Influence of Partial Coarse Fraction Substitution of Natural Aggregate by Recycled Concrete Aggregate in Hot Asphalt Mixtures


 and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
Asphalt Mixtures Design
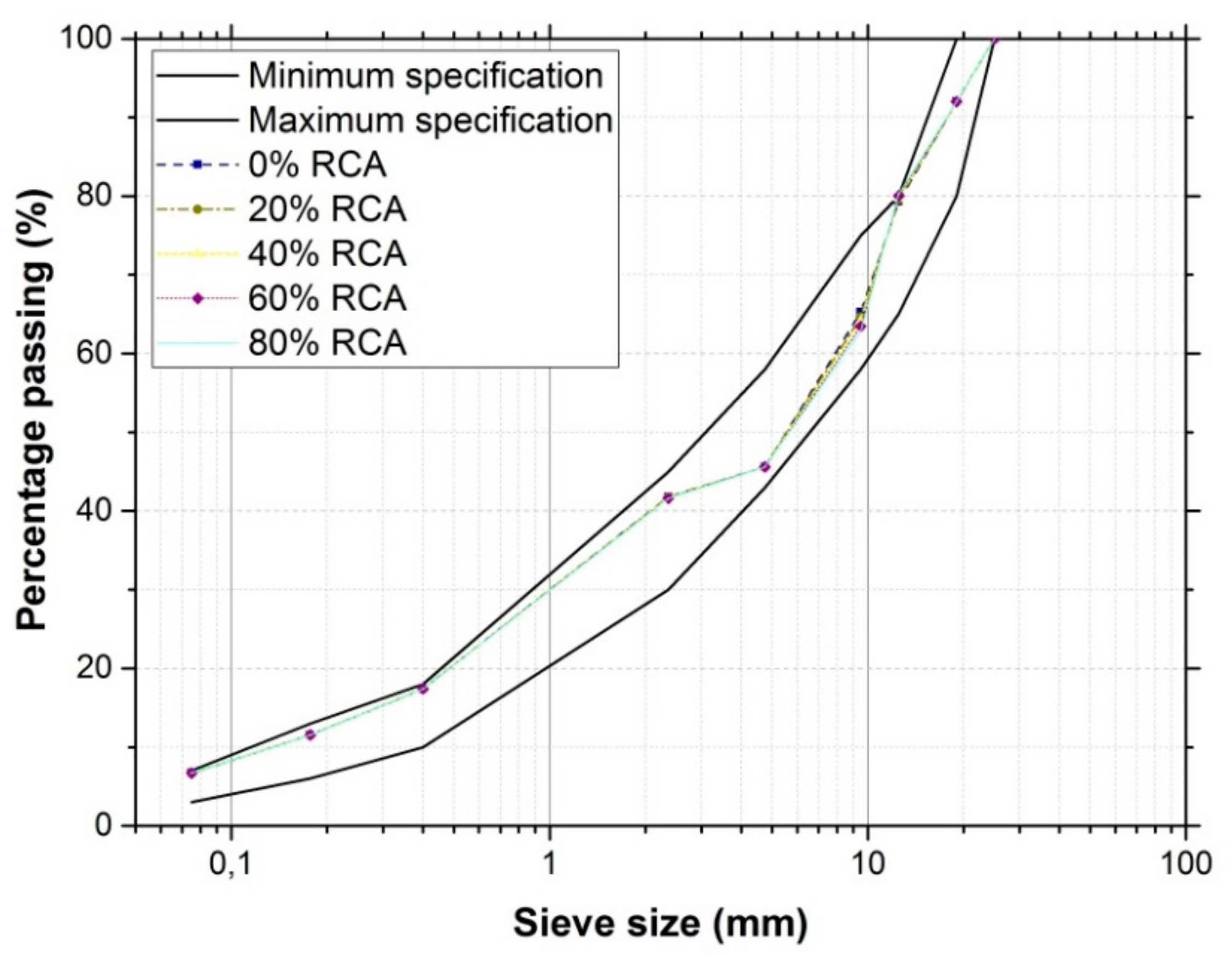
- Mixture 1 (0% RCA): Conventional asphalt mixture without RCA.
