1. Introduction
Recycling water in the process industry is important from a sustainability point of view. Mineral processing plants widely use dewatering systems to recover water and partially dry the processed ore. This operation has two purposes: to ensure the simple transport of ore and to reduce freshwater consumption [
1]. The early stages of iron ore processing consume large volumes of water. After the dewatering operation, approximately
of the process water is recovered for reuse [
2].
Basically, three units of operation comprise a dewatering system. The first unit consists of pulp thickening, in which the inlet pulp is separated into two products: clarified water to be reused and thickened pulp containing a high level of solids (
to
by weight). The second unit is made up of buffer tanks, whose purpose is to temporarily store the thickened pulp to minimize the flow difference between the previous stage and the next one, i.e., the filtration stage. Filters comprise the third and last unit and are used to remove part of the residual water so that the final product is approximately 90 wt% solids. For instance, in [
3], a maximum water recovery of
was achieved by treating the slurry in a dewatering circuit with a combination of high rate thickener and press filter in a chromite ore beneficiation plant. Due to the importance of water recovery, this operation is fundamental, and it is monitored continuously to ensure maximum performance.
Even when applying the best maintenance practices, equipment failure is an inevitable event that can affect the productivity of an industry. In dewatering plants, filters frequently present malfunctions that inhibit their use for several minutes to hours. These well-known failures motivate the parallel positioning of filters to let them work simultaneously and independently. Despite the alternative routes, when one or more filters suddenly fail, the dewatering circuit needs to be adapted to the new temporary condition. In some cases, buffer tanks are not enough to support the flow difference, and the thickened pulp overflows into the tailings dam. This waste of valuable processed ore and water negatively impacts key production performance and sustainability indices [
4].
To control the dewatering process, it is essential to consider all subprocesses. However, a significant part of the existing control approaches focus on just one specific part, such as thickening [
5,
6,
7,
8,
9] and pulp tanks [
10,
11]. These control strategies do not consider the effects of a unit’s operations on other stages of the process. Furthermore, restrictions must be respected for the safe operation of the process. For instance, tank levels must remain in safe ranges, the pulp density must remain in a range that does not compromise the operation of pumps and valves, and so on.
In this context, few academic papers address the control of mineral processing plants by taking into account the effects of unit operations on the other stages. In [
12], a multivariable controller, which combines fuzzy control and other strategies, was applied to a thickener in an iron ore concentration plant. In that work, the effects of the underflow flow rate and density variations, which cause problems in a subsequent flotation step, were taken into account. The proposed control strategy seeks to reduce the variability of these process variables so that the flotation stage’s efficiency is not impaired. Similarly, an intelligent control strategy was proposed by [
13] for an iron ore pumping circuit. In that study, the control system attenuates flow and density disturbances at the entrance of a passage box. The strategy allows the box level to fluctuate within the operating limits, reducing the harmful effects of the disturbance on the efficiency of the hydrocyclone powered by the box. On the other hand, in [
14], a fault-tolerant fuzzy controller was designed to manipulate the setpoints of the regulatory tank level in buffer tanks to control the storage tank level. Since this strategy uses a natural language, the controllers are easily understood by a nonspecialist. However, these controllers are difficult to tune and maintain.
In a practical way, advanced control solutions are still challenging to implement and maintain in the mineral industry. According to [
15], regulatory control strategies are still dominant in this industry. Advanced control applications, such as predictive control, can be found, though in considerably fewer numbers. The main reasons for the still rare use of advanced control in the mineral industry are the lack of process models, the high variability of the process and points of operation and the lack of trained professionals to keep the system running. On the other hand, regulatory control strategies can be used to control more complex processes, including the interactions and restrictions between different stages. Techniques referred to as advanced regulatory control (ARC) can be used [
16]. These techniques are often implemented in addition to basic process controls. Basic process controls are designed to meet the basic operating requirements of an industrial plant. In contrast, ARC control techniques are normally added later to achieve better performance and sustainability of the operation of a process. For instance, in [
17], a cooling water circuit controlled by an ARC controller obtained a
reduction in its energy consumption. This type of application does not require the use of detailed process models or the acquisition of new assets, as it can be implemented in the control systems typically in use in the industry as a programmable logic controller (PLC). In [
18], several advanced control schemes were applied to pressure buffering control in industrial gas headers. The goal was to reduce gas emissions and improve consumer stability. The application of an adaptive model-based predictive controller in different mineral processing operations was performed by [
19]. The proposed controller enables significant performance improvements compared to conventional control strategies for processes with long-time delays and multivariable interactions.
