
The Development of the New Process of Design for Six Sigma (DFSS) and Its Application


 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. The Discussion of DFSS
- The customers’ needs and expectations are realized;
- Most of the problems are prevented early in the Design Life Cycle;
- The product design is robust;
- Very few problems are released from the design stages to the manufacturing process;
- Reduce the number of design changes and iterated tests;
- Reduce the product development time;
- Reduce the cycle time of product production;
- Reduce time to market for new products;
- Reduce the total costs of new product development;
- Enhance the quality and reliability of the products;
- Reduce warranty costs and after-service costs;
- ICOV (Identify, Characterize, Optimize, Validate) [29];
- IDOV (Identify, Design, Optimize, Verify) [24];
- IDOV (Identify, Develop, Optimize, Verify) [22];
- IDDOV (Identify, Define, Develop, Optimize, Verify) [22];
- DCCDI (Define, Customer, Concept, Design, Implement) [20];
- RDIDOV (Recognize, Define, Identify, Design, Optimize, Validate) [24].
2.2. The Development of a New DFSS Process
- Embedding the customer’s needs and expectations into product functions and standards;
- Optimized parameters design, which can be controlled well and attached to Six Sigma level;
- To be a robust design that will be insensitive to variations in the noise factors;
- Easy release from the design stage to the manufacturing process with minimal problems;
- Most of the issues in the manufacturing process can be predicted and prevented in the early design stages.
2.3. Research Methodology
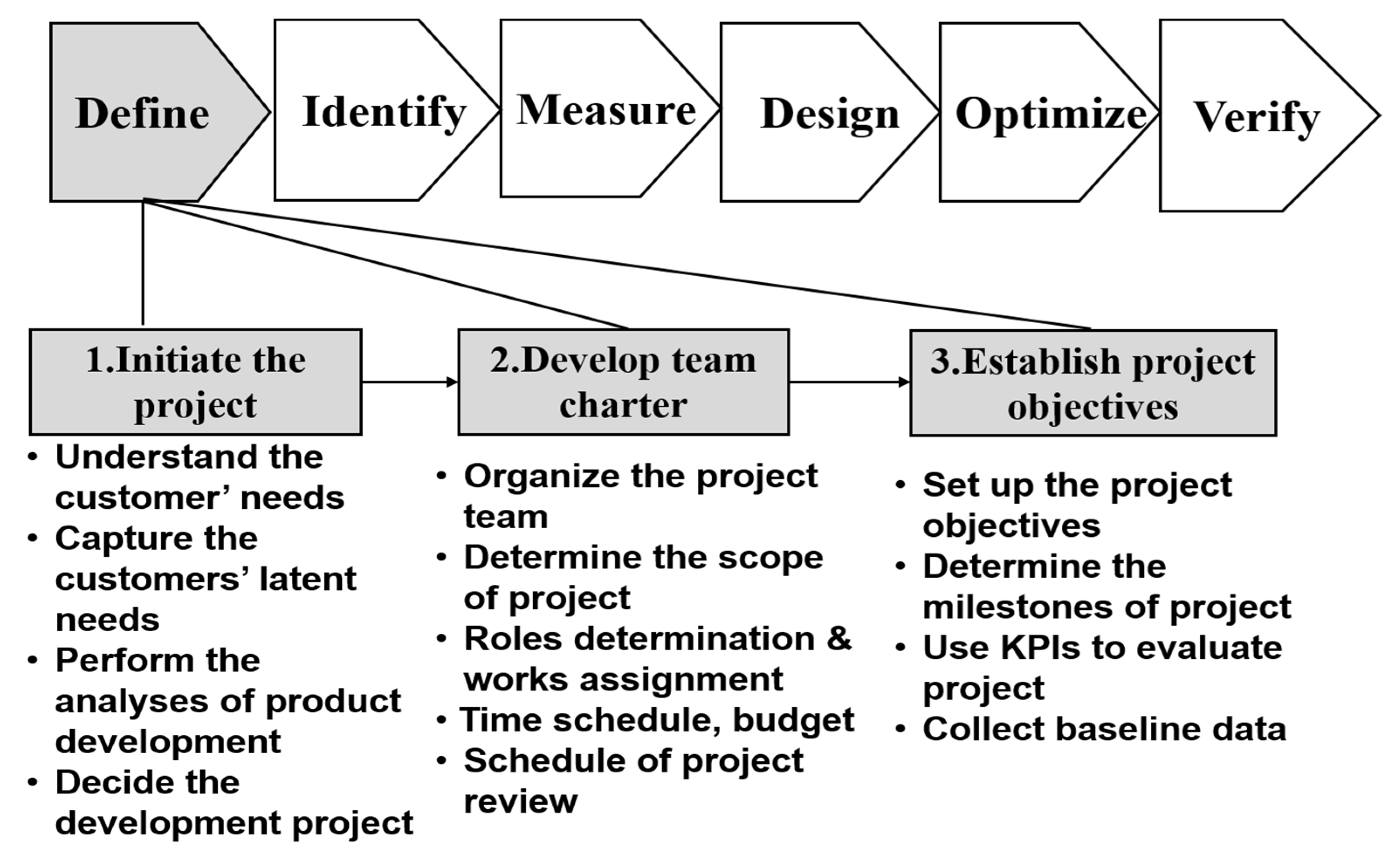
- The ‘Define’ step
- (1)
- Initiate the project
- Understand the customer’s needs;
- Capture the customers’ latent needs (Questionnaire customer, complaint);
