
Influence of Temperature and Lignin Concentration on Formation of Colloidal Lignin Particles in Solvent-Shifting Precipitation



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Lignin Solutions
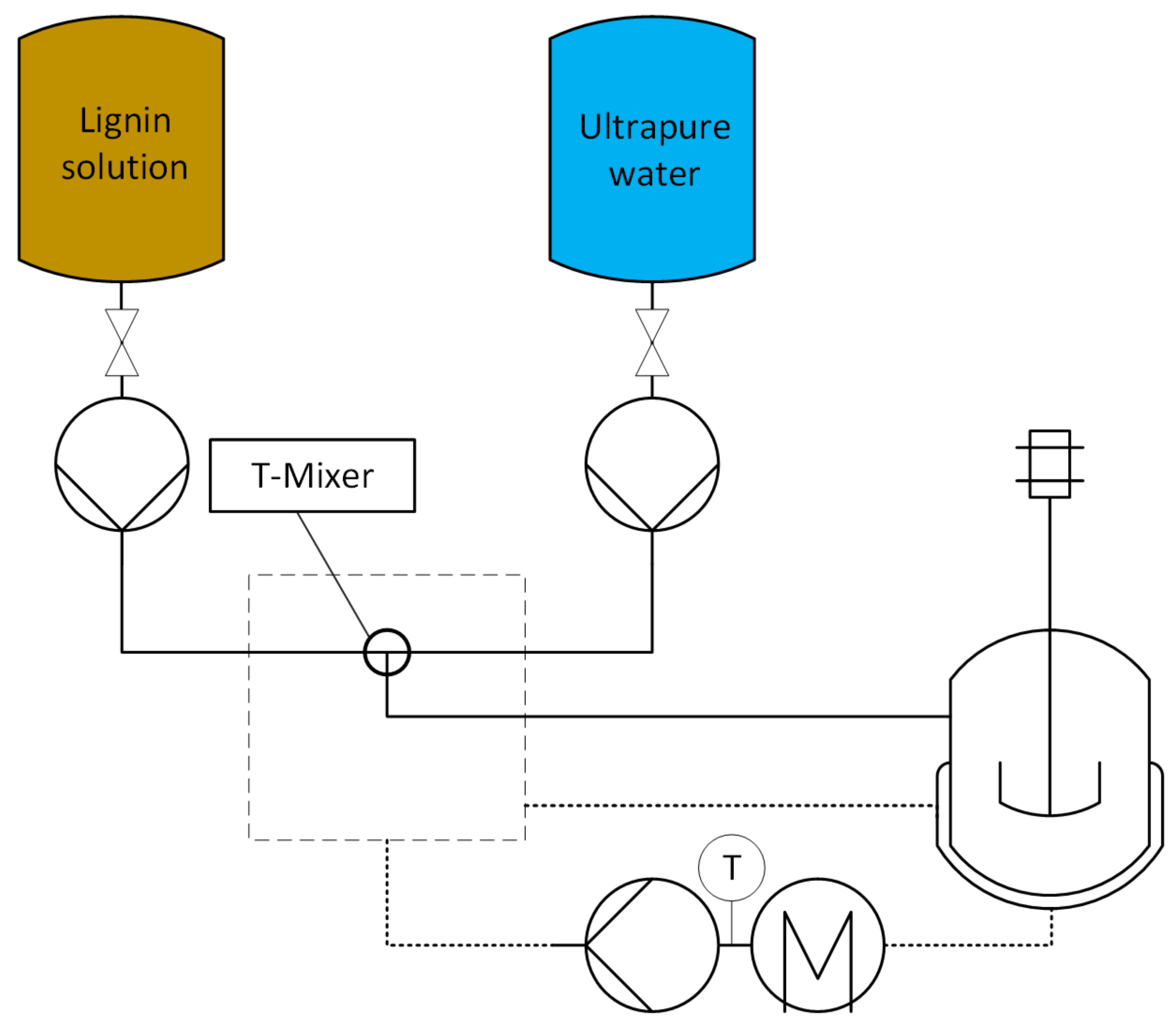
2.3. Precipitation
2.4. Analytics
2.4.1. Particle Size
2.4.2. Yield
2.4.3. Molecular Weight Distribution
3. Results and Discussion
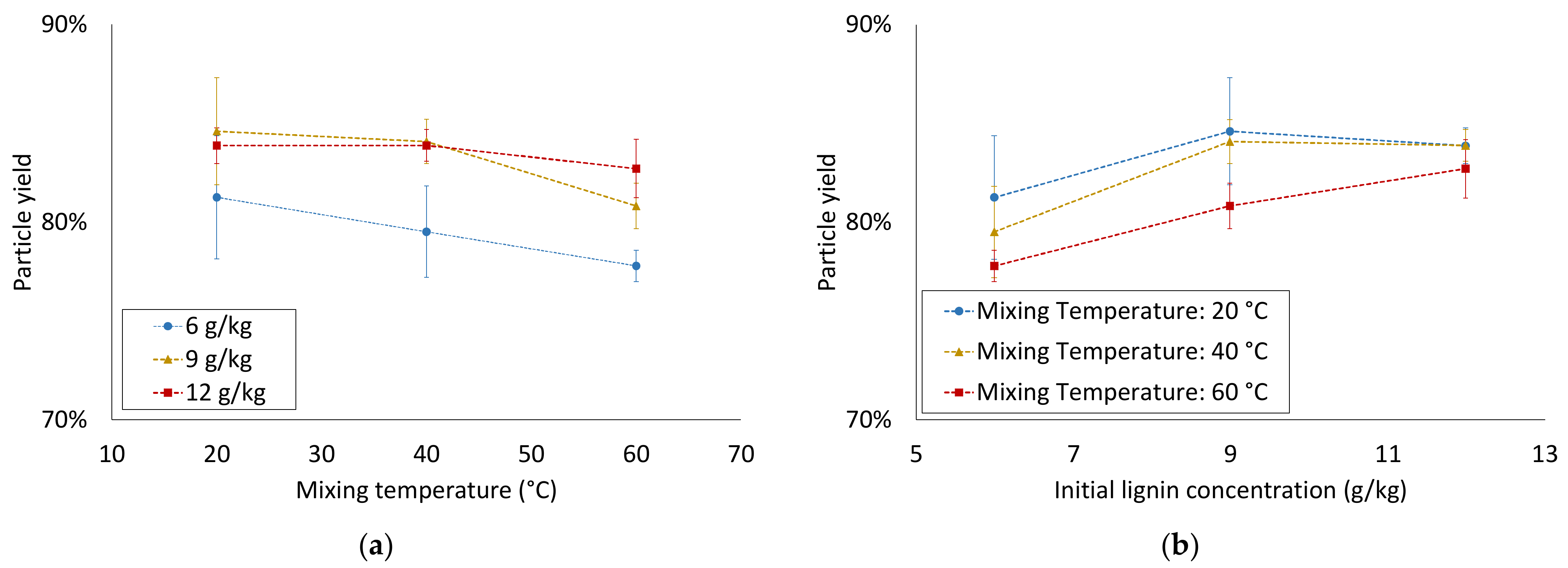
3.1. First Experimental Plan: Variation of Mixing Temperature
3.2. Second Experimental Plan—Variation of Lignin Solution Temperature
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ragauskas, A.J.; Beckham, G.T.; Biddy, M.J.; Chandra, R.; Chen, F.; Davis, M.F.; Davison, B.H.; Dixon, R.A.; Gilna, P.; Keller, M.; et al. Lignin valorization: Improving lignin processing in the biorefinery. Science 2014, 344, 1246843. [Google Scholar] [CrossRef]
- Liu, Z.-H.; Hao, N.; Shinde, S.; Olson, M.L.; Bhagia, S.; Dunlap, J.R.; Kao, K.C.; Kang, X.; Ragauskas, A.J.; Yuan, J.S. Codesign of Combinatorial Organosolv Pretreatment (COP) and Lignin Nanoparticles (LNPs) in Biorefineries. ACS Sustain. Chem. Eng. 2019, 7, 2634–2647. [Google Scholar] [CrossRef]
- Serna-Loaiza, S.; Zikeli, F.; Adamcyk, J.; Friedl, A. Towards a wheat straw biorefinery: Combination of Organosolv and Liquid Hot Water for the improved production of sugars from hemicellulose and lignin hydrolysis. Bioresour. Technol. Rep. 2021, 14, 100667. [Google Scholar] [CrossRef]
- Beisl, S.; Friedl, A.; Miltner, A. Lignin from Micro- to Nanosize: Applications. Int. J. Mol. Sci. 2017, 18, 2367. [Google Scholar] [CrossRef] [Green Version]
- Domenek, S.; Louaifi, A.; Guinault, A.; Baumberger, S. Potential of Lignins as Antioxidant Additive in Active Biodegradable Packaging Materials. J. Polym. Environ. 2013, 21, 692–701. [Google Scholar] [CrossRef] [Green Version]
- Jiang, C.; He, H.; Jiang, H.; Ma, L.; Jia, D.M. Nano-lignin filled natural rubber composites: Preparation and characterization. Express Polym. Lett. 2013, 7, 480–493. [Google Scholar] [CrossRef]
- Silmore, K.S.; Gupta, C.; Washburn, N.R. Tunable Pickering emulsions with polymer-grafted lignin nanoparticles (PGLNs). J. Colloid Interface Sci. 2016, 466, 91–100. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lee, S.C.; Tran, T.M.T.; Choi, J.W.; Won, K. Lignin for white natural sunscreens. Int. J. Biol. Macromol. 2019, 122, 549–554. [Google Scholar] [CrossRef]