The main scope of this paper is to present a novel control strategy to automatically adjust the dewatering system to minimize the loss of valuable materials into tailings dams. An advanced regulatory controller is designed and compared to a traditional and nonintegrated controller usually encountered on the shop floor. The primary purpose is to enlarge the production period, even under random filter failure and dynamic changes in the inlet pulp characteristics. This study is conducted via a dynamic simulator of a large iron ore processing plant in Brazil. To the best of our knowledge, no control strategy manipulates all dewatering stages, and our strategy is failure tolerant regarding faults in filters.
This paper is organized as follows: In
Section 2, the dewatering process is described, as well as the current control strategy. In
Section 3, the operational problems of the dewatering plant under study are discussed. The proposed control strategy applied to the dewatering process is presented in
Section 4. The results attained using the proposed control strategy are presented in
Section 5. Finally, in
Section 6, the conclusions are discussed.
3. Problem Description
As described in
Section 2, the dewatering plant is composed of subprocesses. The first subprocess consists of pulp thickening. Then, the pulp is transported and stored in tanks, which have volumes capable of absorbing variations in the process flow. These tanks feed the filtration stage, which removes residual water, delivering ore with low moisture content.
The current control strategy consists of a nonintegrated operation. Thus, it does not take into account the effects of unit operations on the other stages of the process. Beyond that, the control strategy does not consider a global objective. Thus, the operation of the process can be severely impaired. In addition, constraints must be respected. For instance, the pulp density must remain within a range that does not compromise the pump’s operation.
The main problem in the dewatering process under study is the frequent failure of the disc filters. To illustrate this problem, consider data from 2520 h of operation of the filter units. During this period, for a total of 1498 h, i.e.,
of the time, at least one filter was out of service due to a failure condition. For this period under failure,
Figure 3 shows the percentage of the number of filters that had problems. Note that
of the time, failure occurred in only one disc filter;
of the time, the failure occurred in two filters simultaneously. The high frequency of failure has a direct impact on the productivity of the dewatering plant. In this way, the implementation of a control strategy capable of maintaining the operation of the process even in the event of disc filter failure becomes essential.
Upon failure of the disc filters, several variables can simultaneously affect the dewatering process. Thus, the human operator cannot act according to the overall context of the process. In this context, the operational problem is as follows: In the case of disc filter failure, the filter feed pump stops, and it is not possible to empty the pulp into the filters, causing the level of the tank to increase. This leads to overflow of tank , which causes tons of concentrated pulp to be lost to tailings dams every year.
To overcome this operational problem, the control system should consider the several variables of the dewatering process and their interactions. The control solutions proposed in this paper consist of an ARC strategy used to reduce the loss of iron ore concentrate into the tailings dam by keeping the level of the tank within its operational limits, especially under disc filter failure.
4. The Proposed Control Strategy
This section describes the proposed ARC strategy. Initially, the variables and loops used in the proposed control of the dewatering process are described. Then, the proposed control strategy is presented.
