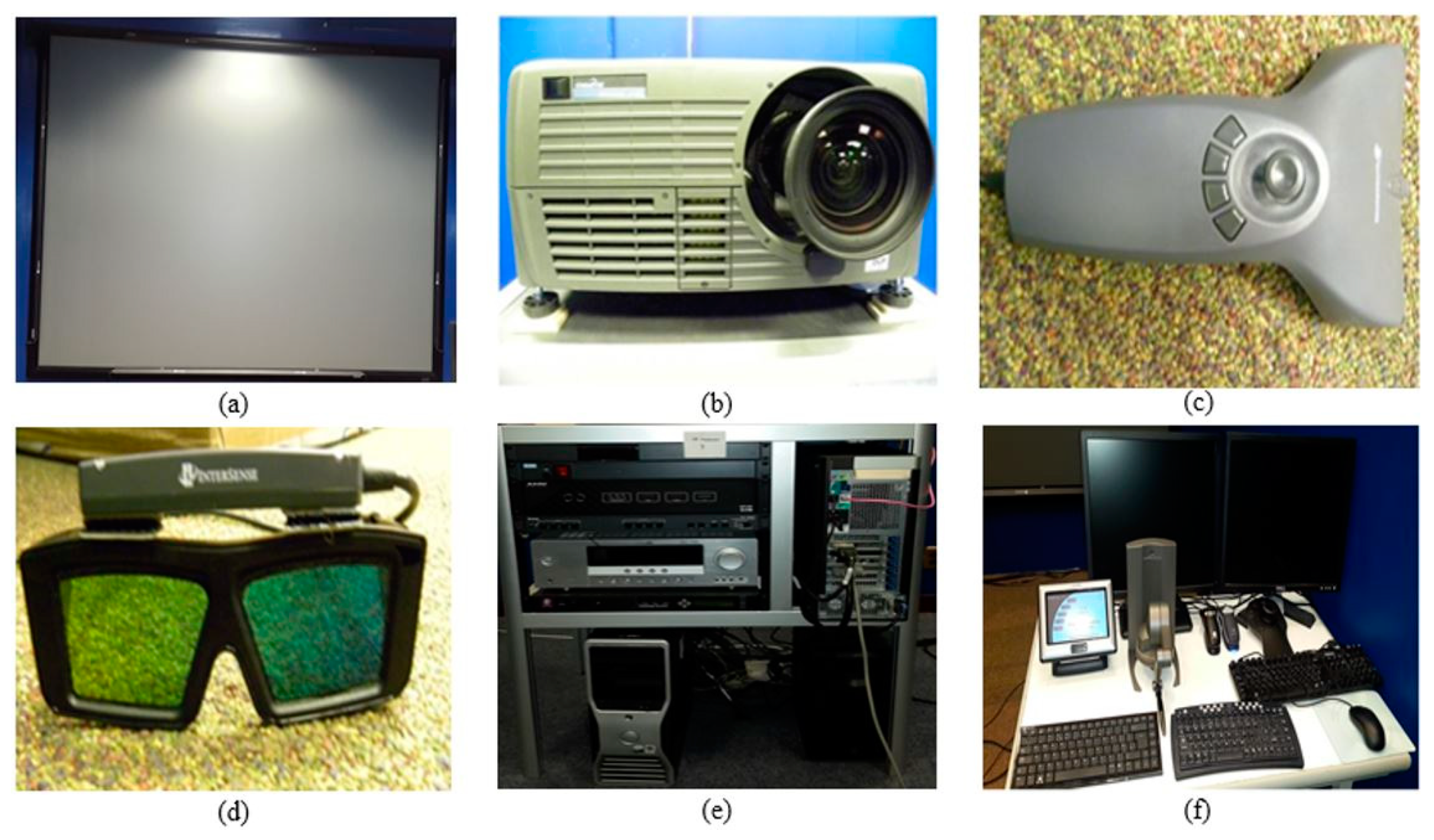
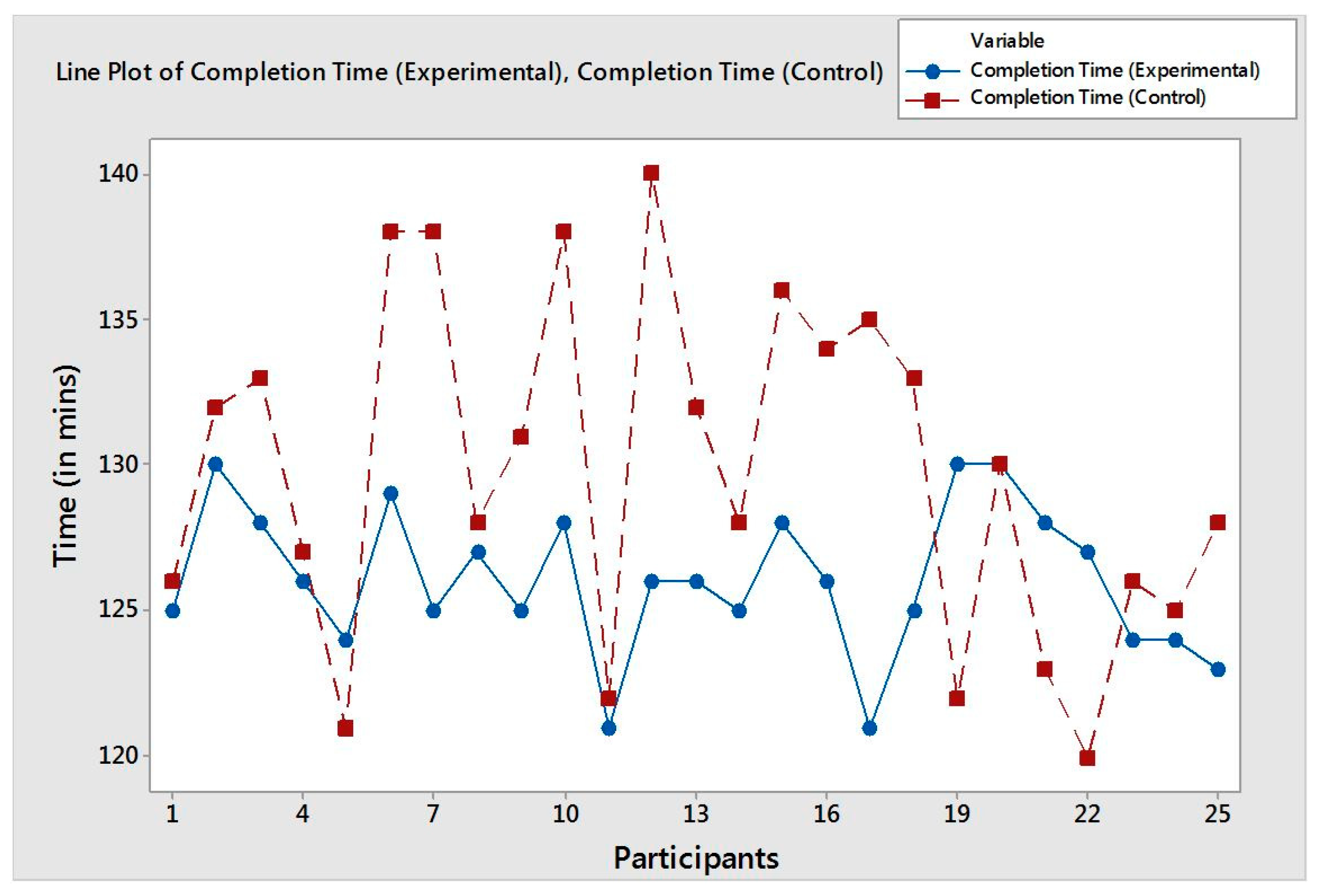
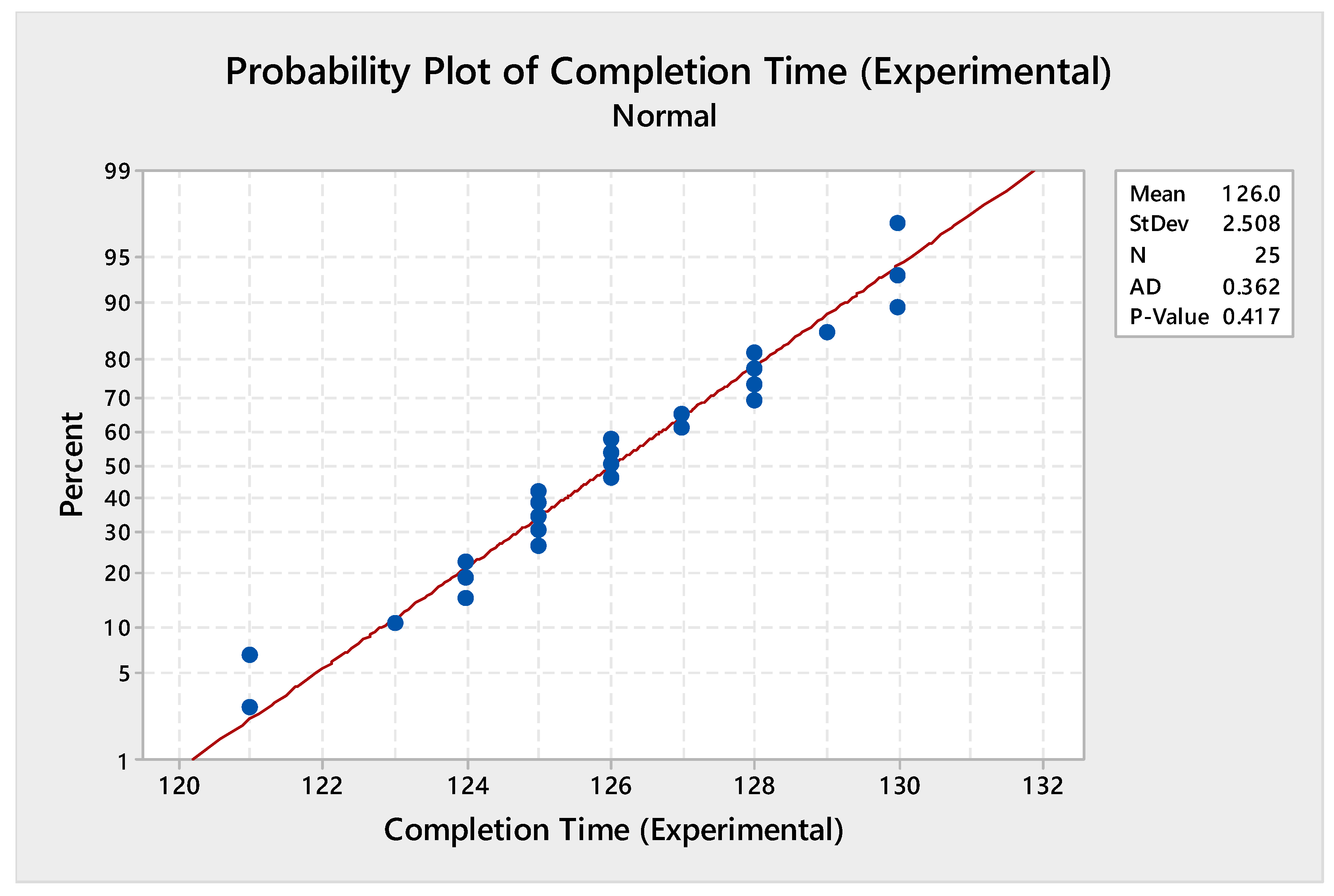
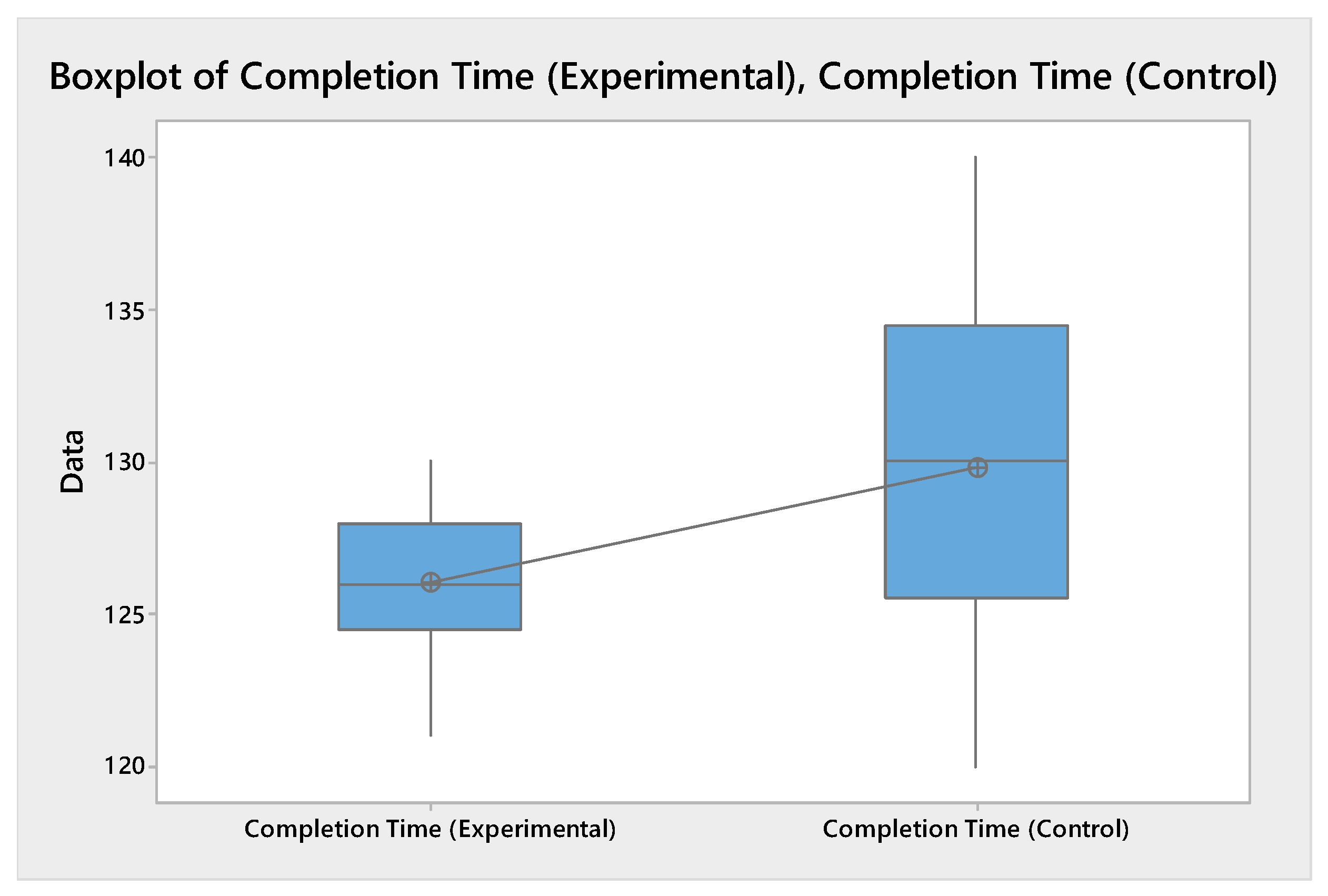
4.2. Performance Measures and Apparatus
4.3. Results
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Piccarozzi, M.; Aquilani, B.; Gatti, C. Industry 4.0 in management studies: A systematic literature review. Sustainability 2018, 10, 3821. [Google Scholar] [CrossRef]
- Kuts, V.; Otto, T.; Caldarola, E.G.; Modoni, G.E.; Sacco, M. Enabling the teaching factory leveraging a virtual reality system based on the digital twin. In Proceedings of the 15th Annual EuroVR Conference, London, UK, 22–23 October 2018; VTT Technical Research Centre of Finland, Ltd.: Espoo, Finland, 2018; pp. 26–31. [Google Scholar]
- Stachová, K.; Papula, J.; Stacho, Z.; Kohnová, L. External partnerships in employee education and development as the key to facing industry 4.0 challenges. Sustainability 2019, 11, 345. [Google Scholar] [CrossRef]
- ElMaraghy, W.; ElMaraghy, H.; Tomiyama, T.; Monostori, L. Complexity in engineering design and manufacturing. CIRP Ann. 2012, 61, 793–814. [Google Scholar] [CrossRef]
- Tolio, T.; Ceglarek, D.; ElMaraghy, H.A.; Fischer, A.; Hu, S.J.; Laperrière, L.; Newman, S.T.; Váncza, J. Species—Co-evolution of products, processes and production systems. CIRP Ann. 2010, 59, 672–693. [Google Scholar] [CrossRef]
- Benešová, A.; Hirman, M.; Steiner, F.; Tupa, J. Analysis of education requirements for electronics manufacturing within concept industry 4.0. In Proceedings of the 41st International Spring Seminar on Electronics Technology (ISSE), University of Novi Sad, Zlatibor, Novi Sad, Serbia, 16–20 May 2018; pp. 1–5. [Google Scholar]
- Abele, E.; Chryssolouris, G.; Sihn, W.; Metternich, J.; ElMaraghy, H.; Seliger, G.; Sivard, G.; ElMaraghy, W.; Hummel, V.; Tisch, M.; et al. Learning factories for future oriented research and education in manufacturing. CIRP Ann. 2017, 66, 803–826. [Google Scholar] [CrossRef]
- Taxén, G.; Naeve, A. A system for exploring open issues in vr-based education. Comput. Graph. 2002, 26, 593–598. [Google Scholar] [CrossRef]
