Environmental and Economic Evaluation of Small-Scale Bridge Repair Using Cross-Laminated Timber Floor Slabs

Abstract
:1. Introduction
2. Materials and Methods
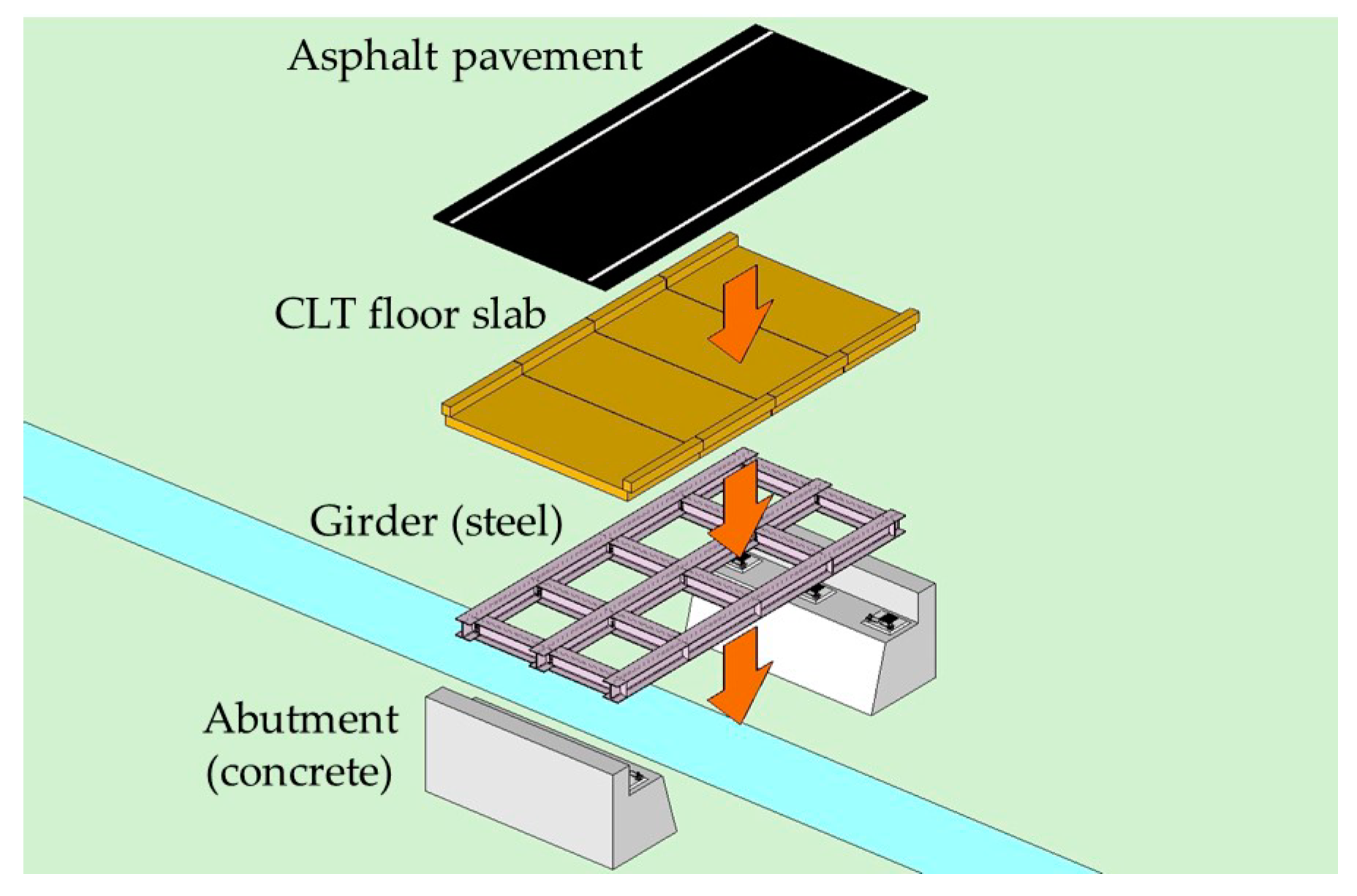
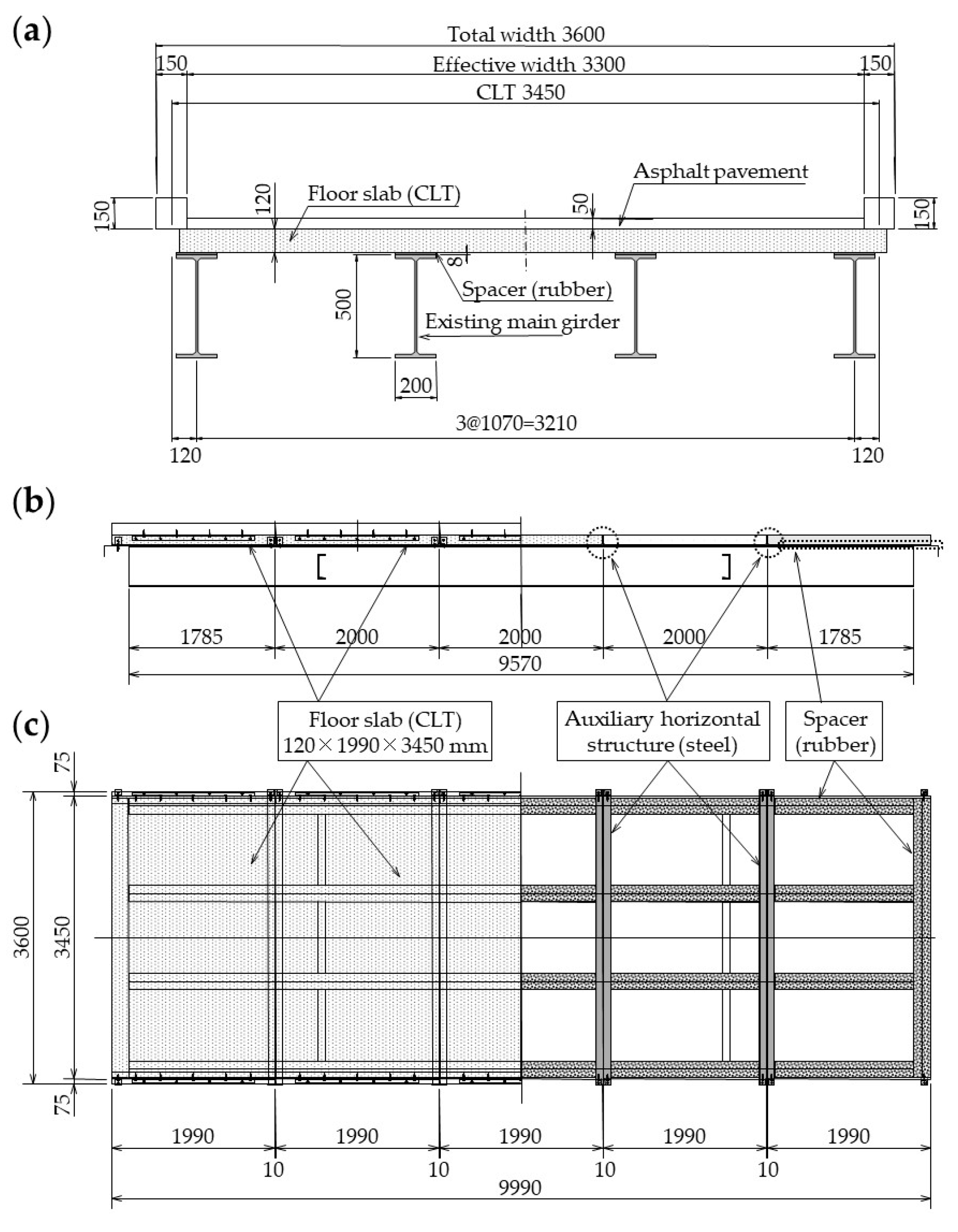
2.1. Bridges and Floor Slabs Targeted in This Study
2.2. GHG Balance
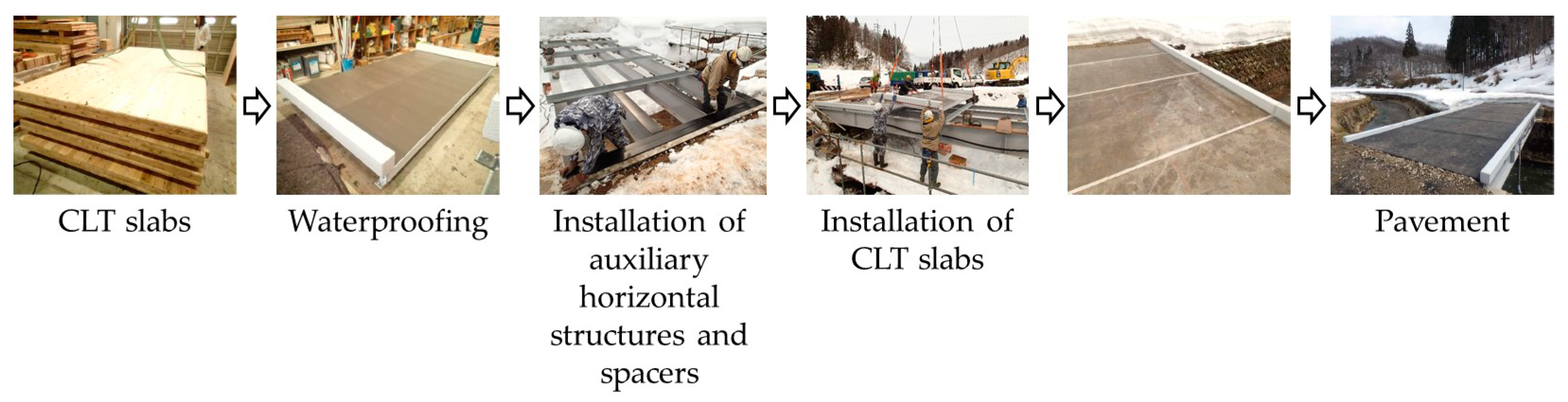
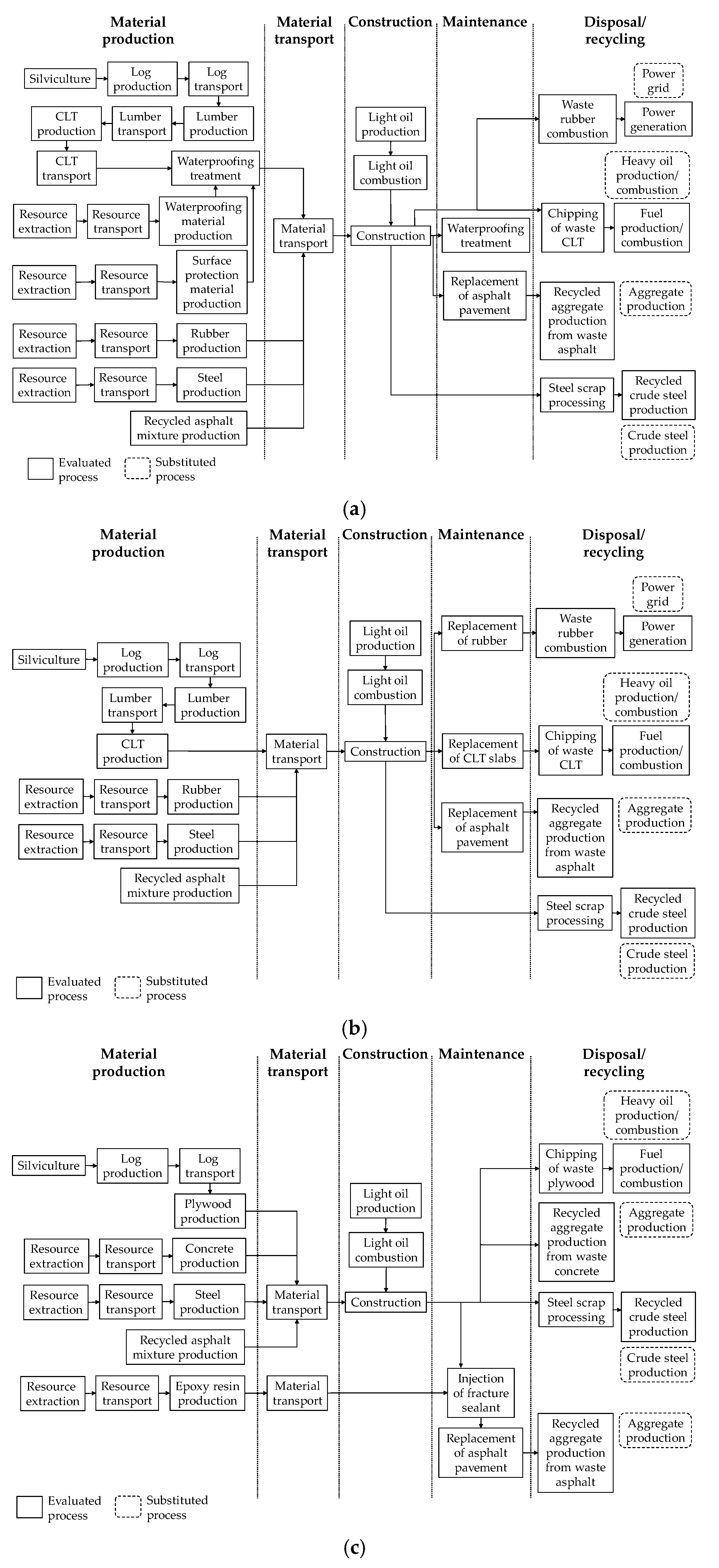
2.2.1. Material Production, Material Transport, and Construction Processes
2.2.2. Maintenance Process
2.2.3. Disposal/Recycling Process
2.2.4. GHG Balance Derived from Wood
2.3. Costs
3. Results and Discussion
3.1. GHG Balance
3.1.1. Comparison of CLT Floor Slabs with and without Waterproofing
3.1.2. Comparison of CLT and RC Slabs
3.1.3. Sensitivity Analysis
3.2. Costs
3.2.1. Comparison of CLT Floor Slabs with and without Waterproofing
3.2.2. Comparison of CLT and RC Slabs
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Intergovernmental Panel on Climate Change (IPCC). Climate Change 2014, Mitigation of Climate Change, Fifth Assessment Report; Cambridge University Press: New York, NY, USA, 2014. [Google Scholar]
- Forestry Agency. Annual Report on Forest and Forestry in Japan (Fiscal Year 2013); Forestry Agency: Tokyo, Japan, 2014.