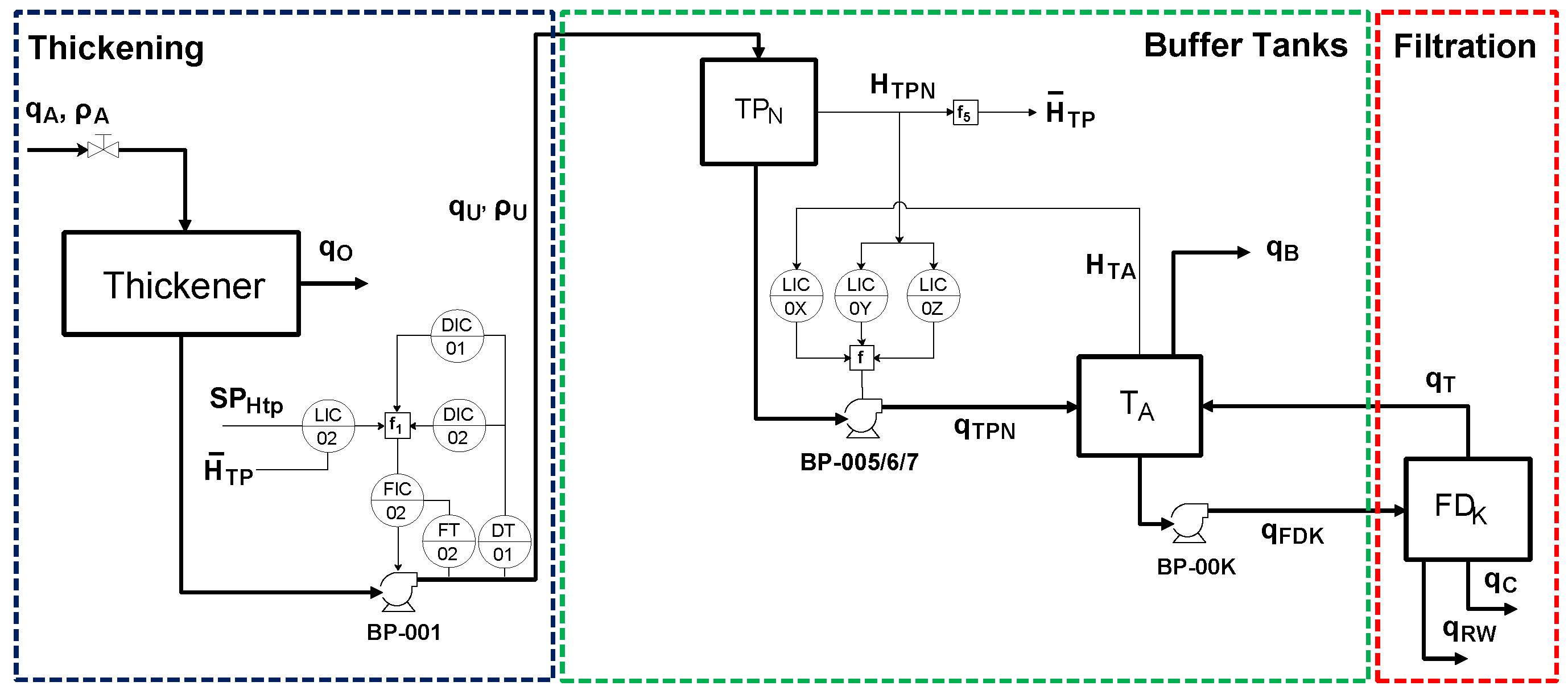
4.1. Variables and Loops of the Proposed Control Strategy
A simplified diagram of the dewatering process with the loops defined for the proposed control strategy is shown in
Figure 4. For the sake of simplicity, the buffer tanks (
,
, and
) are represented by only one block (
). In the proposed control strategy, the outlet flow of the thickener (
) comprises a slave loop of a cascading structure. The master loop of this structure is the result of an override control composed of the average level of the buffer tanks (
) and the minimum and maximum restrictions on the thickener underflow density (
). In addition, according to
Figure 4, the outlet flow of the buffer tanks is the result of the action of an override controller consisting of the storage tank level (
) and minimum and maximum restrictions on the level of each buffer tank (
,
and
). For the sake of simplicity, in the simplified diagram shown in
Figure 4, the level loops associated with the storage tank are represented by LIC0X, whereas the minimum and maximum restrictions on the level loops related to the buffer tanks are represented by LIC0Y and LIC0Z, respectively.
In this way, there are seven process variables that must be controlled: the thickener underflow density (), the flow rate of the thickener underflow (), the level of each buffer tank (, and ), the average level of the buffer tanks () and the storage tank level (). As manipulated variables (MVs), the following variables are initially considered: the thickener underflow pump frequency (BP-001), the setpoint of the thickener outlet flow, the frequency pump (BP-005/6/7) of each buffer tank, and the frequency of the export pumps (BP-00K). These MVs are analyzed below:
Thickener underflow pump frequency: This variable is coupled to the density of the underflow (), the level of the three buffer tanks and, consequently, the average level of these tanks ().
Setpoint of the thickener outlet flow: This variable is the setpoint of the slave loop of the cascade structure and is the result of the override control between the average level of the buffer tanks () and the minimum and maximum restrictions on the thickener underflow density ().