- Abidi, M.H.; El-Tamimi, A.M.; Al-Ahmari, A.M. Virtual reality: Next generation tool for distance education. Int. J. Adv. Sci. Eng. Technol. 2012, 2, 95–100. [Google Scholar]
- Mourtzis, D.; Zogopoulos, V.; Vlachou, E. Augmented reality supported product design towards industry 4.0: A teaching factory paradigm. Procedia Manuf. 2018, 23, 207–212. [Google Scholar] [CrossRef]
- Mourtzis, D.; Vlachou, E.; Dimitrakopoulos, G.; Zogopoulos, V. Cyber- physical systems and education 4.0—The teaching factory 4.0 concept. Procedia Manuf. 2018, 23, 129–134. [Google Scholar] [CrossRef]
- Mourtzis, D. Development of Skills and Competences in Manufacturing Towards Education 4.0: A Teaching Factory Approach. In Proceedings of the 3rd International Conference on the Industry 4.0 Model for Advanced Manufacturing, Belgrade, Serbia, 5–7 June 2018; Ni, J., Majstorovic, V., Djurdjanovic, D., Eds.; Springer: Cham, Switzerland, 2018; pp. 194–210. [Google Scholar]
- Abele, E.; Metternich, J.; Tisch, M.; Chryssolouris, G.; Sihn, W.; ElMaraghy, H.; Hummel, V.; Ranz, F. Learning factories for research, education, and training. Procedia CIRP 2015, 32, 1–6. [Google Scholar] [CrossRef]
- Wagner, U.; AlGeddawy, T.; ElMaraghy, H.; MŸller, E. The state-of-the-art and prospects of learning factories. Procedia CIRP 2012, 3, 109–114. [Google Scholar] [CrossRef]
- Weidig, C.; Menck, N.; Winkes, P.A.; Aurich, J.C. Virtual Learning Factory on vr-Supported Factory Planning. In Proceedings of the Working Conference on Virtual Enterprises, Amsterdam, The Netherlands, 6–8 October 2014; Springer: Berlin/Heidelberg, Germany, 2014; pp. 455–462. [Google Scholar]
- Hummel, V.; Westkamper, E. Learning factory for advanced industrial engineering—Integrated approach of the digital learning environment and the physical model factory. In Production Engineering; University Publishing House: Krakow, Poland, 2007; pp. 215–227. [Google Scholar]
- ElMaraghy, H.; ElMaraghy, W. Learning integrated product and manufacturing systems. Procedia CIRP 2015, 32, 19–24. [Google Scholar] [CrossRef]
- Baena, F.; Guarin, A.; Mora, J.; Sauza, J.; Retat, S. Learning factory: The path to industry 4.0. Procedia Manuf. 2017, 9, 73–80. [Google Scholar] [CrossRef]
