Unidirectional Rubber-Toughened Green Composites Based on PHBV


Abstract
:
1. Introduction
2. Materials and Methods
3. Results
3.1. Volume Fractions
3.2. Thermal Analysis
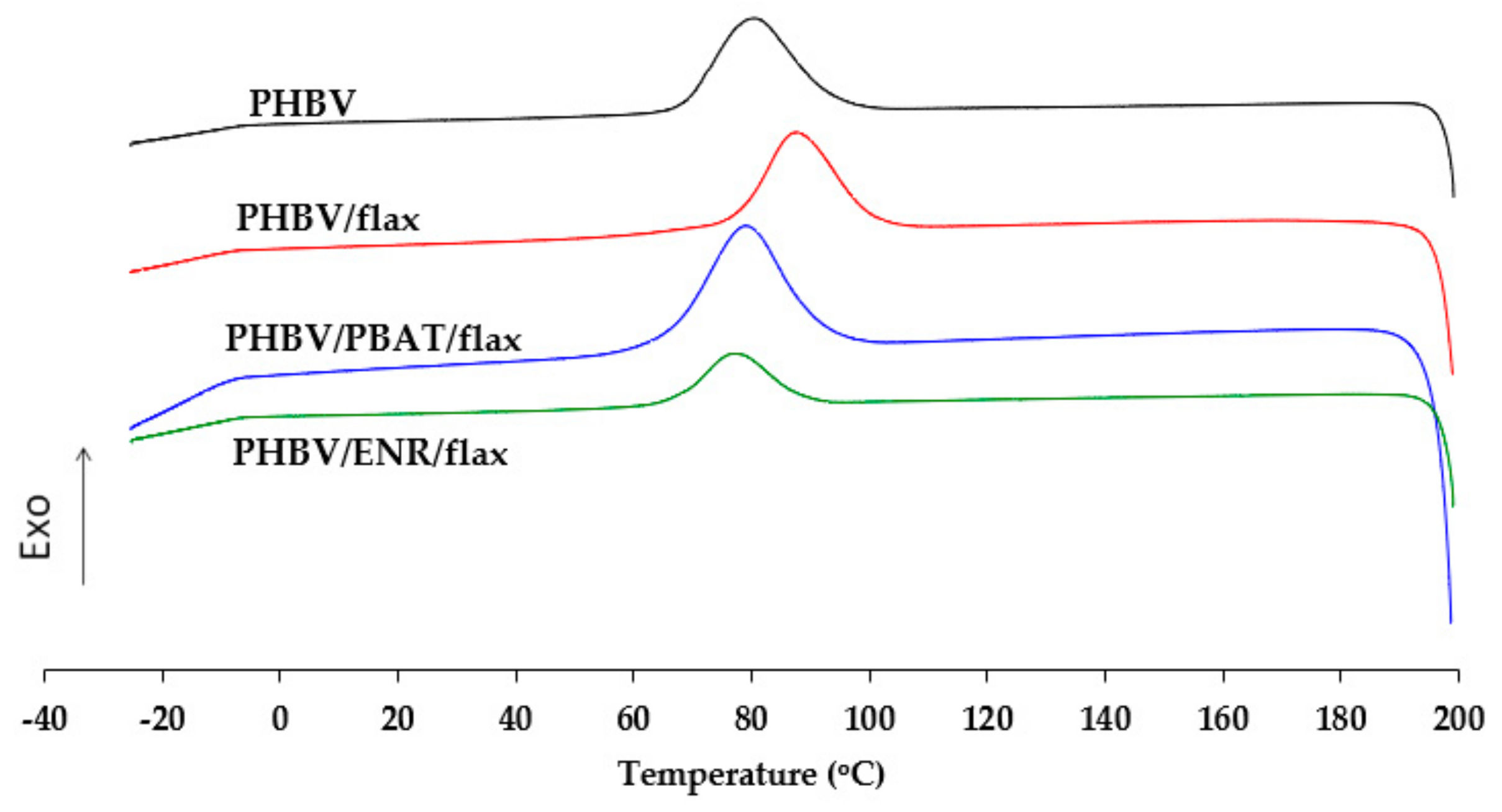
3.2.1. DSC
3.2.2. TGA
3.3. Mechanical Properties
3.3.1. Tensile
3.3.2. Flexural
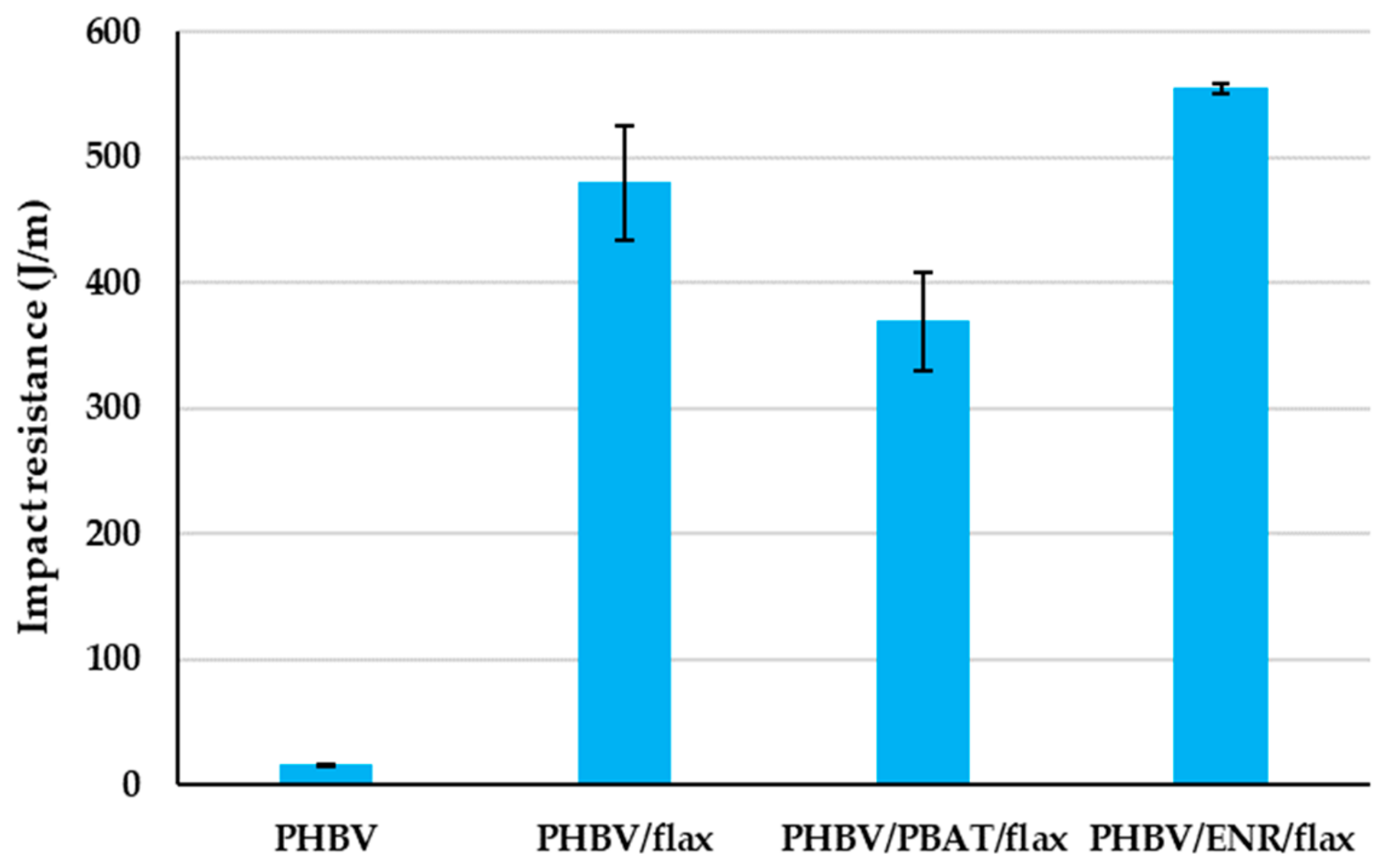
3.3.3. Impact
3.4. Microscopy
3.4.1. Optical
3.4.2. SEM
4. Discussion
4.1. Thermal Analysis
4.1.1. DSC
4.1.2. TGA
4.2. Mechanical Properties
4.2.1. Tensile
- V = volume fraction of the phase
- E = tensile modulus, GPa
- c, f and m are subscripts representing composite, fibre and matrix, respectively
4.2.2. Flexure
4.2.3. Impact
4.3. Microscopy
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- La Mantia, F.P.; Morreale, M. Green composites: A brief review. Compos. Part A Appl. Sci. Manuf. 2011, 42, 579–588. [Google Scholar] [CrossRef]
- Ball, P. Material Witness: E-waste not. Nat. Mater. 2003, 2, 76. [Google Scholar] [CrossRef]
- Modi, S.J.; Cornish, K.; Koelling, K.; Vodovotz, Y. Fabrication and improved performance of poly(3-hydroxybutyrate-co-3-hydroxyvalerate) for packaging by addition of high molecular weight natural rubber. J. Appl. Polym. Sci. 2016, 133, 1–9. [Google Scholar] [CrossRef]
- Luo, S.; Netravali, A.N. Interfacial and mechanical properties of environment-friendly “green” composites made from pineapple fibers and poly(hydroxybutyrate-co-valerate) resin. J. Mater. Sci. 1999, 34, 3709–3719. [Google Scholar] [CrossRef]
- Adam, J.; Korneliusz, B.A.; Agnieszka, M. Dynamic mechanical thermal analysis of biocomposites based on PLA and PHBV—A comparative study to PP counterparts. J. Appl. Polym. Sci. 2013, 130, 3175–3183. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Jaszkiewicz, A. Mechanical performance of biocomposites based on PLA and PHBV reinforced with natural fibres—A comparative study to PP. Compos. Sci. Technol. 2010, 70, 1687–1696. [Google Scholar] [CrossRef]
- Shibata, M.; Takachiyo, K.-I.; Ozawa, K.; Yosomiya, R.; Takeishi, H. Biodegradable polyester composites reinforced with short abaca fiber. J. Appl. Polym. Sci. 2002, 85, 129–138. [Google Scholar] [CrossRef]
