
Energy and Quality Aspects of Freeze-Drying Preceded by Traditional and Novel Pre-Treatment Methods as Exemplified by Red Bell Pepper

 ,
,  ,
,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
2.2. Pretreatment before Drying
2.2.1. Blanching
2.2.2. Sonication
2.2.3. Pulsed Electric Field
2.2.4. Hybrid Methods of Treatment
2.3. Drying
2.4. CO2 Greenhouse Gas Emission
2.5. Physical Measurements
2.5.1. Dry Matter Content and Water Activity
2.5.2. Hygroscopicity and Rehydration Properties
2.5.3. Color Measurements
2.6. X-ray Computed Tomography (XRCT)
2.7. Statistical Analysis
3. Results and Discussion
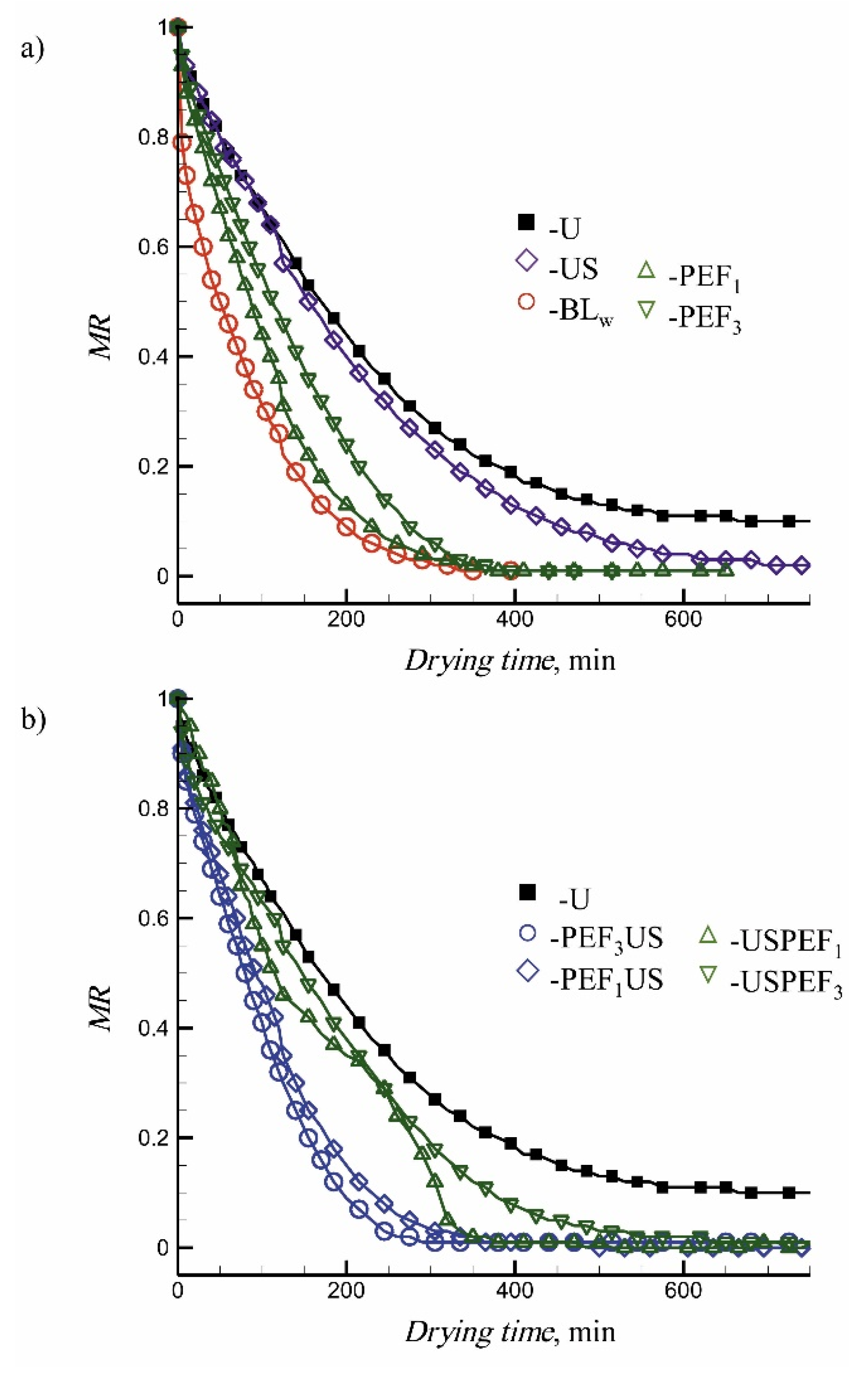
3.1. Freeze-Drying Process of Red Bell Pepper
3.2. Physical Properties of Freeze-Dried Red Bell Pepper
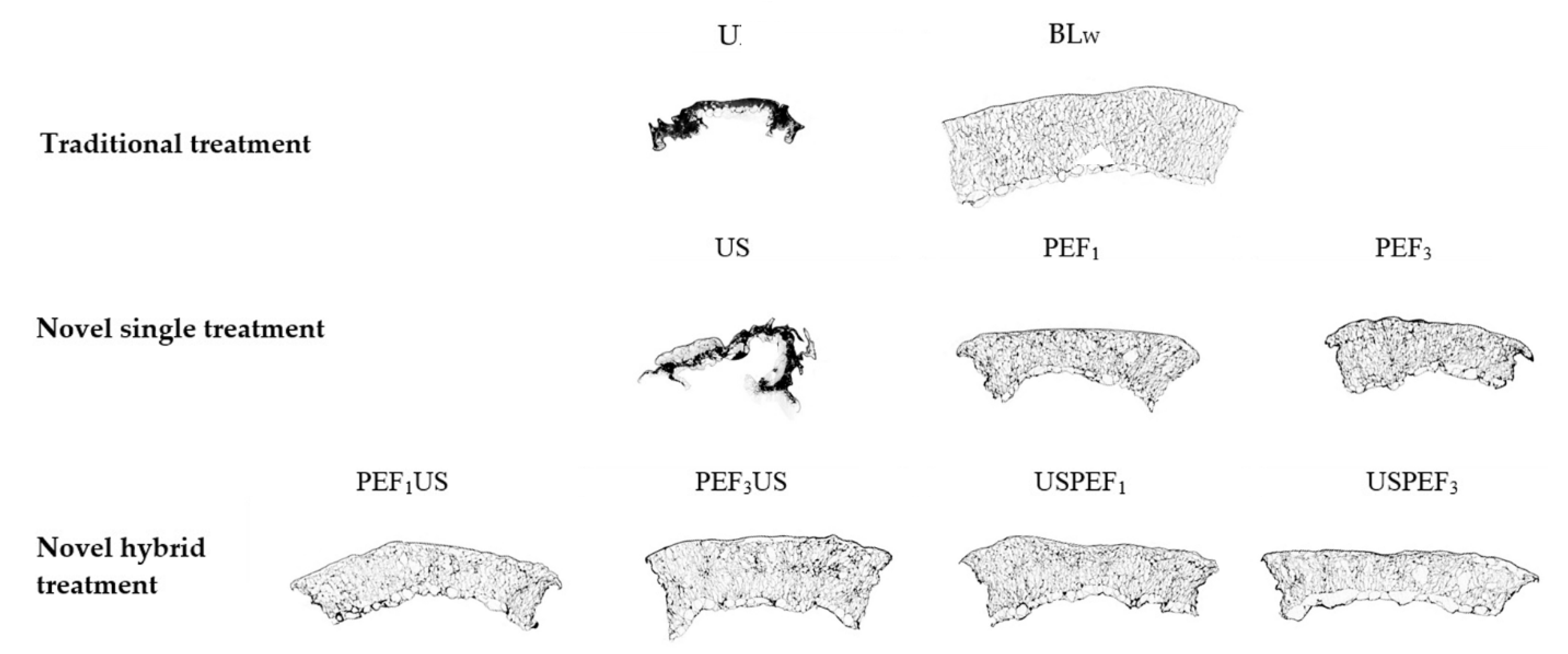
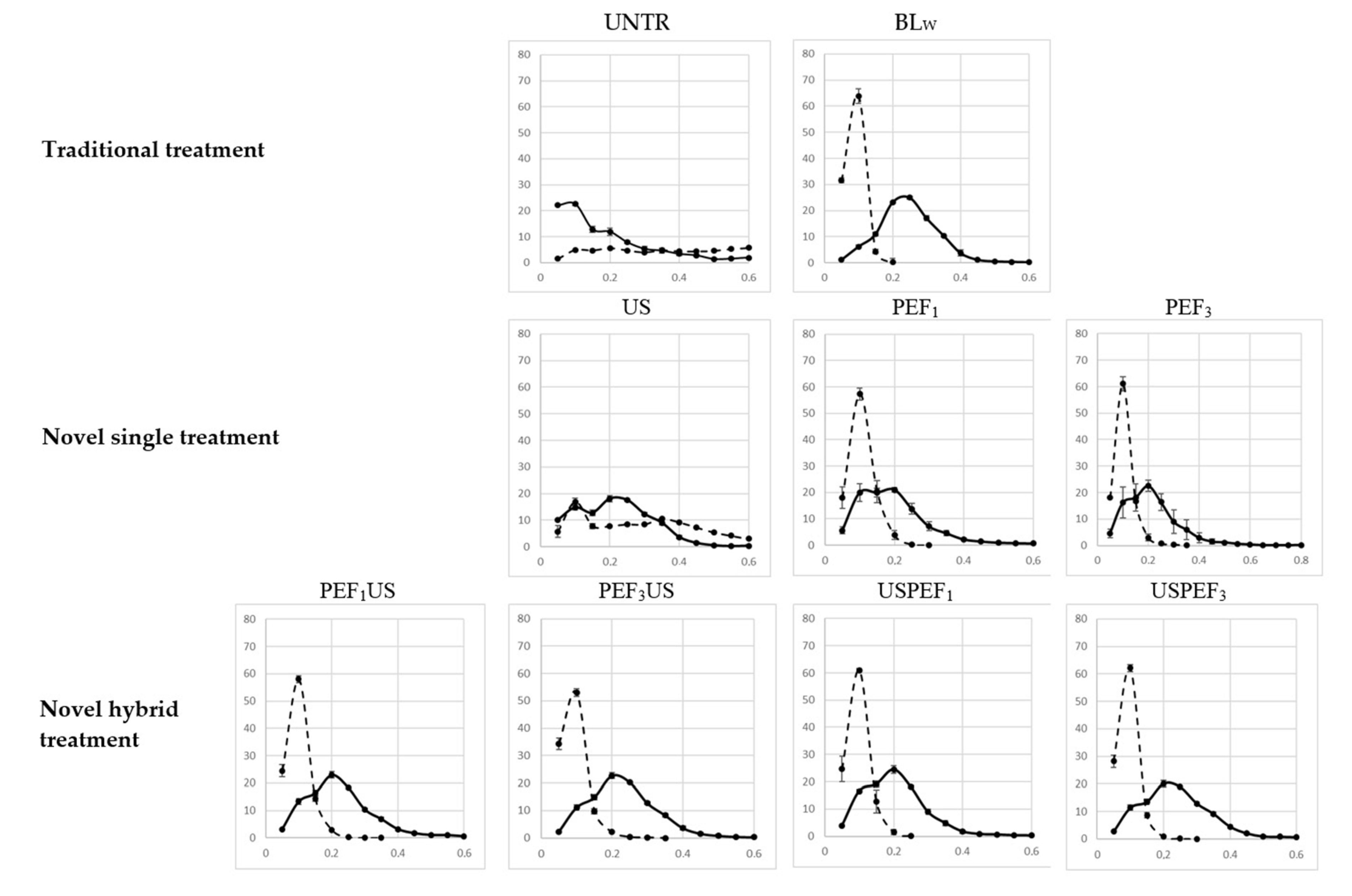
3.2.1. X-ray Computed Tomography (XRCT)
3.2.2. Rehydration and Hygroscopicity Properties of Freeze-Dried Red Bell Pepper
3.2.3. Color Parameters of Freeze-Dried Red Bell Pepper
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Claussen, I.C.; Ustad, T.S.; Strømmen, I.; Walde, P.M. Atmospheric freeze drying—A review. Dry. Technol. 2010, 25, 947–957. [Google Scholar] [CrossRef]
- Meryman, H.T. Historical recollections of freeze-drying. Dev. Biol. Stand. 1976, 36, 29–32. [Google Scholar] [PubMed]
- Franks, F. Freeze-drying of bioproducts: Putting principles into practice. Eur. J. Pharm. Biopharm. 1998, 45, 221–229. [Google Scholar] [CrossRef]
- Hayashi, H. Drying Technologies of Foods—Their History and Future. Dry. Technol. 2007, 7, 315–369. [Google Scholar] [CrossRef]
- Hua, T.-C.; Liu, B.-L.; Zhang, H. Fundamentals of Freeze Drying. In Development and Manufacture of Protein Pharmaceuticals. Pharmaceutical Biotechnology; Nail, S.L., Akers, M.J., Eds.; Springer: Boston, MA, USA, 2010; pp. 18–67. [Google Scholar]
- Pikal, M.J.; Shah, S.; Roy, M.L.; Putman, R. The secondary drying stage of freeze drying: Drying kinetics as a function of temperature and chamber pressure. Int. J. Pharm. 1990, 60, 203–207. [Google Scholar] [CrossRef]
- Liu, Y.; Zhao, Y.; Feng, X. Exergy analysis for a freeze-drying process. Appl. Therm. Eng. 2008, 28, 675–690. [Google Scholar] [CrossRef]
- Ratti, C. Hot air and freeze-drying of high-value foods: A review. J. Food Eng. 2001, 49, 311–319. [Google Scholar] [CrossRef]