- Mixture 2 (20% RCA): Asphalt mixture replacing 20% of 5–13 mm fraction of NA by RCA.
- Mixture 3 (40% RCA): Asphalt mixture replacing 40% of 5–13 mm fraction of NA by RCA.
- Mixture 4 (60% RCA): Asphalt mixture replacing 60% of 5–13 mm fraction of NA by RCA.
- Mixture 5 (80% RCA): Asphalt mixture replacing 80% of 5–13 mm fraction of NA by RCA.
2.2. Experimental Methodology
2.2.1. Marshall Method
2.2.2. Water Sensitivity
2.2.3. Stiffness Modulus
2.2.4. Permanent Deformation
2.2.5. Statistical Analysis
3. Results and Discussion
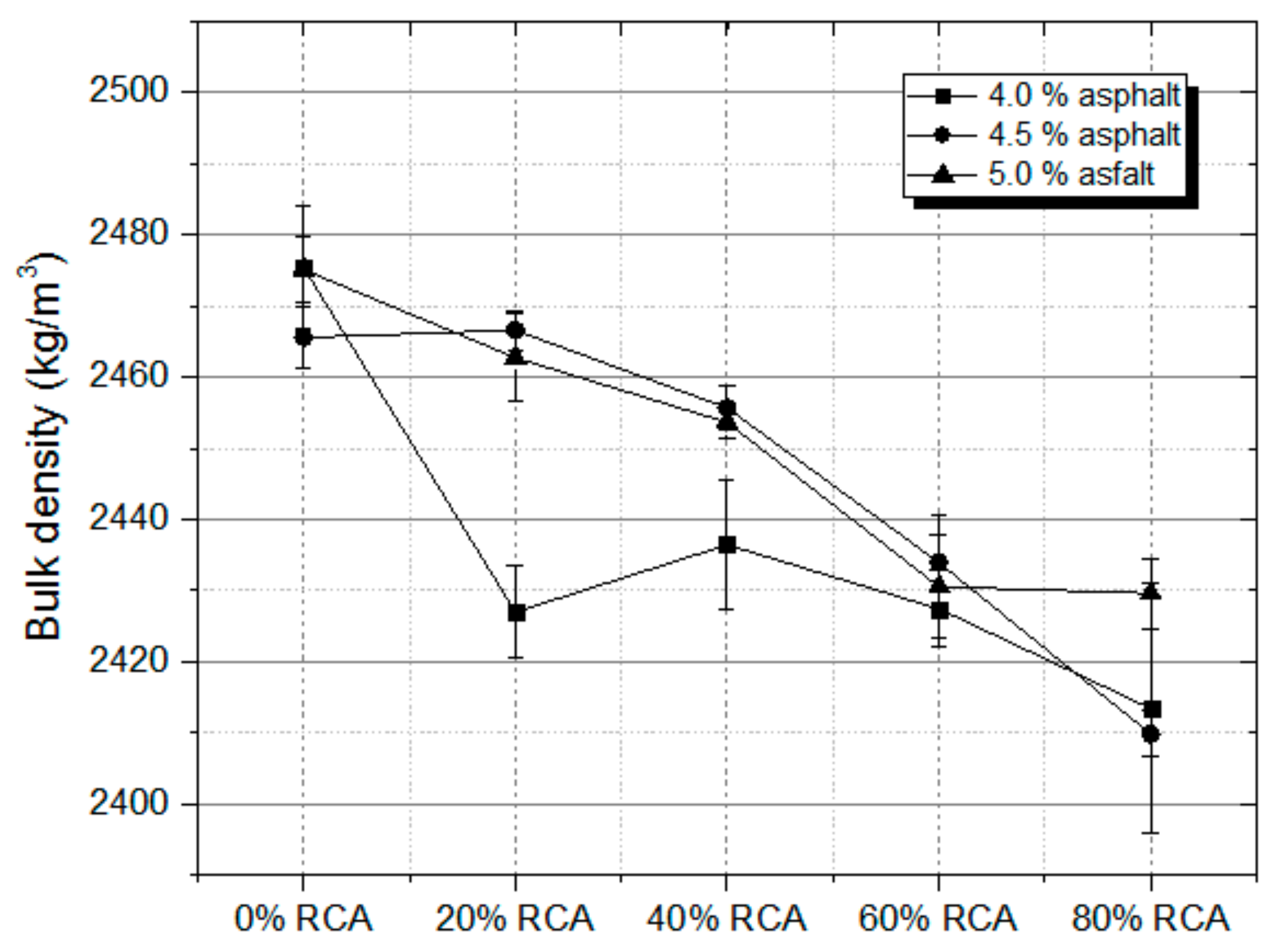
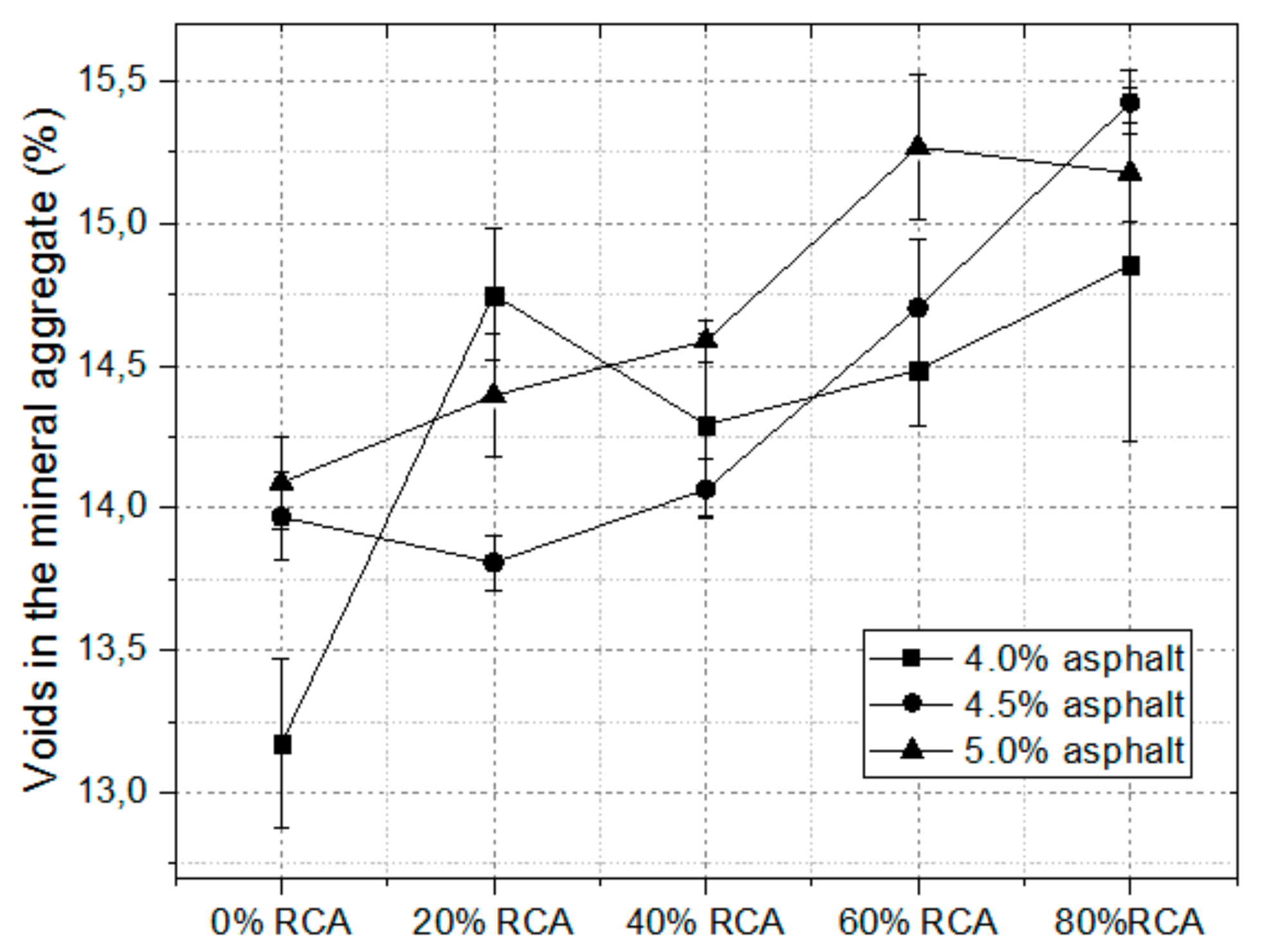
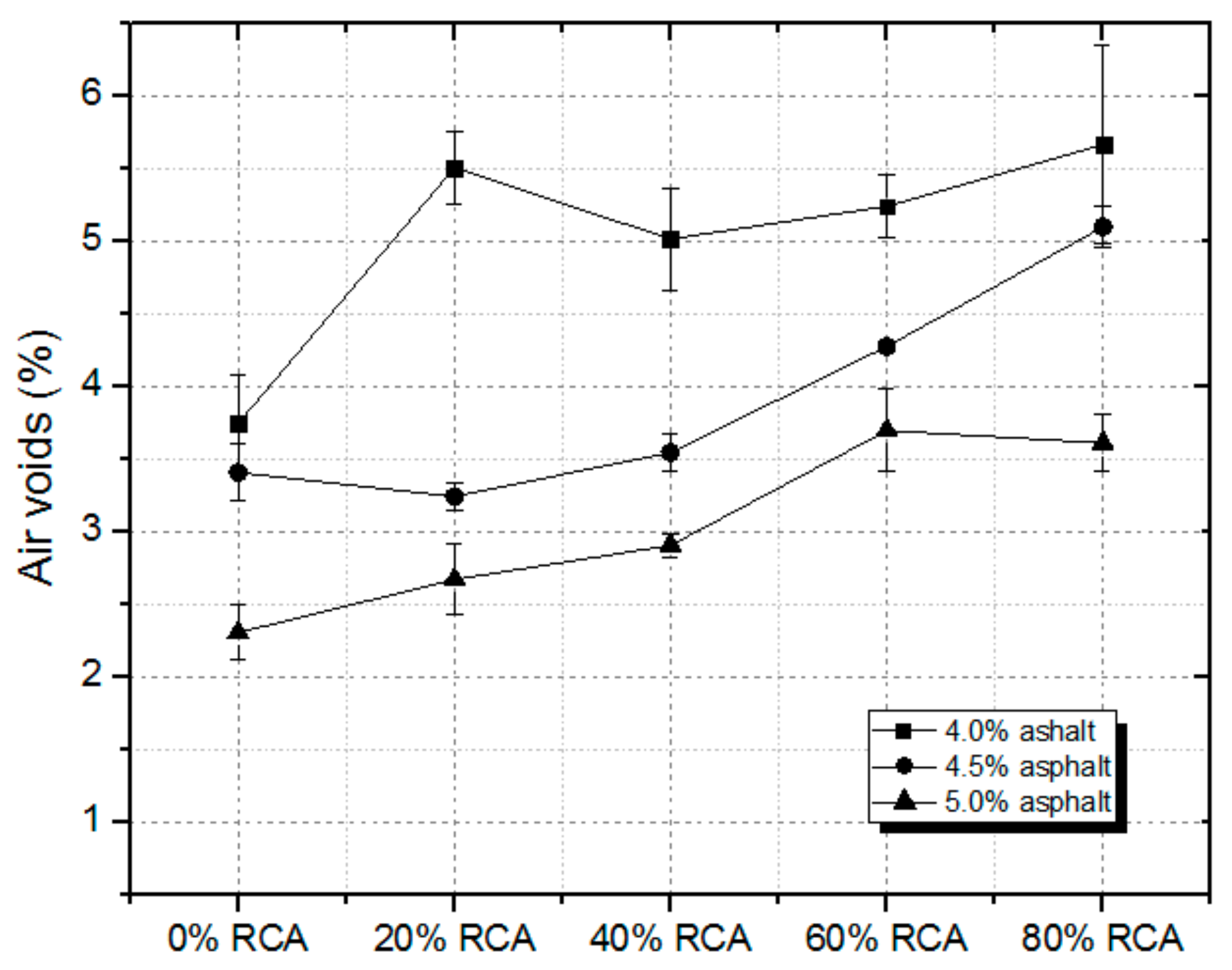
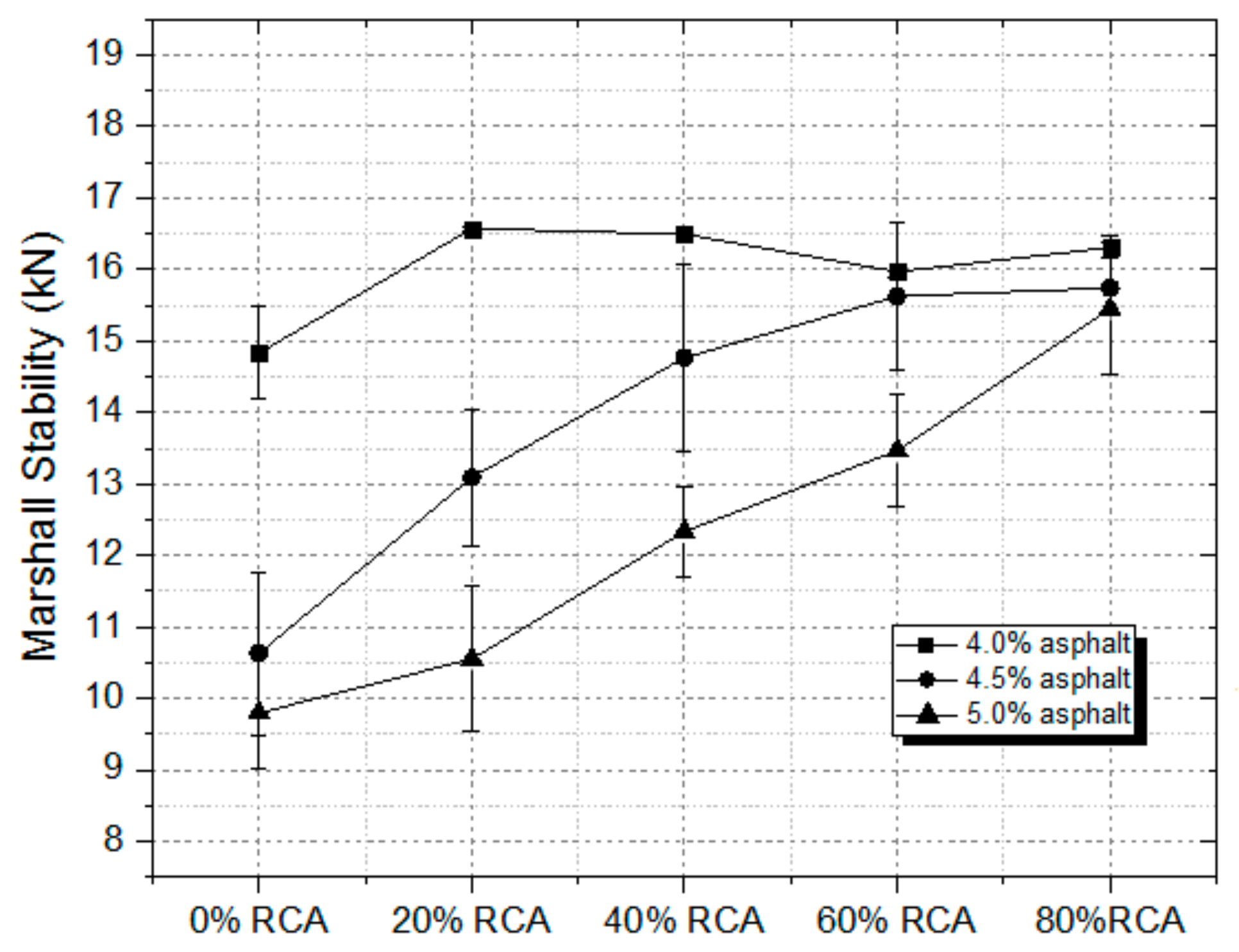
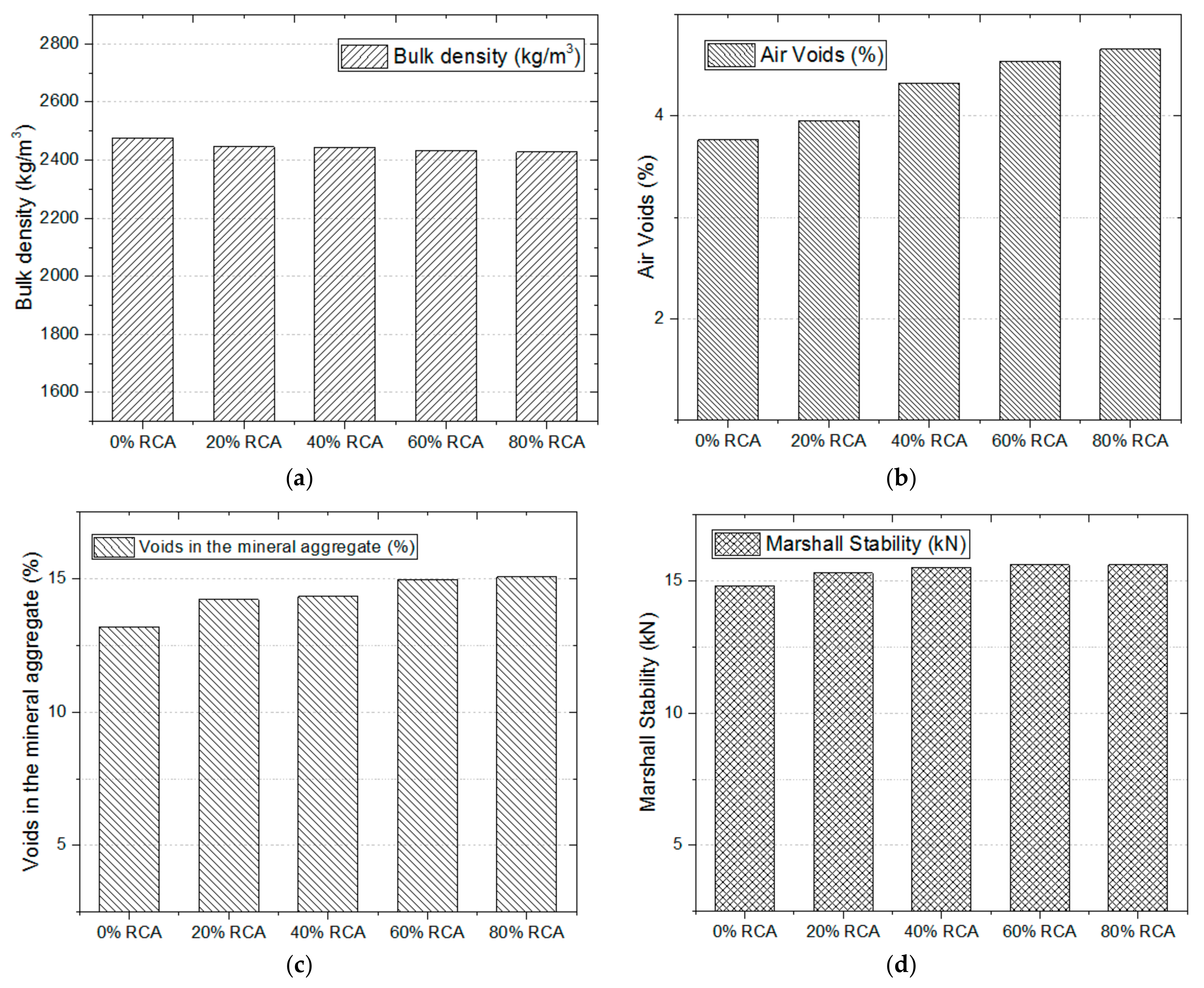