- Forestry Agency. Annual Report on Forest and Forestry in Japan (Fiscal Year 2014); Forestry Agency: Tokyo, Japan, 2015.
- Forestry Agency. Annual Report on Forest and Forestry in Japan (Fiscal Year 2015); Forestry Agency: Tokyo, Japan, 2016.
- Forestry Agency. Annual Report on Forest and Forestry in Japan (Fiscal Year 2016); Forestry Agency: Tokyo, Japan, 2017.
- Forestry Agency. Annual Report on Forest and Forestry in Japan (Fiscal Year 2017); Forestry Agency: Tokyo, Japan, 2018.
- Forestry Agency. Annual Report on Forest and Forestry in Japan (Fiscal Year 2018); Forestry Agency: Tokyo, Japan, 2019.
- Ministry of Land, Infrastructure, Transport and Tourism. Annual Report on Road Maintenance in Japan (Fiscal Year 2019); Ministry of Land, Infrastructure, Transport and Tourism: Tokyo, Japan, 2019.
- Lehmann, S. Sustainable construction for urban infill development using engineered massive wood panel systems. Sustainability 2012, 4, 2707–2742. [Google Scholar] [CrossRef] [Green Version]
- Hildebrandt, J.; Hagemann, N.; Thrän, D. The contribution of wood-based construction materials for leveraging a low carbon building sector in Europe. Sustain. Cities Soc. 2017, 34, 405–418. [Google Scholar] [CrossRef]
- Ramage, M.H.; Burridge, H.; Busse-Wicher, M.; Fereday, G.; Reynolds, T.; Shah, D.U.; Wu, G.; Yu, L.; Fleming, P.; Densley-Tingley, D.; et al. The wood from the trees: The use of timber in construction. Renew. Sustain. Energy Rev. 2017, 68, 333–359. [Google Scholar] [CrossRef]
- Sasaki, T. Potential of a new lightweight wooden material: Use of CLT (cross-laminated timber) in bridge floor slabs. Constr. Mach. Equip. 2018, 54, 28–33. [Google Scholar]
- Toyoda, A.; Sasaki, T.; Araki, S.; Hayashi, T.; Ariyama, Y.; Gotou, H. Design and repairing of short span bridge using cross laminated timber slabs. J. Struct. Eng. 2019, 65A, 799–806. [Google Scholar]
- Liu, Y.; Guo, H.; Sun, C.; Chang, W.-S. Assessing cross laminated timber (CLT) as an alternative material for mid-rise residential buildings in cold regions in China—A life-cycle assessment approach. Sustainability 2016, 8, 1047. [Google Scholar] [CrossRef] [Green Version]
- Skullestad, J.L.; Bohne, R.A.; Lohne, J. High-rise timber buildings as a climate change mitigation measure—A comparative LCA of structural system alternatives. Energy Procedia 2016, 96, 112–123. [Google Scholar] [CrossRef] [Green Version]
- Guo, H.; Liu, Y.; Meng, Y.; Huang, H.; Sun, C.; Shao, Y. A comparison of the energy saving and carbon reduction performance between reinforced concrete and cross-laminated timber structures in residential buildings in the severe cold region of China. Sustainability 2017, 9, 1426. [Google Scholar] [CrossRef] [Green Version]
- Hafner, A.; Schäfer, S. Comparative LCA study of different timber and mineral buildings and calculation method for substitution factors on building level. J. Clean. Prod. 2017, 167, 630–642. [Google Scholar] [CrossRef]
- Chen, C.X.; Pierobon, F.; Ganguly, I. Life cycle assessment (LCA) of cross-laminated timber (CLT) produced in western Washington: The role of logistics and wood species mix. Sustainability 2019, 11, 1278. [Google Scholar] [CrossRef] [Green Version]
- Hassan, O.A.B.; Öberg, F.; Gezelius, E. Cross-laminated timber flooring and concrete slab flooring: A comparative study of structural design, economic and environmental consequences. J. Build. Eng. 2019, 26, 100881. [Google Scholar] [CrossRef]