- Schreiber, S.; Funke, L.; Tracht, K. Bertha—A flexible learning factory for manual assembly. Procedia CIRP 2016, 54, 119–123. [Google Scholar] [CrossRef]
- Jaeger, A.; Mayrhofer, W.; Kuhlang, P.; Matyas, K.; Sihn, W. Total immersion: Hands and heads-on training in a learning factory for comprehensive industrial engineering education. Int. J. Eng. Educ. 2013, 29, 23–32. [Google Scholar]
- Bedolla, J.S.; D’Antonio, G.; Chiabert, P. A novel approach for teaching it tools within learning factories. Procedia Manuf. 2017, 9, 175–181. [Google Scholar] [CrossRef]
- Sampaio, A.Z.; Ferreira, M.M.; Rosário, D.P.; Martins, O.P. 3d and vr models in civil engineering education: Construction, rehabilitation and maintenance. Autom. Constr. 2010, 19, 819–828. [Google Scholar] [CrossRef]
- Dávideková, M.; Mjartan, M.; Greguš, M. Utilization of virtual reality in education of employees in slovakia. Procedia Comput. Sci. 2017, 113, 253–260. [Google Scholar] [CrossRef]
- Ahlberg, G.; Enochsson, L.; Gallagher, A.G.; Hedman, L.; Hogman, C.; McClusky, D.A., 3rd; Ramel, S.; Smith, C.D.; Arvidsson, D. Proficiency-based virtual reality training significantly reduces the error rate for residents during their first 10 laparoscopic cholecystectomies. Am. J. Surg. 2007, 193, 797–804. [Google Scholar] [CrossRef] [PubMed]
- Kaufmann, H.; Schmalstieg, D. Mathematics and geometry education with collaborative augmented reality. Comput. Graph. 2003, 27, 339–345. [Google Scholar] [CrossRef] [Green Version]
- Merchant, Z.; Goetz, E.T.; Cifuentes, L.; Keeney-Kennicutt, W.; Davis, T.J. Effectiveness of virtual reality-based instruction on students’ learning outcomes in k-12 and higher education: A meta-analysis. Comput. Educ. 2014, 70, 29–40. [Google Scholar] [CrossRef]
- Shin, D.; Yoon, E.S.; Lee, K.Y.; Lee, E.S. A web-based, interactive virtual laboratory system for unit operations and process systems engineering education: Issues, design and implementation. Comput. Chem. Eng. 2002, 26, 319–330. [Google Scholar] [CrossRef]
