Investigating Solid and Liquid Desiccant Dehumidification Options for Room Air-Conditioning and Drying Applications

 ,
,  ,
, 
 and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Solid Desiccant Wheel
2.2. Performance Indices
- (a)
- Overall Heat Exchange (Qo)
- (b)
- Latent Heat Ratio (ζ)
- (c)
- Moisture Removal Efficiency (ηm)
2.3. Limitation of SLDD System
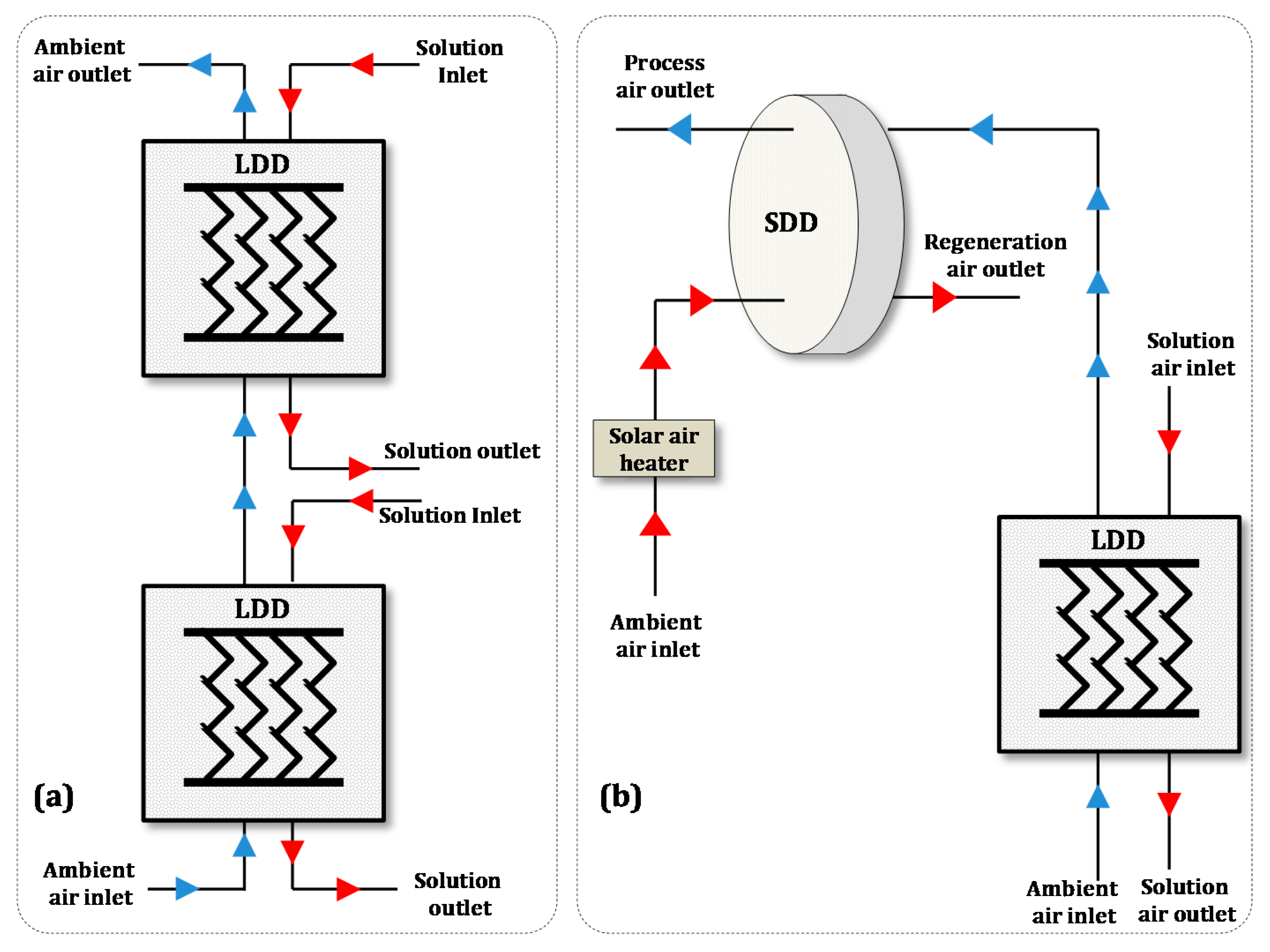
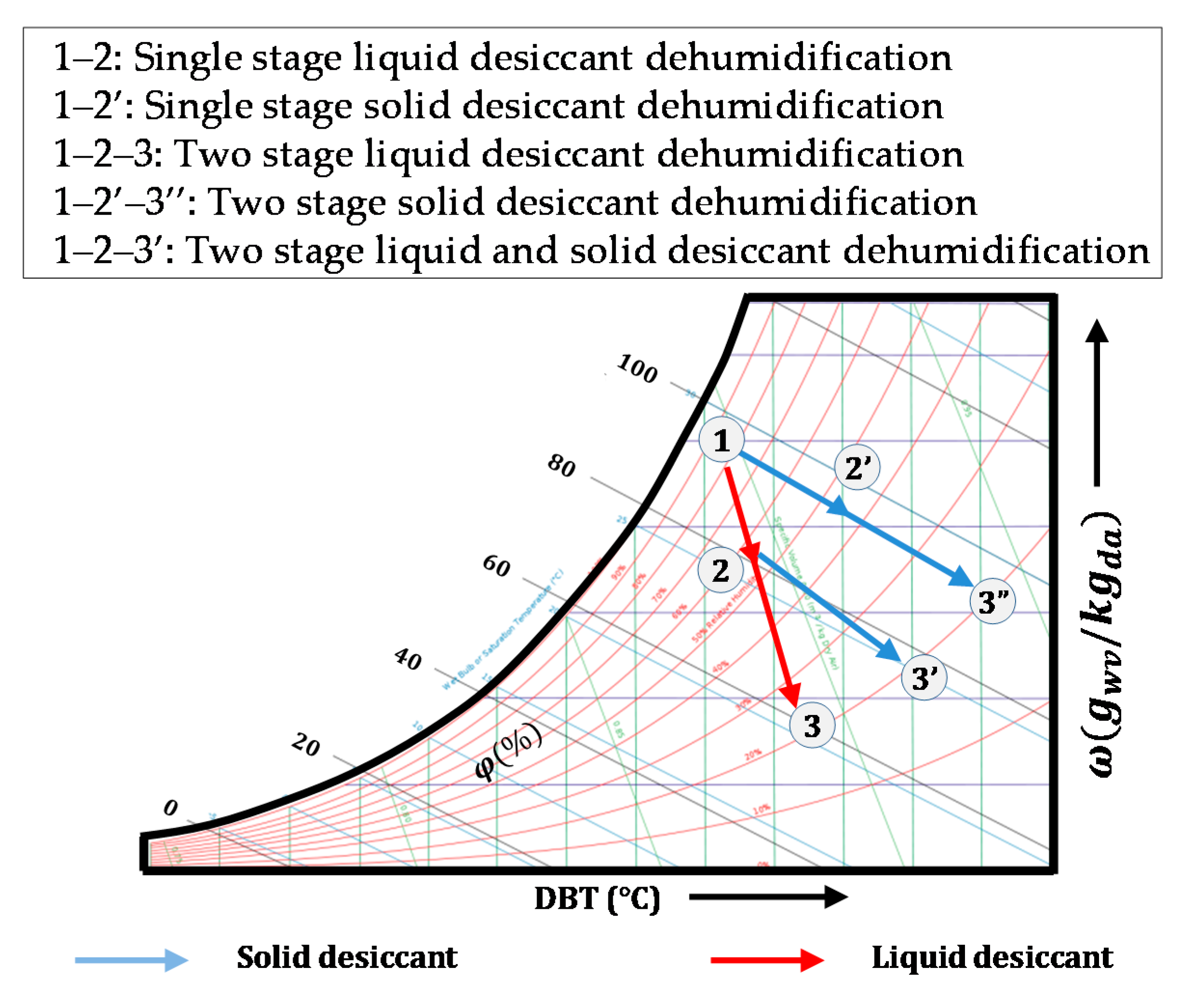
3. Demonstration of Systems
Demonstration of TLDD and CLSDD Systems
4. Results
4.1. Room Air Conditioning Application
4.2. Drying Application
4.3. Comparison for Room Air Conditioning and Drying Applications
5. Discussion
Environment and Sustainability Issues
6. Conclusions
- For a designed dehumidification system capacity, the TLDD is more suitable for room air conditioning application compared to other dehumidification systems.
- The SSDD and CLSDD are suitable for low temperature deep drying application, i.e., from 30 to 50 °C. The TSDD system is suitable for high temperature deep drying application, i.e., from 50 to 70 °C.