- Hermida, E.B.; Mega, V.I. Transcrystallization kinetics at the poly(3-hydroxybutyrate-co-3-hydroxyvalerate)/hemp fibre interface. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1387–1394. [Google Scholar] [CrossRef]
- Keller, A. Compounding and mechanical properties of biodegradable hemp fibre composites. Compos. Sci. Technol. 2003, 63, 1307–1316. [Google Scholar] [CrossRef]
- Michel, A.; Billington, S. Nonlinear Constitutive Model for Anisotropic Biobased Composite Materials. J. Eng. Mech. 2014, 140. [Google Scholar] [CrossRef]
- Shibata, M.; Oyamada, S.; Kobayashi, S.; Yaginuma, D.; Shibata, M.; Oyamada, S.; Kobayashi, S.; Yaginuma, D. Mechanical composites and biodegragability of green composites based on biodegradable polyesters and lyocell fabric. J. Appl. Polym. Sci. 2004, 92, 3857–3863. [Google Scholar] [CrossRef]
- Bourban, C.; Karamuk, E.; de Fondaumiere, M.J.; Ruffieux, K.; Mayer, J.; Wintermantel, E. Processing and Characterization of a New Biodegradable Composite Made of a PHB/V Matrix and Regenerated Cellulosic Fibers. J. Envir. Polym. Degrad. 1997, 5, 159–166. [Google Scholar]
- Russo, P.; Carfagna, C.; Cimino, F.; Acierno, D.; Persico, P. Biodegradable Composites Reinforced with Kenaf Fibers: Thermal, Mechanical, and Morphological Issues. Adv. Polym. Technol. 2013, 32, E313–E322. [Google Scholar] [CrossRef]
- Persico, P.; Acierno, D.; Carfagna, C.; Cimino, F.; Persico, P.; Acierno, D.; Carfagna, C.; Cimino, F. Mechanical and Thermal Behaviour of Ecofriendly Composites Reinforced by and Fibers. Int. J. Polym. Sci. 2011, 2011, 1–7. [Google Scholar] [CrossRef]
- Buzarovska, A.; Bogoeva-Gaceva, G.; Grozdanov, A.; Avella, M.; Gentile, G.; Errico, M. Crystallization behavior of poly(hydroxybytyrate-co-valerate) in model and bulk PHBV/kenaf fiber composites. J. Mater. Sci. 2007, 42, 6501–6509. [Google Scholar] [CrossRef]
- Avella, M.; Bogoeva-Gaceva, G.; Buzarovska, A.; Errico, M.E.; Gentile, G.; Grozdanov, A. Poly(3-hydroxybutyrate-co-3-hydroxyvalerate)-based biocomposites reinforced with kenaf fibers. J. Appl. Polym. Sci. 2007, 104, 3192–3200. [Google Scholar] [CrossRef]
