
Cogeneration Supporting the Energy Transition in the Italian Ceramic Tile Industry

 ,
,  ,
, 
 , and
, and
Abstract
:1. Introduction
2. Description of the Ceramic Tile Process
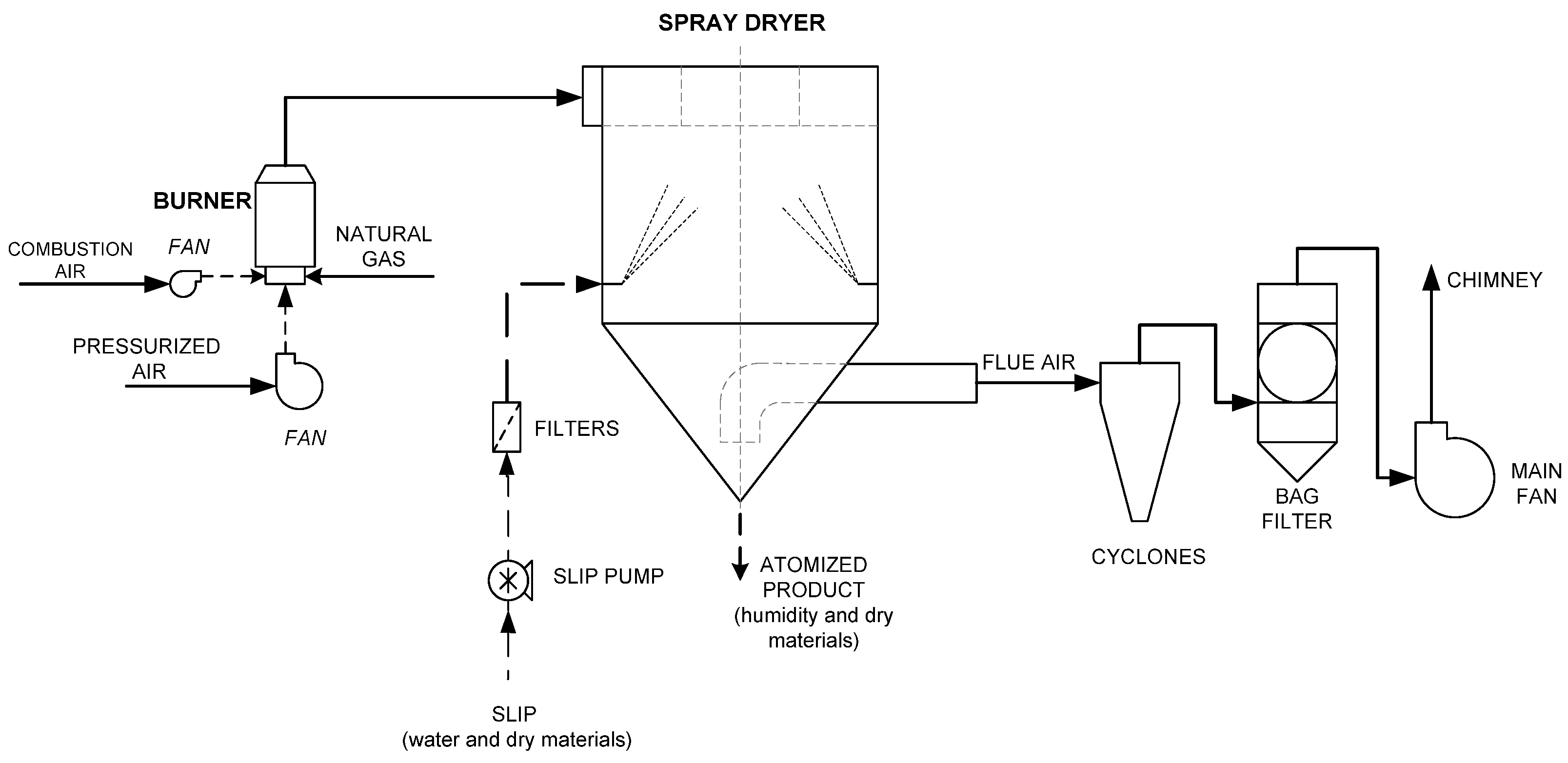
2.1. The Spray Dryer Technology
2.2. Cogeneration System Supporting the Dryer Process
3. Methodology and Performance Indexes
- -
- type and model of the CHP unit installed;
- -
- annual consumption of natural gas feeding the CHP unit and annual generated electricity;
- -
- annual operating hours of the CHP unit;
- -
- annual consumption of natural gas feeding the after-burner section;
- -
- annual amount of slip input to the dryer section and dried products generated;
- -
- annual operating hours of the dryer unit; and
- -
- annual electricity consumption of the ceramic tile production process.