- Stratta, L.; Capozzi, L.C.; Franzino, S.; Pisano, R. Economic analysis of a freeze-drying cycle. Processes 2020, 8, 1399. [Google Scholar] [CrossRef]
- Witrowa-Rajchert, D.; Wiktor, A.; Sledz, M.; Nowacka, M. Selected Emerging Technologies to Enhance the Drying Process: A Review. Dry. Technol. 2014, 32, 1386–1396. [Google Scholar] [CrossRef]
- Nowacka, M.; Dadan, M.; Tylewicz, U. Applied sciences Current Applications of Ultrasound in Fruit and Vegetables Osmotic Dehydration Processes. Appl. Sci. 2021, 11, 1269. [Google Scholar] [CrossRef]
- Radojčin, M.; Pavkov, I.; Bursać Kovačević, D.; Putnik, P.; Wiktor, A.; Stamenković, Z.; Kešelj, K.; Gere, A. Effect of Selected Drying Methods and Emerging Drying Intensification Technologies on the Quality of Dried Fruit: A Review. Processes 2021, 9, 132. [Google Scholar] [CrossRef]
- Wu, X.F.; Zhang, M.; Ye, Y.; Yu, D. Influence of Ultrasonic Pretreatments on Drying Kinetics and Quality Attributes of Sweet Potato Slices in Infrared Freeze Drying (IRFD). LWT 2020, 131, 109801. [Google Scholar] [CrossRef]
- Lammerskitten, A.; Mykhailyk, V.; Wiktor, A.; Toepfl, S.; Nowacka, M.; Bialik, M.; Czyżewski, J.; Witrowa-Rajchert, D.; Parniakov, O. Impact of pulsed electric fields on physical properties of freeze-dried apple tissue. Innov. Food Sci. Emerg. Technol. 2019, 57. [Google Scholar] [CrossRef]
- Ostermeier, R.; Hill, K.; Dingis, A.; Töpfl, S.; Jäger, H. Influence of pulsed electric field (PEF) and ultrasound treatment on the frying behavior and quality of potato chips. Innov. Food Sci. Emerg. Technol. 2020, 102553. [Google Scholar] [CrossRef]
- Wiktor, A.; Dadan, M.; Nowacka, M.; Rybak, K.; Witrowa-Rajchert, D. The impact of combination of pulsed electric field and ultrasound treatment on air drying kinetics and quality of carrot tissue. LWT 2019, 110, 71–79. [Google Scholar] [CrossRef]
- Wiktor, A.; Witrowa-Rajchert, D. Drying kinetics and quality of carrots subjected to microwave-assisted drying preceded by combined pulsed electric field and ultrasound treatment. Dry. Technol. 2020, 38, 176–188. [Google Scholar] [CrossRef]
- KOBiZE. Poland’s National Inventory Report. Greenhouse Gas Inventory for 1988–2016; The National Centre for Emissions Management: Warsaw, Poland, 2018. [Google Scholar]