- Srithep, Y.; Ellingham, T.; Peng, J.; Sabo, R.; Clemons, C.; Turng, L.-S.; Pilla, S. Melt compounding of poly (3-hydroxybutyrate-co-3-hydroxyvalerate)/ nanofibrillated cellulose nanocomposites. Polym. Deg. Stabil. 2013, 98, 1439–1449. [Google Scholar] [CrossRef]
- Jiang, L.; Chen, F.; Qian, J.; Huang, J.; Wolcott, M.; Liu, L.; Zhang, J. Reinforcing and toughening effects of bamboo pulp fiber on poly(3-hydroxybutyrate-co-3-hydroxyvalerate) fiber composites. Ind. Eng. Chem. Res. 2010, 49, 572–577. [Google Scholar] [CrossRef]
- Jiang, L.; Huang, J.; Qian, J.; Chen, F.; Zhang, J.; Wolcott, M.P.; Zhu, Y. Study of poly(3-hydroxybutyrate-co-3-hydroxyvalerate) (PHBV)/bamboo pulp fiber composites: Effects of nucleation agent and compatibilizer. J. Polym. Environ. 2008, 16, 83–93. [Google Scholar] [CrossRef]
- Singh, S.; Mohanty, A.K.; Sugie, T.; Takai, Y.; Hamada, H.; Singh, S.; Mohanty, A.K.; Sugie, T.; Takai, Y.; Hamada, H. Renewable resource based biocomposites from natural fiber and polyhydroxybutyrate-co-valerate (PHBV) bioplastic. Compos. Part A Appl. Sci. Manuf. 2008, 39, 875–886. [Google Scholar] [CrossRef]
- Javadi, A.; Srithep, Y.; Pilla, S.; Lee, J.; Gong, S.; Turng, L.-S. Processing and characterization of solid and microcellular PHBV/coir fiber composites. Mater. Sci. Eng. C 2010, 30, 749–757. [Google Scholar] [CrossRef]
- Batista, K.C.; Silva, D.A.K.; Coelho, L.A.F.; Pezzin, S.H.; Pezzin, A.P.T.; Batista, K.C.; Silva, D.A.K.; Coelho, L.A.F.; Pezzin, S.H.; Pezzin, A.P.T. Soil Biodegradation of PHBV/Peach Palm Particles Biocomposites. J. Polym. Environ. 2010, 18, 346–354. [Google Scholar] [CrossRef]
- Yu, H.-Y.; Qin, Z.-Y.; Liu, L.; Yang, X.-G.; Zhou, Y.; Yao, J.-M. Comparison of the reinforcing effects for cellulose nanocrystals obtained by sulfuric and hydrochloric acid hydrolysis on the mechanical and thermal properties of bacterial polyester. Compos. Sci. Technol. 2013, 87, 22–28. [Google Scholar] [CrossRef]
- Yu, H.-Y.; Qin, Z.-Y.; Liu, Y.-N.; Chen, L.; Liu, N.; Zhou, Z. Simultaneous improvement of mechanical properties and thermal stability of bacterial polyester by cellulose nanocrystals. Carbohydr. Polym. 2012, 89, 971–978. [Google Scholar] [CrossRef]
