
Effect of Temperature and Humidity on the Synthesis of Alkali-Activated Binders Based on Bottom Ash from Municipal Waste Incineration

 ,
,  , , ,
, , ,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Alkali-Activated WBA (AA-WBA) Binder Preparation
2.3. Characterization of Alkali-Activated WBA Binders (AA-WBA)
3. Results and Discussion
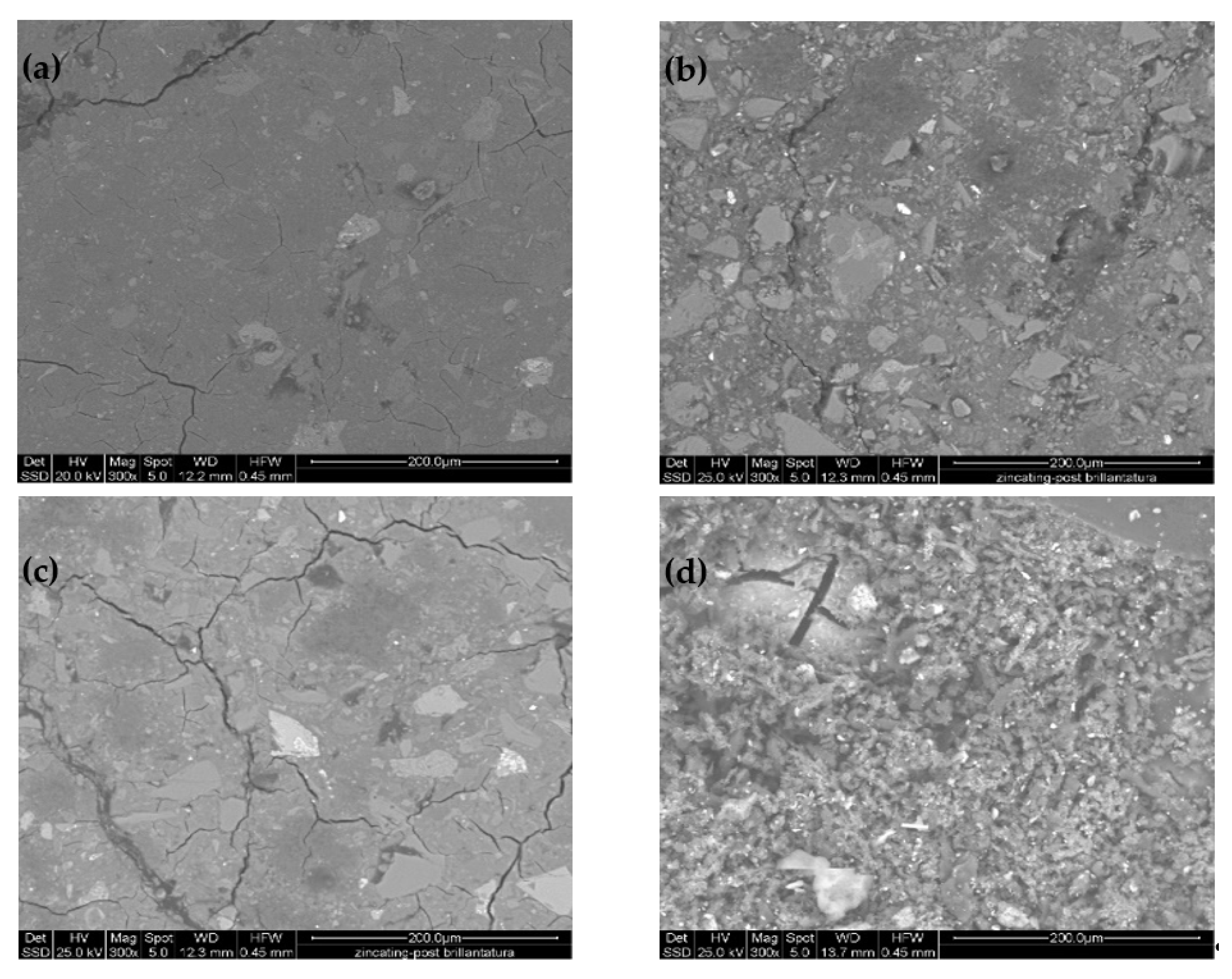
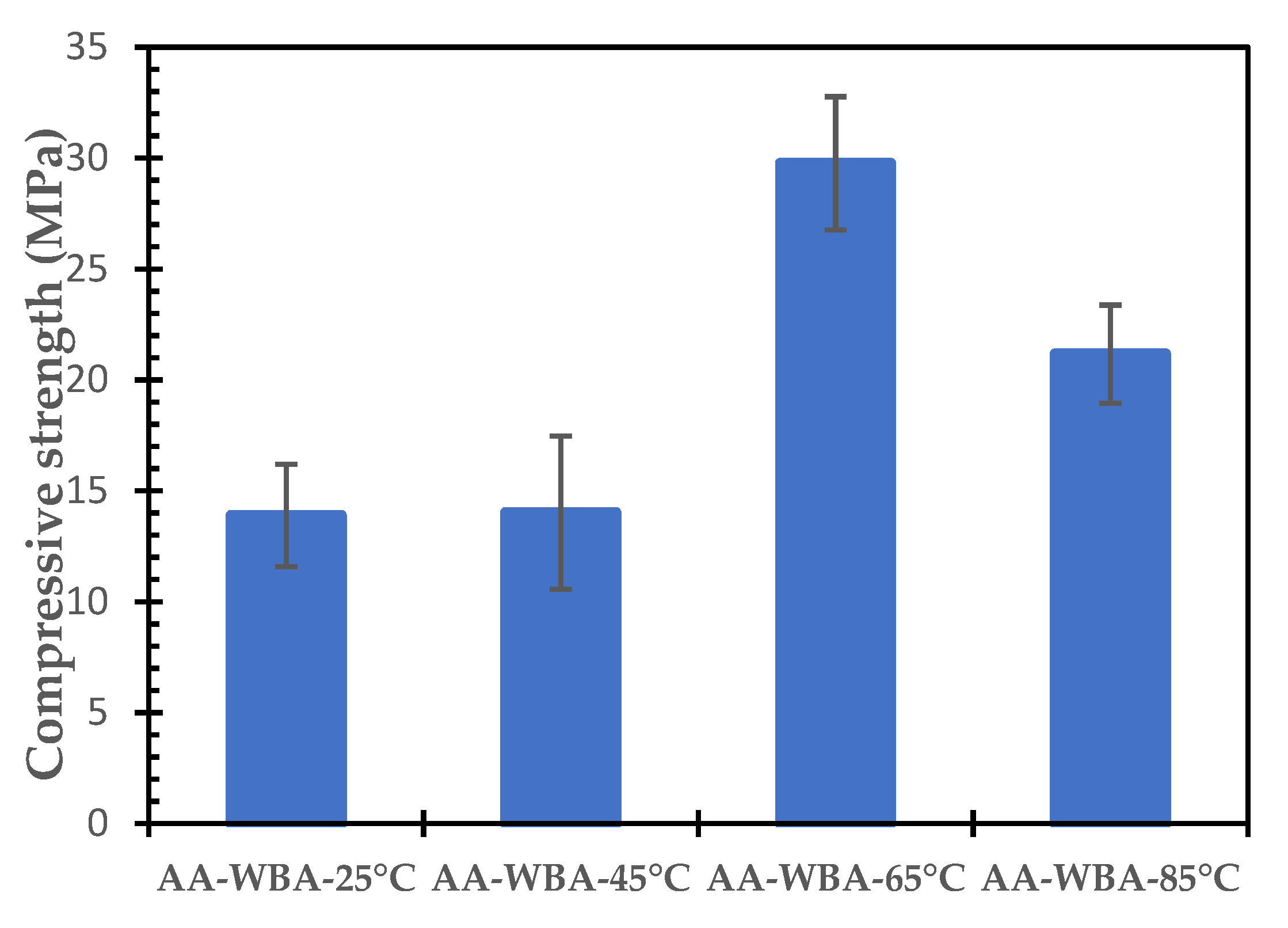
3.1. Effect of Curing Temperature
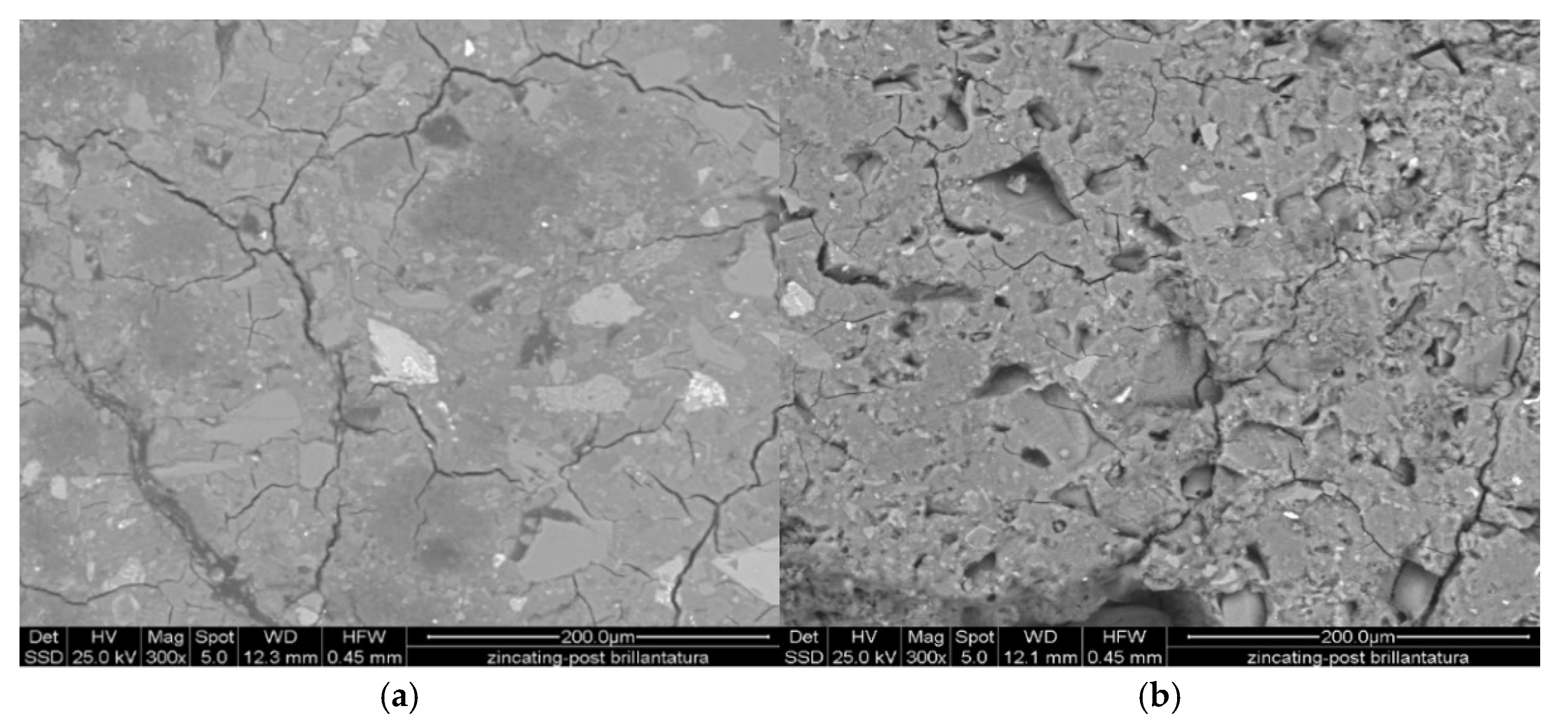
3.2. Effect of Relative Humidity
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| AAB | alkali-activated binder |
| AA-WBA | weathered bottom ash-based alkali-activated binders |
| APC | air pollution control residues |
| ATR | attenuated total reflectance mode |
| CASH | calcium aluminosilicate hydrate |
| CSH | calcium silicate hydrate |
| FA | coal fly ash |
| FTIR | Fourier transform infrared spectroscopy |
| GBFS | granular blast furnace slag |
| IBA | incineration bottom ash |
| ICP-MS | inductively coupled plasma mass spectrometry |
| MK | metakaolin |
| MSW | municipal solid waste |
| NASH | sodium aluminosilicate hydrate |
| PC | Portland cement |
| RH | relative humidity |
| SAM | salicylic acid/methanol |
| SEM | scanning electron microscopy |
| WBA | weathered bottom ash |
| WtE | waste-to-energy facilities |
| XRD | X-ray diffraction |
| XRF | X-ray fluorescence |
References
- Andrew, R.M. Global CO2 emissions from cement production. Earth Syst. Sci. Data 2018, 10, 195–217. [Google Scholar] [CrossRef] [Green Version]
- Duxson, P.; Provis, J.L.; Lukey, G.C.; van Deventer, J.S.J. The role of inorganic polymer technology in the development of “green concrete”. Cem. Concr. Res. 2007, 37, 1590–1597. [Google Scholar] [CrossRef]
- Provis, J.L.; Van Deventer, J.S.J. Alkali Activated Materials; Provis, J.L., Van Deventer, J.S.J., Eds.; Springer: Berlin/Heidelberg, Germany, 2014; Volume 1, ISBN 978-94-007-7671-5. [Google Scholar]