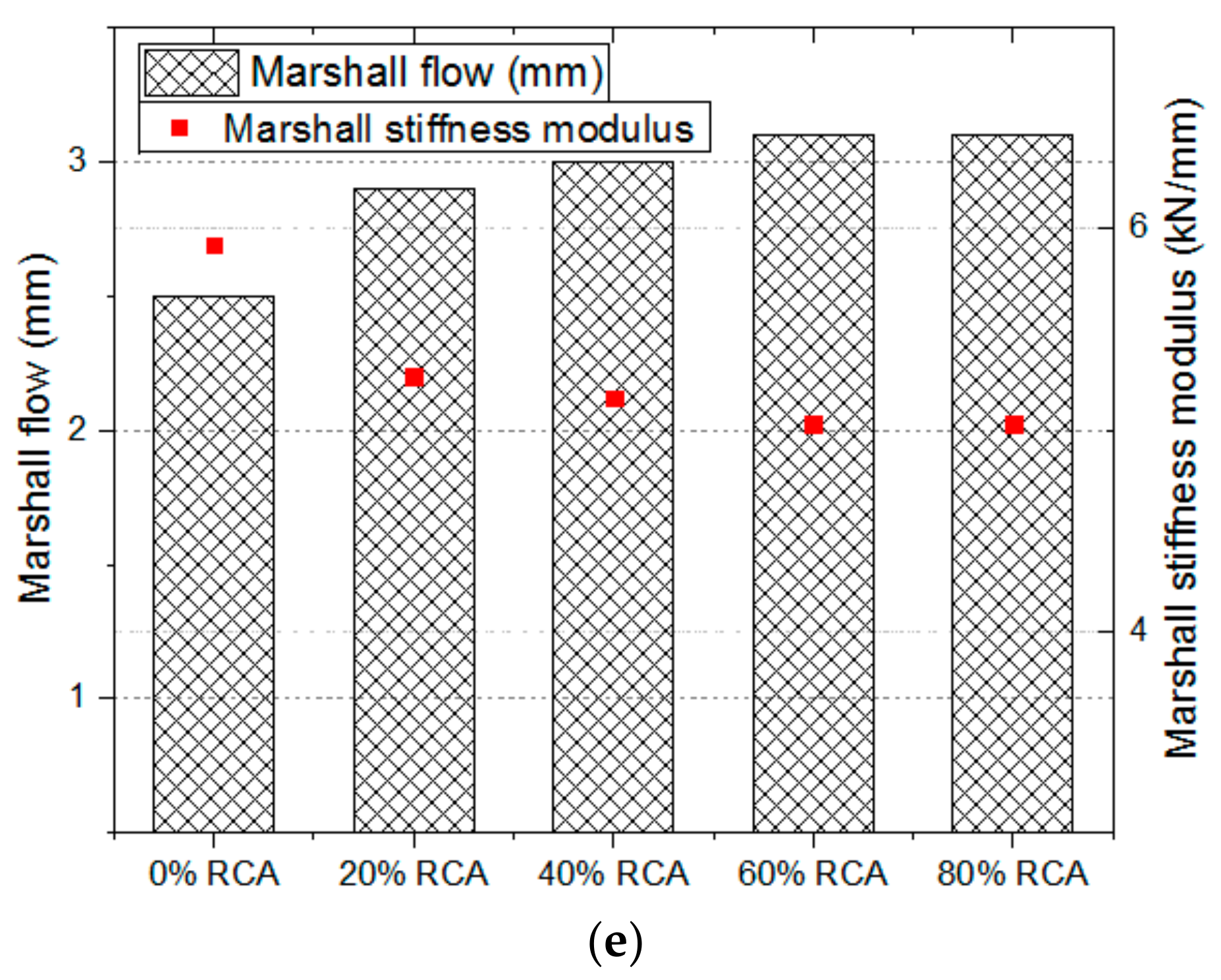
3.1. Marshall Analysis
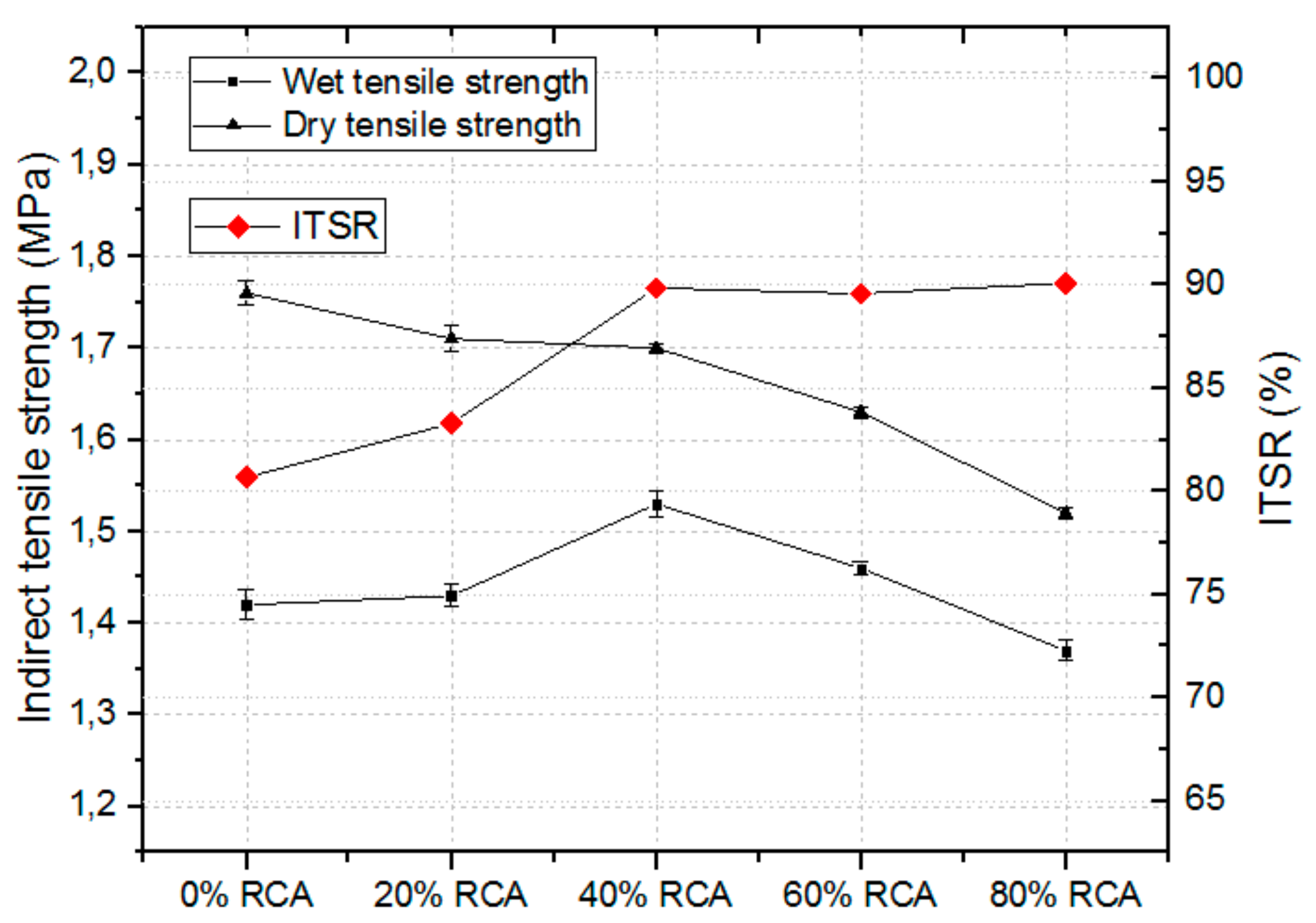
3.2. Water Sensitivity
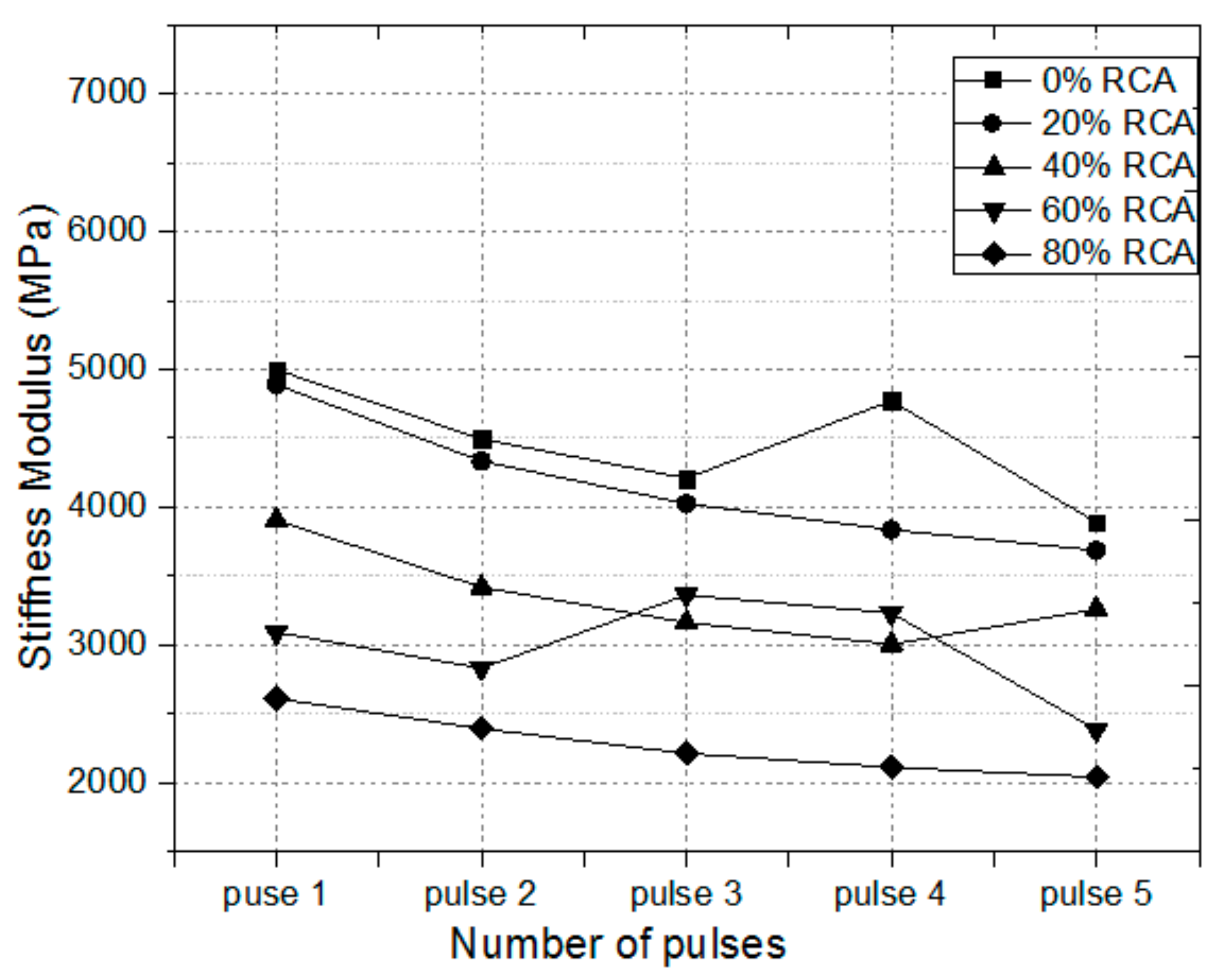
3.3. Stiffness Modulus
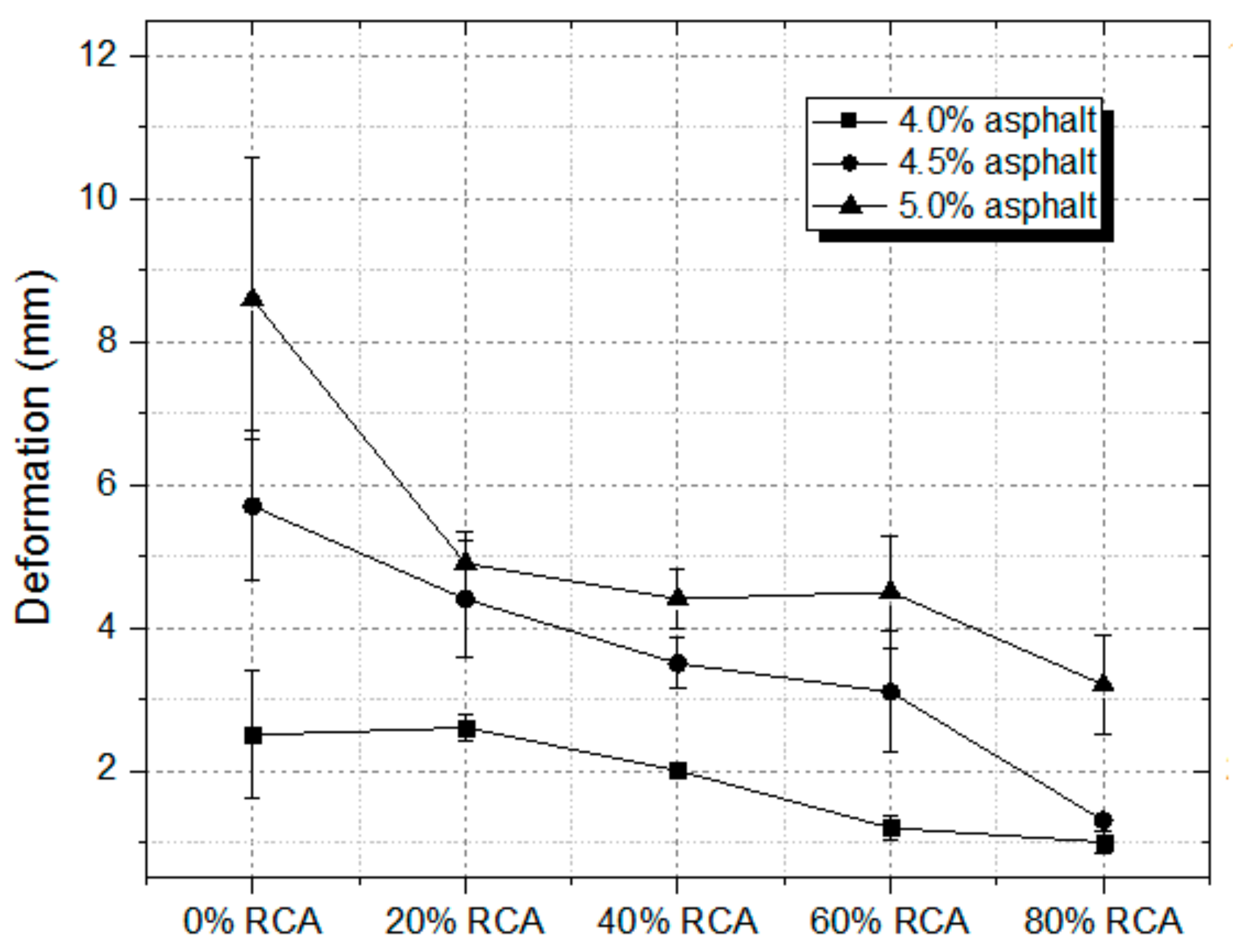
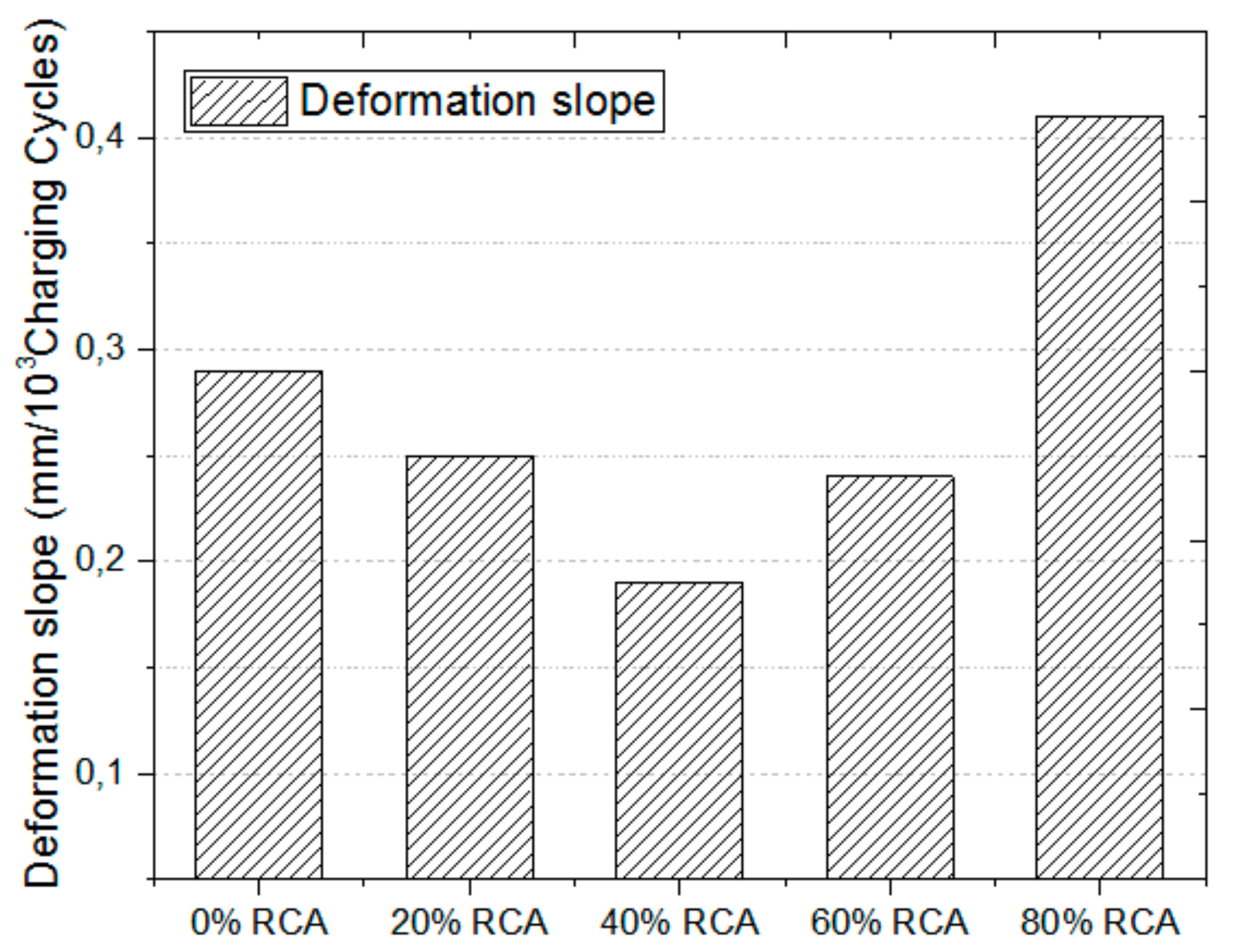
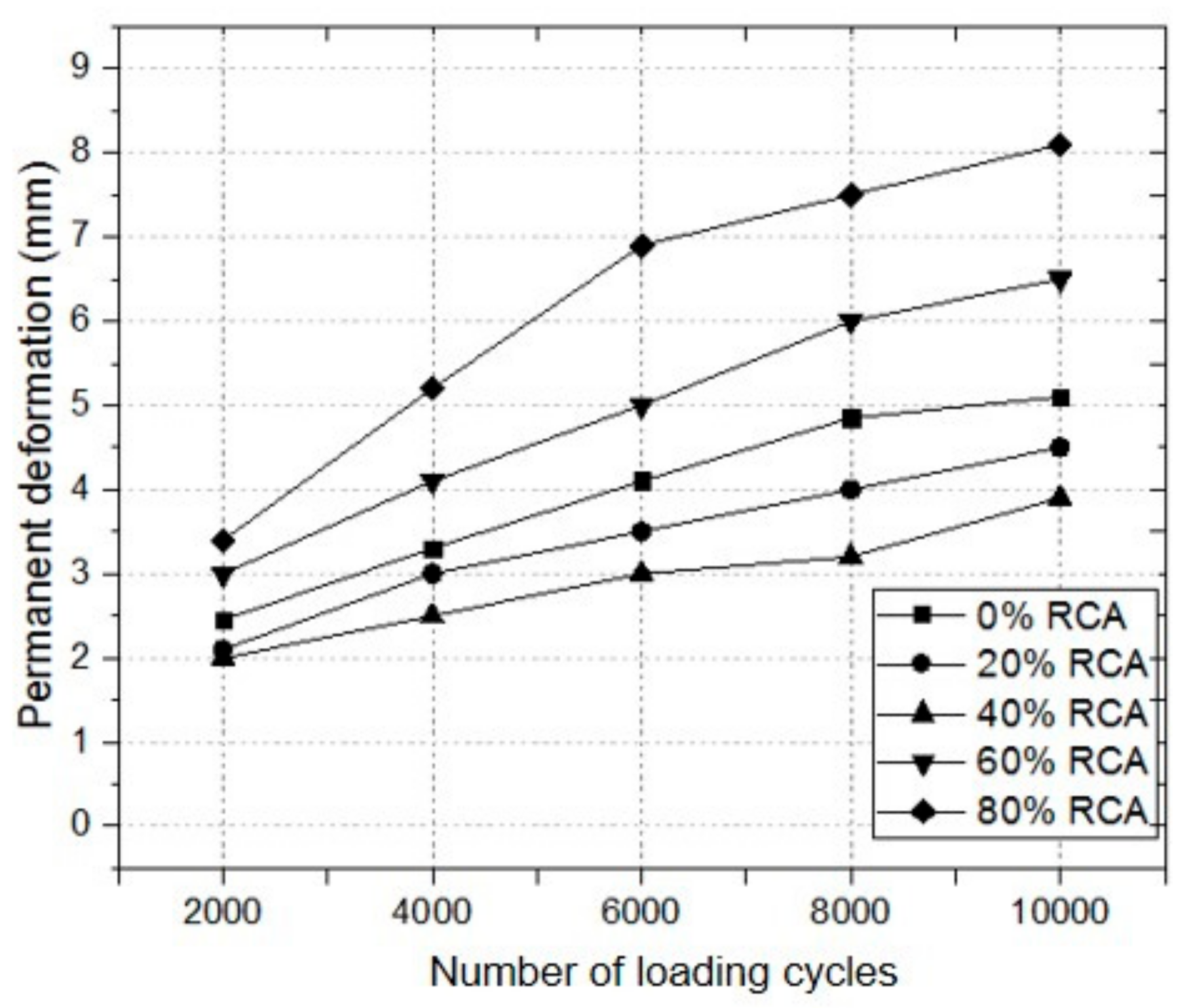
3.4. Permanent Deformation