- Perform the analyses of product development;
- Decide the development project.
- (2)
- Develop team charter
- Organize the project team;
- Determine the scope of the project;
- Determine the roles of team members and the work’s assignment;
- Plan the schedule and budget;
- Schedule the project review.
- (3)
- Establish project objectives
- Set up the project objectives;
- Determine the milestones of the project;
- Use key performance indicators to evaluate the project;
- Collect baseline data.
- The ‘Identify’ step
- (4)
- Determine the real CTQs
- Prioritize the customer requirements;
- Determine the critical qualities (CTQs), Ys;
- Set up the specification of CTQs;
- Determine the functional specification.
- (5)
- Develop CTPs from CTQs
- The ability to realize CTQs and the essential process outputs, KPIs;
- Determine the critical processes (CTPs);
- Analyze the key factors of the process, Xs;
- Analyze the critical factors of materials and inputs.
- (6)
- Analyses of techniques
- Process analysis by using concurrent engineering;
- Set up the milestones of process techniques;
- Create the innovative alternatives;
- The development of new techniques.
- The ‘Measure’ step
- (7)
- Measure the key factors
- Measure all the KPIs Ys;
- Develop the measurement method of Xs;
- Develop the measurement method of critical factors of inputs;
- Analyze the relation between Ys and Xs.
- (8)
- Measurement system
- Establish the measurement machines and methodologies;
- Build the measurement system of Ys and Xs;
- Construct the spec. of Xs;
- Create the axiomatic theory Ys = f (Xs, Zs).
- (9)
- Assure SMART metrics
- Measurement Systems Analysis (MSA);
- Set up the targets of Ys with SMART;
- Develop the control way of the specification of Xs;
- Assure the accuracy of the measurement instrument.