- Engum, S.A.; Jeffries, P.; Fisher, L. Intravenous catheter training system: Computer-based education versus traditional learning methods. Am. J. Surg. 2003, 186, 67–74. [Google Scholar] [CrossRef]
- Chen, C.J.; Toh, S.C.; Fauzy, W.M. The theoretical framework for designing desktop virtual reality-based learning environments. J. Interact. Learn. Res. 2004, 15, 147–167. [Google Scholar]
- Mourtzis, D.; Zogopoulos, V.; Katagis, I.; Lagios, P. Augmented reality based visualization of cam instructions towards industry 4.0 paradigm: A cnc bending machine case study. Procedia CIRP 2018, 70, 368–373. [Google Scholar] [CrossRef]
- Masoni, R.; Ferrise, F.; Bordegoni, M.; Gattullo, M.; Uva, A.E.; Fiorentino, M.; Carrabba, E.; Di Donato, M. Supporting remote maintenance in industry 4.0 through augmented reality. Procedia Manuf. 2017, 11, 1296–1302. [Google Scholar] [CrossRef]
- Koren, Y.; Shpitalni, M. Design of reconfigurable manufacturing systems. J. Manuf. Syst. 2010, 29, 130–141. [Google Scholar] [CrossRef]
- Koren, Y.; Wang, W.; Gu, X. Value creation through design for scalability of reconfigurable manufacturing systems. Int. J. Prod. Res. 2017, 55, 1227–1242. [Google Scholar] [CrossRef]
- ElMaraghy, H.A. Changing and evolving products and systems—Models and enablers. In Changeable and Reconfigurable Manufacturing Systems; ElMaraghy, H.A., Ed.; Springer: London, UK, 2009; pp. 25–45. [Google Scholar]
- Abele, E.; Tenberg, R.; Wennemer, J.; Cachay, J. Production Skills Development in Learning Factories [Kompetenzenzwicklung in Lernfabriken für die Produktion]. J. Econ. Fact. Oper. 2010, 105, 909–913. [Google Scholar] [CrossRef]
- Farid, A.M. Measures of reconfigurability and its key characteristics in intelligent manufacturing systems. J. Intell. Manuf. 2017, 28, 353–369. [Google Scholar] [CrossRef]
- Farid, A.M.; McFarlane, D.C. A tool for assessing reconfigurability of distributed manufacturing systems. IFAC Proc. Vol. 2006, 39, 523–528. [Google Scholar] [CrossRef]
- Goyal, K.K.; Jain, P.K.; Jain, M. A novel methodology to measure the responsiveness of rmts in reconfigurable manufacturing system. J. Manuf. Syst. 2013, 32, 724–730. [Google Scholar] [CrossRef]