4. Conclusions
- As the percentage of recycled concrete aggregates in asphalt mixes increases, volumetric properties such as air voids and voids in the mineral aggregates increase causing a reduction in their bulk densities.
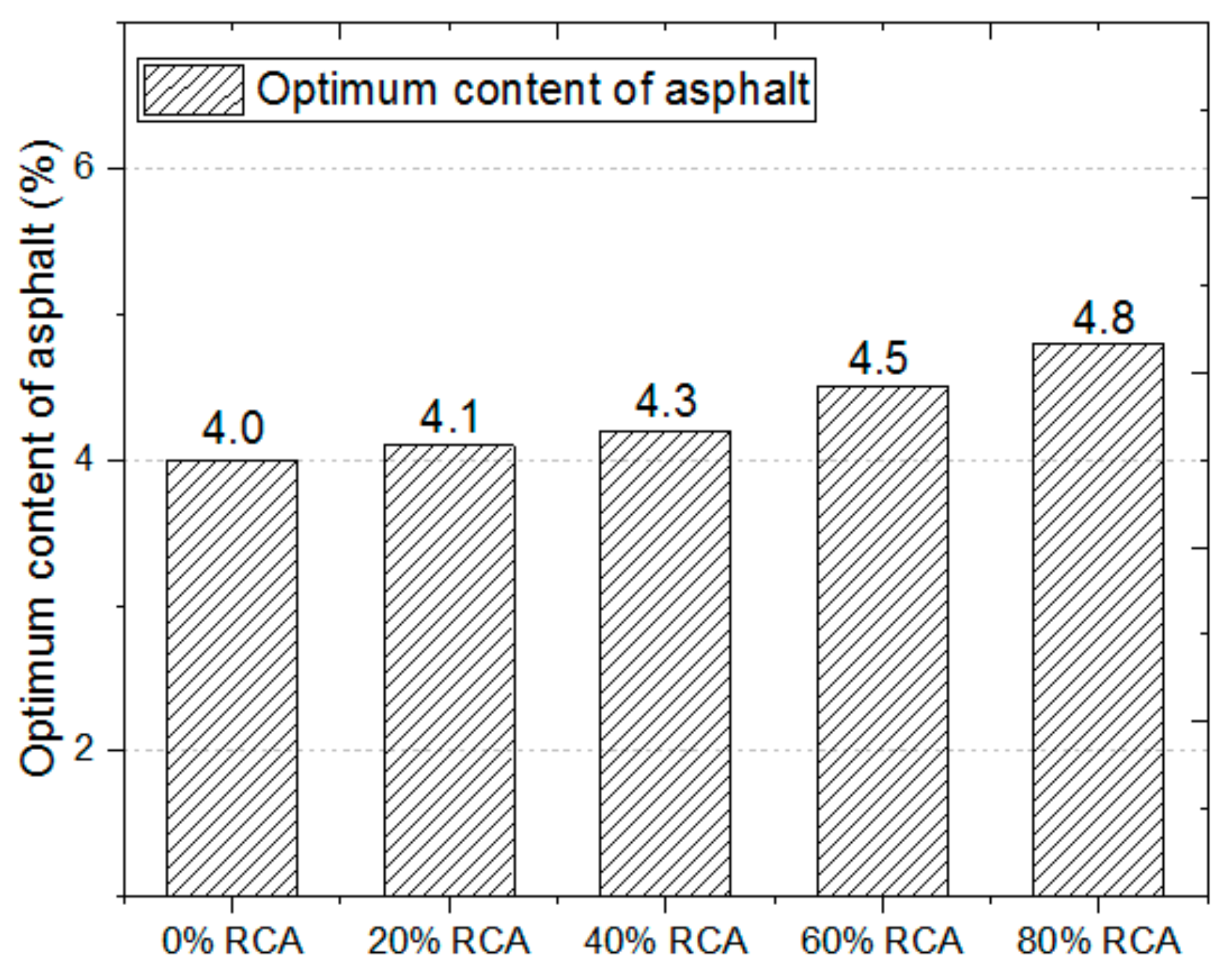
- As the percentage of recycled concrete aggregates in mixtures increases, the demand for bitumen increases.
- The behavior of the mixtures with regard to compression loads and water sensitivity are favored by the incorporation of recycled concrete aggregates only until 40% of RCA.
- The permanent deformation resistance of mixtures with recycled concrete aggregates meets specifications up to 40% substitution.