4. Energy Analysis Results and Discussion
4.1. Combined Heat and Power (CHP) Energetic Results
4.2. Energetic Results of CHP-Spray Dryer Integrated System
5. Conclusions
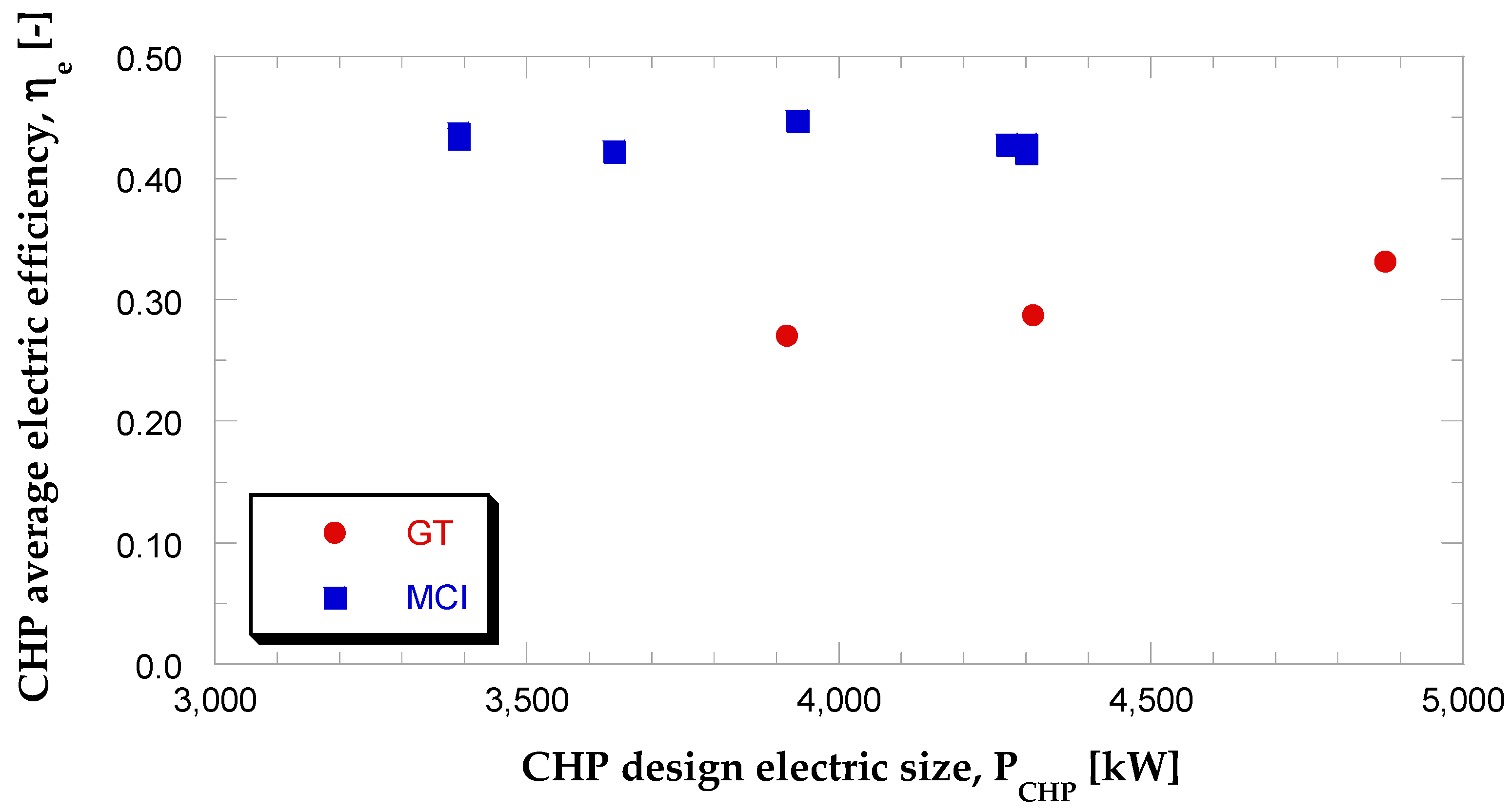
- The electric size of the installed CHP units was between 3.4 MW and 4.9 MW, with an average value equal to 4 MW.