- Performances of the SSDD, TSDD, SLDD, TLDD, and CLSDD systems are enhanced at high air flow rate and humidity ratio and at low air inlet temperature for room air conditioning.
- In deep drying application, the performance of the SSDD, TSDD, SLDD, TLDD, and CLSDD systems are better at low air flow rate and high air inlet temperature.
- The interactive effect of air inlet parameters on latent heat ratio of the TLDD system is investigated. From this investigation, it is observed that interactive effects of air inlet humidity ratio and temperature have a greater impact on the performance of the TLDD system.
- In humid climatic conditions, desiccant dehumidification system can be chosen as an alternative for industrial deep drying processes and for low temperature (below 70 °C) drying of agricultural products.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| Specific surface area per unit volume (m2/m3) | |
| heat transfer coefficient along liquid desiccant dehumidifier (W/m2K) | |
| mass transfer coefficient along liquid desiccant dehumidifier (kg/m2s) | |
| logarithmic function of thermal effectiveness | |
| logarithmic function of moisture effectiveness | |
| function of heat transfer coefficient and air mass flux | |
| function of mass transfer coefficient and air mass flux | |
| Aw | Area of solid desiccant wheel (m2) |
| CLSDD | Two-stage combined liquid and solid desiccant dehumidification system |
| Cp | Specific heat at constant pressure (kJ/kg–K) |
| G | Mass flux or flow rate per unit cross sectional area (kg/m2–s) |
| h | enthalpy (kJ/kg) |
| Km | Thermal conductivity of solid desiccant material (W/m–K) |
| LDD | Liquid desiccant dehumidifier |
| LDD | Liquid desiccant dehumidifier |
| Le | Lewis number |
| ṁ | Mass flow rate of ambient air (kg/s) |
| NTU | No. of mass transfer units |
| P | Perimeter (m) |
| Qlat | Latent heat exchange (kW) |
| Qo | Overall heat exchange (kW) |
| Qsen | Sensible heat exchange (kW) |
| R. H. | Relative humidity (%) |
| SDD | Solid desiccant dehumidifier |
| SLDD | Single-stage liquid desiccant dehumidification system |
| SSDD | Single-stage solid desiccant dehumidification system |
| T | Temperature (°C) |
| TLDD | Two-stage liquid desiccant dehumidification system |
| TSDD | Two-stage solid desiccant dehumidification system |
| v | Velocity of ambint air (m/s) |
| Xw | Water content of desiccant material (kgwv/kgdes.) |
| z | Height (m) |
| ζ | latent heat ratio |
| ρ | density (kg/m3) |
| ϕd | relative humidity at the solid desiccant wall (%) |
| ϕh | heat transfer coefficient across solid desiccant wheel (W/m2K) |
| ϕm | mass transfer coefficient across solid desiccant wheel (kg/m2s) |
| ϕr | equilibrium relative humidity (%) |
| χ | heat of adsorption (kJ/kg) |
| mass diffusion coefficient (m2/s) | |
| desiccant concentration (kgdes./kgsol.) | |
| ratio of mass flux of working fluid and air | |
| latent heat of vaporization (kJ/kg) | |
| evaporation/condensation rate (g/m2s) | |
| effectiveness | |
| humidity ratio (kgv/kgda) | |
| Subscripts | |
| a | air |
| atm | atmospheric |
| avg | average |
| da | dry air |
| des | desiccant |
| e | equilibrium |
| i | inlet |
| m | moisture |
| o | outlet |
| p | process air |
| r | regeneration |
| s | solution |
| Superscripts | |
| sv | saturated water vapor |
| T | thermal |
| v | water vapor |
| w | water |