- Cai, X.; Riedl, B.; Zhang, S.Y.; Wan, H. The impact of the nature of nanofillers on the performance of wood polymer nanocomposites. Compos. Part A Appl. Sci. Manuf. 2008, 39, 727–737. [Google Scholar] [CrossRef]
- Chen, H.; Zhao, J.; Hu, T.; Zhao, X.; Liu, D. A comparison of several organosolv pretreatments for improving the enzymatic hydrolysis of wheat straw: Substrate digestibility, fermentability and structural features. Appl. Energy 2015, 150, 224–232. [Google Scholar] [CrossRef]
- Tan, X.; Zhang, Q.; Wang, W.; Zhuang, X.; Deng, Y.; Yuan, Z. Comparison study of organosolv pretreatment on hybrid pennisetum for enzymatic saccharification and lignin isolation. Fuel 2019, 249, 334–340. [Google Scholar] [CrossRef]
- Beisl, S.; Miltner, A.; Friedl, A. Lignin from Micro- to Nanosize: Production Methods. Int. J. Mol. Sci. 2017, 18, 1244. [Google Scholar] [CrossRef] [Green Version]
- Beisl, S.; Adamcyk, J.; Friedl, A. Direct Precipitation of Lignin Nanoparticles from Wheat Straw Organosolv Liquors Using a Static Mixer. Molecules 2020, 25, 1388. [Google Scholar] [CrossRef] [Green Version]
- Elnashaie, S.S.; Danafar, F.; Hashemipour, H.R. Nanotechnology for Chemical Engineers; Springer: Singapore, 2015; ISBN 9789812874955. [Google Scholar]
- Mishra, P.K.; Ekielski, A. The Self-Assembly of Lignin and Its Application in Nanoparticle Synthesis: A Short Review. Nanomaterials 2019, 9, 243. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Agustin, M.B.; Penttilä, P.A.; Lahtinen, M.; Mikkonen, K.S. Rapid and Direct Preparation of Lignin Nanoparticles from Alkaline Pulping Liquor by Mild Ultrasonication. ACS Sustainable Chem. Eng. 2019, 7, 19925–19934. [Google Scholar] [CrossRef]
- Yearla, S.R.; Padmasree, K. Preparation and characterisation of lignin nanoparticles: Evaluation of their potential as antioxidants and UV protectants. J. Exp. Nanosci. 2016, 11, 289–302. [Google Scholar] [CrossRef]
- Bangalore Ashok, R.P.; Xiao, Y.; Lintinen, K.; Oinas, P.; Kostiainen, M.A.; Österberg, M. Self-assembly of colloidal lignin particles in a continuous flow tubular reactor. Colloids Surf. A Physicochem. Eng. Asp. 2020, 587, 124228. [Google Scholar] [CrossRef]
- Behera, S.; Arora, R.; Nandhagopal, N.; Kumar, S. Importance of chemical pretreatment for bioconversion of lignocellulosic biomass. Renew. Sustain. Energy Rev. 2014, 36, 91–106. [Google Scholar] [CrossRef]