Frequency of the buffer tank pumps: Each of the pumps is coupled with the respective level of the buffer tank (, and ). In addition, the pumps are coupled to the storage tank level ().
Frequency of the export pumps: Considering the increase in the storage tank level (
), it is necessary to increase the export flow (
) and to pump more pulp into the filter. The filter has limited dewatering capacity, which means that pulp overfeed results in overflow of the filter; all overflowed material returns via overflow lines (
), as illustrated in
Figure 4. Therefore, the frequency of the export pumps is not considered an MV but rather a disturbance.
According to the analysis of the MVs, the degree of freedom of the system is reduced. Now, there are five MVs to control seven process variables (PVs). In this way, the correct assignment of MVs and PVs becomes essential for adequate operation of the process.
With the reduced degree of freedom, the proposed control approach uses a constraint-based strategy. This advanced regulatory controller is composed of PI controllers using override algorithms, connected in a cascade structure. In all cases, it is assumed that pumps are at the outlets of the buffer tanks.
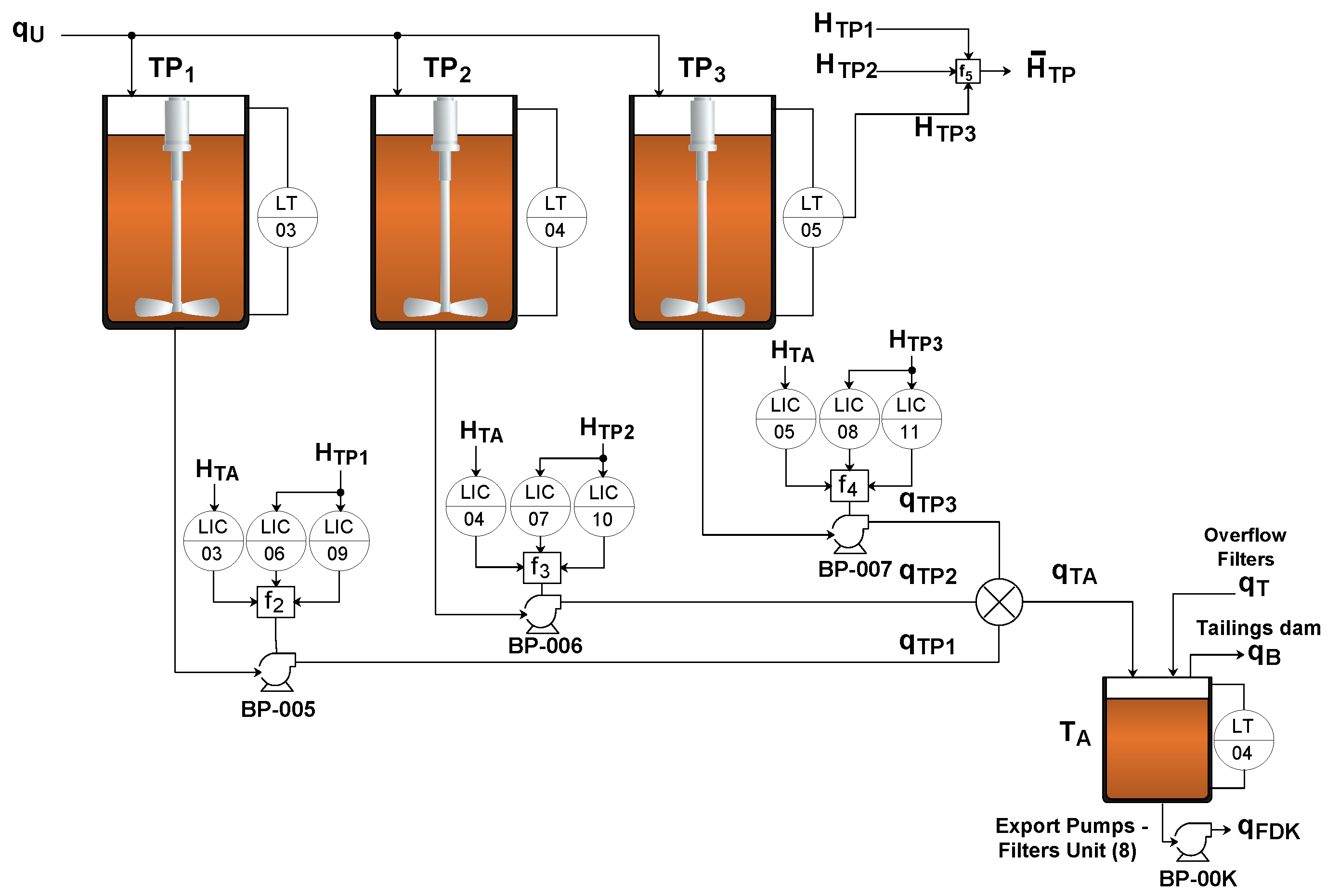
Table 2 summarizes the input and output variables for the defined scope of the dewatering control system, as well as the respective loops associated with these variables. Note that the buffer tank loops have three MVs associated with the override controller. For example, for buffer tank
, the loops are LIC03, LIC06 and LIC09. These loops are associated with the storage tank (
), the minimum (
) and the maximum (
) restrictions of the level of this tank, respectively. More details about the dewatering control system loops are presented below.