- CHP installed prime movers are internal combustion engine and gas turbines.
- Internal combustion engines are often the preferred choice, due to higher conversion efficiency values in electricity production (found in the range 42-44%).
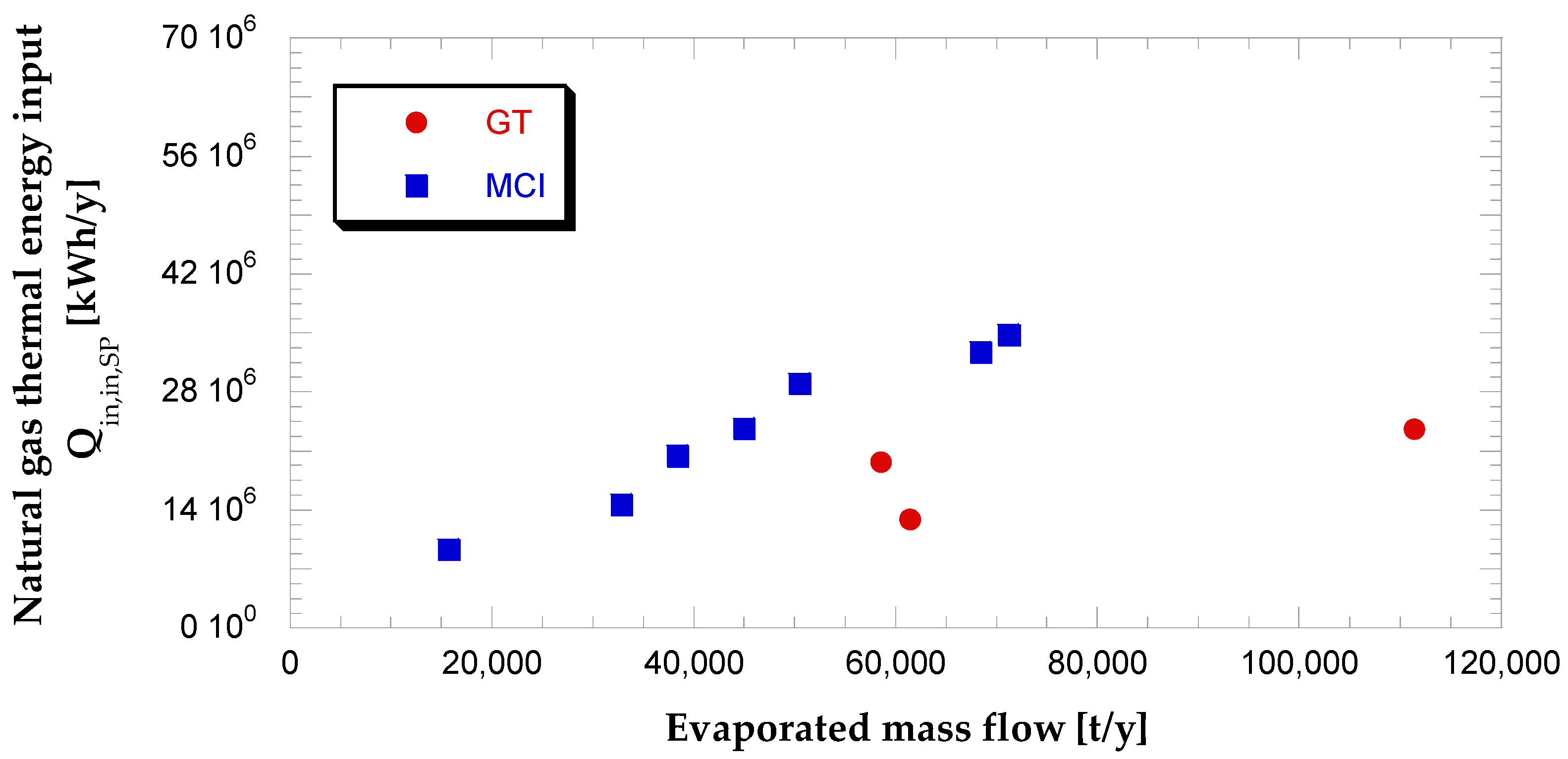
- In contrast, GTs seem to be the preferred choice only when the size of the spray dryer unit is high (i.e., with evaporated mass flow rate higher than 2.5 kg/s) and the target is to minimize the consumption of natural gas input to the dryer.