- According to ANOVA, the percentage of recycled aggregate has a significant influence in all the parameters of the mixtures except their Marshall stability.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| RCA | Recycled concrete aggregates |
| CDW | Construction and demolition waste |
| AC | Asphalt concrete |
| OAC | Optimum asphalt content |
| NA | Natural aggregate |
References
- Torres, R.; Flores, P.; Flores, M.; Flores, V.; Mairon, K. Mezclas asfálticas con materiales reciclados de construcción y demolición para la reparación de pavimentos. In Ciencias Tecnológicas y Agrárias; ©ECORFAN: Sucre, Bolivia, 2014. [Google Scholar]
- Tam, V.W.; Soomro, M.; Jorge, A.C. A review of recycled aggregate in concrete applications (2000–2017). Constr. Build. Mater. 2018, 172, 272–292. [Google Scholar] [CrossRef]
- Tenza-Abril, A.J.; Saval, J.M.; Cuenca, A. Using sewage-sludge ash as filler in bituminous mixes. J. Mater. Civ. Eng. 2014, 27. [Google Scholar] [CrossRef] [Green Version]
- Radevic, A.; Durekovic, A.; Zakic, D.; Mladenovic, D. Effects of recycled concrete aggregate on stiffness and ruting resistances of asphalt concrete. Constr. Build. Mater. 2017, 136, 386–393. [Google Scholar] [CrossRef]
- Tenza-Abril, A.J.; Saval, J.M.; García-Vera, V.E.; Solak, A.M.; Herráiz, T.R.; Ortega, J.M. Effects of Using Mine Tailings from La Unión (Spain) in Hot Bituminous Mixes Desing. App. Sci. 2019, 9, 272. [Google Scholar] [CrossRef]
- Taha, R.; Al-Rawas, A.; Al-Jabari, K.; Al-Harthy, A.; Hassan, H.; Al-Oraimi, S. An overview of waste materials recycling in the Sultante of Oman. Resour. Conserv. Recyc. 2004, 41, 293–306. [Google Scholar] [CrossRef]
- Tam, V.W.Y.; Tam, C.M. A review on the viable technology for construction waste recycling. Resour. Conserv. Recycl. 2006, 47, 209–221. [Google Scholar] [CrossRef] [Green Version]
- Torres, J.R. Study of the Use of Recycled Materials in Road Pavements; Ingeniería de Caminos, Canales y Puertos, Universidad de Cantabria: Cantabria, Spain, 2013. [Google Scholar]
- Castelló, J.D. Características de los residuos. In Jornadas Sobre Geotecnia Medioambiental; Proceedings of the Geotecnica Medioambiental: Sevilla, Spain, 2006. [Google Scholar]
- Mallick, R.B.; Radzicki, M.J.; Zaumanis, M.; Frank, R. Use of system dymanics for proper conservation and recycling of aggregates for sustinable road construction. Resour. Conserv. Recycl. 2014, 86, 61–73. [Google Scholar] [CrossRef]
- Ramonich, E.V.; Barra, M.; Lasalle, L.M.; Canals, F.J.S.; López, I.V.; Pericot, J.R.; Andreu, T.; Balmaceda, A. Aportación de árido Reciclado Mixto con predominio de hormigón para la sutitución de parte del árido fino en la fabricación de mezclas bituminosas. In VII Jornada Nacional de ASEFMA; ASEFMA: Madrid, Spain, 2012; Comunicación 09. [Google Scholar]
- Arenal, J.R. Aridos Reciclados industriales: Aplicación en el sector construcción. In Proceedings of the En XV Cursos de Medio Ambiente de Suances. Reciclaje y Sostenibilidad en el sector de la Construcción, Cantabria, Spain, 29 July 2010. [Google Scholar]
- Goy, P.J. Estudio Comparativo Entre áridos Reciclados de Residuos de Construcción y Demolición y áridos Comerciales Para Su Uso Como Material Garnular en Sub-base de Carreteras; Facultad de Ciencias Exactas físicas y Naturales, Universidad Nacional de Córdoba: Córdoba, Argentina, 2017. [Google Scholar]
- Martínez, J.R.; Vanegas, R.R. Aprovechamiento de Los Residuos de Construcción y Demolición (RCD) Para Ser Utilizados Como Agregados en el Diseño de Mezclas Asfálticas en Caliente; Facultad de Tecnología Politécnica, Universidad Distrital Francisco José de Caldas: Bogotá, Colombia, 2017. [Google Scholar]
- Balaguera, A.; Carvajal, G.I.; Albertí, J.; Fullana-i-Palmer, P. Life cycle assessment of road construction alternative materials: A literature review. Resour. Conserv. Recycl. 2018, 132, 37–48. [Google Scholar] [CrossRef]
- Topini, D.; Toraldo, E.; Andena, L.; Mariani, E. Use of recycled fillers in bituminuos mixtures for road pavements. Constr. Build. Mater. 2018, 159, 18–197. [Google Scholar] [CrossRef]
- Saberian, M.; Li, J.; Nguyen, B.; Wang, G. Permanente deformation behaviour of pavement base and subbase containing recycled concrete aggregate, coarse and fine crumb rubber. Constr. Build. Mater. 2018, 178, 51–58. [Google Scholar] [CrossRef]
- Dyer, P.; Geimba, M.; Klinsky, L.M.; Silva, S.A. Enviromental charcterization of Foundry Waste Sand (WSF) in hot mix asphalt (HMA) mixtures. Constr. Build. Mater. 2018, 171, 474–484. [Google Scholar] [CrossRef]
- Sarah, M.A.; Ransinchung, G.D.R.N. Strength and permeation characteristics of cement mortar with Reclaimed Asphalt Pavement Aggregates. Constr. Build. Mater. 2018, 167, 700–706. [Google Scholar]
- Singh, S.; Ransinchung, R.N.; Debbarma, S.; Kumar, P. Utilization of reclaimed asphalt pavemenet aggregates conatining waste from Surgarcane Mill for production of concrete mixes. J. Clean. Prod. 2018, 174, 42–52. [Google Scholar] [CrossRef]
- Pérez, I.; Rodríguez, A.M. Moisture damage resistance of hot-mix asphalt made with recycled concrete aggregates and crumb rubber. J. Clean. Prod. 2017, 165, 405–414. [Google Scholar] [CrossRef] [Green Version]
- Pérez, I.P.; Toledano, M.; Medina, J.G.; Pose, J.T. Mechanical properties of hot mix asphalt made with recycled aggregates from reclaimed construction and demolition debris. Mater. Constr. 2007, 57, 17–29. [Google Scholar]
- Muniz, M.; Quiñones, F.; Gómez, A.M.; Ribeiro, M.V.; Farias, P.R. Influence of asphalt rubber on the crushing of recycled aggregates used in dense HMA. In Proceedings of the Asphalt Rubber, Munich, Germany, 23–26 October 2012. [Google Scholar]
- Paranavithana, S.; Mohajerani, A. Effects of recycled concrete aggregates on properties of asphalt concrete. Resour. Conserv. Recycl. 2006, 48, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Do, H.S.; Mun, P.H.; Keun, R.S. A study on engineering characteristics of asphalt concrete using filler with recycled waste lime. Waste Manag. 2008, 28, 191–199. [Google Scholar]
- Wong, Y.D.; Sun, D.D.; Lai, D. Value-added utilisation of recycled concrete in hot-mix asphalt. Waste Manag. 2007, 27, 294–301. [Google Scholar] [CrossRef]
- Acosta, D.; Alonso, A.; Tenza-Abril, A.J. Laboratory evaluation of hot asphalt concrete properties with cuban recycled concrete aggregates. Sustainability 2018, 10, 2590. [Google Scholar] [CrossRef] [Green Version]
- Acosta, D.; Moll, R.; González, G. Influencia de la utilización del RCD como árido en mezclas asfálticas en caliente. Rev. Arq. Ing. Matan. 2017, 1, 1–14. [Google Scholar]
- Liu, Y.; Huang, Y.; Sun, W.; Nair, H.; Lane, D.S.; Wang, L. Effect of coarse aggregate morphology on the mechanical properties of stone matrix asphalt. Constr. Build. Mater. 2017, 152, 48–56. [Google Scholar] [CrossRef]
- Fatemi, S.; Imaninasab, R. Performance evaluation of recycled asphalt mixtures by construction and demolition waste materials. Constr. Build. Mater. 2016, 120, 450–456. [Google Scholar] [CrossRef]
- Pérez, I.; Toledano, M.; Gallego, J.; Taibo, J. Propiedades mecánicas de mezclas bituminosas en caliente fabricadas con áridos reciclados de residuos de construcción y demolición. Mater. Constr. 2007, 57, 17–29. [Google Scholar] [CrossRef] [Green Version]
- Mills-Beale, J.; You, Z. The mechanical properties of asphalt mixtures with Recycled Concrete Aggregates. Constr. Build. Mater. 2010, 24, 230–235. [Google Scholar] [CrossRef]
- Rodríguez, A.M. Sensibilidad al Agua y Propiedades Mecánicas de Mezclas Bituminosas en Caliente Fabricadas con áridos; Escuela Técnica Superior de Ingenieros de Caminos, Canales y Puertos, Universidade a Coruña: LA Coruña, Spain, 2013. [Google Scholar]
- Arabani, M.; Azarhoosh, A.R. The effect of recycled concrete aggregate and steel slag on the dynamic properties of asphalt mixtures. Constr. Build. Mater. 2012, 35, 1–7. [Google Scholar] [CrossRef]