- Zhao, X.; Cheng, K.; Liu, D. Organosolv pretreatment of lignocellulosic biomass for enzymatic hydrolysis. Appl. Microbiol. Biotechnol. 2009, 82, 815–827. [Google Scholar] [CrossRef] [PubMed]
- Evstigneev, E.I. Factors affecting lignin solubility. Russ. J. Appl. Chem. 2011, 84, 1040–1045. [Google Scholar] [CrossRef]
- Beisl, S.; Loidolt, P.; Miltner, A.; Harasek, M.; Friedl, A. Production of Micro- and Nanoscale Lignin from Wheat Straw Using Different Precipitation Setups. Molecules 2018, 23, 633. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Goldmann, W.M.; Ahola, J.; Mikola, M.; Tanskanen, J. Solubility and fractionation of Indulin AT kraft lignin in ethanol-water media. Sep. Purif. Technol. 2019, 209, 826–832. [Google Scholar] [CrossRef]
- Xiong, K.; Jin, C.; Liu, G.; Wu, G.; Chen, J.; Kong, Z. Preparation and characterization of lignin nanoparticles with controllable size by nanoprecipitation method. Chem. Ind. For. Prod. 2015, 35, 85–92. [Google Scholar] [CrossRef]
- Richter, A.P.; Bharti, B.; Armstrong, H.B.; Brown, J.S.; Plemmons, D.; Paunov, V.N.; Stoyanov, S.D.; Velev, O.D. Synthesis and Characterization of Biodegradable Lignin Nanoparticles with Tunable Surface Properties. Langmuir 2016, 32, 6468–6477. [Google Scholar] [CrossRef] [PubMed]
- Lewis, A.; Seckler, M.M.; Kramer, H.; van Rosmalen, G. Industrial Crystallization: Fundamentals and Applications, 1st ed.; Cambridge University Press: Cambridge, UK, 2015; ISBN 9781107280427. [Google Scholar]
- Frangville, C.; Rutkevičius, M.; Richter, A.P.; Velev, O.D.; Stoyanov, S.D.; Paunov, V.N. Fabrication of environmentally biodegradable lignin nanoparticles. ChemPhysChem 2012, 13, 4235–4243. [Google Scholar] [CrossRef] [PubMed]
- Belda, R.; Herraez, J.V.; Diez, O. Rheological study and thermodynamic analysis of the binary system (water/ethanol): Influence of concentration. Phys. Chem. Liq. 2004, 42, 467–479. [Google Scholar] [CrossRef]
- Schwarzer, H.-C.; Peukert, W. Experimental Investigation into the Influence of Mixing on Nanoparticle Precipitation. Chem. Eng. Technol. 2002, 25, 657. [Google Scholar] [CrossRef]
- Gradl, J.; Schwarzer, H.-C.; Schwertfirm, F.; Manhart, M.; Peukert, W. Precipitation of nanoparticles in a T-mixer: Coupling the particle population dynamics with hydrodynamics through direct numerical simulation. Chem. Eng. Processing Process Intensif. 2006, 45, 908–916. [Google Scholar] [CrossRef]