- Association of Official Analytical Collaboration International. Official Methods of Analysis of AOAC International, 17th ed.; The Association of Official Analytical Chemists: Gaithersburg, MD, USA, 2002. [Google Scholar]
- Fijalkowska, A.; Nowacka, M.; Witrowa-Rajchert, D. The physical, optical and reconstitution properties of apples subjected to ultrasound before drying. Ital. J. Food Sci. 2017, 29, 343–356. [Google Scholar]
- Gondek, E.; Jakubczyk, E.; Herremans, E.; Verlinden, B.; Hertog, M.; Vandendriessche, T.; Verboven, P.; Antoniuk, A.; Bongaers, E.; Estrade, P.; et al. Acoustic, mechanical and microstructural properties of extruded crisp bread. J. Cereal Sci. 2013, 58, 132–139. [Google Scholar] [CrossRef] [Green Version]
- Lebovka, N.I.; Praporscic, I.; Vorobiev, E. Effect of moderate thermal and pulsed electric field treatments on textural properties of carrots, potatoes and apples. Innov. Food Sci. Emerg. Technol. 2004, 5, 9–16. [Google Scholar] [CrossRef]
- Wang, W.-C.C.; Sastry, S.K.K. Effects of thermal and electrothermal pretreatments on hot air drying rate of vegetable tissue. J. Food Process Eng. 2000, 23, 299–319. [Google Scholar] [CrossRef]
- Parniakov, O.; Bals, O.; Lebovka, N.; Vorobiev, E. Pulsed electric field assisted vacuum freeze-drying of apple tissue. Innov. Food Sci. Emerg. Technol. 2016, 35, 52–57. [Google Scholar] [CrossRef]
- Lammerskitten, A.; Wiktor, A.; Siemer, C.; Toepfl, S.; Mykhailyk, V.; Gondek, E.; Rybak, K.; Witrowa-Rajchert, D.; Parniakov, O. The effects of pulsed electric fields on the quality parameters of freeze-dried apples. J. Food Eng. 2019, 252, 36–43. [Google Scholar] [CrossRef]
- Ammelt, D.; Lammerskitten, A.; Wiktor, A.; Barba, F.J.; Toepfl, S.; Parniakov, O. The impact of pulsed electric fields on quality parameters of freeze-dried red beets and pineapples. Int. J. Food Sci. Technol. 2020. [Google Scholar] [CrossRef]
- Rybak, K.; Samborska, K.; Jedlinska, A.; Parniakov, O.; Nowacka, M.; Witrowa-Rajchert, D.; Wiktor, A. The impact of pulsed electric field pretreatment of bell pepper on the selected properties of spray dried juice. Innov. Food Sci. Emerg. Technol. 2020, 65, 102446. [Google Scholar] [CrossRef]