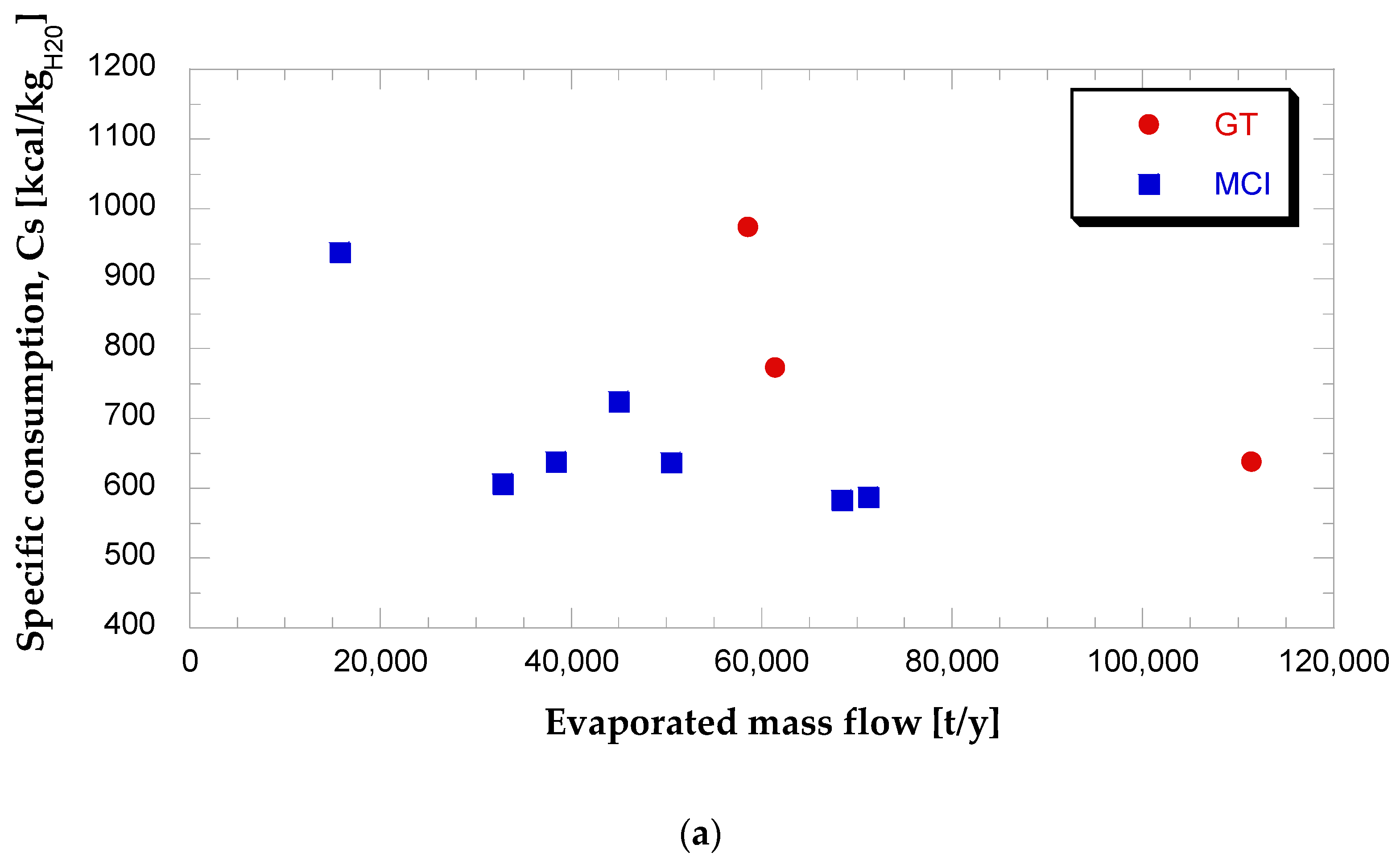
- The total specific consumption of the spray dryer process was quantified in the range 600–950 kcal/kgH2O or 250–420 kcal/kg of dried product, in line with values reported in the specific literature.