- Pierobon, F.; Huang, M.; Simonen, K.; Ganguly, I. Environmental benefits of using hybrid CLT structure in midrise non-residential construction: An LCA based comparative case study in the U.S. Pacific Northwest. J. Build. Eng. 2019, 26, 100862. [Google Scholar] [CrossRef]
- Ussher, E.; Arjomandi, K.; Weckendorf, J.; Smith, I. Prediction of Motion Responses of Cross-Laminated-Timber Slabs. In Structures; Elsevier: Amsterdam, The Netherlands, 2017; Volume 11, pp. 49–61. [Google Scholar]
- Hassanieh, A.; Valipour, H.R.; Bradford, M.A. Composite connections between CLT slab and steel beam: Experiments and empirical models. J. Constr. Steel Res. 2017, 138, 823–836. [Google Scholar] [CrossRef]
- Sasaki, T.; Yamauchi, H.; Adachi, K.; Hayashi, T. Water Resistance Evaluation of CLT Treated with Wrapping. In Proceedings of the 34th Annual Meeting of the Japan Wood Protection Association, Tokyo, Japan, 22–24 April 2018. [Google Scholar]
- Machida, A.; Seki, H.; Usuki, S.; Masuda, N.; Himeno, K.; Watanabe, K. Construction Materials Science; Ohmsha, Ltd.: Tokyo, Japan, 2011. [Google Scholar]
- Bedon, C. Experimental investigation on vibration sensitivity of an indoor glass footbridge to walking conditions. J. Build. Eng. 2020, 29, 101195. [Google Scholar] [CrossRef]
- International Standards Organization (ISO). Environmental Management—Life-Cycle Assessment—Principles and Framework (ISO 14040), 2nd ed.; ISO: Geneva, Switzerland, 2006. [Google Scholar]
- Intergovernmental Panel on Climate Change (IPCC). Climate Change 2013, The Physical Science Basis, Fifth Assessment Report; Cambridge University Press: New York, NY, USA, 2013. [Google Scholar]
- National Institute of Advanced Industrial Science; Technology (AIST); Japan Environmental Management Association for Industry (JEMAI). LCI Database IDEA Version 2.1.3.; JEMAI: Tokyo, Japan, 2017. [Google Scholar]
- Ministry of the Environment. Results of Greenhouse Gas Emission Calculations; Report No. 5 of Subcommittee Meetings on Forest Sinks; Ministry of the Environment: Tokyo, Japan, 2006.
- Abe, F. Calorific value of Japanese coniferous wood. Bull. For. Prod. Res. Inst. 1986, 338, 91–100. [Google Scholar]
- Japan Wood Energy Co., Ltd. Wood Biomass Boiler Installation Guide; Japan Wood Energy Co., Ltd.: Tokyo, Japan, 2012. [Google Scholar]
- All Japan Wood-recycle Association. Quality Standard for Recycled Wood Chips; All Japan Wood-Recycle Association: Tokyo, Japan, 2010. [Google Scholar]
- Kainou, K. RIETI Discussion Paper Series 14-J-047; Research Institute of Economy, Trade and Industry: Tokyo, Japan, 2014. [Google Scholar]
- Plastic Waste Management Institute. Fundamental Knowledge of Plastic Recycling; Plastic Waste Management Institute: Tokyo, Japan, 2018. [Google Scholar]
- Nakano, K.; Miura, H.; Wada, Y. The evaluation of environmental impact reduction by the waste asphalt concrete recycling. J. Jpn. Soc. Civil Eng. 1997, 559, 81–89. [Google Scholar]
- The Japan Iron and Steel Federation. LCI Calculation Methodology for Steel Products; The Japan Iron and Steel Federation: Tokyo, Japan, 2015. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Life-Cycle Process | Unit | Waterproofed CLT Floor Slabs | Non-Waterproofed CLT Floor Slabs | RC Floor Slabs | ||
|---|---|---|---|---|---|---|
| Materialproduction | Wood | CLT (floor slab) | m3 | 3.93 | 3.93 | - |
| CLT (ground cover wood) | m3 | 0.45 | 0.45 | - | ||
| Plywood (concrete formwork) | m3 | - | - | 0.53 | ||
| Concrete | Fresh concrete | m3 | - | - | 6.51 | |
| Steel | Rebar | kg | - | - | 1,358.94 | |