- Nowacka, M.; Wiktor, A.; Anuszewska, A.; Dadan, M.; Rybak, K.; Witrowa-Rajchert, D. The application of unconventional technologies as pulsed electric field, ultrasound and microwave-vacuum drying in the production of dried cranberry snacks. Ultrason. Sonochem. 2019, 56, 1–13. [Google Scholar] [CrossRef]
- Shynkaryk, M.V.; Lebovka, N.I.; Vorobiev, E. Pulsed electric fields and temperature effects on drying and rehydration of red beetroots. Dry. Technol. 2008, 26, 695–704. [Google Scholar] [CrossRef]
- Dadan, M.; Nowacka, M. The Assessment of the Possibility of Using Ethanol and Ultrasound to Design the Properties of Dried Carrot Tissue. Appl. Sci. 2021, 11, 689. [Google Scholar] [CrossRef]
- Parniakov, O.; Bals, O.; Mykhailyk, V.; Lebovka, N.; Vorobiev, E. Unfreezable Water in Apple Treated by Pulsed Electric Fields: Impact of Osmotic Impregnation in Glycerol Solutions. Food Bioprocess Technol. 2016, 9, 243–251. [Google Scholar] [CrossRef]
- Kaveh, M.; Abbaspour-gilandeh, Y.; Nowacka, M. Chemical Engineering and Processing—Process Intensification Comparison of different drying techniques and their carbon emissions in green peas. Chem. Eng. Process. Process Intensif. 2021, 160, 108274. [Google Scholar] [CrossRef]
- Wang, H.O.; Fu, Q.Q.; Chen, S.J.; Hu, Z.C.; Xie, H.X. Effect of Hot-Water Blanching Pretreatment on Drying Characteristics and Product Qualities for the Novel Integrated Freeze-Drying of Apple Slices. J. Food Qual. 2018, 2018, 1347513. [Google Scholar] [CrossRef]
- Fuster, C.; Risuen, M.C. Eþects of Blanching and Freezing on the Structure of Carrots Cells and their Implications for Food Processing. J. Sci. Food Agric. 1998, 77, 223–229. [Google Scholar]
- Neri, L.; Hernando, I.H.; Pérez-Munuera, I.; Sacchetti, G.; Pittia, P. Effect of Blanching in Water and Sugar Solutions on Texture and Microstructure of Sliced Carrots. J. Food Sci. 2011, 76, 23–30. [Google Scholar] [CrossRef]
- Lammerskitten, A.; Wiktor, A.; Mykhailyk, V.; Samborska, K.; Gondek, E.; Witrowa-Rajchert, D.; Parniakov, O. Pulsed electric field pre-treatment improves microstructure and crunchiness of freeze-dried plant materials: Case of strawberry. LWT Food Sci. Technol. 1026. [Google Scholar] [CrossRef]
- Ciurzyńska, A.; Lenart, A. Effect of the aerated structure on selected properties of freeze-dried hydrocolloid gels. Int. Agrophysics 2016, 30, 9–17. [Google Scholar] [CrossRef]