- Axiomatic Design
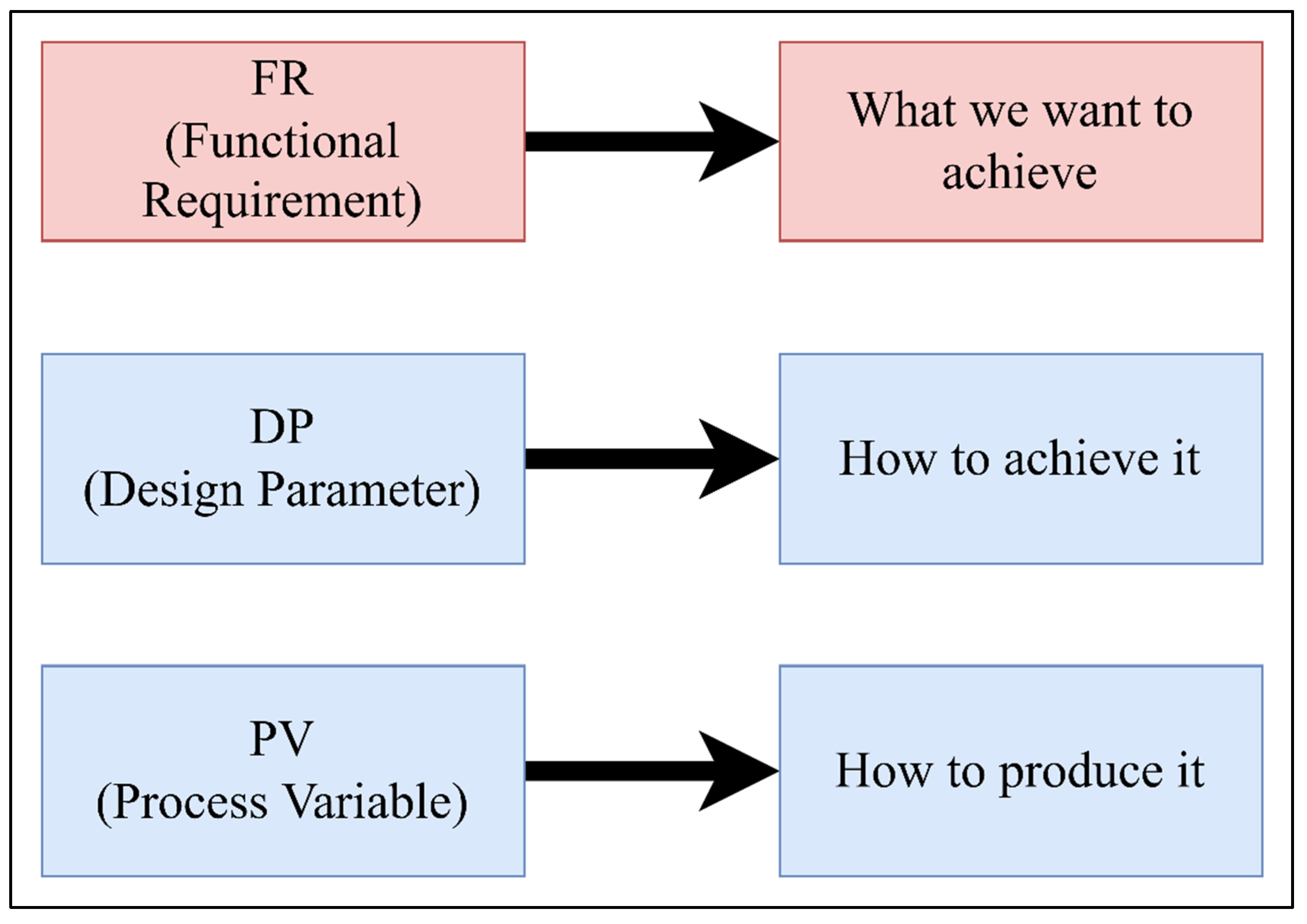
- Customer domain: This domain identifies Customer Attributes (CA) and focuses on what the customer needs and desires in the product. The customer domain describes the customer preference about the product and things to avoid in the development, system, and process;
- Functional domain: This domain identifies the Functional Requirement (FR), which describes what the design must do. FR is developed to satisfy the customer attributes and features;
- Physical domain: This domain is characterized by the Design Parameter (DP). It describes the act of a physical component to satisfy the functional requirement of the product to fulfill the design process. This domain applies the conceptualized product already developed in the applicable requirement domain. DP describes what the design looks like, so the physical item of the product is already fulfilled FR independently;
- Process domain: it figures out the necessary process of the physical domain in the manufacturing process that determines the product design. Process Variables (PV) explain how the DP is produced. PV can be a manufacturing process, such as machining, injection molding, and assembly. PV has to be developed one by one with the DP independently.