- Martínez-Sanz, M.; Villano, M.; Oliveira, C.; Albuquerque, M.G.E.; Majone, M.; Reis, M.; Lopez-Rubio, A.; Lagaron, J.M. Characterization of polyhydroxyalkanoates synthesized from microbial mixed cultures and of their nanobiocomposites with bacterial cellulose nanowhiskers. New Biotechnol. 2013, 31, 364–376, In press. [Google Scholar] [CrossRef]
- Zhang, K.; Nagarajan, V.; Zarrinbakhsh, N.; Mohanty, A.K.; Misra, M. Co-injection molded new green composites from biodegradable polyesters and miscanthus fibers. Macromol. Mater. Eng. 2014, 299, 436–446. [Google Scholar] [CrossRef]
- Zhang, K.; Misra, M.; Mohanty, A.K. Toughened Sustainable Green Composites from Poly(3-hydroxybutyrate-co-3-hydroxyvalerate) Based Ternary Blends and Miscanthus Biofiber. ACS Sustain. Chem. Eng. 2014, 2, 2345–2354. [Google Scholar] [CrossRef]
- Nagarajan, V.; Mohanty, A.K.; Misra, M. Sustainable green composites: Value addition to agricultural residues and perennial grasses. ACS Sustain. Chem. Eng. 2013, 1, 325–333. [Google Scholar] [CrossRef]
- Nagarajan, V.; Misra, M.; Mohanty, A.K. New engineered biocomposites from poly(3-hydroxybutyrate-co-3-hydroxyvalerate) (PHBV)/poly(butylene adipate-co-terephthalate) (PBAT) blends and switchgrass: Fabrication and performance evaluation. Ind. Crops Prod. 2013, 42, 461–468. [Google Scholar] [CrossRef]
- Rossa, L.V.; Scienza, L.C.; Zattera, A.J. Effect of curaua fiber content on the properties of poly(hydroxybutyrate-co-valerate) composites. Polym. Compos. 2013, 34, 450–456. [Google Scholar] [CrossRef]
- Berthet, M.A.; Commandre, J.M.; Rouau, X.; Gontard, N.; Angellier-Coussy, H. Torrefaction treatment of lignocellulosic fibres for improving fibre/matrix adhesion in a biocomposite. Mater. Des. 2016, 92, 223–232. [Google Scholar] [CrossRef]
- Ahankari, S.S.; Mohanty, A.K.; Misra, M. Mechanical behaviour of agro-residue reinforced poly(3-hydroxybutyrate-co-3-hydroxyvalerate), (PHBV) green composites: A comparison with traditional polypropylene composites. Compos. Sci. Technol. 2011, 71, 653–657. [Google Scholar] [CrossRef]