- Mehrabi, M.G.; Ulsoy, A.G.; Koren, Y. Reconfigurable manufacturing systems: Key to future manufacturing. J. Intell. Manuf. 2000, 11, 403–419. [Google Scholar] [CrossRef]
- Heilala, J.; Voho, P. Modular reconfigurable flexible final assembly systems. Assem. Autom. 2001, 21, 20–30. [Google Scholar] [CrossRef]
- Calle, M.; González-R, P.L.; Leon, J.M.; Pierreval, H.; Canca, D. Integrated management of inventory and production systems based on floating decoupling point and real-time information: A simulation based analysis. Int. J. Prod. Econ. 2016, 181, 48–57. [Google Scholar] [CrossRef]
- González-R, P.L.; Framinan, J.M.; Pierreval, H. Token-based pull production control systems: An introductory overview. J. Intell. Manuf. 2012, 23, 5–22. [Google Scholar] [CrossRef]
- Padayachee, J.; Bright, G. The design of reconfigurable assembly stations for high variety and mass customisation manufacturing. S. Afr. J. Ind. Eng. 2013, 24, 15. [Google Scholar] [CrossRef]
- Ho, J.K.L. A proposed approach for reconfiguration of flexible assembly line systems by motion genes. Int. J. Prod. Res. 2005, 43, 1729–1749. [Google Scholar] [CrossRef]
- Michalos, G.; Sipsas, P.; Makris, S.; Chryssolouris, G. Decision making logic for flexible assembly lines reconfiguration. Robot. Comput. Integr. Manuf. 2016, 37, 233–250. [Google Scholar] [CrossRef]
- Kong, Z.; Ceglarek, D. Fixture workspace synthesis for reconfigurable assembly using procrustes-based pairwise configuration optimization. J. Manuf. Syst. 2006, 25, 25–38. [Google Scholar] [CrossRef]
- Moon, Y.-M.; Kota, S. Design of reconfigurable machine tools. J. Manuf. Sci. Eng. 2002, 124, 480–483. [Google Scholar] [CrossRef]
- Olabanji, O.M.; Mpofu, K. Comparison of weighted decision matrix, and analytical hierarchy process for cad design of reconfigurable assembly fixture. Procedia CIRP 2014, 23, 264–269. [Google Scholar] [CrossRef]
- Kong, Z.; Cegiarek, D. Rapid deployment of reconfigurable assembly fixtures using workspace synthesis and visibility analysis. CIRP Ann. 2003, 52, 13–16. [Google Scholar] [CrossRef]
- Fasth-Berglund, Å.; Stahre, J. Cognitive automation strategy for reconfigurable and sustainable assembly systems. Assem. Autom. 2013, 33, 294–303. [Google Scholar] [CrossRef]