- The percentage of specific consumption covered with CHP thermal energy is strictly dependent on the type of prime mover installed: lower values, in the range 30–45%, are characteristic of combustion engines, whereas the use of gas turbines can contribute up to 77% of the process’s total consumption.
Author Contributions
Funding
Conflicts of Interest
References
- European Roadmap 2050. Available online: https://www.roadmap2050.eu/ (accessed on 15 February 2021).
- Gerbaulet, C.; von Hirschhausen, C.; Kemfert, C.; Lorenz, C.; Oei, P.-Y. European electricity sector decarbonization under different levels of foresight. Renew. Energy 2019, 141, 973–987. [Google Scholar] [CrossRef]
- Directive 2012/27/EU of the European Parliament and of the Council of 25 October 2012 on Energy Efficiency. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=celex%3A32012L0027 (accessed on 5 February 2021).
- ENEA. Rapporto Annuale Efficienza Energetica 2020. Available online: https://www.efficienzaenergetica.enea.it/component/jdownloads/?task=download.send&id=453&catid=40%20&Itemid=101 (accessed on 20 October 2020).
- International Energy Agency (IEA). Heating without Global Warming—Market Developments and Policy Considerations for Renewable Heat. 2014. Available online: https://www.iea.org/reports/heating-without-global-warming (accessed on 5 February 2021).
- International Energy Agency (IEA). World Energy Outlook 2020. Available online: https://www.iea.org/reports/world-energy-outlook-2020 (accessed on 5 February 2021).
- International Energy Agency (IEA). Clean and Efficient Heat for Industry. Available online: https://www.iea.org/commentaries/clean-and-efficient-heat-for-industry (accessed on 5 February 2021).
- Bilancio Energetico Nazionale. Available online: https://dgsaie.mise.gov.it/ben.php (accessed on 25 February 2021).
- TERNA S.P.A. Dati Statistici sull’Energia Elettrica in Italia, Annuario Statistico 2018. Available online: https://download.terna.it/terna/Annuario%20Statistico%202018_8d7595e944c2546.pdf (accessed on 5 February 2021).
- Energy & Strategy Group. Energy Efficiency Report, 9th ed.; Available online: https://www.energystrategy.it/area-riservata/efficiency-report.html (accessed on 25 February 2021).
- Ministry of Economic Development. Relazione Annuale Sulla Cogenerazione in Italia. April 2019. Available online: https://www.mise.gov.it/images/stories/documenti/Relazione-annuale-sulla-CAR-2019.pdf (accessed on 25 February 2021).
- Confindustria Ceramica. Indagine Sugli Interventi di Efficientamento Termico Nel Settore delle Piastrelle di Ceramica. 2016. Available online: file:///C:/Users/utente/Desktop/download/5759ISN2018_PIASTREL.pdf (accessed on 10 December 2020).
- Confindustria Ceramica. Indagini Statistiche sull’industria Italiana. 2020. Available online: http://www.confindustriaceramica.it/site/en/home/bookstore/studi-di-settore/indagine-statistica-sullindustria-italiana----piastrelle-di-ceramica.html (accessed on 10 December 2020).