Appendix A
References
- Jeong, J.; Yamaguchi, S.; Saito, K.; Kawai, S. Performance analysis of desiccant dehumidification systems driven by low-grade heat source. Int. J. Refrig. 2011, 34, 928–945. [Google Scholar] [CrossRef]
- Jia, C.X.; Dai, Y.J.; Wu, J.Y.; Wang, R.Z. Experimental comparison of two honeycombed desiccant wheels fabricated with silica gel and composite desiccant material. Energy Convers. Manag. 2006, 47, 2523–2534. [Google Scholar] [CrossRef]
- Ge, T.S.; Li, Y.; Wang, R.Z.; Dai, Y.J. Experimental study on a two-stage rotary desiccant cooling system. Int. J. Refrig. 2009, 32, 498–508. [Google Scholar] [CrossRef]
- Abd-Elrahman, W.R.; Hamed, A.M.; El-Emam, S.H.; Awad, M.M. Experimental investigation on the performance of radial flow desiccant bed using activated alumina. Appl. Therm. Eng. 2011, 31, 2709–2715. [Google Scholar] [CrossRef]
- Tu, R.; Liu, X.-H.; Jiang, Y. Performance analysis of a two-stage desiccant cooling system. Appl. Energy 2014, 113, 1562–1574. [Google Scholar] [CrossRef]
- Chung, J.D.; Lee, D.-Y.; Yoon, S.M. Optimization of desiccant wheel speed and area ratio of regeneration to dehumidification as a function of regeneration temperature. Sol. Energy 2009, 83, 625–635. [Google Scholar] [CrossRef]
- Zhang, X.J.; Dai, Y.J.; Wang, R.Z. A simulation study of heat and mass transfer in a honeycombed rotary desiccant dehumidifier. Appl. Therm. Eng. 2003, 23, 989–1003. [Google Scholar] [CrossRef]
- Ge, T.S.; Li, Y.; Wang, R.Z.; Dai, Y.J. A review of the mathematical models for predicting rotary desiccant wheel. Renew. Sustain. Energy Rev. 2008, 12, 1485–1528. [Google Scholar] [CrossRef]
- Dai, Y.; Li, X.; Wang, R. Theoretical analysis and case study on solar driven two-stage rotary desiccant cooling system combined with geothermal heat pump. Energy Procedia 2015, 70, 418–426. [Google Scholar] [CrossRef] [Green Version]
- La, D.; Dai, Y.; Li, Y.; Ge, T.; Wang, R. Case study and theoretical analysis of a solar driven two-stage rotary desiccant cooling system assisted by vapor compression air-conditioning. Sol. Energy 2011, 85, 2997–3009. [Google Scholar] [CrossRef]
- Yadav, A.; Yadav, L. Comparative performance of desiccant wheel with effective and ordinary regeneration sector using mathematical model. Heat Mass Transf. 2014, 50, 1465–1478. [Google Scholar] [CrossRef] [Green Version]
- Sultan, M.; Miyazaki, T.; Koyama, S. Optimization of adsorption isotherm types for desiccant air-conditioning applications. Renew. Energy 2018, 121, 441–450. [Google Scholar] [CrossRef]
- Sultan, M.; El-Sharkawy, I.I.; Miyazaki, T.; Saha, B.B.; Koyama, S.; Maruyama, T.; Maeda, S.; Nakamura, T. Water vapor sorption kinetics of polymer based sorbents: Theory and experiments. Appl. Therm. Eng. 2016, 106, 192–202. [Google Scholar] [CrossRef]
- Sultan, M.; El-sharkawy, I.I.; Miyazaki, T.; Baran, B.; Koyama, S. An overview of solid desiccant dehumidi fi cation and air conditioning systems. Renew. Sustain. Energy Rev. 2015, 46, 16–29. [Google Scholar] [CrossRef]
- Naik, B.K.; Muthukumar, P.; Kumar, P.S. A novel finite difference model coupled with recursive algorithm for analyzing heat and mass transfer processes in a cross flow dehumidifier/regenerator. Int. J. Therm. Sci. 2018, 131, 1–13. [Google Scholar] [CrossRef]
- Fumo, N.; Goswami, D.Y. Study of an aqueous lithium chloride desiccant system: Air dehumidification and desiccant regeneration. Sol. Energy 2002, 72, 351–361. [Google Scholar] [CrossRef]