- Provis, J.L.; Bernal, S.A. Geopolymers and related alkali-activated materials. Annu. Rev. Mater. Res. 2014, 44, 299–327. [Google Scholar] [CrossRef]
- Puligilla, S.; Mondal, P. Co-existence of aluminosilicate and calcium silicate gel characterized through selective dissolution and FTIR spectral subtraction. Cem. Concr. Res. 2015, 70, 39–49. [Google Scholar] [CrossRef]
- Garcia-Lodeiro, I.; Palomo, A.; Fernández-Jiménez, A.; MacPhee, D.E. Compatibility studies between N-A-S-H and C-A-S-H gels. Study in the ternary diagram Na2O-CaO-Al2O3-SiO2-H2O. Cem. Concr. Res. 2011, 41, 923–931. [Google Scholar] [CrossRef]
- Haha, M.B.; Lothenbach, B.; Le Saout, G.; Winnefeld, F. Influence of slag chemistry on the hydration of alkali-activated blast-furnace slag—Part II: Effect of Al2O. Cem. Concr. Res. 2012, 42, 74–83. [Google Scholar] [CrossRef]
- Fernández-Jiménez, A.; Palomo, A. Composition and microstructure of alkali activated fly ash binder: Effect of the activator. Cem. Concr. Res. 2005, 35, 1984–1992. [Google Scholar] [CrossRef]
- De Vargas, A.S.; Dal Molin, D.C.C.; Vilela, A.C.F.; Da Silva, F.J.; Pavão, B.; Veit, H. The effects of Na2O/SiO2 molar ratio, curing temperature and age on compressive strength, morphology and microstructure of alkali-activated fly ash-based geopolymers. Cem. Concr. Compos. 2011, 33, 653–660. [Google Scholar] [CrossRef]
- Pacheco-Torgal, F.; Labrincha, J.; Leonelli, C.; Palomo, A.; Chindaprasit, P. Handbook of Alkali-Activated Cements, Mortars and Concretes; Elsevier: Amsterdam, The Netherlands, 2014. [Google Scholar]
- Song, Q.; Li, J.; Zeng, X. Minimizing the increasing solid waste through zero waste strategy. J. Clean. Prod. 2015, 104, 199–210. [Google Scholar] [CrossRef]
- Cheng, H.; Hu, Y. Municipal solid waste (MSW) as a renewable source of energy: Current and future practices in China. Bioresour. Technol. 2010, 101, 3816–3824. [Google Scholar] [CrossRef]