| Auxiliary horizontal structure | kg | 293.76 | 293.76 | - | ||
| Support bracket | kg | 106.85 | 106.85 | - | ||
| Joint fitting | kg | 9.49 | 9.49 | - | ||
| Rubber | Hard rubber | kg | 83.52 | 83.52 | - | |
| Waterproofing treatment | Waterproof material | kg | 242.78 | - | - | |
| Surface protection material | kg | 12.44 | - | - | ||
| Asphalt | Recycled asphalt mixture | kg | 3,877.50 | 3,877.50 | 3,877.50 | |
| Material transport | Material production sites-construction sites | km | 93.50 | 93.50 | 93.50 | |
| Construction | Light oil (heavy machinery) | L | 18.80 | 18.80 | 15.00 | |
| Maintenance | Years 15・30・45 | Waterproof material (applied 3x) | kg | 728.33 | - | - |
| Surface protection material (applied 3x) | kg | 37.33 | - | - | ||
| CLT (floor slab) (produced 3x) | m3 | - | 11.80 | - | ||
| CLT (ground cover wood) (produced 3x) | m3 | - | 1.34 | - | ||
| Hard rubber (produced 3x) | kg | - | 250.55 | - | ||
| Recycled asphalt mixture (produced 3x) | kg | 11,632.50 | 11,632.50 | - | ||
| Material production site-construction site (shipped 3x) | km | 280.50 | 280.50 | - | ||
| Light oil (heavy machinery) (constructed 3x) | L | - | 56.40 | - | ||
| Year 25 | Fracture sealant material (epoxy resin) | kg | - | - | 3.30 | |
| Recycled asphalt mixture | kg | - | - | 3,877.50 | ||
| Material production sites-construction sites | km | - | - | 93.50 | ||
| Disposal/recycling | Waste wood (CLT/plywood) | m3 | 4.38 | 17.52 | 0.53 | |
| Waste concrete | m3 | - | - | 6.51 | ||
| Waste steel | kg | 410.10 | 410.10 | 1,358.94 | ||
| Waste rubber | kg | 83.52 | 334.06 | - | ||
| Waste asphalt | kg | 15,510.00 | 15,510.00 | 7,755.00 | ||
| Material/Fuel Name | Unit | GHG Emissions |
|---|---|---|
| Silviculture—log production—lumber production—CLT production | m3 | 233.647 |
| Silviculture—log production—plywood production | m3 | 252.074 |
| Resource extraction—fresh concrete production | m3 | 281.625 |
| Resource extraction—rebar production | kg | 0.978 |
| Resource extraction—auxiliary horizontal structure/support bracket production | kg | 2.690 |
| Resource extraction—joint fitting production | kg | 2.349 |
| Resource extraction—hard rubber production | kg | 5.184 |
| Resource extraction—waterproofing material (ethylene) production | kg | 1.483 |
| Resource extraction—waterproofing material (vinyl acetate) production | kg | 2.424 |
| Resource extraction—waterproofing material (calcium silicate) production | m3 | 309.494 |
| Resource extraction—waterproofing material (silica sand) production | kg | 0.015 |
| Resource extraction—waterproofing material (iron oxide) production | kg | 0.006 |
| Resource extraction—production of waterproofing material/surface protection material (industrial water) | m3 | 0.149 |
| Resource extraction—surface protection material (methyl acrylate) production | kg | 3.166 |
| Resource extraction—surface protection material (talc) production | kg | 0.033 |
| Resource extraction—surface protection material (amorphous silica) production | kg | 1.665 |
| Resource extraction—surface protection material (calcium carbonate) production | kg | 0.875 |
| Recycled asphalt mixture production | kg | 0.048 |
| Resource extraction—light oil production | L | 0.354 |
| Light oil combustion | MJ | 0.078 |
| Resource extraction—heavy oil production | L | 0.427 |
| Heavy oil combustion | MJ | 0.080 |
| Resource extraction—grid power (Tohoku Electric Power) generation | MJ | 0.166 |
| Truck transportation (resource extraction—light oil production—light oil combustion) | t·km | 0.161 |
