Extrusion Compounding Process for the Development of Eco-Friendly SCG/PP Composite Pellets


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
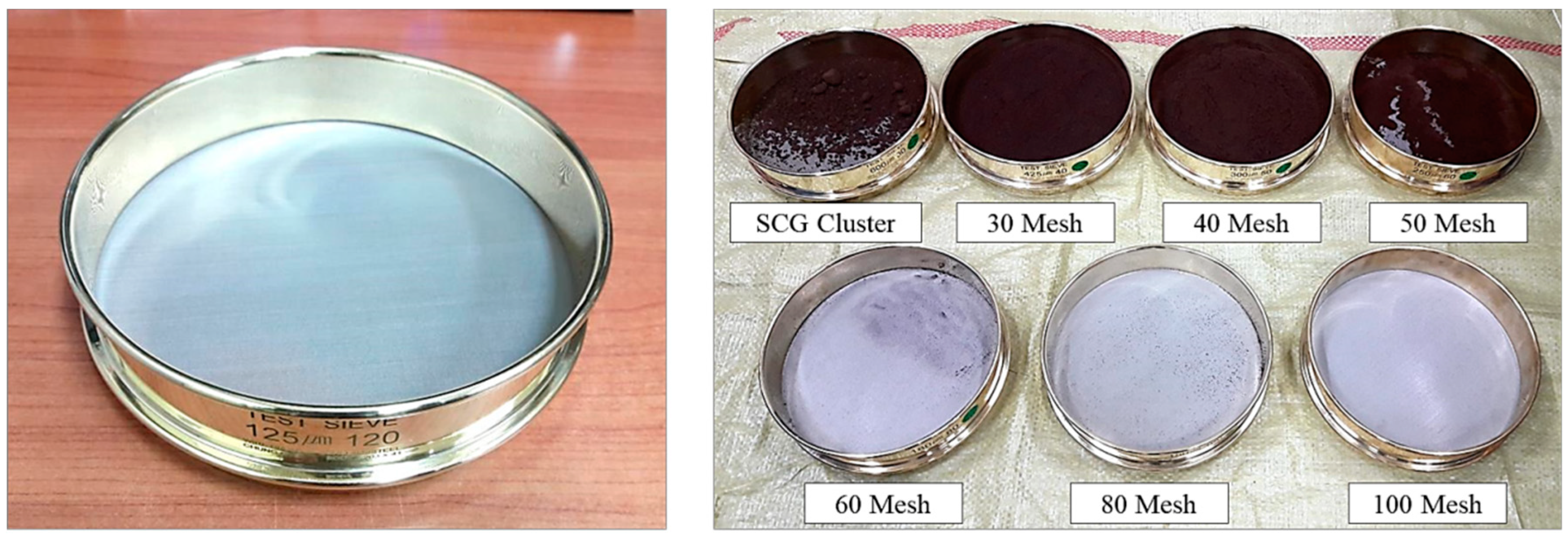
2.2. Particle Size Classification Method of SCG
2.3. Extrusion Compounding Process
2.4. Injection Molding Process
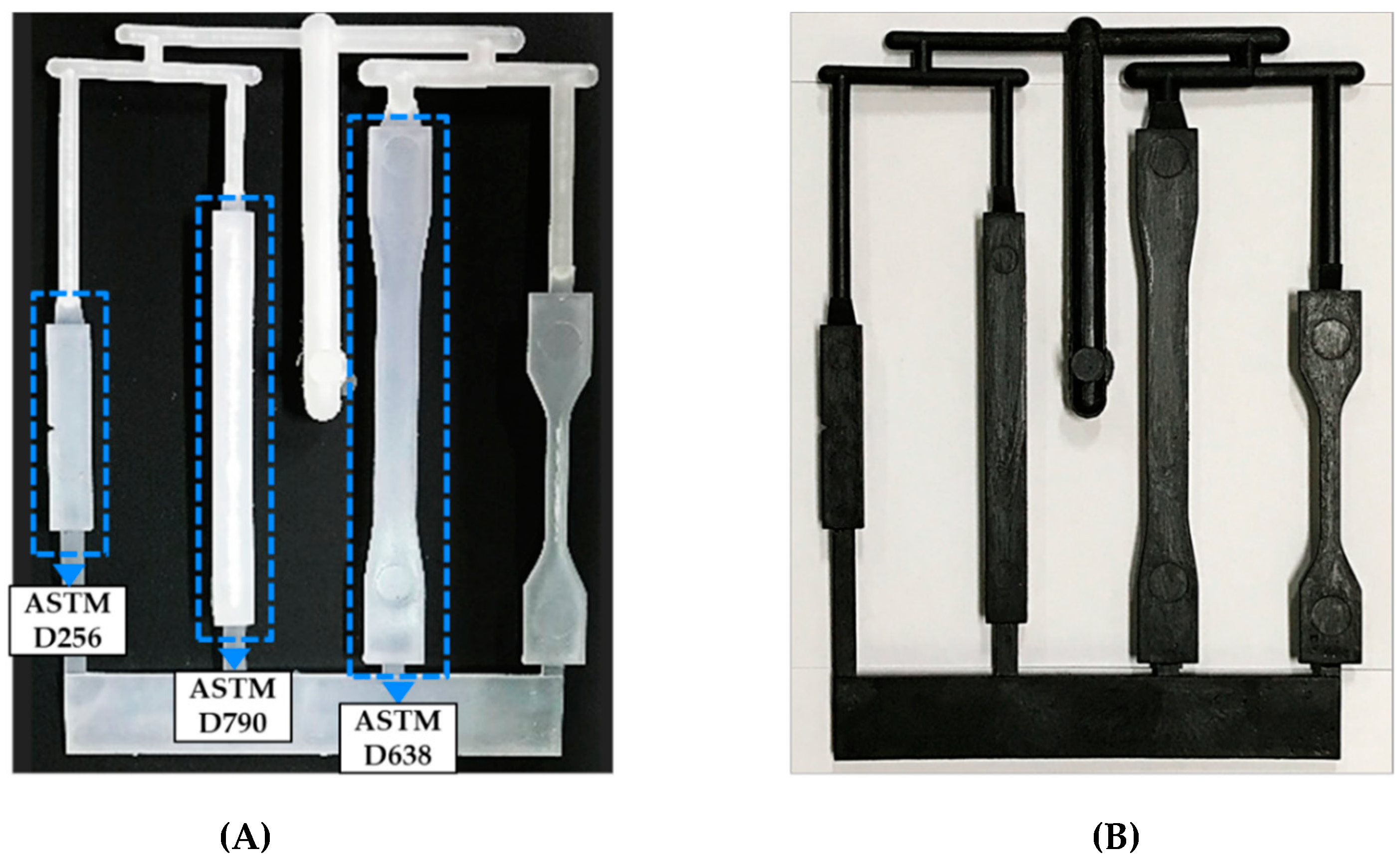
2.5. Method of Measuring Mechanical Properties
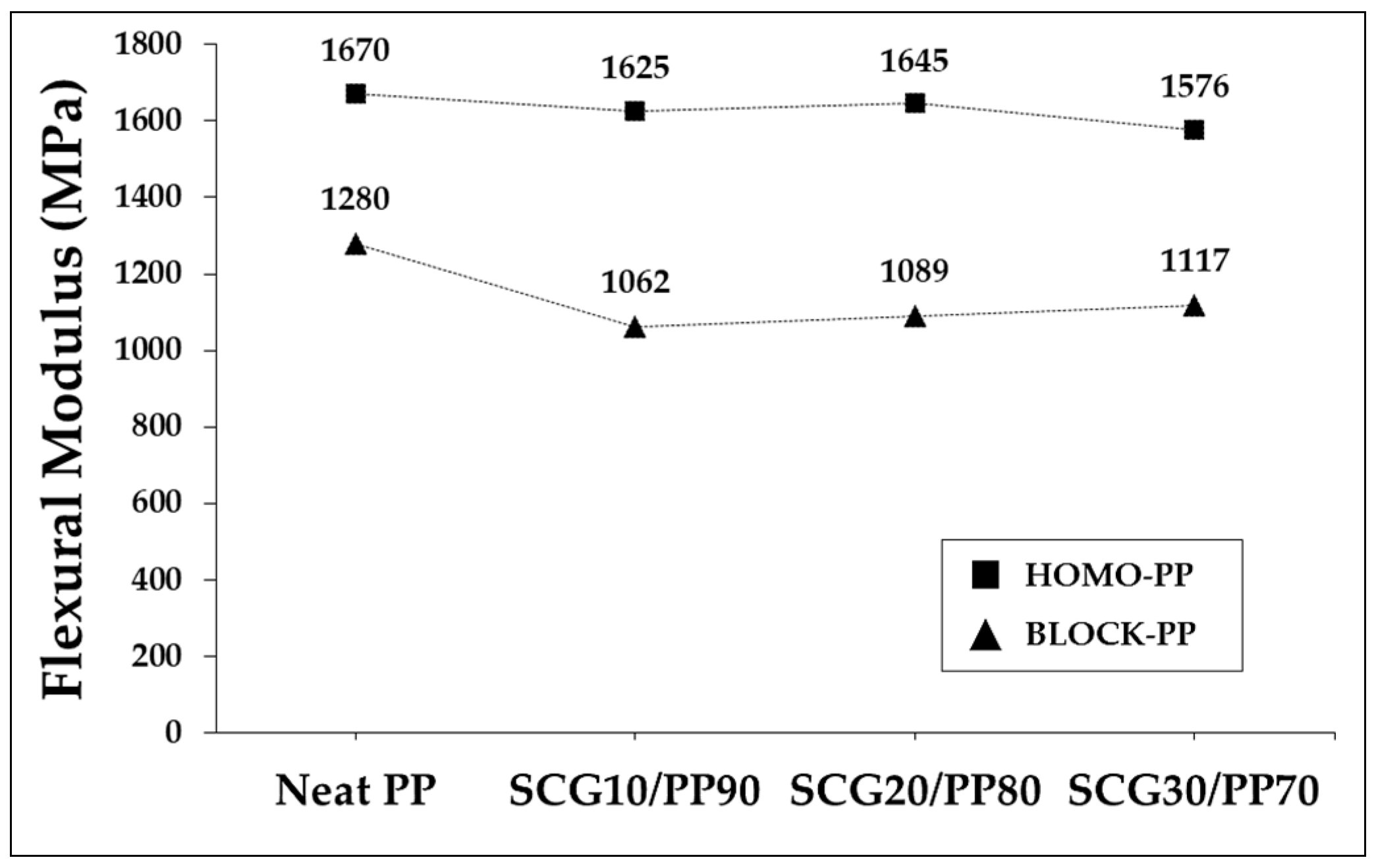
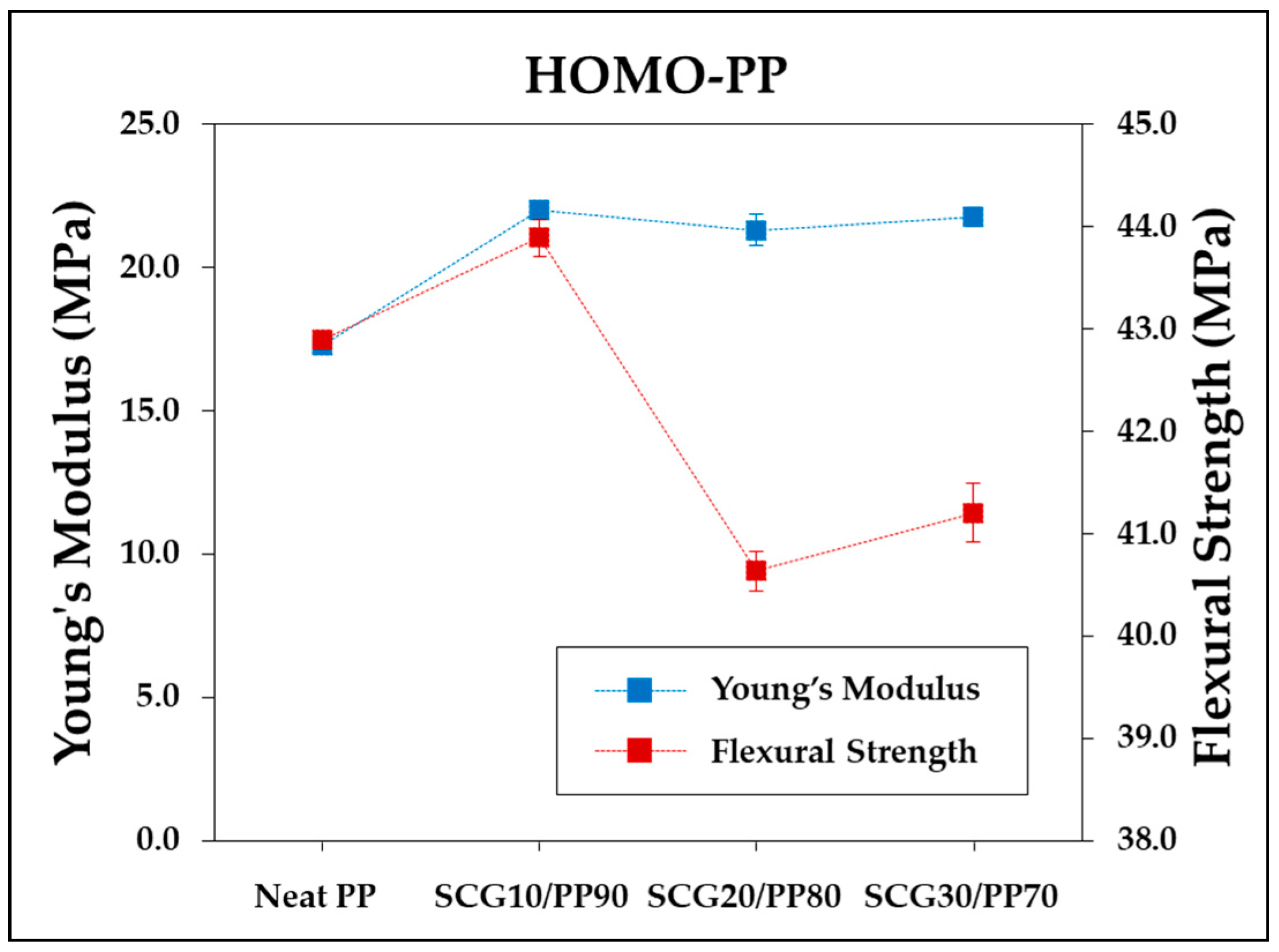