- Del Valle-Zermeño, R.; Gómez-Manrique, J.; Giro-Paloma, J.; Formosa, J.; Chimenos, J.M. Material characterization of the MSWI bottom ash as a function of particle size. Effects of glass recycling over time. Sci. Total Environ. 2017, 581–582, 897–905. [Google Scholar] [CrossRef] [Green Version]
- Blasenbauer, D.; Huber, F.; Lederer, J.; Quina, M.J.; Blanc-Biscarat, D.; Bogush, A.; Bontempi, E.; Blondeau, J.; Chimenos, J.M.; Dahlbo, H.; et al. Legal situation and current practice of waste incineration bottom ash utilisation in Europe. Waste Manag. 2020, 102, 868–883. [Google Scholar] [CrossRef]
- Zheng, L.; Wang, C.; Wang, W.; Shi, Y.; Gao, X. Immobilization of MSWI fly ash through geopolymerization: Effects of water-wash. Waste Manag. 2011, 31, 311–317. [Google Scholar] [CrossRef]
- Scarlat, N.; Fahl, F.; Dallemand, J.-F. Status and opportunities for energy recovery from municipal solid waste in Europe. Waste Biomass Valoriz. 2019, 10, 2425–2444. [Google Scholar] [CrossRef] [Green Version]
- Geng, Y.; Ji, W.; Wang, Z.; Lin, B.; Zhu, Y. A review of operating performance in green buildings: Energy use, indoor environmental quality and occupant satisfaction. Energy Build. 2019, 183, 500–514. [Google Scholar] [CrossRef]
- Chen, Z.; Liu, Y.; Zhu, W.; Yang, E.H. Incinerator bottom ash (IBA) aerated geopolymer. Constr. Build. Mater. 2016, 112, 1025–1031. [Google Scholar] [CrossRef]
- Maldonado-Alameda, A.; Giro-Paloma, J.; Svobodova-Sedlackova, A.; Formosa, J.; Chimenos, J.M. Municipal solid waste incineration bottom ash as alkali-activated cement precursor depending on particle size. J. Clean. Prod. 2020, 242, 118443. [Google Scholar] [CrossRef]
- Maldonado-Alameda, A.; Giro-Paloma, J.; Alfocea-Roig, A.; Formosa, J.; Chimenos, J.M. Municipal solid waste incineration bottom ash as sole precursor in the alkali-activated binder formulation. Appl. Sci. 2020, 10, 4129. [Google Scholar] [CrossRef]