| Resource extraction—fracture sealant material (epoxy resin) production | kg | 5.984 |
| Waste wood combustion | MJ | 0.096 |
| Steel scrap processing | kg | 0.018 |
| Recycled crude steel production (electric arc furnace method) | kg | 0.646 |
| Resource extraction—crude steel production (basic oxygen furnace method) | kg | 1.831 |
| Recycled aggregate production | kg | 0.004 |
| Resource extraction—aggregate production | kg | 0.011 |
| Waste rubber combustion | MJ | 0.087 |
| Life-Cycle Process/Expense Item | Unit | Price | ||
|---|---|---|---|---|
| Construction/maintenance | Material costs | CLT | Slabs | 210,000 |
| Hard rubber A | Sheets | 8260 | ||
| Hard rubber B | Sheets | 7680 | ||
| Hard rubber C | Sheets | 10,300 | ||
| Auxiliary horizontal structure | Rods | 42,200 | ||
| Support bracket A | Rods | 1900 | ||
| Support bracket B | Rods | 8100 | ||
| Joint fitting A | Rods | 260 | ||
| Joint fitting B | Units | 40 | ||
| Joint fitting C | Rods | 300 | ||
| Recycled asphalt mixture | m2 | 2344 | ||
| Construction costs | Bridge construction supervisors | Persons | 34,000 | |
| Bridge engineering specialists | Persons | 27,600 | ||
| Carpenters | Persons | 25,800 | ||
| Truck crane | Days | 43,000 | ||
| Misc. expenses | Units | 32,200 | ||
| Material costs (waterproofing treatment) | Waterproof material (base agent) | Cans | 36,600 | |
| Waterproof material (admixture) | kg | 6600 | ||
| Surface protection material | Cans | 118,800 | ||
| Construction costs (waterproofing treatment) | Civil engineering supervisor | Persons | 25,200 | |
| Specialist workers | Persons | 20,700 | ||
| Ordinary workers | Persons | 16,300 | ||
| Painters | Persons | 21,100 | ||
| Misc. expenses | Units | 13,530 | ||
| Disposal/recycling | Disposal and recycling costs | Waste wood | m3 | 4710 |
| Waste steel | t | 2000 | ||
| Waste rubber | t | 26,000 | ||
| Waste asphalt | t | 1000 | ||
| Life-Cycle Process/Expense Item | Unit | Price | ||
|---|---|---|---|---|
| Construction | Material costs | Plywood | m2 | 761 |
| Rebar | t | 73,645 | ||
| Fresh concrete | m3 | 14,700 | ||
| Recycled asphalt mixture | m2 | 2344 | ||
| Construction costs | Moldwork | m2 | 9259 | |
| Processing assembly | t | 58,000 | ||
| Concrete casting | m3 | 4680 | ||
| Slab curing | m2 | 428 | ||
| Maintenance | Material costs | Fracture sealant material A | kg | 2890 |
| Fracture sealant material B | kg | 2040 | ||
| Injection device | Rods | 380 | ||
| Recycled asphalt mixture | m2 | 2344 | ||
| Construction costs | General supervisor | Persons | 26,400 | |
| Specialist workers | Persons | 22,400 | ||
| Ordinary workers | Persons | 17,700 | ||
| Misc. expenses | Units | 12,713 | ||
| Disposal/recycling | Disposal and recycling costs | Waste wood | m3 | 4710 |
| Waste concrete | m3 | 2350 | ||
| Waste steel | t | 2000 | ||
| Waste asphalt | t | 1000 | ||
| Life-Cycle Process | Waterproofed CLT Floor Slabs | Non-Waterproofed CLT Floor Slabs | RC Floor Slabs | ||||
|---|---|---|---|---|---|---|---|
| Fossil | Wood | Fossil | Wood | Fossil | Wood | ||
| Material production | Wood | 29.70 | - | 29.70 | - | 3.87 | - |
| Concrete | - | - | - | - | 53.16 | - | |
| Steel | 31.92 | - | 31.92 | - | 38.57 | - | |
| Rubber | 12.56 | - | 12.56 | - | - | - | |
| Waterproofing treatment | 6.95 | - | - | - | - | - | |
| Asphalt | 5.40 | - | 5.40 | - | 5.40 | - | |
| Material transport | 2.51 | - | 2.51 | - | 9.04 | - | |