- The ‘Design’ step
- (10)
- Formulate concept design
- Select the best alternatives;
- Develop DFMEA;
- Confirm the design feasibility of CTPs;
- Design analysis for crucial process steps.
- (11)
- Determine the needed DFX
- Carry out DFM design;
- Material selection and design change according to DFC analysis;
- Carry out DFR analysis;
- Conduct DFQ analysis based on the CTQ targets.
- (12)
- Establish target and tolerances
- Establish target and tolerances for key process factors Xs;
- Analyze effects of variation;
- Empirical and analytic design;
- Assess process performance and process capability analysis.
- The ‘Optimize’ step
- (13)
- Develop a robust design
- Perform the DFMEA;
- Create the methods to be robust;
- Apply DOE to find out optimal production parameters;
- Set up the precise ‘Standard Operating Procedures (SOPs).
- (14)
- Evaluate the manufacturing engineering
- Confirm the capability of manufacturing machines;
- Set up the precise parameters for manufacturing machines;
- Plan the skill training for employees;
- Set up the standards for materials and input conditions.
- (15)
- Assurance of critical quality
- Ensure the process capability for key steps;
- Assure the quality performance for CTQs;
- Well control the quality of the output in the whole process;
- Establish the axiomatic formula for equipment parameters.
- The ‘Verify’ step
- (16)
- Demonstrate process capability
- Small batch pilot run in the production line;
- Confirm the process capability of critical factors;
- Necessary design changes and parameters correct;
- Control the target and tolerances for key factors Xs.
- (17)
- Evaluation by customers
- Maintain the excellent performance of CTQs;
- Assure the product reliability;
- Achieve the customer needs and expectation;
- Pass product certification for the first time.
- (18)
- Set up a quality management system
- Set up and implement the SPC system;
- Build the leading control indicators in the process;
- Set up and enforce the PFMEA system;
- Effectively use the preventive actions.
3. Results
3.1. Define
3.2. Identify
3.3. Measure
3.4. Design
- To develop a high infrastructure company that supports quality system concepts, upgrading and purchasing machinery and equipment are necessary;
- To obtain high precision of microswitch placement, supportive machinery is needed;
- A repeated button test is implied by using an innovative inspection process;
- Determine the critical parameter of each design and assembly process to support the control process;
- Provide the standard control of the designing and assembling process;
- Optimize the use of machines efficiently to minimize the error (human error).
3.5. Optimize
- Apply the Design Failure Modes and Effect Analysis (DFMEA) to prevent the error in advance;
- Optimize the design process system to develop a robust design;
- Increase the parameters of the quality control test to track the control process;
- Optimize the precision and accuracy of machine equipment to minimize error, especially in the assembly process;
- Implement the maintenance of machinery and equipment to prevent the error of tools;
- Evaluate and ensure the customer needs based on the CTQ (Figure 15).
3.6. Verify
- Establish a quality control system supported autonomously to verify the operation and design;
- Pursue an automatic design process system so that it can support zero defects and the product quality can meet the customer’s need;
- Do the routine check of the inspection process through the quality control.