- Maldonado-Alameda, A.; Mañosa, J.; Formosa, J.; Giro-Paloma, J.; Chimenos, J.M. Alkali-activated binders using bottom ash from waste-to-energy plants and aluminium recycling waste. Appl. Sci. 2021, 11, 3840. [Google Scholar] [CrossRef]
- Maldonado-Alameda, A.; Giro-Paloma, J.; Mañosa, J.; Formosa, J.; Chimenos, J.M. Alkali-activated binders based on the coarse fraction of municipal solid waste incineration bottom ash. Bol. Soc. Esp. Ceram. Vidr. 2021; in press. [Google Scholar] [CrossRef]
- Wei, Y.; Shimaoka, T.; Saffarzadeh, A.; Takahashi, F. Mineralogical characterization of municipal solid waste incineration bottom ash with an emphasis on heavy metal-bearing phases. J. Hazard. Mater. 2011, 187, 534–543. [Google Scholar] [CrossRef] [PubMed]
- Kurda, R.; Silva, R.V.; de Brito, J. Incorporation of alkali-activated municipal solid waste incinerator bottom ash in mortar and concrete: A critical review. Materials 2020, 13, 3428. [Google Scholar] [CrossRef] [PubMed]
- Cho, B.H.; Nam, B.H.; An, J.; Youn, H. Municipal solid waste incineration (MSWI) ashes as construction materials—A review. Materials 2020, 13, 3143. [Google Scholar] [CrossRef] [PubMed]
- Zhu, W.; Teoh, P.J.; Liu, Y.; Chen, Z.; Yang, E.-H. Strategic utilization of municipal solid waste incineration bottom ash for the synthesis of lightweight aerated alkali-activated materials. J. Clean. Prod. 2019, 235, 603–612. [Google Scholar] [CrossRef]
- Polettini, A.; Pomi, R.; Carcani, G. The effect of Na and Ca salts on MSWI bottom ash activation for reuse as a pozzolanic admixture. Resour. Conserv. Recycl. 2005, 43, 403–418. [Google Scholar] [CrossRef]
- Onori, R.; Will, J.; Hoppe, A.; Polettini, A.; Pomi, R.; Boccaccini, A.R. Bottom ash-based geopolymer materials: Mechanical and environmental properties. Ceram. Eng. Sci. Proc. 2011, 32, 71–82. [Google Scholar]