| Construction | 1.78 | −73.17 | 1.78 | −73.17 | 1.42 | −8.83 | |
| Maintenance | Year 15 | 14.16 | - | 49.99 | −73.17 | - | - |
| Year 25 | - | - | - | - | 7.67 | - | |
| Year 30 | 14.16 | - | 49.99 | −73.17 | - | - | |
| Year 45 | 14.16 | - | 49.99 | −73.17 | - | - | |
| Disposal/recycling | Wood | −60.37 | 74.72 | −241.47 | 298.86 | −7.28 | 9.01 |
| Concrete | - | - | - | - | −2.93 | - | |
| Steel | −12.47 | - | −12.47 | - | −41.33 | - | |
| Rubber | 3.94 | - | 15.75 | - | - | - | |
| Asphalt | −2.97 | - | −2.97 | - | −1.48 | - | |
| Net GHG emissions | 61.41 | 1.55 | −7.32 | 6.18 | 66.10 | 0.19 | |
| Waterproofed CLT Floor Slabs | Non-Waterproofed CLT Floor Slabs | RC Floor Slabs | ||||
|---|---|---|---|---|---|---|
| Fossil | Wood | Fossil | Wood | Fossil | Wood | |
| Current status | 61.41 | 1.55 | −7.32 | 6.18 | 66.10 | 0.19 |
| Waterproof treatment +5% | 62.80 | 1.55 | −7.32 | 6.18 | 66.10 | 0.19 |
| Waterproof treatment −5% | 60.02 | 1.55 | −7.32 | 6.18 | 66.10 | 0.19 |
| Maintenance +5 years | 48.00 | 1.55 | −0.14 | 4.64 | 66.10 | 0.19 |
| Maintenance −5 years | 74.83 | 1.55 | −14.50 | 7.73 | 73.03 | 0.19 |
| Thermal efficiency +5% | 57.48 | 1.55 | −23.06 | 6.18 | 65.63 | 0.19 |
| Thermal efficiency −5% | 65.35 | 1.55 | 8.42 | 6.18 | 66.58 | 0.19 |
| Life-Cycle Process | Waterproofed CLT Floor Slabs | Non-Waterproofed CLT Floor Slabs | RC Floor Slabs | |
|---|---|---|---|---|
| Construction | Material costs (wood) | 30,465 | 30,465 | 883 |
| Material costs (concrete) | - | - | 2986 | |
| Material costs (steel) | 9234 | 9234 | 3034 | |
| Material costs (rubber) | 5854 | 5854 | - | |
| Material costs (waterproofing) | 19,132 | - | - | |
| Material costs (asphalt) | 2244 | 2244 | 2244 | |
| Construction costs (construction site) | 8855 | 8855 | 14683 | |
| Construction costs (waterproofing) | 8244 | - | - | |
| Maintenance | Material and construction costs (Year 15) | 29,620 | 47,419 | - |
| Material and construction costs (Year 25) | - | - | 6699 | |
| Material and construction costs (Year 30) | 29,620 | 47,419 | - | |
| Material and construction costs (Year 45) | 29,620 | 47,419 | - | |
| Disposal/recycling | Disposal and recycling costs (wood) | 599 | 2395 | 72 |
| Disposal and recycling costs (concrete) | - | - | 444 | |
| Disposal and recycling costs (steel) | 24 | 24 | 79 | |
| Disposal and recycling costs (rubber) | 63 | 252 | - | |
| Disposal and recycling costs (asphalt) | 450 | 450 | 225 | |
| Total costs | 174,025 | 202,029 | 31,348 | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Iwase, T.; Sasaki, T.; Araki, S.; Huzita, T.; Kayo, C. Environmental and Economic Evaluation of Small-Scale Bridge Repair Using Cross-Laminated Timber Floor Slabs. Sustainability 2020, 12, 3424. https://doi.org/10.3390/su12083424
Iwase T, Sasaki T, Araki S, Huzita T, Kayo C. Environmental and Economic Evaluation of Small-Scale Bridge Repair Using Cross-Laminated Timber Floor Slabs. Sustainability. 2020; 12(8):3424. https://doi.org/10.3390/su12083424
Chicago/Turabian StyleIwase, Tetsuya, Takanobu Sasaki, Shogo Araki, Tomohumi Huzita, and Chihiro Kayo. 2020. "Environmental and Economic Evaluation of Small-Scale Bridge Repair Using Cross-Laminated Timber Floor Slabs" Sustainability 12, no. 8: 3424. https://doi.org/10.3390/su12083424
APA StyleIwase, T., Sasaki, T., Araki, S., Huzita, T., & Kayo, C. (2020). Environmental and Economic Evaluation of Small-Scale Bridge Repair Using Cross-Laminated Timber Floor Slabs. Sustainability, 12(8), 3424. https://doi.org/10.3390/su12083424