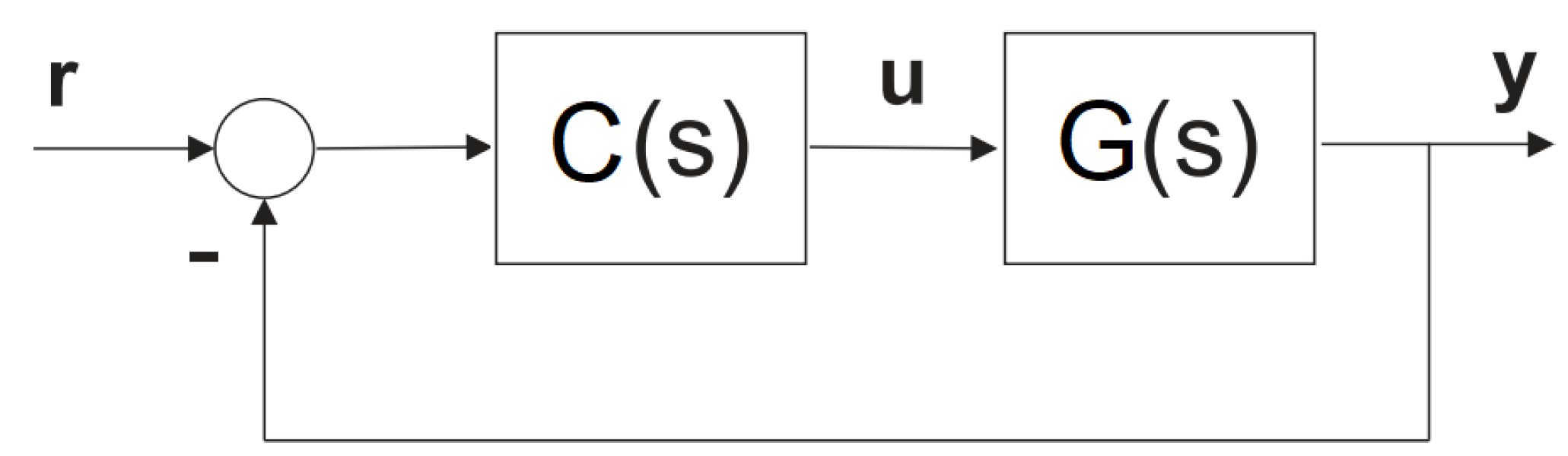
4.2. The Proposed Control Using Cascade and Override Structures
The storage tank level (
) is controlled by manipulating the flow rate through pumps BP-005, BP-006 and BP-007, as illustrated in
Figure 5. In nontypical operating conditions, such as the shutdown of one export pump, BP-00K, there is an imbalance between the flows
and
. In this way, the pumps BP-005, BP-006 and BP-007 decrease the flow rate
, keeping the storage tank level
close to the setpoint. Thus, with the flow through the pumps reduced, there is an imbalance between the flows
and
, raising the levels of the buffer tanks
,
and
. In this case, the proposed control strategy uses maximum and minimum level restriction controllers to prevent the operating limits from being exceeded in each of the buffer tanks. According to
Figure 5, for each buffer tank pump (BP-005, BP-006 and BP-007), there are three controllers whose outputs are connected by means of the selectors
,
and
, respectively.