- Avella, M.; La Rota, G.; Martuscelli, E.; Raimo, M.; Sadocco, P.; Elegir, G.; Riva, R. Poly(3-hydroxybutyrate-co-3-hydroxyvalerate) and wheat straw fibre composites: Thermal, mechanical properties and biodegradation behaviour. J. Mater. Sci. 2000, 35, 829–836. [Google Scholar] [CrossRef]
- Srubar, W.V.; Pilla, S.; Wright, Z.C.; Ryan, C.A.; Greene, J.P.; Frank, C.W.; Billington, S.L. Mechanisms and impact of fiber-matrix compatibilization techniques on the material characterization of PHBV/oak wood flour engineered biobased composites. Compos. Sci. Technol. 2012, 72, 708–715. [Google Scholar] [CrossRef]
- Singh, S.; Mohanty, A.K.; Misra, M. Hybrid bio-composite from talc, wood fiber and bioplastic: Fabrication and characterization. Compos. Part A Appl. Sci. Manuf. 2010, 41, 304–312. [Google Scholar] [CrossRef]
- Singh, S.; Mohanty, A.K. Wood fiber reinforced bacterial bioplastic composites: Fabrication and performance evaluation. Compos. Sci. Technol. 2007, 67, 1753–1763. [Google Scholar] [CrossRef]
- Javadi, A.; Srithep, Y.; Lee, J.; Pilla, S.; Clemons, C.; Gong, S.; Turng, L.-S. Processing and characterization of solid and microcellular PHBV/PBAT blend and its RWF/nanoclay composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 982–990. [Google Scholar] [CrossRef]
- Javadi, A.; Kramschuster, A.J.; Pilla, S.; Lee, J.; Gong, S.; Turng, L.-S. Processing and characterization of microcellular PHBV/PBAT blends. Polym. Eng. Sci. 2010, 50, 1440–1448. [Google Scholar] [CrossRef]
- Savadekar, N.R.; Kadam, P.G.; Mhaske, S.T. Studies on the effect of nano-alumina on the performance properties of poly(butylene adipate-co-terephthalate) composite films. J. Thermopl. Compos. Mater. 2015, 28, 1522–1536. [Google Scholar] [CrossRef]
- Mohamad, Z.; Ismail, H.; Chantara Thevy, R. Characterization of Epoxidized Natural Rubber/Ethylene Vinyl Acetate (ENR-50/EVA) blend: Effect of blend ratio. J. Appl. Polym. Sci. 2006, 99, 1504–1515. [Google Scholar] [CrossRef]