- Fijalkowska, A.; Nowacka, M.; Wiktor, A.; Sledz, M.; Witrowa-Rajchert, D. Ultrasound as a Pretreatment Method to Improve Drying Kinetics and Sensory Properties of Dried Apple. J. Food Process Eng. 2016, 39, 256–265. [Google Scholar] [CrossRef]
- Fauster, T.; Giancaterino, M.; Pittia, P.; Jaeger, H. Effect of pulsed electric field pretreatment on shrinkage, rehydration capacity and texture of freeze-dried plant materials. LWT Food Sci. Technol. 2020, 121, 108937. [Google Scholar] [CrossRef]
- Hammami, C.; René, F.; Marin, M. Process-quality optimization of the vacuum freeze-drying of apple slices by the response surface method. Int. J. Food Sci. Technol. 1999, 34, 145–160. [Google Scholar] [CrossRef]
- Jambrak, A.R.; Mason, T.J.; Paniwnyk, L.; Lelas, V. Accelerated drying of button mushrooms, Brussels sprouts and cauliflower by applying power ultrasound and its rehydration properties. J. Food Eng. 2007, 81, 88–97. [Google Scholar] [CrossRef]
- Schössler, K.; Jäger, H.; Knorr, D. Novel contact ultrasound system for the accelerated freeze-drying of vegetables. Innov. Food Sci. Emerg. Technol. 2012, 16, 113–120. [Google Scholar] [CrossRef]
- Wiktor, A.; Gondek, E.; Jakubczyk, E.; Dadan, M.; Nowacka, M.; Rybak, K.; Witrowa-Rajchert, D. Acoustic and mechanical properties of carrot tissue treated by pulsed electric field, ultrasound and combination of both. J. Food Eng. 2018, 238, 12–21. [Google Scholar] [CrossRef]
- Krzykowski, A.; Dziki, D.; Rudy, S.; Gawlik-Dziki, U.; Polak, R.; Biernacka, B. Effect of pre-treatment conditions and freeze-drying temperature on the process kinetics and physicochemical properties of pepper. LWT 2018, 98, 25–30. [Google Scholar] [CrossRef]
- Rybak, K.; Wiktor, A.; Witrowa-Rajchert, D.; Parniakov, O.; Nowacka, M. The Effect of Traditional and Non-Thermal Treatments on the Bioactive Compounds and Sugars content of Red Bell Pepper. Molecules 2020, 25, 4287. [Google Scholar] [CrossRef]
- Nowacka, M.; Laghi, L.; Rybak, K.; Dalla Rosa, M.; Witrowa-Rajchert, D.; Tylewicz, U. Water state and sugars in cranberry fruits subjected to combined treatments: Cutting, blanching and sonication. Food Chem. 2019, 299, 125122. [Google Scholar] [CrossRef] [PubMed]