- Sarrag, N.I.A.; Al-Baiti, H.K.A.; Al-Maliky, S.E.S.; Alwan, S.S. Use of Recycling Building Demolition waste As Coarse Aggregate in Hot Mix Asphalt. Tikrit J. Eng. Sci. 2014, 21, 63–76. [Google Scholar]
- Pérez, I.; Rodriguez, A.M.; Gallego, J. Hot mix asphalt using C&D waste as coarse aggregates. Mater. Design. 2012, 36, 840–846. [Google Scholar]
- Shen, D.-H.; Du, J.-C. Application of gray Relational Analysis to Evaluate HMA with Reclaimed Building Materials. J. Mater. Civ. Eng. 2005, 17, 400–406. [Google Scholar] [CrossRef]
- Conceicao, F.D.; Santos, R.D.; Vasconcelos, K.L.; Bernucci, L. Laboratory evaluation of recycled construcion and demolition waste for pavements. Constr. Build. Mater. 2011, 25, 2972–2979. [Google Scholar]
- Bianchini, G.; Marrocchino, E.; Tassinari, R.; Vaccaro, C. Recycling of construction and demolition waste materials: A chemical- mineralogical appraisal. Waste Manag. 2005, 25, 149–159. [Google Scholar] [CrossRef]
- Imbachiya, M.C.; Marrocchino, E.; Koilouris, A. Chemical-mineralogical characterisation of coarse recycled concrete aggregate. Waste Manag. 2007, 27, 201–208. [Google Scholar]
- Asociación Española de Normalización y Certificación. UNE EN 1097-6/A1. Ensayos Para Determinar las Propiedades Mecánicas y físicas de los áridos. Parte 6: Determinación de la Densidad de las Partículas y la Absorción de Agua; AENOR: Madrid, Spain, 2001. [Google Scholar]
- Asociación Española de Normalización y Certificación. Ensayos Para Determinar las Propiedaes físicas y Mecánicas de los áridos. Parte 2: Métdos Para la Determinación de la Resitencia a la Fragmentación; AENOR: Madrid, Spain, 2007. [Google Scholar]
- Asociación Española de Normalización y Certificación. UNE EN 933-3. Ensayos Para Determinar las Propiedades Gemétricas de los áridos. Parte 3: Determinación de la Forma de las Partículas; Índice de Lajas; AENOR: Madrid, Spain, 1997. [Google Scholar]
- Asociación Española de Normalización y Certificación. UNE EN 933-8. Ensayos Para Determinar las Propiedades Geométricas de los áridos. Evaluación de los Finos. Ensayo Equivalente de Arena; AENOR: Madrid, Spain, 2000. [Google Scholar]
- De Juan, M.S.; Gutiérrez, P.A. Study on the influence of attached mortar content on the properties of recycled concrete aggregate. Constr. Build. Mater. 2009, 23, 872–877. [Google Scholar] [CrossRef]
- Asociación Española de Normalización y Certificación. UNE EN 12591. Betunes y Ligantes Bituminosos. Especificaciones de Betunes Para Pavimentación; AENOR: Madrid, Spain, 2000. [Google Scholar]
- Asociación Española de Normalización y Certificación. UNE EN 1426. Betunes y Ligantes Bituminosos. Determinación de la Penetración con Aguja; AENOR: Madrid, Spain, 2007. [Google Scholar]
- Asociación Española de Normalización y Certificación. UNE EN 1427. Betunes y Ligantes. Determinación del Punto de Reblandecimiento. Método de Anillo y Bola; AENOR: Madrid, Spain, 2007. [Google Scholar]
- Ministerio De Fomento. Pliego de Prescripciones Técnicas Generales para Obras de Carretera y Puentes (PG-3) (Statement of General Requirements for Construction of Roads and Bridges (PG-3)); MFOM: Madrid, Spain, 2015. [Google Scholar]
- Oficina Nacional de Normalización. NC 261. Determinacion del Contenido óptimo de Asfalto Empleando el Equipo Marshall; Oficina Nacional de Normalización: La Habana, Cuba, 2005. [Google Scholar]
- Oficina Nacional de Normalización. Normalización. NC 253. Carreteras. Materiales bituminosos. Hormigón asfáltico caliente. Especificaciones; Oficina Nacional de Normalización: La Habana, Cuba, 2005. [Google Scholar]
- Asociación Española de Normalización y Certificación. UNE-EN-12697-12. Método de Ensayo Para Mezclas Bituminosas en Caliente. Determinación de la Sensibilidad Al Agua de las Probetas de Mezcla Bituminosa; AENOR: Madrid, Spain, 2006. [Google Scholar]
- Asociación Española de Normalización y Certificación. UNE-EN 12697-26. Mezclas Bituminosas. Métodos de Ensayo Para Mezclas Bituminosas en Caliente. Parte 26: Rigidez; AENOR: Madrid, Spain, 2006. [Google Scholar]
- Asociación Española de Normalización y Certificación. UNE EN 12697-22. Mezclas Bituminosas. Método de Ensayo Para Mezclas Bituminosas en Caliente. Ensayo de Rodadura; AENOR: Madrid, Spain, 2008. [Google Scholar]
- Asociación Española de Normalización y Certificación. UNE EN 12697-33. Mezclas Bituminosas. Métodos de Ensayo Para Mezclas Bituminosas en Caliente. Elaboración de Probetas con Compactador de Placa; AENOR: Madrid, Spain, 2007. [Google Scholar]
- Chen, M.; Lin, J.; Wu, S. Potential of recycled fine aggregates powder as filler in asphalt mixture. Constr. Build. Mater. 2011, 25, 3901–3914. [Google Scholar] [CrossRef]
- Poon, C.S.; Chan, D. Feasible use of recycled concrete aggregates and crushed clay brick as unbound road sub-base. Constr. Build. Mater. 2006, 20, 578–585. [Google Scholar] [CrossRef]
- Dirección General de obras públicas de la Comunidad Valenciana. Norma de Secciones de Firmes de la Comunidad Valenciana; Conselleria d’Infraestructures i Transport: Valencia, Spain, 2009. [Google Scholar]
- Rodriguez, A.M.; Pérez, I. Fatigue performance of bituminous mixture made with recycled concrete aggregates and waste tire rubber. Constr. Build. Mater. 2017, 157, 26–33. [Google Scholar]
- Pérez, I.; Rodríguez, A.M. Durbilidad de las mezclas con RCD. In XXVIII Semana de la Carretera; Asociación Española de la Carretera: Santiago de Compostela, Spain, 2010. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Natural Aggregate (NA) Fraction | Recycled Concrete Aggregates (RCA) | Requirements | |||
|---|---|---|---|---|---|---|
| 13–25 mm | 5–13 mm | 0–5 mm | <0.074 mm | 5–13 mm | ||
| Apparent density (kg/m3) | 2699 | 2669 | 2691 | 2640 | 2372 | >2500 |
| 24-h water absorption (%) | 0.704 | 1.099 | 1.952 | 4.487 | 0.8–2.5 | |
| Angeles coefficient (%) | 21.82 | 24.69 | 30.00 | ≤30 | ||
| Flakiness index (%) | 9.10 | 4.48 | 3.20 | <10 | ||
| Sand equivalent (%) | 72.07 | >50% | ||||
| Properties | Standard | Value | Requirements |
|---|---|---|---|
| Penetration grade (1/10 mm) | UNE-EN 1426 [47] | 52.28 | 50–70 |
| Softening Point (°C). | UNE-EN 1427 [48] | 52 | 46–54 |
| Aggregate Fraction | Aggregate Percentage (%) | ||||
|---|---|---|---|---|---|
| 0% RCA | 20% RCA | 40% RCA | 60% RCA | 80% RCA | |
| NA (<0.074 mm) | 10 | 10 | 10 | 10 | 10 |
| NA (0–5 mm) | 35 | 35 | 35 | 35 | 35 |
| NA (5–13 mm) | 30 | 24 | 18 | 12 | 6 |
| NA (13–25 mm) | 25 | 25 | 25 | 25 | 25 |
| RCA (5–13 mm) | 0 | 6 | 12 | 18 | 24 |
| Oxides | Na2O | MgO | Al2O3 | SiO2 | P2O5 | SO3 | Cl | K2O | CaO | TiO2 | Fe2O3 | SrO | BaO |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Percentage (%) | 0.19 | 1.94 | 1.42 | 6.25 | 0.07 | 0.63 | 0.10 | 0.14 | 49.42 | 0.19 | 1.33 | 0.04 | 0.09 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Acosta Álvarez, D.; Alonso Aenlle, A.; Tenza-Abril, A.J.; Ivorra, S. Influence of Partial Coarse Fraction Substitution of Natural Aggregate by Recycled Concrete Aggregate in Hot Asphalt Mixtures. Sustainability 2020, 12, 250. https://doi.org/10.3390/su12010250
Acosta Álvarez D, Alonso Aenlle A, Tenza-Abril AJ, Ivorra S. Influence of Partial Coarse Fraction Substitution of Natural Aggregate by Recycled Concrete Aggregate in Hot Asphalt Mixtures. Sustainability. 2020; 12(1):250. https://doi.org/10.3390/su12010250
Chicago/Turabian StyleAcosta Álvarez, Debora, Anadelys Alonso Aenlle, Antonio José Tenza-Abril, and Salvador Ivorra. 2020. "Influence of Partial Coarse Fraction Substitution of Natural Aggregate by Recycled Concrete Aggregate in Hot Asphalt Mixtures" Sustainability 12, no. 1: 250. https://doi.org/10.3390/su12010250
APA StyleAcosta Álvarez, D., Alonso Aenlle, A., Tenza-Abril, A. J., & Ivorra, S. (2020). Influence of Partial Coarse Fraction Substitution of Natural Aggregate by Recycled Concrete Aggregate in Hot Asphalt Mixtures. Sustainability, 12(1), 250. https://doi.org/10.3390/su12010250