4. Discussion
4.1. Implementation of Six Sigma
4.2. Implementation of DFSS
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

References
- Yang, C.-C. The Integration of TQM and Six Sigma. Total Qual. Manag. Six Sigma 2012, 2012, 219–246. [Google Scholar]
- Elshennawy, A.K.; Maytubby, V.J.; Aly, N.A. Concepts and attributes of total quality management. Tot. Qual. Manag. 1991, 2, 75–97. [Google Scholar] [CrossRef]
- Powell, T.C. Total quality management as competitive advantage: A review and empirical study. Strateg. Manag. J. 1995, 16, 15–37. [Google Scholar] [CrossRef]
- Nonaka, I. The Recent History of Managing for Quality in Japan. In A History of Managing for Quality; ASQC Quality Press: Milwaukee, WI, USA, 1995; pp. 517–552. [Google Scholar]
- Dahlgaard, J.J.; Dahlgaard-Park, S.M. Lean production, six sigma quality, TQM, and company culture. TQM Mag. 2006, 18, 263–281. [Google Scholar] [CrossRef]
- Yang, C.-C. The Refined Kano’s Model and Its Application. Total Qual. Manag. Bus. Excell. 2005, 16, 1127–1137. [Google Scholar] [CrossRef]
- Deming, W.E. Out of Crisis; MIT Press: Cambridge, MA, USA, 1986; ISBN 009-1-137-9010. [Google Scholar]
- Juran, J.M. The quality trilogy—A universal approach to managing for quality. In Proceedings of the 40th ASQC Annual Quality Congress, Anaheim, CA, USA, 20 May 1986. [Google Scholar]
- Kaye, M.; Anderson, R. Continuous improvement: The ten essential criteria. Int. J. Qual. Reliab. Manag. 1999, 16, 485–509. [Google Scholar] [CrossRef]
- Pande, P.S.; Neuman, R.P.; Cavanagh, R.R. The Six Sigma Way; McGraw-Hill: New York, NY, USA, 2000. [Google Scholar]
- Klefsjö, B.; Wiklund, H.; Edgeman, R.L. Six Sigma is a methodology for total quality management. Meas. Bus. Excell. 2001, 5, 31–35. [Google Scholar] [CrossRef]
- Wiklund, H.; Wiklund, P.S. Widening the Six Sigma concept: An approach to improve organizational learning. Total Qual. Manag. 2002, 13, 233–239. [Google Scholar] [CrossRef]
- Yang, K.; El-Haik, B.S. Design for Six Sigma; McGraw-Hill Professional: New York, NY, USA, 2003. [Google Scholar]
- Berryman, M.L. DFSS and big payoffs. ASQ Six Sigma For. Mag. 2002, 2, 23–28. [Google Scholar]
- Hasenkamp, T. Engineering design for six Sigma—A systematic approach. Qual. Relia. Eng. Int. 2010, 26, 317–324. [Google Scholar] [CrossRef]
- Creveling, C.M.; Slutsky, J.L.; Antis, D. Design for Six Sigma in Technology and Product Development; Prentice Hall: Hoboken, NJ, USA, 2003. [Google Scholar]
- Göhler, S.M.; Ebro, M.; Howard, T.J. Mechanisms and coherences of robust design methodology: A robust design process proposal. Total Qual. Manag. Bus. Excell. 2018, 29, 239–259. [Google Scholar] [CrossRef] [Green Version]