- Varela, R.J.; Giannetti, N.; Yamaguchi, S.; Saito, K.; Wang, X.-M.; Nakayama, H. Experimental investigation of the wetting characteristics of an aqueous ionic liquid solution on an aluminum fin-tube substrate. Int. J. Refrig. 2018, 88, 472–482. [Google Scholar] [CrossRef]
- Gao, W.Z.; Liu, J.H.; Cheng, Y.P.; Zhang, X.L. Experimental investigation on the heat and mass transfer between air and liquid desiccant in a cross-flow dehumidifier. Renew. Energy 2012, 37, 117–123. [Google Scholar] [CrossRef]
- Naik, B.K.; Muthukumar, P.; Bhattacharyya, C. Thermal modelling and parametric investigations on coupled heat and mass transfer processes occurred in a packed tower. Heat Mass Transf. 2019, 55, 627–644. [Google Scholar] [CrossRef]
- Longo, G.A.; Gasparella, A. Experimental and theoretical analysis of heat and mass transfer in a packed column dehumidifier/regenerator with liquid desiccant. Int. J. Heat Mass Transf. 2005, 48, 5240–5254. [Google Scholar] [CrossRef]
- Koronaki, I.P.; Christodoulaki, R.I.; Papaefthimiou, V.D.; Rogdakis, E.D. Thermodynamic analysis of a counter flow adiabatic dehumidifier with different liquid desiccant materials. Appl. Therm. Eng. 2013, 50, 361–373. [Google Scholar] [CrossRef]
- Naik, B.K.; Muthukumar, P. Experimental investigation and parametric studies on structured packing chamber based liquid desiccant dehumidification and regeneration systems. Build. Environ. 2019, 149, 330–348. [Google Scholar] [CrossRef]
- Naik, B.K.; Muthukumar, P. Energy, entransy and exergy analyses of a liquid desiccant regenerator. Int. J. Refrig. 2019, 105, 80–91. [Google Scholar] [CrossRef]
- Naik, B.K.; Muthukumar, P. Parametric and Performance Investigations on Novel Multipurpose Liquid Desiccant Drying/Desalination System. Heat Transfer Eng. 2020, 1–17. [Google Scholar] [CrossRef]
- Mahmood, M.H.; Sultan, M.; Miyazaki, T. Solid desiccant dehumidification-based air-conditioning system for agricultural storage application: Theory and experiments. Proc. Inst. Mech. Eng. Part A J. Power Energy 2020, 234, 534–547. [Google Scholar] [CrossRef]
- Hanif, S.; Sultan, M.; Miyazaki, T.; Koyama, S. Investigation of energy-efficient solid desiccant system for the drying of wheat grains. Int. J. Agric. Biol. Eng. 2019, 12, 221–228. [Google Scholar]
- Sultan, M.; Miyazaki, T.; Saha, B.B.; Koyama, S. Steady-state investigation of water vapor adsorption for thermally driven adsorption based greenhouse air-conditioning system. Renew. Energy 2016, 86, 785–795. [Google Scholar] [CrossRef]
- Sultan, M.; Miyazaki, T.; Koyama, S.; Khan, Z.M. Performance evaluation of hydrophilic organic polymer sorbents for desiccant air-conditioning applications. Adsorpt. Sci. Technol. 2018, 36, 311–326. [Google Scholar] [CrossRef] [Green Version]
- Rezvani, S.M.; Abyaneh, H.Z.; Shamshiri, R.R.; Balasundram, S.K.; Dworak, V.; Goodarzi, M.; Sultan, M.; Mahns, B. IoT-Based Sensor Data Fusion for Determining Optimality Degrees of Microclimate Parameters in Commercial Greenhouse Production of Tomato. Sensors 2020, 20, 6474. [Google Scholar] [CrossRef]
- Shamshiri, R.R.; Bojic, I.; van Henten, E.; Balasundram, S.K.; Dworak, V.; Sultan, M.; Weltzien, C. Model-based evaluation of greenhouse microclimate using IoT-Sensor data fusion for energy efficient crop production. J. Clean. Prod. 2020, 263, 121303. [Google Scholar] [CrossRef]