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Koch, H.M.; Calafat, A.M. Human body burdens of chemicals used in plastic manufacture. Philos. Trans. R. Soc. B Biol. Sci. 2009, 364, 2063–2078. [Google Scholar] [CrossRef] [PubMed]
- Halden, R.U. Plastics and Health Risks. Annu. Rev. Public Health 2010, 31, 179–194. [Google Scholar] [CrossRef] [PubMed]
- Rau, C. Supporting carbon neutrality in urban environments using positive energy buildings. Int. J. Sustain. Dev. Plan. 2017, 12, 580–588. [Google Scholar] [CrossRef]
- Dahal, K.; Juhola, S.; Niemelä, J. The role of renewable energy policies for carbon neutrality in Helsinki Metropolitan area. Sustain. Cities Soc. 2018, 40, 222–232. [Google Scholar] [CrossRef]
- Cho, D.; Kim, H.J. Naturally Cyclable Bio-composites. Elast. Compos. 2009, 44, 13. [Google Scholar]
- Arbelaiz, A.; Fernandez, B.; Ramos, J.A.; Retegi, A.; Llano-Ponte, R.; Mondragon, I. Mechanical properties of short flax fibre bundle/polypropylene composites: Influence of matrix/fibre modification, fibre content, water uptake and recycling. Compos. Sci. Technol. 2005, 65, 1582–1592. [Google Scholar] [CrossRef]
- Rosillo-Calle, F. A review of biomass energy - shortcomings and concerns. J. Chem. Technol. Biotechnol. 2016, 91, 1933–1945. [Google Scholar] [CrossRef]
- Field, C.B.; Behrenfeld, M.J.; Randerson, J.T.; Falkowski, P. Primary production of the biosphere: Integrating terrestrial and oceanic components. Science 1998, 281, 237–240. [Google Scholar] [CrossRef]
- Statistical Review of World Energy. Available online: https://www.bp.com/en/global/corporate/energy-economics/statistical-review-of-world-energy.html (accessed on 14 February 2019).