Algorithm 1 describes the operation of the selectors
,
and
. To understand this algorithm, consider the control of pump BP-005: Under normal operation, the signal that controls the frequency of pump BP-005 is the output of controller LIC03 (
), which controls the
level. If the buffer tank level,
, reaches a maximum or minimum threshold, LIC03 will no longer control
and will be manipulated by controller LIC06 (
) or LIC09 (
) to keep the
level at its maximum or minimum value, respectively. A similar operation occurs for the BP-006 and BP-007 pump controllers.
Table 3 summarizes the control loops and their respective variables of the buffer tanks.
| Algorithm 1 Override selector—pumps BP-005/6/7. |
- 1:
ifthen - 2:
= ; - 3:
else ifthen - 4:
= - 5:
else - 6:
= - 7:
end if
|
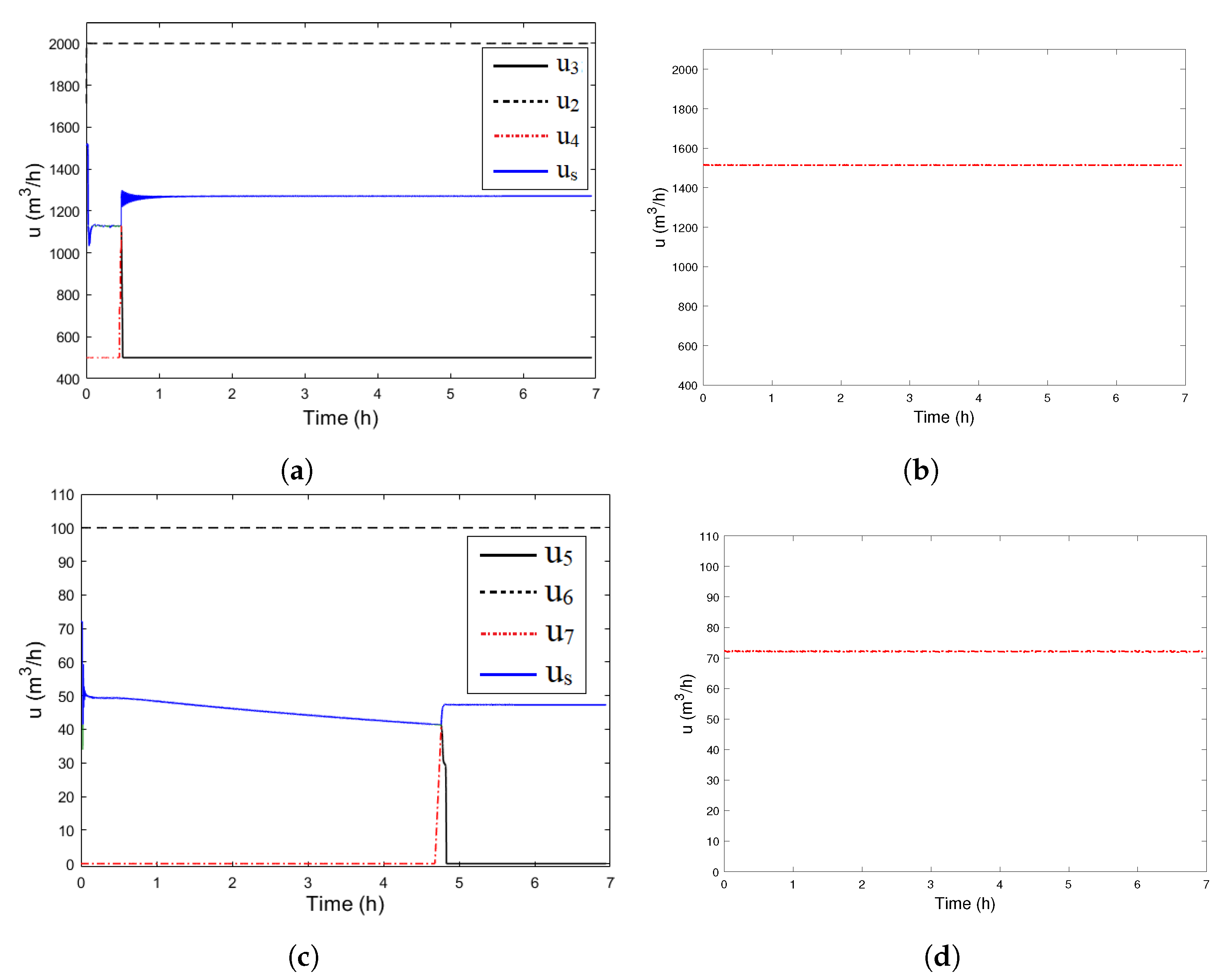
Note that the control structure described provides selectivity to the system since only the pumps connected to buffer tanks operating under normal conditions control the storage tank level. Note also that the level control of the buffer tanks is carried out using pumps BP-005, BP-006 and BP-007. These controllers are activated only when the operational limits of the buffer tanks are reached. In this way, under normal operating conditions, the proposed control strategy uses the flow rate of the underflow of the thickener as the MV to control the buffer tank levels. This strategy is illustrated in
Figure 6, where LIC02 controls the average level of the buffer tanks,
. In addition, loops DIC01 and DIC02 are related to the minimum and maximum density restriction controllers, respectively.