- Zielinska, M.; Markowski, M. Color characteristics of carrots: Effect of drying and rehydration. Int. J. Food Prop. 2012, 15, 450–466. [Google Scholar] [CrossRef]
- Rawson, A.; Tiwari, B.K.; Tuohy, M.G.; O’Donnell, C.P.; Brunton, N. Effect of ultrasound and blanching pretreatments on polyacetylene and carotenoid content of hot air and freeze dried carrot discs. Ultrason. Sonochem. 2011, 18, 1172–1179. [Google Scholar] [CrossRef]
- Chemat, F.; Rombaut, N.; Sicaire, A.G.; Meullemiestre, A.; Fabiano-Tixier, A.S.; Abert-Vian, M. Ultrasound assisted extraction of food and natural products. Mechanisms, techniques, combinations, protocols and applications. A review. Ultrason. Sonochem. 2017, 34, 540–560. [Google Scholar] [CrossRef]
- Garcia-Noguera, J.; Oliveira, F.I.P.; Weller, C.L.; Rodrigues, S.; Fernandes, F.A.N. Effect of ultrasonic and osmotic dehydration pre-treatments on the colour of freeze dried strawberries. J. Food Sci. Technol. 2014, 51, 2222–2227. [Google Scholar] [CrossRef] [Green Version]
- Ozcelik, M.; Ambros, S.; Morais, S.I.F.; Kulozik, U. Storage stability of dried raspberry foam as a snack product: Effect of foam structure and microwave-assisted freeze drying on the stability of plant bioactives and ascorbic acid. J. Food Eng. 2019, 270, 109779. [Google Scholar] [CrossRef]
- Tylewicz, U.; Nowacka, M.; Rybak, K.; Drozdzal, K.; Dalla Rosa, M.; Mozzon, M. Design of Healthy Snack Based on Kiwifruit. Molecules 2020, 25, 3309. [Google Scholar] [CrossRef]
- Huang, D.; Men, K.; Li, D.; Wen, T.; Gong, Z.; Sunden, B.; Wu, Z. Application of ultrasound technology in the drying of food products. Ultrason. Sonochem. 2020, 63, 104950. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Treatment | Description | Parameters of Treatment |
|---|---|---|
| Traditional treatment | ||
| U | untreated sample | - |
| BLw | blanching in water | temp: 98 °C, time: 3 min |
| Novel single treatment | ||
| US | ultrasound treatment | ultrasound intensity 3 W/cm2, frequency: 21 kHz, time: 30 min |
| PEF1 | pulsed electric field treatment | pulse number: 6, electric field intensity: 1.07 kV/cm, 1 Ws: 1 kJ/kg |
| PEF3 | pulsed electric field treatment | pulse number: 12, electric field intensity: 1.07 kV/cm, 1 Ws: 3 kJ/kg |
| Novel hybrid treatment | I step | II step |
| Parameters of treatment | ||