- Porebska, R.; Rybak, A.; Kozub, B.; Sekula, R. Polymer matrix influence on stability of wood polymer composites. Polym. Adv. Technol. 2015, 26, 1076–1082. [Google Scholar] [CrossRef]
- Sohn, J.S.; Cha, S.W. Enhanced interfacial adhesion of polypropylene and waste wood from roadside trees composite materials. Int. J. Precis. Eng. Manuf. 2015, 16, 2389–2393. [Google Scholar] [CrossRef]
- Sohn, J.S.; Cha, S.W. Effect of chemical modification on mechanical properties of wood-plastic composite injection-molded parts. Polymers 2018, 10, 1391. [Google Scholar] [CrossRef]
- Parvaiz, M.R.; Mahanwar, P.A.; Mohanty, S.; Nayak, S.K. Effect of surface modification of fly ash reinforced in polyetheretherketone composites. Polym. Compos. 2011, 32, 1115–1124. [Google Scholar] [CrossRef]
- Sroka, J.; Rybak, A.; Sekula, R.; Sitarz, M. An Investigation into the Influence of Filler Silanization Conditions on Mechanical and Thermal Parameters of Epoxy Resin-Fly Ash Composites. J. Polym. Environ. 2016, 24, 298–308. [Google Scholar] [CrossRef]
- Sroka, J.; Rybak, A.; Sekula, R.; Filipczak, P.; Kozanecki, M.; Sitarz, M. Two-Step Procedure of Fly Ash Modification as an Alternative Method for Creation of Functional Composite. J. Polym. Environ. 2017, 25, 1342–1347. [Google Scholar] [CrossRef]
- Chitra, N.J.; Vasanthakumari, R.; Amanulla, S. Preliminary Studies of the Effect of Coupling Agent on the Properties of Spent Coffee Grounds Polypropylene Bio-Composites. Int. J. Eng. Res. Technol. 2014, 7, 9–16. [Google Scholar]
- García-García, D.; Carbonell, A.; Samper, M.D.; García-Sanoguera, D.; Balart, R. Green composites based on polypropylene matrix and hydrophobized spend coffee ground (SCG) powder. Compos. Part B Eng. 2015, 78, 256–265. [Google Scholar] [CrossRef]
- Zarrinbakhsh, N.; Wang, T.; Rodriguez-Uribe, A.; Misra, M.; Mohanty, A.K. Characterization of wastes and coproducts from the coffee industry for composite material production. BioResources 2016, 11, 7637–7653. [Google Scholar] [CrossRef]
- Essabir, H.; Raji, M.; Laaziz, S.A.; Rodrique, D.; Bouhfid, R.; Qaiss, A.E.K. Thermo-mechanical performances of polypropylene biocomposites based on untreated, treated and compatibilized spent coffee grounds. Compos. Part B Eng 2018, 149, 1–11. [Google Scholar] [CrossRef]
- Iwata, T. Biodegradable and bio-based polymers: Future prospects of eco-friendly plastics. Angew. Chem. Int. Ed. 2015, 54, 3210–3215. [Google Scholar] [CrossRef]
- Spierling, S.; Knüpffer, E.; Behnsen, H.; Mudersbach, M.; Krieg, H.; Springer, S.; Albrecht, S.; Herrmann, C.; Endres, H.J. Bio-based plastics—A review of environmental, social and economic impact assessments. J. Clean. Prod. 2018, 185, 476–491. [Google Scholar] [CrossRef]
- You, Y.S. Korea Bio Material Packaging Association. BioMagazine 2018, 10, 1801. [Google Scholar]
- Pauli, G. The Blue Economy 3.0: The Marriage of Science, Innovation and Entrepreneurship Creates a New Business Model That Transforms Society; Xlibris Corporation: Bloomington, IN, USA, 2017; p. 288. [Google Scholar]
- Annual Global Coffee Consumption Data. Available online: https://www.ico.org (accessed on 7 March 2019).
- Spent Coffee Grounds in Korea. Available online: http://kostat.go.kr (accessed on 7 March 2019).