- Lancellotti, I.; Ponzoni, C.; Bignozzi, M.C.; Barbieri, L.; Leonelli, C. Incinerator bottom ash and ladle slag for geopolymers preparation. Waste Biomass Valoriz. 2014, 5, 393–401. [Google Scholar] [CrossRef]
- Lancellotti, I.; Cannio, M.; Bollino, F.; Catauro, M.; Barbieri, L.; Leonelli, C. Geopolymers: An option for the valorization of incinerator bottom ash derived “end of waste”. Ceram. Int. 2015, 41, 2116–2123. [Google Scholar] [CrossRef]
- Garcia-Lodeiro, I.; Donatello, S.; Fernández-Jiménez, A.; Palomo, Á. Hydration of hybrid alkaline cement containing a very large proportion of fly ash: A descriptive model. Materials 2016, 9, 605. [Google Scholar] [CrossRef] [Green Version]
- Wongsa, A.; Boonserm, K.; Waisurasingha, C.; Sata, V.; Chindaprasirt, P. Use of municipal solid waste incinerator (MSWI) bottom ash in high calcium fly ash geopolymer matrix. J. Clean. Prod. 2017, 148, 49–59. [Google Scholar] [CrossRef]
- Huang, G.; Yuan, L.; Ji, Y.; Liu, B.; Xu, Z. Cooperative action and compatibility between Portland cement and MSWI bottom ash alkali-activated double gel system materials. Constr. Build. Mater. 2019, 209, 445–453. [Google Scholar] [CrossRef]
- Huang, G.; Yang, K.; Sun, Y.; Lu, Z.; Zhang, X.; Zuo, L.; Feng, Y.; Qian, R.; Qi, Y.; Ji, Y.; et al. Influence of NaOH content on the alkali conversion mechanism in MSWI bottom ash alkali-activated mortars. Constr. Build. Mater. 2020, 248, 118582. [Google Scholar] [CrossRef]
- Chen, B.; Brito van Zijl, M.; Keulen, A.; Ye, G. Thermal treatment on MSWI bottom ash for the utilisation in alkali activated materials. KnE Eng. 2020, 2020, 25–35. [Google Scholar] [CrossRef]
- Piccolo, F.; Andreola, F.; Barbieri, L.; Lancellotti, I. Synthesis and characterization of biochar-based geopolymer materials. Appl. Sci. 2021, 11, 10945. [Google Scholar] [CrossRef]