- Vanleeuw, B.; Carvelli, V.; Barburski, M.; Lomov, S.V.; van Vuure, A.W. Quasi-unidirectional flax composite reinforcement: Deformability and complex shape forming. Compos. Sci. Technol. 2015, 110, 76–86. [Google Scholar] [CrossRef]
- Rahman, M.A.; Sartore, L.; Bignotti, F.; Di Landro, L. Autonomic self-healing in epoxidized natural rubber. ACS Appl. Mater. Interf. 2013, 5, 1494–1502. [Google Scholar] [CrossRef]
- Berthet, M.A.; Angellier-Coussy, H.; Chea, V.; Guillard, V.; Gastaldi, E.; Gontard, N. Sustainable food packaging: Valorising wheat straw fibres for tuning PHBV-based composites properties. Compos. Part A Appl. Sci. Manuf. 2015, 72, 139–147. [Google Scholar] [CrossRef]
- Kuntanoo, K.; Promkotra, S.; Kaewkannetra, P. Fabrication of novel polyhydroxybutyrate-co-hydroxyvalerate (PHBV) mixed with natural rubber latex. In Proceedings of the 8th International Conference on Materials Science and Technology, MSAT 2014, Bangkok, Thailand, 15–16 December 2014; pp. 404–408. [Google Scholar]
- Van De Velde, K.; Kiekens, P. Thermal degradation of flax: The determination of kinetic parameters with thermogravimetric analysis. J. Appl. Polym. Sci. 2002, 83, 2634–2643. [Google Scholar] [CrossRef]
- Chan, C.H.; Sulaiman, S.F.; Kammer, H.W.; Sim, L.H.; Harun, M.K. Thermal Properties of Epoxidized Natural Rubber-Based Polymer Blends. J. Appl. Polym. Sci. 2011, 120, 1774–1781. [Google Scholar] [CrossRef]
- Evstatiev, M.; Simeonova, S.; Friedrich, K.; Pei, X.Q.; Formanek, P. MFC-structured biodegradable poly(l-lactide)/poly(butylene adipate-co-terephatalate) blends with improved mechanical and barrier properties. J. Mater. Sci. 2013, 48, 6312–6330. [Google Scholar] [CrossRef]
- Ismail, H.; Shaari, S.M.; Othman, N. The effect of chitosan loading on the curing characteristics, mechanical and morphological properties of chitosan-filled natural rubber (NR), epoxidised natural rubber (ENR) and styrene-butadiene rubber (SBR) compounds. Polym. Test. 2011, 30, 784–790. [Google Scholar] [CrossRef]
- Pitarresi, G.; Tumino, D.; Mancuso, A. Thermo-mechanical behaviour of flax-fibre reinforced epoxy laminates for industrial applications. Materials 2015, 8, 7371–7388. [Google Scholar] [CrossRef]