- Mills, J.J.; Criswell, T.; Huff, B.; Liles, D. The dynamically reconfigurable assembly system. In Human Aspects in Computer Integrated Manufacturing; Olling, G.J., Kimura, F., Eds.; Elsevier: Amsterdam, The Netherlands, 1992; pp. 585–591. [Google Scholar]
- Cheikh, S.B.; Hajri-Gabouj, S.; Darmoul, S. Manufacturing configuration selection under arduous working conditions: A multi-criteria decision approach. In Proceedings of the International Conference on Industrial Engineering and Operations Management, Kuala Lumpur, Malaysia, 8–10 March 2016. [Google Scholar]
- Jefferson, T.G.; Crossley, R.; Smith, T.; Ratchev, S. Review of Reconfigurable Assembly Systems Technologies for cost Effective Wing Structure Assembly; SAE International: Warrendale, PA, USA, 2013. [Google Scholar]
- Ali-Qureshi, Z.; ElMaraghy, W.H. Procurement of reconfigurable assembly system a justification for effective production ramp-up planning. Procedia CIRP 2014, 16, 164–169. [Google Scholar] [CrossRef]
- Kashkoush, M.; ElMaraghy, H. Product family formation for reconfigurable assembly systems. Procedia CIRP 2014, 17, 302–307. [Google Scholar] [CrossRef]
- Ascheri, A.; Ippolito, M.; Colombo, G.; Furini, F.; Atzeni, E. Automatic configuration of a powertrain assembly line layout based on a kbe approach. In Proceedings of the 2014 IEEE Emerging Technology and Factory Automation (ETFA), Barcelona, Spain, 16–19 September 2014; pp. 1–4. [Google Scholar]
- Lafou, M.; Mathieu, L.; Pois, S.; Alochet, M. Manufacturing system configuration: Flexibility analysis for automotive mixed-model assembly lines. IFAC-PapersOnLine 2015, 48, 94–99. [Google Scholar] [CrossRef]
- Landherr, M.; Westkämper, E. Integrated product and assembly configuration using systematic modularization and flexible integration. Procedia CIRP 2014, 17, 260–265. [Google Scholar] [CrossRef]
- Modrak, V.; Marton, D.; Bednar, S. The influence of mass customization strategy on configuration complexity of assembly systems. Procedia CIRP 2015, 33, 538–543. [Google Scholar] [CrossRef]