- Maldonado-Alameda, A.; Giro-Paloma, J.; Rodríguez-Romero, A.; Serret, J.; Menargues, A.; Andrés, A.; Chimenos, J.M. Environmental potential assessment of MSWI bottom ash-based alkali-activated binders. J. Hazard. Mater. 2021, 416, 125828. [Google Scholar] [CrossRef] [PubMed]
- Carvalho, R.; Silva, R.V.; de Brito, J.; Pereira, M.F.C. Alkali activation of bottom ash from municipal solid waste incineration: Optimization of NaOH- and Na 2SiO3-based activators. J. Clean. Prod. 2021, 291, 125930. [Google Scholar] [CrossRef]
- Jin, L.; Huang, G.; Li, Y.; Zhang, X.; Ji, Y.; Xu, Z. Positive influence of liquid sodium silicate on the setting time, polymerization, and strength development mechanism of mswi bottom ash alkali-activated mortars. Materials 2021, 14, 1927. [Google Scholar] [CrossRef] [PubMed]
- Bernal, S.A.; Mejía de Gutiérrez, R.; Pedraza, A.L.; Provis, J.L.; Rodriguez, E.D.; Delvasto, S. Effect of binder content on the performance of alkali-activated slag concretes. Cem. Concr. Res. 2011, 41, 1–8. [Google Scholar] [CrossRef]
- Gebregziabiher, B.S.; Thomas, R.; Peethamparan, S. Very early-age reaction kinetics and microstructural development in alkali-activated slag. Cem. Concr. Compos. 2015, 55, 91–102. [Google Scholar] [CrossRef]
- Aydın, S.; Baradan, B. Mechanical and microstructural properties of heat cured alkali-activated slag mortars. Mater. Des. 2012, 35, 374–383. [Google Scholar] [CrossRef]
- Altan, E.; Erdoğan, S.T. Alkali activation of a slag at ambient and elevated temperatures. Cem. Concr. Compos. 2012, 34, 131–139. [Google Scholar] [CrossRef]
- Bandarra, B.S.; Pereira, J.L.; Martins, R.C.; Maldonado-Alameda, A.; Chimenos, J.M.; Quina, M.J. Opportunities and barriers for valorizing waste incineration bottom ash: Iberian countries as a case study. Appl. Sci. 2021, 11, 9690. [Google Scholar] [CrossRef]
- Zhu, W.; Chen, X.; Struble, L.J.; Yang, E.H. Characterization of calcium-containing phases in alkali-activated municipal solid waste incineration bottom ash binder through chemical extraction and deconvoluted Fourier transform infrared spectra. J. Clean. Prod. 2018, 192, 782–789. [Google Scholar] [CrossRef]