According to
Figure 6, loops LIC02, DIC01, and DIC02 comprise an override control, which is the master loop of the cascade structure. Moreover, FIC02 is the slave loop of this cascade structure. The control action of the override control of loops LIC02, DIC01, and DIC02 is selected according to the selector
, which is described in Algorithm 2. In this algorithm, signals
and
represent the MV of the maximum (DIC02) and minimum (DIC01) density restriction controllers, respectively. These controllers have direct action, and signal
tends to saturate at its minimum value, while signal
tends to saturate at its maximum value. The signal of the medium level controller of the buffer tanks
has a reverse action and is the predominant signal as long as all restrictions are met. The buffer tanks, despite being decoupled from each other, are kept at very similar levels, as the loop LIC02 controls the medium level of these tanks.
Table 4 summarizes the control loops and their respective variables of the thickener.
| Algorithm 2 Override selector—pump BP-001 |
- 1:
ifthen - 2:
= ; - 3:
else ifthen - 4:
= ; - 5:
else - 6:
= - 7:
end if
|
Under normal operating conditions, the density value of the underflow stays within the operating limits; thus, signal (DIC02) saturates at the minimum value and (DIC01) saturates at the maximum value. At the same time, signal (LIC02) remains within these limits, defining the flow rate of pump BP-001. For example, according to the override selector presented in Algorithm 2, if the maximum density limit is reached, control signal increases, and when the control signal becomes larger than signal , it becomes the signal effectively applied in FIC02.
Table 5 shows the PI controller parameters for all loops used in the proposed control strategy with the respective filter time constant (
). All controllers were defined using the method proposed by [
23]. Note that for density loops, the same PI controller is used for the minimum and maximum constraints of the override control. We use the same parameters for the controllers because the minimum and maximum density loops have similar dynamics and are independent of the operating point. The same is true for the buffer tank level and storage tank loops. Note also that for the proposed control strategy, the same parameters of the PI controllers of the current and nonintegrated strategy described in
Section 2.2 (DIC01, FIC02, LIC03, LIC04 and LIC05) are used. As the control objective is the same, the same controller parameters are used in both strategies. Thus, the performance of the two control strategies presented are evaluated under the same controllers.