- Lievonen, M.; Valle-Delgado, J.J.; Mattinen, M.-L.; Hult, E.-L.; Lintinen, K.; Kostiainen, M.A.; Paananen, A.; Szilvay, G.R.; Setälä, H.; Österberg, M. A simple process for lignin nanoparticle preparation. Green Chem. 2016, 18, 1416–1422. [Google Scholar] [CrossRef] [Green Version]
- Buranov, A.U.; Ross, K.A.; Mazza, G. Isolation and characterization of lignins extracted from flax shives using pressurized aqueous ethanol. Bioresour. Technol. 2010, 101, 7446–7455. [Google Scholar] [CrossRef]
- Sipponen, M.H.; Lange, H.; Ago, M.; Crestini, C. Understanding Lignin Aggregation Processes. A Case Study: Budesonide Entrapment and Stimuli Controlled Release from Lignin Nanoparticles. ACS Sustain. Chem. Eng. 2018, 6, 9342–9351. [Google Scholar] [CrossRef] [PubMed]
- Adamcyk, J.; Beisl, S.; Amini, S.; Jung, T.; Zikeli, F.; Labidi, J.; Friedl, A. Production and Properties of Lignin Nanoparticles from Ethanol Organosolv Liquors-Influence of Origin and Pretreatment Conditions. Polymers 2021, 13, 384. [Google Scholar] [CrossRef] [PubMed]
- Zikeli, F.; Ters, T.; Fackler, K.; Srebotnik, E.; Li, J. Fractionation of wheat straw Dioxane lignin reveals molar mass dependent structural differences. Ind. Crops Prod. 2016, 91, 186–193. [Google Scholar] [CrossRef]








Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Adamcyk, J.; Serna-Loaiza, S.; Beisl, S.; Miltner, M.; Friedl, A. Influence of Temperature and Lignin Concentration on Formation of Colloidal Lignin Particles in Solvent-Shifting Precipitation. Sustainability 2022, 14, 1219. https://doi.org/10.3390/su14031219
Adamcyk J, Serna-Loaiza S, Beisl S, Miltner M, Friedl A. Influence of Temperature and Lignin Concentration on Formation of Colloidal Lignin Particles in Solvent-Shifting Precipitation. Sustainability. 2022; 14(3):1219. https://doi.org/10.3390/su14031219
Chicago/Turabian StyleAdamcyk, Johannes, Sebastian Serna-Loaiza, Stefan Beisl, Martin Miltner, and Anton Friedl. 2022. "Influence of Temperature and Lignin Concentration on Formation of Colloidal Lignin Particles in Solvent-Shifting Precipitation" Sustainability 14, no. 3: 1219. https://doi.org/10.3390/su14031219
APA StyleAdamcyk, J., Serna-Loaiza, S., Beisl, S., Miltner, M., & Friedl, A. (2022). Influence of Temperature and Lignin Concentration on Formation of Colloidal Lignin Particles in Solvent-Shifting Precipitation. Sustainability, 14(3), 1219. https://doi.org/10.3390/su14031219