- Lodeiro, I.G.; Macphee, D.E.; Palomo, A.; Fernández-jiménez, A. Effect of alkalis on fresh C-S-H gels. FTIR analysis. Cem. Concr. Res. 2009, 39, 147–153. [Google Scholar] [CrossRef]
- Fernández-Jiménez, A.; Palomo, A. Mid-infrared spectroscopic studies of alkali-activated fly ash structure. Microporous Mesoporous Mater. 2005, 86, 207–214. [Google Scholar] [CrossRef]
- Alonso, S.; Vázquez, T.; Puertas, F.; Martínez-Ramírez, S. Alkali-activated fly ash/slag cement strength behaviour and hydration products. Cem. Concr. Res. 2000, 30, 1625–1632. [Google Scholar]
- Huang, G.; Ji, Y.; Li, J.; Zhang, L.; Liu, X.; Liu, B. Effect of activated silica on polymerization mechanism and strength development of MSWI bottom ash alkali-activated mortars. Constr. Build. Mater. 2019, 201, 90–99. [Google Scholar] [CrossRef]
- Ping, Y.; Kirkpatrick, R.J.; Brent, P.; McMillan, P.F.; Xiandong, C. Structure of calcium silicate hydrate (C-S-H): Near-, mid-, and far-infrared spectroscopy. J. Am. Ceram. Soc. 1999, 82, 742–748. [Google Scholar]
- Criado, M.; Palomo, A.; Fernández-Jiménez, A. Alkali activation of fly ashes. Part 1: Effect of curing conditions on the carbonation of the reaction products. Fuel 2005, 84, 2048–2054. [Google Scholar] [CrossRef]
- Fernández-Jiménez, A.; Puertas, F.; Sobrados, I.; Sanz, J. Structure of calcium silicate hydrates formed in alkaline-activated slag: Influence of the type of alkaline activator. J. Am. Ceram. Soc. 2003, 86, 1389–1394. [Google Scholar] [CrossRef]
- Puertas, F.; Fernández-Jiménez, A.; Blanco-Varela, M.T. Pore solution in alkali-activated slag cement pastes. Relation to the composition and structure of calcium silicate hydrate. Cem. Concr. Res. 2004, 34, 139–148. [Google Scholar] [CrossRef]