- Shamshiri, R.R.; Che Man, H.; Zakaria, A.J.; Beveren, P.V.; Wan Ismail, W.I.; Ahmad, D. Membership function model for defining optimality of vapor pressure deficit in closed-field cultivation of tomato. Acta Hortic. 2017, 1152, 281–290. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Operating Range | Reference Values | ||
|---|---|---|---|---|
| Liquid Desiccant | Solid Desiccant | Liquid Desiccant | Solid Desiccant | |
| Desiccant Material | LiCl–H2O | RD Silica gel | LiCl–H2O | RD Silica gel |
| Desiccant Wheel revolutions per hour (RPH) | - | - | 24 | |
| Regeneration Temperature (°C) | - | - | 90 | |
| Air Inlet Temperature (°C) | 28–35 | 35 | 35 | |
| Solution Inlet Temperature (°C) | - | 30 | - | |
| Solution Concentration (kgLiCl/kgsol.) | - | 40 | - | |
| Solution Flow Rate (kg/s) | - | 2 | - | |
| Relative Humidity (R.H.) (%) | 57–85 | 75 | 75 | |
| Air Flow Rate (kg/s) | 0.9–1.7 | 1 | 1 | |
| Air Humidity Ratio (gwv/kgda) | 20 (Ta −28 °C & R.H. −57%) −30 (Ta −35 °C & R.H. −85%) | 26.3 (Ta −33 °C & R.H. −75%) | 26.3 (Ta −35 °C & R.H. −75%) | |
| Specifications | Liquid Desiccant Dehumidifier | Solid Desiccant Dehumidifier |
|---|---|---|
| Regeneration Area | - | 25% of the desiccant wheel area |
| Lewis Number | 1 | - |
| Desiccant Wheel Diameter (m) | - | 0.7 |
| Desiccant Wheel Length (m) | - | 0.2 |
| Area Ratio (Ar/Ap) | - | 1/3 |
| Packed Tower Height (m) | 0.6 | - |
| Dehumidification System Capacity | 25 kW | |
| Air Inlet Parameters | |||
|---|---|---|---|
| Air Flow Rate (kg/s) (  ) ) | Air Humidity Ratio (gwv/kgda) (  ) ) | Air Temperature (°C) (  ) ) | |
| Range | 0.9 (kg/s)–1.7 (kg/s) | 20 (gwv/kgda)–30 (gwv/kgda) | 28 (°C)–35 (°C) |
| Condensation Rate (g/s) | |||
| Single–Stage LDS |  |  |  |
| Two–Stage LDS |  |  |  |
| Single–Stage SDS |  |  |  |
| Two–Stage SDS |  |  |  |
| Two–Stage LSDS |  |  |  |
| Moisture Removal Efficiency (%) | |||
| Single–Stage LDS |  |  |  |
| Two–Stage LDS |  |  |  |
| Single–Stage SDS |  |  |  |
| Two–Stage SDS |  |  |  |
| Two–Stage LSDS |  |  |  |
| Air Outlet Temperature (°C) | |||
| Single–Stage LDS |  |  |  |
| Two–Stage LDS |  |  |  |
| Single–Stage SDS |  |  |  |
| Two–Stage SDS |  |  |  |
| Two–Stage LSDS |  |  |  |
 —Increment;
—Increment;  —Decrement;
—Decrement;  —Intermediate (no change).
—Intermediate (no change).| Sl. No. | Type of Dehumidification System | Air Outlet Temperature (°C) | Application |
|---|---|---|---|
| 1. | SSDD | 48–53 | For laundry application and for drying agricultural products like Paddy, wheat, corn, etc. |
| 2. | TSDD | 59–65 | For Clay brick production and drying vegetables like green chilli, red chilli, capsicum, etc. |
| 3. | SLDD | 30–35 | Preserving fruits like Apple, tomato, grape, etc. and for drying vegetables like carrot, cabbage, peas, etc. |
| 4. | TLDD | 30–33 | Agricultural and livestock applications |
| 5. | CLSDD | 44–50 | For drying clothes and for drying dry fruits like cashew, pista, fig, etc. |
| Case 1: Single-Stage Liquid Desiccant Dehumidification System | ||||
|---|---|---|---|---|
| Inlet Parameters | Outlet Parameters | |||
| Air Flow Rate (kg/s) | Air Temperature (°C) | Relative Humidity (%) | Condensation Rate (g/s) | Air Outlet Temperature (°C) |
| 1 | 28 | 57 | 4.9 | 30 |
| 1 | 28 | 85 | 8.9 | 30.4 |