| PEF1US | pulsed electric field pulse number: 12, electric field intensity: 1.07 kV/cm, 1 Ws: 1 kJ/kg | ultrasound treatment, ultrasound intensity 3 W/cm2, frequency: 21 kHz, time: 30 min |
| PEF3US | pulsed electric field pulse number: 34, electric field intensity: 1.07 kV/cm, 1 Ws: 3 kJ/kg | ultrasound treatment, ultrasound intensity 3 W/cm2, frequency: 21 kHz, time: 30 min |
| USPEF1 | ultrasound treatment, ultrasound intensity 3 W/cm2, frequency: 21 kHz, time: 30 min | pulsed electric field pulse number: 12, electric field intensity: 1.07 kV/cm, 1 Ws: 1 kJ/kg |
| USPEF3 | ultrasound treatment, ultrasound intensity 3 W/cm2, frequency: 21 kHz, time: 30 min | pulsed electric field pulse number: 34, electric field intensity: 1.07 kV/cm, 1 Ws: 3 kJ/kg |
| Type of Treatment | Drying Time to MR = 0.05 [min] | Deff [×10−10 m2/s] | CO2 Emission [kg/kg Product] | Dry Matter [%] | Water Activity [-] |
|---|---|---|---|---|---|
| Traditional treatment | |||||
| U | 800 ± 42 g | 1.57 ± 0.08 a | 17.3 | 94.5 ± 0.7 bcde | 0.392 ± 0.004 i |
| BLw | 245 ± 42 ab | 5.17 ± 0.9 e | 6.4 | 95.1 ± 0.2 defg | 0.270 ± 0.011 h |
| Novel single treatment | |||||
| US | 560 ± 64 ef | 2.20 ± 0.25 ab | 12.0 | 92.1 ± 0.1 a | 0.252 ± 0.004 h |
| PEF1 | 275 ±42 abc | 4.29 ± 0.66 cde | 6.8 | 95.5 ± 0.6 efgh | 0.169 ± 0.001 bc |
| PEF3 | 305 ± 64 abcd | 3.54 ± 0.74 abcde | 7.7 | 95.1 ± 0.,2 cdef | 0.191 ± 0.003 de |
| Novel hybrid treatment | |||||
| PEF1US | 230± 42 a | 4.69 ± 0.87 de | 5.9 | 96.4 ± 0.4 gh | 0.170 ± 0.001 bcd |
| PEF3US | 275 ± 64 abc | 4.22 ± 0.98 bcde | 6.8 | 96.8 ± 0.2 h | 0.174 ± 0.001 bcd |
| USPEF1 | 320 ± 21 abcd | 2.87 ± 0.19 abcd | 7.7 | 95.7 ± 0.3 fgh | 0.158 ± 0.008 ab |
| USPEF3 | 455 ± 42 abcd | 2.36 ± 0.22 abc | 10.0 | 96.2 ± 0.5 fgh | 0.140 ± 0.002 a |
| Type of Treatment | Porosity [%] | Rehydration Properties after 30 min of Dipping [-] | Hygroscopic Properties after 48 h [g H2O/g d.m.] |
|---|---|---|---|
| Traditional treatment | |||
| U | 14.9 ± 0.3 a | 1.73 ± 0.02 a | 1.81 ± 0.11 a |
| BLw | 72.6 ± 0.3 f | 6.81 ± 0.94 g | 6.08 ± 0.09 i |
| Novel single treatment | |||
| US | 39.0 ± 3.2 b | 1.86 ± 0.03 ab | 3.14 ± 0.04 bc |
| PEF1 | 58.9 ± 4.0 cd | 4.91 ± 0.01 def | 3.49 ± 0.11 cde |
| PEF3 | 60.5 ± 3.5 cde | 4.98 ± 0.28 defg | 3.08 ± 0.11 b |
| Novel hybrid treatment | |||