- Tennant, G. Design for Six Sigma: Launching New Products and Services Without Failure; Gower Publishing Limited: Aldershot, UK, 2002. [Google Scholar]
- Luiten, I.G. Thermal Design in the Design for Six Sigma—DIDOV Framework. In Proceedings of the 27th IEEE Semi-Therm Symposium, San Jose, CA, USA, 20–24 March 2011. [Google Scholar] [CrossRef]
- Richard, M.; Satya, S. Chakravorty Design for Six Sigma (DFSS): A Case Study. In Proceedings of the PICMET, Portland, OR, USA, 5–9 August 2007. [Google Scholar]
- El-Sharkawy, A.; Salahuddin, A.; Komarusky, B. Design for six Sigma (DFSS) for optimization of automotive heat exchanger and underhood air temperature. SAF Int. J. Mat. Manuf. 2014, 7, 256–261. [Google Scholar] [CrossRef]
- Wang, F.-K.; Ching-Ta, Y.; Chu, T.-P. Using the design for six sigma approach with TRIZ for new product development. Comput. Ind. Eng. 2016, 98, 522–530. [Google Scholar] [CrossRef]
- Antony, J. Design for Six Sigma: A breakthrough business improvement strategy for achieving competitive advantage. Work Study 2002, 51, 6–8. [Google Scholar] [CrossRef] [Green Version]
- Shahin, A. Design for six Sigma (DFSS): Lessons learned from world-class companies. Int. J. Six Sigma Compet. Adv. 2008, 4, 48–59. [Google Scholar] [CrossRef]
- He, Z.; Deng, Y.; Zhang, M.; Zu, X.; Antony, J. An empirical investigation of the relationship between Six Sigma practives and organizational innovation. Total Qual. Manag. Bus. Excell. 2017, 28, 459–480. [Google Scholar] [CrossRef]
- Hahn, G.; Doganaksoy, N.; Hoerl, R. The evolution of six Sigma. Qual. Eng. 2000, 12, 317–326. [Google Scholar] [CrossRef]
- Jou, Y.T.; Chen, C.H.; Hwang, C.H.; Lin, W.T.; Huang, S.J. A study on the improvement of new product development procedure performance-an application of design for six Sigma in a semi-conductor equipment manufacturer. Int. J. Prod. Res. 2010, 48, 5573–5591. [Google Scholar] [CrossRef]
- Koziolek, S.; Derlukiewicz, D. Method of assessing the quality of the design process of construction equipment with the use of DFSS (design for Six Sigma). Auto. Const. 2012, 22, 223–232. [Google Scholar] [CrossRef]
- Mader, D. Design for Six Sigma. Qual. Prog. 2002, 2002, 82–84. [Google Scholar]
- Baril, C.; Yacout, S.; Clement, B. Design for Six Sigma through collaborative multiobjective optimization. Comput. Ind. Eng. 2011, 60, 43–55. [Google Scholar] [CrossRef]
- Suresh, K.M.; Asokan, P.; Vinodh, S. Application of design for Six Sigma methodology to an automotive component. Int. J. Six Sigma Compet. Adv. 2016, 10, 1–23. [Google Scholar] [CrossRef]
- Soderborg, N. Design for Six Sigma at Ford. Six Sigma For. Mag. 2004, 4, 15–22. [Google Scholar]
- El-Haik, B.S. Axiomatic Quality: Integrating Axiomatic Design with Six Sigma, Reliability, and Quality Engineering; John Wiley and Sons: Hoboken, NJ, USA, 2005; ISBN 978-0-471-68273-8. [Google Scholar]