6. Conclusions
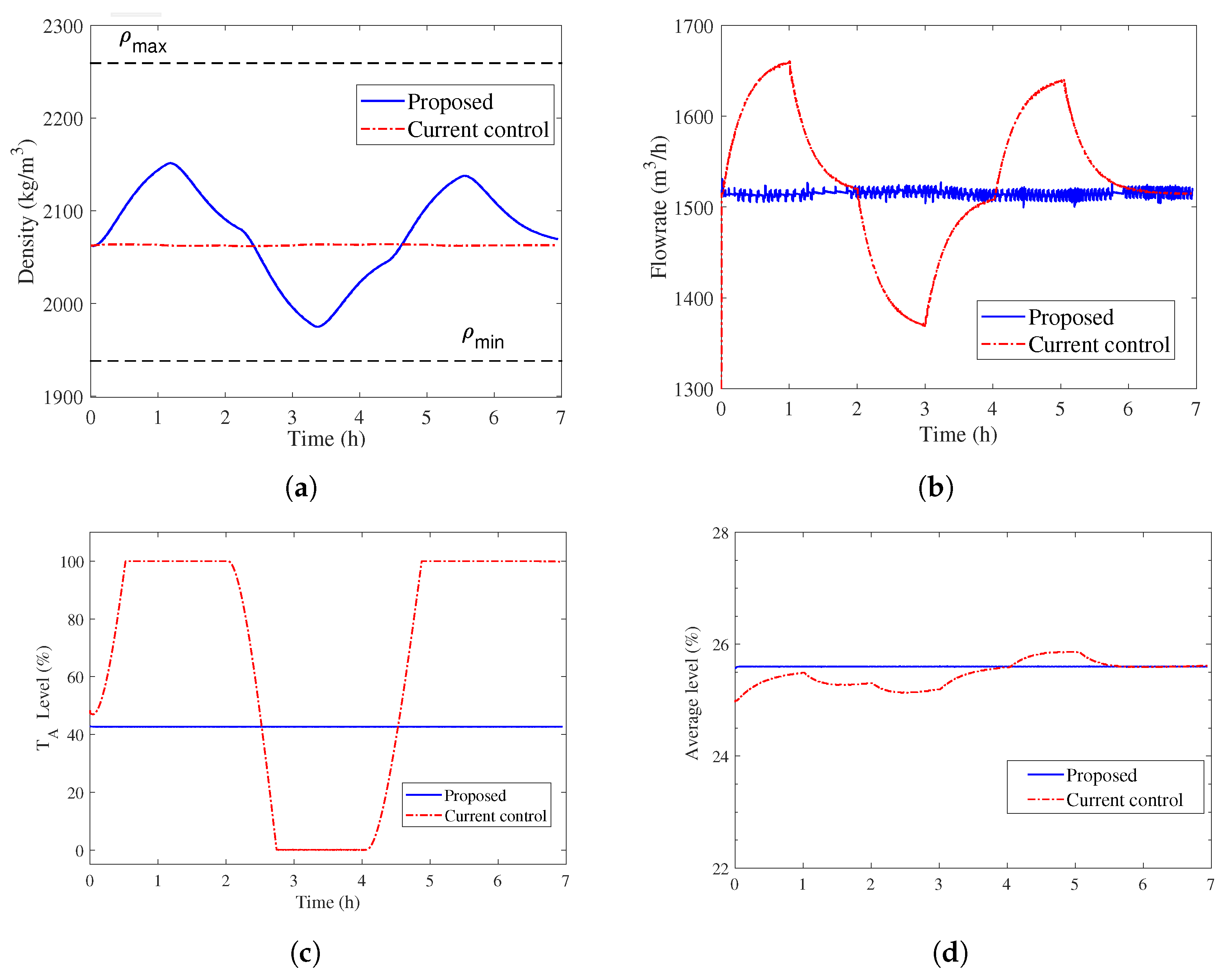
In this paper, a control strategy for an iron ore concentrate dewatering process was developed and evaluated by employing a dynamic model. The proposed strategy, based on ARC, could extend the operation period of the dewatering plant under disc filter failure. In the two-filter failure scenario, the time to storage tank overflow increases by approximately 5 h. This result indicates that the proposed control strategy has the potential to avoid material waste of approximately 2448.36 tons. In addition, the control strategy was also able to compensate for disturbances in the thickener feed rate and thickener feed density. Comparing the proposed strategy with the current and nonintegrated control strategies, it was observed that the proposed approach was able to control the average level of the buffer tanks by performing smoother manipulations in the underflow flow rate of the thickener. Smooth changes in the underflow flow rate allow for a more stable thickener operation, reducing the chance of low levels of the thicker layer and fewer variations in flocculant dosage. In addition, abrupt variations in density can impair the performance of filters that directly correlate to the density of the feed pulp. As demonstrated in the results, the proposed control strategy was able to reduce the amount of pulp that goes to the tailings dam. However, this control only postpones the overflow of the tanks, not completely eliminating material losses. This will only be achieved with physical changes to the process that require high investment. As future work, we intend to apply advanced control strategies based on artificial intelligence in order to anticipate the effect of filter failure. In addition, we will consider the effect of flocculant dosage on the thicker layer level.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}