| PEF1US | 66.8 ± 2.0 def | 4.33 ± 0.19 cde | 3.40 ± 0.03 bcde |
| PEF3US | 72.9 ± 2.0 f | 6.13 ± 1.25 efg | 5.85 ± 0.18 i |
| USPEF1 | 64.8 ± 1.8 de | 6.40 ± 0.96 efg | 3.71 ± 0.07 ef |
| USPEF3 | 67.8 ± 2.7 ef | 6.02 ± 0.11 efg | 3.49 ± 0.10 cde |
| L* | a* | b* | ΔE | |
|---|---|---|---|---|
| Traditional treatment | ||||
| U | 36.9 ± 0.6 a | 43.0 ± 0.8 gh | 36.8 ± 2.2 a | - |
| BLw | 56.2 ± 1.0 g | 37.6 ± 0.4 cd | 48.3 ± 1.3 de | 23.1 ± 1.3 f |
| Novel single treatment | ||||
| US | 45.1 ± 0.45 c | 43.9 ± 0.8 h | 41.3 ± 0.9 b | 9.4 ± 0.7 ab |
| PEF1 | 58.5 ± 0.15 i | 35.0 ± 0.2 b | 47.3 ± 0.6 de | 25.4 ± 0.4 g |
| PEF3 | 49.3 ± 1.32 e | 37.7 ± 1.6 cd | 43.7 ± 1.1 bc | 15.2 ± 1.2 d |
| Novel hybrid treatment | ||||
| PEF1US | 57.0 ± 0.71 ghi | 36.2 ± 0.4 bc | 46.2 ± 2.4 cd | 23.3 ± 1.4 fg |
| PEF3US | 60.8 ± 0.66 j | 31.6 ± 0.3 a | 47.5 ± 0.5 de | 28.5 ± 0.7 h |
| USPEF1 | 57.9 ± 0.43 hi | 36.6 ± 0.5 bc | 47.4 ± 0.9 de | 24.4 ± 0.6 fg |
| USPEF3 | 56.5 ± 0.78 gh | 39.1 ± 1.1 def | 49.9 ± 1.7 e | 23.9 ± 0.9 fg |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rybak, K.; Parniakov, O.; Samborska, K.; Wiktor, A.; Witrowa-Rajchert, D.; Nowacka, M. Energy and Quality Aspects of Freeze-Drying Preceded by Traditional and Novel Pre-Treatment Methods as Exemplified by Red Bell Pepper. Sustainability 2021, 13, 2035. https://doi.org/10.3390/su13042035
Rybak K, Parniakov O, Samborska K, Wiktor A, Witrowa-Rajchert D, Nowacka M. Energy and Quality Aspects of Freeze-Drying Preceded by Traditional and Novel Pre-Treatment Methods as Exemplified by Red Bell Pepper. Sustainability. 2021; 13(4):2035. https://doi.org/10.3390/su13042035
Chicago/Turabian StyleRybak, Katarzyna, Oleksii Parniakov, Katarzyna Samborska, Artur Wiktor, Dorota Witrowa-Rajchert, and Małgorzata Nowacka. 2021. "Energy and Quality Aspects of Freeze-Drying Preceded by Traditional and Novel Pre-Treatment Methods as Exemplified by Red Bell Pepper" Sustainability 13, no. 4: 2035. https://doi.org/10.3390/su13042035
APA StyleRybak, K., Parniakov, O., Samborska, K., Wiktor, A., Witrowa-Rajchert, D., & Nowacka, M. (2021). Energy and Quality Aspects of Freeze-Drying Preceded by Traditional and Novel Pre-Treatment Methods as Exemplified by Red Bell Pepper. Sustainability, 13(4), 2035. https://doi.org/10.3390/su13042035