- Suh, N.P. Axiomatic Design. Advances and Applications; Oxford University Press: Oxford, UK, 2001. [Google Scholar]
- Suh, N.P. Ergonomics, Axiomatic design and complexity theory. Theor. Issues Ergon. Sci. 2007, 8, 101–121. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Organization | Interviewee | Designation |
|---|---|---|
| MTM | 1 | Chief Executive Officer |
| MTM | 2 | Head Department of Quality Control |
| MTM | 3 | Head Department of Research and Development |
| No | Model | Customer | Complaint | Customer’s Needs |
|---|---|---|---|---|
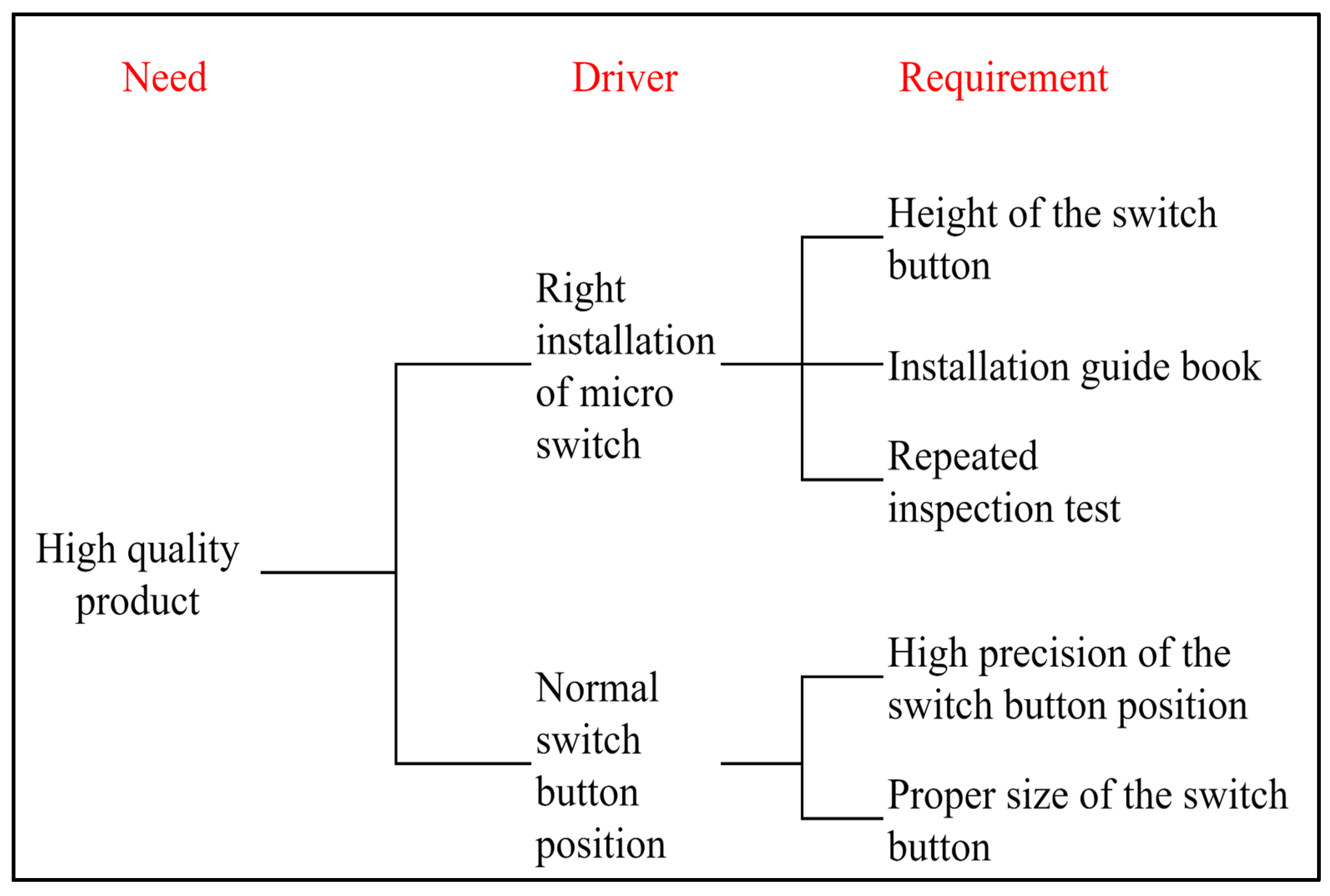
| 1 | SCC4M2436A2CR6BA | Sunrise company (Netherlands) | Improper placement position of micro switch | The micro switch is well installed |
| The protrusive condition of the microswitch | The switch button is in the correct position. |
| Customer Need (CN) | Functional Requirement (FR) | Design Parameter (DP) | ||
|---|---|---|---|---|
| The microswitch is installed well. | FR1 | Place the microswitch in the correct position | DP1 | High precision of microswitch placement |
| The microswitch button is assembled well. | FR2 | Assembly microswitch button properly | DP2 | Repeated pressing button test |
| Service Item | Problem | Currents Strategy (Six Sigma) | Recommended Strategy (DFSS) |
|---|---|---|---|
| Supplier | Improper supplier | The supplier is selected by using the traditional supplier selection method. | Implement the AHP method for selecting the best supplier to minimize the cost, detect the profit, and save the time |
| Price, location, and time are the primary consideration of the company | Add new variables as the primary consideration to selecting the supplier, such as price, time, location, quality, and design. | ||
| Quality Control | Inspection process | An inspection test is used to check the function of the product | Develop high control system in the assembly line by implementing a machine interface |
| Manual test inspection by the operator in each flow process | Install sensors with Radio Frequency Identification (RFID) tags for each assembly part to implement the Smart Quality procedure with IoT System in MTM | ||
| Research and Development | Defective product | The traditional process is applied in designing the product and system | Establish empirical design methods such as Quality Function and Development (QFD) to identify the design and function of the product |
| Marketing | Product sales | Use the SIPOC diagram to improve product sales of the product. Then, identify the strength and weaknesses of the product and also the company. | Apply the Failure Mode and Effect Analysis (FMEA) approach to identify the product and improve the sales of the company by analyzing the failure and error of the sales product |