- Hughes, M.; Carpenter, J.; Hill, C. Deformation and fracture behaviour of flax fibre reinforced thermosetting polymer matrix composites. J. Mater. Sci. 2007, 42, 2499–2511. [Google Scholar] [CrossRef]
- Sun, C.T.; Wanki Jun, A. Compressive strength of unidirectional fiber composites with matrix non-linearity. Compos. Sci. Technol. 1994, 52, 577–587. [Google Scholar] [CrossRef]
- Ashby, M.F.; Jones, D.R.H. Engineering Materials; Elsevier Butterworth-Heinemann: Oxford, UK, 2005; Volume 1. [Google Scholar]
- Barkoula, N.M.; Garkhail, S.K.; Peijs, T.; Barkoula, N.M.; Garkhail, S.K.; Peijs, T. Biodegradable composites based on flax/polyhydroxybutyrate and its copolymer with hydroxyvalerate. Ind. Crop. Prod. 2010, 31, 34–42. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Tensile and Flexural Samples | Impact Samples |
|---|---|---|
| PHBV/flax | 0.30 | 0.32 |
| PHBV/PBAT/flax | 0.32 | 0.25 |
| PHBV/ENR/flax | 0.35 | 0.28 |
| Sample | Tensile Modulus (GPa) | Tensile Strength (MPa) | Flexural Modulus (GPa) | Flexural Strength (MPa) | Impact resistance (J/m) |
|---|---|---|---|---|---|
| PHBV | 4.0 ± 0.2 | 33.2 ± 0.6 | 4.6 ± 0.2 | 62.6 ± 2.8 | 15 ± 0.4 |
| PHBV/flax | 16.9 ± 2.7 | 183.1 ± 24.9 | 13.1 ± 2.6 | 209.7 ± 13.6 | 479 ± 46 |
| PHBV/PBAT/flax | 14.4 ± 2.2 | 177.1 ± 27.9 | 12.2 ± 2.0 | 153.1 ± 14.1 | 369 ± 39 |
| PHBV/ENR/flax | 13.3 ± 1.7 | 188.1 ± 12.8 | 7.4 ± 2.7 | 51.6 ± 17.4 | 555 ± 4 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zaidi, Z.; Crosky, A. Unidirectional Rubber-Toughened Green Composites Based on PHBV. Sustainability 2019, 11, 2411. https://doi.org/10.3390/su11082411
Zaidi Z, Crosky A. Unidirectional Rubber-Toughened Green Composites Based on PHBV. Sustainability. 2019; 11(8):2411. https://doi.org/10.3390/su11082411
Chicago/Turabian StyleZaidi, Zain, and Alan Crosky. 2019. "Unidirectional Rubber-Toughened Green Composites Based on PHBV" Sustainability 11, no. 8: 2411. https://doi.org/10.3390/su11082411
APA StyleZaidi, Z., & Crosky, A. (2019). Unidirectional Rubber-Toughened Green Composites Based on PHBV. Sustainability, 11(8), 2411. https://doi.org/10.3390/su11082411