- Bindlish, R. Scheduling, optimization and control of power for industrial cogeneration plants. Comput. Chem. Eng. 2018, 114, 221–224. [Google Scholar] [CrossRef]
- Çakir, U.; Çomakli, K.; Yüksel, F. The role of cogeneration systems in sustainability of energy. Energy Convers. Manag. 2012, 63, 196–202. [Google Scholar] [CrossRef]
- Armanasco, F.; Colombo, L.P.M.; Lucchini, A.; Rossetti, A. Techno-economic evaluation of commercial cogeneration plants for small and medium size companies in the Italian industrial and service sector. Appl. Therm. Eng. 2012, 48, 402–413. [Google Scholar] [CrossRef]
- Gambini, M.; Vellini, M. High Efficiency Cogeneration: Performance Assessment of Industrial Cogeneration Power Plants. Energy Procedia 2014, 45, 1255–1264. [Google Scholar] [CrossRef]
- Tsai, W.; Hsien, K. An analysis of cogeneration system utilized as sustainable energy in the industrial sector in Taiwan. Renew. Sustain. Energy Rev. 2007, 11, 2104–2120. [Google Scholar] [CrossRef]
- Soares, J.B.; Szklo, A.S.; Tolmasquim, M.T. Incentive policies for natural gas-fired cogeneration in Brazil’s industrial sector—Case studies: Chemical plant and pulp mill. Energy Policy 2001, 29, 205–215. [Google Scholar] [CrossRef]
- Bianco, V.; De Rosa, M.; Scarpa, F.; Tagliafico, L.A. Implementation of a cogeneration plant for a food processing facility. A case study. Appl. Therm. Eng. 2016, 102, 500–512. [Google Scholar] [CrossRef] [Green Version]
- Khurana, S.; Banerjee, R.; Gaitonde, U. Energy balance and cogeneration for a cement plant. Appl. Therm. Eng. 2002, 22, 485–494. [Google Scholar] [CrossRef]
- Panno, D.; Messineo, A.; Dispenza, A. Cogeneration plant in a pasta factory: Energy saving and environmental benefit. Energy 2007, 32, 746–754. [Google Scholar] [CrossRef]
- Freschi, F.; Giaccone, L.; Lazzeroni, P.; Repetto, M. Economic and environmental analysis of a trigeneration system for food-industry: A case study. Appl. Energy 2013, 107, 157–172. [Google Scholar] [CrossRef]
- Ruiz Celma, A.; Cuadros Blazquez, F.; Lopez-Rodriguez, F. Feasibility analysis of CHP in an olive processing industry. J. Clean. Prod. 2013, 42, 52–57. [Google Scholar] [CrossRef]
- Tang, O.; Mohanty, B. Industrial energy efficiency improvement through cogeneration: A case study of the textile industry in Thailand. Energy 1996, 21, 1169–1178. [Google Scholar] [CrossRef]
- Caglayana, H.; Caliskanb, H. Energy, exergy and sustainability assessments of a cogeneration system for ceramic industry. Appl. Therm. Eng. 2018, 136, 504–515. [Google Scholar] [CrossRef]
- Caglayana, H.; Caliskanb, H. Thermodynamic based economic and environmental analysis of an industrial cogeneration system. Appl. Therm. Eng. 2019, 158. [Google Scholar] [CrossRef]
- Caglayana, H.; Caliskanb, H. Advanced exergy analyses and optimization of a cogeneration system for ceramic industry by considering endogenous, exogenous, avoidable and unavoidable exergies under different environmental conditions. Renew. Sustain. Energy Rev. 2021, 140, 110730. [Google Scholar] [CrossRef]
- Yoru, Y.; Karakoc, T.H.; Hepbasli, A. Dynamic energy and exergy analyses of an industrial cogeneration system. Int. J. Energy Res. 2009, 34, 345–356. [Google Scholar] [CrossRef]
- Delpech, B.; Milani, M.; Montorsi, L.; Boscardin, D.; Chauhan, A.; Almahmoud, S.; Axcell, B.; Jouhara, H. Energy efficiency enhancement and waste heat recovery in industrial processes by means of the heat pipe technology: Case of the ceramic industry. Energy 2018, 158, 656–665. [Google Scholar] [CrossRef]
- Jouhara, H.; Bertrand, D.; Axcell, B.; Montorsi, L.; Venturelli, M.; Almahmoud, S.; Milani, M.; Ahmad, L.; Chauhan, A. Investigation on a full-scale heat pipe heat exchanger in the ceramics industry for waste heat recovery. Energy 2021, 223, 120037. [Google Scholar] [CrossRef]