| Customer feedback | Use customer feedback to identify the complaint of the customer. However, follow-up is seldom carried out. | Follow up intensively with the customer regarding the customer satisfaction and feedback form to improve the innovation of the product through Voice of Customer (VOC) |
| Design for Six Sigma Projects | Objective | Measure | Target | Process |
|---|---|---|---|---|
| Project 1 | Reduce the number of customer complaints | Number of complaints each week | Reduce < 33% | An assembly line |
| Product Number | Product Item | Problem Identification | Current Strategy | Recommended Strategy |
|---|---|---|---|---|
| SCC4M2436A2CR6BA | Microswitch | Wrong installation of microswitch | The design process is based on the customer feedback | Design the right height and need for the microswitch |
| Improper assembly process by the operator | Implicate the standard assembly process by using autonomous techniques (robotic hand) to assembly | |||
| Half of the Inspection process | Improve the number of inspection lines in the last assembly process. | |||
| A protrusive microswitch button | The switch button is not fit | Design the proper size of the switch button | ||
| Manual position process | Install the switch button in the correct precision position. A sensor detector must be implemented. |
| Critical Success Factor | 2020 (Six Sigma) | 2021 (Design for Six Sigma) | The Percentage Improvement |
|---|---|---|---|
| Operational efficiencies | 7.5 | 8.5 | 18% |
| Cost optimization | 7 | 9 | 36% |
| Revenue | 8 | 9 | 18% |
| Product compliance | 7.5 | 8 | 9% |
| On-time deliveries | 7.5 | 8.5 | 18% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, C.-C.; Jou, Y.-T.; Lin, M.-C.; Silitonga, R.M.; Sukwadi, R. The Development of the New Process of Design for Six Sigma (DFSS) and Its Application. Sustainability 2022, 14, 9294. https://doi.org/10.3390/su14159294
Yang C-C, Jou Y-T, Lin M-C, Silitonga RM, Sukwadi R. The Development of the New Process of Design for Six Sigma (DFSS) and Its Application. Sustainability. 2022; 14(15):9294. https://doi.org/10.3390/su14159294
Chicago/Turabian StyleYang, Ching-Chow, Yung-Tsan Jou, Ming-Chang Lin, Riana Magdalena Silitonga, and Ronald Sukwadi. 2022. "The Development of the New Process of Design for Six Sigma (DFSS) and Its Application" Sustainability 14, no. 15: 9294. https://doi.org/10.3390/su14159294
APA StyleYang, C. -C., Jou, Y. -T., Lin, M. -C., Silitonga, R. M., & Sukwadi, R. (2022). The Development of the New Process of Design for Six Sigma (DFSS) and Its Application. Sustainability, 14(15), 9294. https://doi.org/10.3390/su14159294