- Sayed, M.S.; Lohse, N. Distributed bayesian diagnosis for modular assembly systems—A case study. J. Manuf. Syst. 2013, 32, 480–488. [Google Scholar] [CrossRef]
- Weyer, S.; Schmitt, M.; Ohmer, M.; Gorecky, D. Towards industry 4.0—Standardization as the crucial challenge for highly modular, multi-vendor production systems. IFAC-PapersOnLine 2015, 48, 579–584. [Google Scholar] [CrossRef]
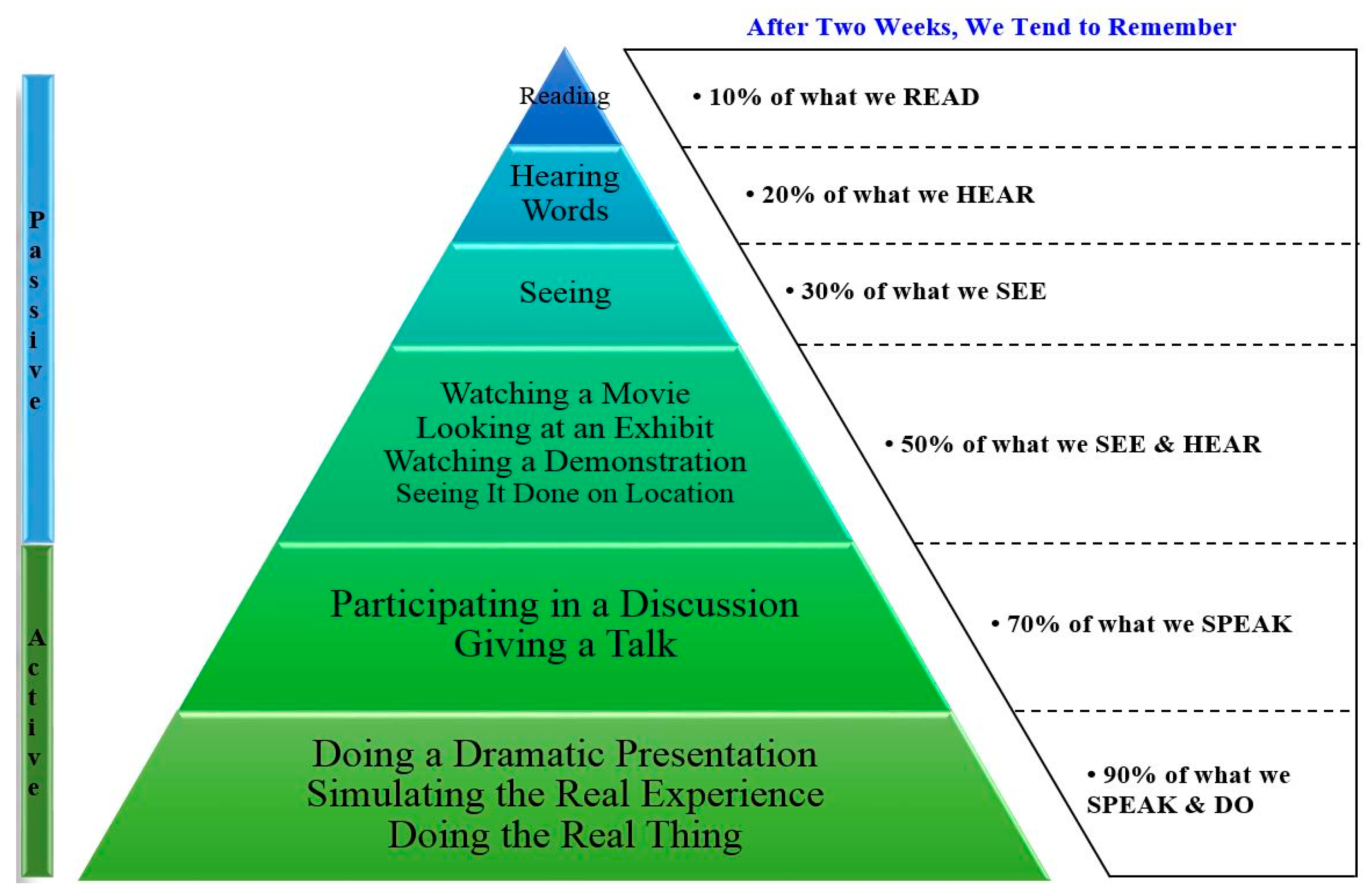
- Dale, E. Audiovisual Methods in Teaching; Dryden Press: New York, NY, USA, 1969. [Google Scholar]
- Cheikh, S.B.; Hajri-Gabouj, S.; Darmoul, S. Reconfiguring manufacturing systems using an analytic hierarchy process with strategic and operational indicators. In Proceedings of the 2015 International Conference on Industrial Engineering and Operations Management (IEOM), Dubai, UAE, 3–5 March 2015; pp. 1–6. [Google Scholar]
- Bougrine, A.; Darmoul, S.; Hajri-Gabouj, S. Topsis based multi-criteria reconfiguration of manufacturing systems considering operational and ergonomic indicators. In Proceedings of the 2017 International Conference on Advanced Systems and Electric Technologies (IC_ASET), Hammamet, Tunisia, 14–17 January 2017; pp. 329–334. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
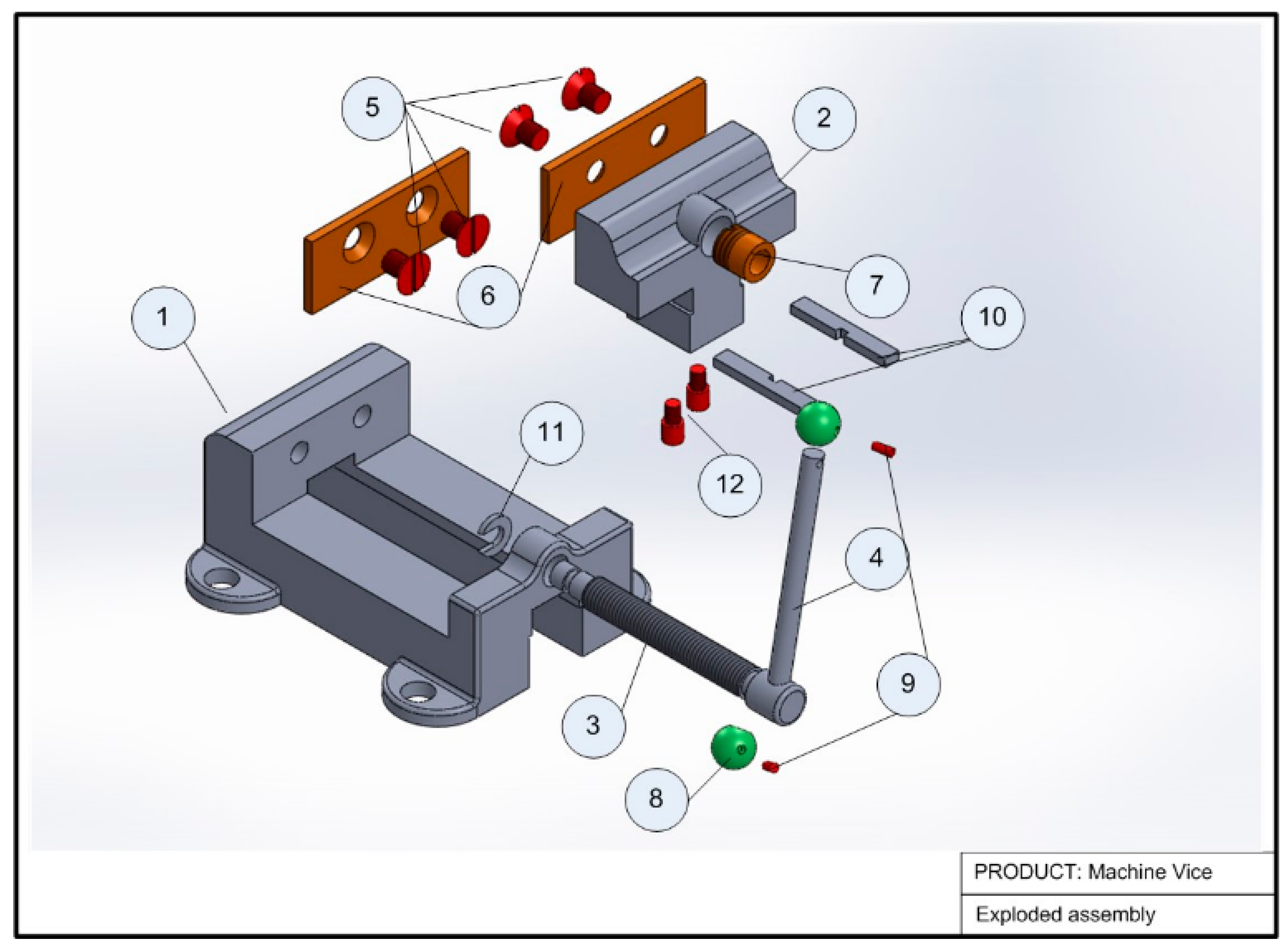
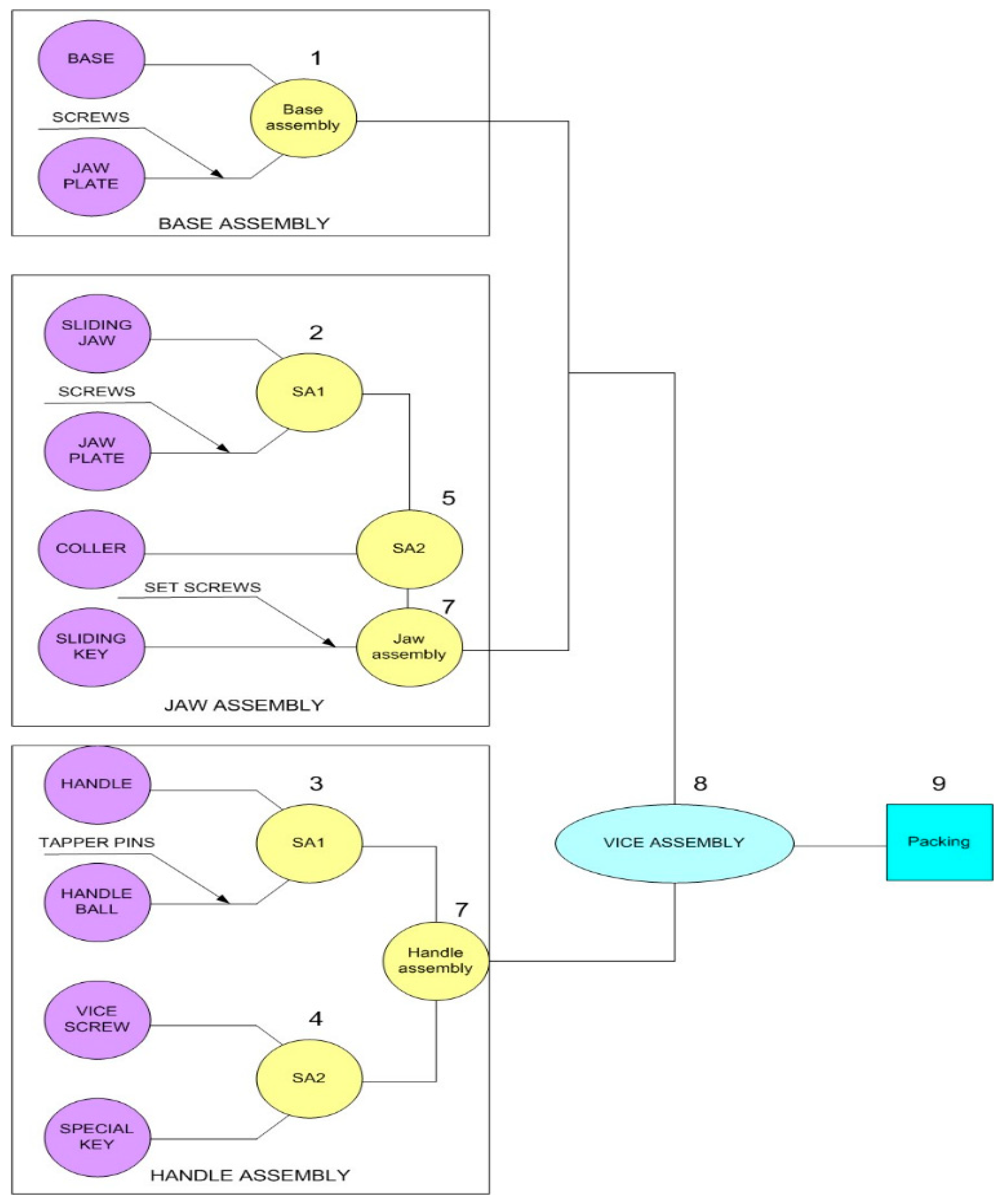
| Part No. | Quantity | Part Name |
|---|---|---|
| 1 | 01 | Base |
| 2 | 01 | Sliding Jaw |
| 3 | 01 | Vice Screw |
| 4 | 01 | Handle for Screw |
| 5 | 04 | Screw |
| 6 | 02 | Jaws plate |
| 7 | 01 | Collar |
| 8 | 02 | Handle Ball |
| 9 | 02 | Tapper Pin |
| 10 | 02 | Sliding Key |
| 11 | 01 | Special key |
| 12 | 02 | Set Screw |
| Part Name: BASE Part Material: Malleable Steel Plate Lot size: 20 pcs. Part No.: 1 | Blank Size: 180 × 155 Steel Plate, 80 mm thick |  | |||||
| Operation Number | Description | Tool and aux. | Machine | Setup, (min)/pc | Loading/ Unloading (min)/pc | Operation time, min. | Prod. Time, min/pc |
| 10 | Cut from stock | Saw | Power saw | 0.8 | 1 | 3 | 4.8 |
| 20 | Milling as per drawing | Milling tool | Milling machine | 1 | 1 | 6 | 8 |
| 30 | Drilling | Twist drill | Drill press | 0.5 | 0.5 | 3 | 4 |