- Mezquita, A.; Boix, J.; Monfort, E.; Mallol, G. Energy saving in ceramic tile kilns: Cooling gas heat recovery. Appl. Therm. Eng. 2014, 65, 102–110. [Google Scholar] [CrossRef]
- Agrafiotis, C.; Tsoutsos, T. Energy saving technologies in the European ceramic sector: A systematic review. Appl. Therm. Eng. 2001, 21, 1231–1249. [Google Scholar] [CrossRef]
- Ros-Dosdà, T.; Fullana-i-Palmer, P.; Mezquita, A.; Masoni, P.; Monfort, E. How can the European ceramic tile industry meet the EU’s low-carbon targets? A life cycle perspective. J. Clean. Prod. 2018, 199, 554–564. [Google Scholar] [CrossRef]
- Almeida, M.I.; Dias, A.C.; Demertzi, M.; Arroja, L. Environmental profile of ceramic tiles and their potential for improvement. J. Clean. Prod. 2016, 131, 583–593. [Google Scholar] [CrossRef]
- Boschi, G.; Masi, G.; Bonvicini, G.; Bignozzi, M.C. Sustainability in Italian Ceramic Tile Production: Evaluation of the Environmental Impact. Appl. Sci. 2020, 10, 9063. [Google Scholar] [CrossRef]
- Nassetti, G.; Ferrari, A.; Fregni, A.; Maestri, G. Piastrelle Ceramiche e Energia: Banca Dati dei Consumi Energetici nell’Industria delle Piastrelle di Ceramica; Assopiastrelle: Sassuolo, Italy, 1998. [Google Scholar]
- Maroncelli, M.; Timellini, G.; Evangelisti, R. I Consumi Energetici nella Produzione delle Piastrelle Ceramiche; Centro Ceramico: Bologna, Italy, 1985. [Google Scholar]
- SACMI. Applied Ceramic Technology; Editrice la Mandragora: Imola, Italy, 2002; Volume 2. [Google Scholar]
- Ministro Dell’ambiente e Della Tutela Del Territorio e Del Mare. Decreto Interministeriale 29 Gennaio 2007: “Emanazione di Linee Guida per l’Individuazione e Applicazione delle Migliori Tecniche Disponibili in Materia di Vetro, Fritte Vetrose e Prodotti Ceramici, per le Attività Elencate nell’Allegato I del Decreto Legislativo 18 Febbraio 2005, Numero 59” Gazzetta Ufficiale 31 maggio 2007, n. 125, S.O.
- Gestore dei Servizi Energetici (GSE). Guida alla Cogenerazione ad Alto Rendimento CAR, Rev. 2019. Available online: https://gse.it/documenti_site/Documenti%20GSE/Servizi%20per%20te/COGENERAZIONE%20AD%20ALTO%20RENDIMENTO/Guide/Aggiornamento%20Guida%20CAR%20-%20revisione%202019.pdf (accessed on 1 March 2021).
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Phase | Specific Thermal Consumption [GJ/t] | Specific Electrical Consumption [GJ/t] |
|---|---|---|
| Wet grinding | - | 0.05–0.35 |
| Spray drying | 1.1–2.2 | 0.01–0.07 |
| Pressing | - | 0.05–0.15 |
| Drying | 0.3–0.8 | 0.01–0.04 |
| Firing | 1.9–4.8 | 0.02–0.15 |
| Type of Product | Average Total Specific Consumption [GJ/t] |
|---|---|
| Single-firing tile | 5.78–6.37 |
| Double-firing tile | 4.67 |
| [-] | [-] | [-] | [-] |
|---|---|---|---|
| 0.9900 | 0.9800 | 0.9625 | 0.9850 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Branchini, L.; Bignozzi, M.C.; Ferrari, B.; Mazzanti, B.; Ottaviano, S.; Salvio, M.; Toro, C.; Martini, F.; Canetti, A. Cogeneration Supporting the Energy Transition in the Italian Ceramic Tile Industry. Sustainability 2021, 13, 4006. https://doi.org/10.3390/su13074006
Branchini L, Bignozzi MC, Ferrari B, Mazzanti B, Ottaviano S, Salvio M, Toro C, Martini F, Canetti A. Cogeneration Supporting the Energy Transition in the Italian Ceramic Tile Industry. Sustainability. 2021; 13(7):4006. https://doi.org/10.3390/su13074006
Chicago/Turabian StyleBranchini, Lisa, Maria Chiara Bignozzi, Benedetta Ferrari, Barbara Mazzanti, Saverio Ottaviano, Marcello Salvio, Claudia Toro, Fabrizio Martini, and Andrea Canetti. 2021. "Cogeneration Supporting the Energy Transition in the Italian Ceramic Tile Industry" Sustainability 13, no. 7: 4006. https://doi.org/10.3390/su13074006
APA StyleBranchini, L., Bignozzi, M. C., Ferrari, B., Mazzanti, B., Ottaviano, S., Salvio, M., Toro, C., Martini, F., & Canetti, A. (2021). Cogeneration Supporting the Energy Transition in the Italian Ceramic Tile Industry. Sustainability, 13(7), 4006. https://doi.org/10.3390/su13074006