| 1 | 35 | 57 | 13.7 | 33.6 |
| 1 | 35 | 85 | 8.1 | 33.1 |
| 1.7 | 28 | 57 | 8.2 | 30.4 |
| 1.7 | 28 | 85 | 14.8 | 31 |
| 1.7 | 35 | 57 | 22.4 | 34.6 |
| 1.7 | 35 | 85 | 13.5 | 33.7 |
| Case 2: Single-Stage Solid Desiccant Dehumidification System | ||||
| Inlet parameters | Outlet Parameters | |||
| Air Flow Rate (kg/s) | Air Temperature (°C) | Relative Humidity (%) | Condensation Rate (g/s) | Air Outlet Temperature (°C) |
| 1 | 28 | 57 | 4.7 | 48.1 |
| 1 | 28 | 85 | 6.0 | 48.9 |
| 1 | 35 | 57 | 9.7 | 53.4 |
| 1 | 35 | 85 | 5.2 | 52.9 |
| 1.7 | 28 | 57 | 8.3 | 45.6 |
| 1.7 | 28 | 85 | 10.1 | 47.4 |
| 1.7 | 35 | 57 | 10.0 | 52.5 |
| 1.7 | 35 | 85 | 8.7 | 51.4 |
| Case 3: Two-Stage Liquid Desiccant Dehumidification System | ||||
| Inlet Parameters | Outlet Parameters | |||
| Air Flow Rate (kg/s) | Air Temperature (°C) | Relative Humidity (%) | Condensation Rate (g/s) | Air Outlet Temperature (°C) |
| 1 | 28 | 57 | 7.1 | 30.2 |
| 1 | 28 | 85 | 12.9 | 30.6 |
| 1 | 35 | 57 | 19.8 | 32.2 |
| 1 | 35 | 85 | 11.8 | 31.8 |
| 1.7 | 28 | 57 | 11.9 | 30.5 |
| 1.7 | 28 | 85 | 21.6 | 31.2 |
| 1.7 | 35 | 57 | 32.9 | 33.2 |
| 1.7 | 35 | 85 | 19.7 | 32.4 |
| Case 4: Two-Stage Solid Desiccant Dehumidification System | ||||
| Inlet Parameters | Outlet Parameters | |||
| Air Flow rate (kg/s) | Air Temperature (°C) | Relative Humidity (%) | Condensation Rate (g/s) | Air Outlet Temperature (°C) |
| 1 | 28 | 57 | 7.4 | 59.7 |
| 1 | 28 | 85 | 8.9 | 61.1 |
| 1 | 35 | 57 | 12.4 | 64.3 |
| 1 | 35 | 85 | 7.8 | 64.1 |
| 1.7 | 28 | 57 | 12.1 | 55.5 |
| 1.7 | 28 | 85 | 14.9 | 58.4 |
| 1.7 | 35 | 57 | 15.5 | 63.4 |
| 1.7 | 35 | 85 | 12.9 | 61.2 |
| Case 5: Two-Stage Liquid and Solid Desiccant Dehumidification System | ||||
| Inlet Parameters | Outlet Parameters | |||
| Air Flow Rate (kg/s) | Air Temperature (°C) | Relative Humidity (%) | Condensation Rate (g/s) | Air Outlet Temperature (°C) |
| 1 | 28 | 57 | 5.8 | 46.9 |
| 1 | 28 | 85 | 9.0 | 47.3 |
| 1 | 35 | 57 | 21.9 | 49.6 |
| 1 | 35 | 85 | 14.4 | 49.2 |
| 1.7 | 28 | 57 | 9.3 | 44.6 |
| 1.7 | 28 | 85 | 14.6 | 45.5 |
| 1.7 | 35 | 57 | 36.6 | 48.9 |
| 1.7 | 35 | 85 | 33.8 | 47.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Naik, B.K.; Joshi, M.; Muthukumar, P.; Sultan, M.; Miyazaki, T.; Shamshiri, R.R.; Ashraf, H. Investigating Solid and Liquid Desiccant Dehumidification Options for Room Air-Conditioning and Drying Applications. Sustainability 2020, 12, 10582. https://doi.org/10.3390/su122410582
Naik BK, Joshi M, Muthukumar P, Sultan M, Miyazaki T, Shamshiri RR, Ashraf H. Investigating Solid and Liquid Desiccant Dehumidification Options for Room Air-Conditioning and Drying Applications. Sustainability. 2020; 12(24):10582. https://doi.org/10.3390/su122410582
Chicago/Turabian StyleNaik, B. Kiran, Mullapudi Joshi, Palanisamy Muthukumar, Muhammad Sultan, Takahiko Miyazaki, Redmond R. Shamshiri, and Hadeed Ashraf. 2020. "Investigating Solid and Liquid Desiccant Dehumidification Options for Room Air-Conditioning and Drying Applications" Sustainability 12, no. 24: 10582. https://doi.org/10.3390/su122410582
APA StyleNaik, B. K., Joshi, M., Muthukumar, P., Sultan, M., Miyazaki, T., Shamshiri, R. R., & Ashraf, H. (2020). Investigating Solid and Liquid Desiccant Dehumidification Options for Room Air-Conditioning and Drying Applications. Sustainability, 12(24), 10582. https://doi.org/10.3390/su122410582