- Kondamudi, N.; Mohapatra, S.K.; Misra, M. Spent coffee grounds as a versatile source of green energy. J. Agric. Food Chem. 2008, 56, 11757–11760. [Google Scholar] [CrossRef] [PubMed]
- Panusa, A.; Zuorro, A.; Lavecchia, R.; Marrosu, G.; Petrucci, R. Recovery of natural antioxidants from spent coffee grounds. J. Agric. Food Chem. 2013, 61, 4162–4168. [Google Scholar] [CrossRef] [PubMed]
- ASTM Standard D256. Standard Test Methods for Determining the Izod Pendulum Impact Resistance of Plastics; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- ASTM Standard D638. Standard Test Method for Tensile Properties of Plastics; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- ASTM Standard D790. Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- Karger-Kocsis, J. Polypropylene: Structure, Blends and Composites-Structure and Morphology; Chapman and Hall: Boca Raton, FL, USA, 1995; Volume 1, p. 351. [Google Scholar]
- Lee, K.H.; Byon, S. A Study on the Phase Separation and Mechanical Properties of Wood Flour-Polypropylene Composites. Elastom. Compos. 2013, 48, 216–220. [Google Scholar] [CrossRef]
- Mussatto, S.I.; Machado, E.M.S.; Martins, S.; Teixeira, J.A. Production, Composition, and Application of Coffee and Its Industrial Residues. Food Bioprocess Technol. 2011, 4, 661–672. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coffee Bean Varieties | Tarrazu | Antigua | Santos | Medellin |
|---|---|---|---|---|
| Country of origin | Costa Rica | Guatemala | Brazil | Colombia |
| Mixing ratio (%) | 20 | 30 | 20 | 30 |
| Vibratory Sieve Shaker | |
|---|---|
| Number of mounted test sieves | 7 |
| Test sieve size (mm) | 210(Φ) × 60(h) |
| Motor | AC220 V, 60 Hz, 1/2HP |
| Operating method | Shaking left and right |
| Classification of Particle Size for Collected SCG | |||||
|---|---|---|---|---|---|
| Mesh number 1 | Cluster | 30 | 40 | 50 | 60 |
| Particle size (µm) | Unknown | 600 | 425 | 300 | 250 |
| Amounts 2 (g) | 20 g | 182 g (±21.0) | 208 g (±16.0) | 36 g (±5.2) | 4 g (±3.2) |
| Ratio (%) | 4.4 | 40.4 | 46.2 | 8.0 | 4 |
| Material | Spent Coffee Grounds | Polypropylene | |||
|---|---|---|---|---|---|
| Mixing ratio (%) | 0/10/20/30 | 100/90/80/70 | |||
| Compatibilizer (phr) | 3 | ||||
| Die diameter (Ф) | 3 | ||||
| Motor RPM | 1800 | ||||
| Screw RPM | 120 | ||||
| Temperature (°C) | NZ | H1 | H2 | H3 | H4 |
| 200 | 190 | 180 | 160 | 140 | |
| Experimental Condition of Injection Molding Machine | |||||
|---|---|---|---|---|---|
| Injection temp. (°C) | NZ | H1 | H2 | H3 | H4 |
| 200 | 190 | 180 | 170 | 165 | |
| Injection press. (MPa) | 5 | ||||
| Holding press. (MPa) | 3 | ||||
| Holding time (s) | 15 | ||||
| Cooling time (s) | 30 | ||||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sohn, J.S.; Ryu, Y.; Yun, C.-S.; Zhu, K.; Cha, S.W. Extrusion Compounding Process for the Development of Eco-Friendly SCG/PP Composite Pellets. Sustainability 2019, 11, 1720. https://doi.org/10.3390/su11061720
Sohn JS, Ryu Y, Yun C-S, Zhu K, Cha SW. Extrusion Compounding Process for the Development of Eco-Friendly SCG/PP Composite Pellets. Sustainability. 2019; 11(6):1720. https://doi.org/10.3390/su11061720
Chicago/Turabian StyleSohn, Joo Seong, Youngjae Ryu, Chang-Seok Yun, Kun Zhu, and Sung Woon Cha. 2019. "Extrusion Compounding Process for the Development of Eco-Friendly SCG/PP Composite Pellets" Sustainability 11, no. 6: 1720. https://doi.org/10.3390/su11061720
APA StyleSohn, J. S., Ryu, Y., Yun, C. -S., Zhu, K., & Cha, S. W. (2019). Extrusion Compounding Process for the Development of Eco-Friendly SCG/PP Composite Pellets. Sustainability, 11(6), 1720. https://doi.org/10.3390/su11061720