| 40 | Threading | Thread tool | Lathe | 0.5 | 0.5 | 3 | 4 |
| Group | Completion Time (mins.) Mean (S.D.) | Accuracy (Number of Errors) Mean (S.D.) | % Completion Mean (S.D.) |
|---|---|---|---|
| Experimental | 126.04 (2.51) | 1.20 (1.08) | 100 |
| Control | 129.84 (5.89) | 2.12 (1.76) | 100 |
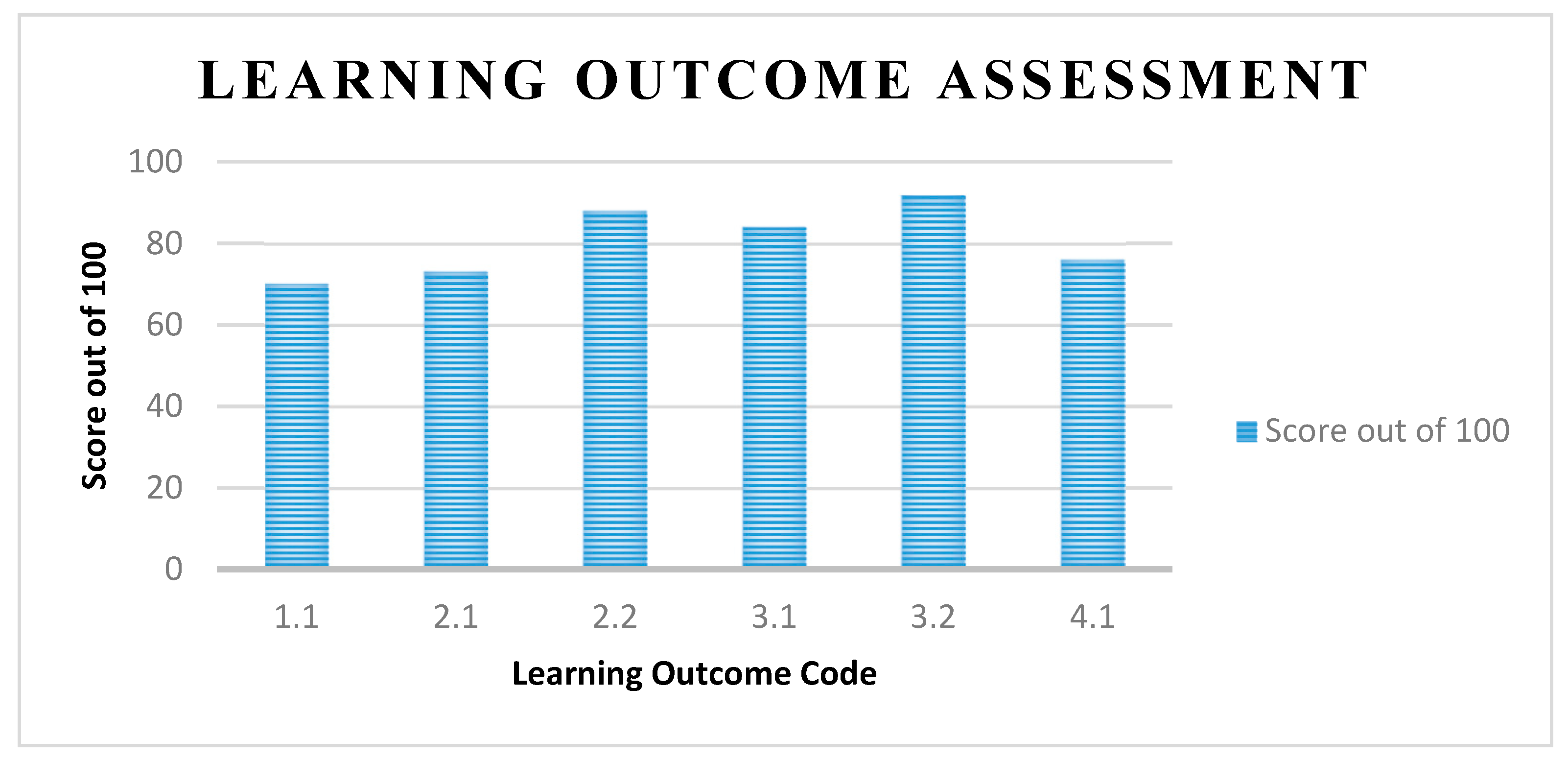
| Code | Learning Domains and Course Learning Outcomes |
|---|---|
| 1.0 | Knowledge |
| 1.1 | Recognize the necessary basic science and mathematics and gain the necessary engineering science |
| 2.0 | Cognitive Skills |
| 2.1 | Design, develop, implement, and improve a process, a component or an integrated system under realistic constraints. |
| 2.2 | Use the techniques, skills, and modern engineering tools necessary in engineering practice. |
| 3.0 | Interpersonal Skills & Responsibility |
| 3.1 | Judge and evaluate the RMS development and design issues |
| 3.2 | Demonstrate the ability to work effectively in a team |
| 4.0 | Communication, Information Technology, Numerical |
| 4.1 | Show ability to communicate and use of knowledge of contemporary issues |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Salah, B.; Abidi, M.H.; Mian, S.H.; Krid, M.; Alkhalefah, H.; Abdo, A. Virtual Reality-Based Engineering Education to Enhance Manufacturing Sustainability in Industry 4.0. Sustainability 2019, 11, 1477. https://doi.org/10.3390/su11051477
Salah B, Abidi MH, Mian SH, Krid M, Alkhalefah H, Abdo A. Virtual Reality-Based Engineering Education to Enhance Manufacturing Sustainability in Industry 4.0. Sustainability. 2019; 11(5):1477. https://doi.org/10.3390/su11051477
Chicago/Turabian StyleSalah, Bashir, Mustufa Haider Abidi, Syed Hammad Mian, Mohammed Krid, Hisham Alkhalefah, and Ali Abdo. 2019. "Virtual Reality-Based Engineering Education to Enhance Manufacturing Sustainability in Industry 4.0" Sustainability 11, no. 5: 1477. https://doi.org/10.3390/su11051477
APA StyleSalah, B., Abidi, M. H., Mian, S. H., Krid, M., Alkhalefah, H., & Abdo, A. (2019). Virtual Reality-Based Engineering Education to Enhance Manufacturing Sustainability in Industry 4.0. Sustainability, 11(5), 1477. https://doi.org/10.3390/su11051477