- García-Lodeiro, I.; Fernández-Jiménez, A.; Blanco, M.T.; Palomo, A. FTIR study of the sol-gel synthesis of cementitious gels: C-S-H and N-A-S-H. J. Sol Gel Sci. Technol. 2008, 45, 63–72. [Google Scholar] [CrossRef]
- Criado, M.; Fernández-Jiménez, A.; Palomo, A. Alkali activation of fly ash: Effect of the SiO2/Na2O ratio. Part I: FTIR study. Microporous Mesoporous Mater. 2007, 106, 180–191. [Google Scholar] [CrossRef]
- Council of the European Union. 2003/33/EC Council Decision Establishing Criteria and Procedures for the Acceptance of Waste at Landfills Pursuant to Article 16 of and Annex II to Directive 1999/31/EC. Available online: https://eur-lex.europa.eu/legal-content/GA/TXT/?uri=celex:32003D0033 (accessed on 13 December 2021).
- Lancellotti, I.; Catauro, M.; Dal, F.; Kiventer, J.; Leonelli, C.; Illikainen, M. Alkali activation as new option for gold mine tailings inertization. J. Clean. Prod. 2018, 187, 76–84. [Google Scholar]
- Gebregziabiher, B.S.; Thomas, R.J.; Peethamparan, S. Temperature and activator effect on early-age reaction kinetics of alkali-activated slag binders. Constr. Build. Mater. 2016, 113, 783–793. [Google Scholar] [CrossRef] [Green Version]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| SiO2 | CaO | Al2O3 | Na2O | K2O | Fe2O3 (tot) * | MgO | TiO2 | Cl− | SO3 | 1 LOI |
|---|---|---|---|---|---|---|---|---|---|---|
| 52.08 | 20.72 | 6.35 | 3.38 | 2.09 | 4.12 | 2.43 | 0.65 | 0.54 | 1.07 | 6.10 |
| Reference | Precursor | Activator | Curing Temperature | ||
|---|---|---|---|---|---|
| WBA (>8 mm) | NaOH 6M (wt.%) a | Na2SiO3 (wt.%) a | 0–3 Days (Oven; Sealed Plastic Bag) | 3–28 Days (Climatic Chamber; 95 ± 2% RH)) | |
| AA-WBA-25 °C | 100 | 16 | 64 | 25 °C | 25 °C |
| AA-WBA-45 °C | 100 | 16 | 64 | 45 °C | 25 °C |
| AA-WBA-65 °C | 100 | 16 | 64 | 65 °C | 25 °C |
| AA-WBA-85 °C | 100 | 16 | 64 | 85 °C | 25 °C |
| Mass Dissolved with SAM (wt.%) | Mass Dissolved with HCl (wt.%) | Gap between Both Extractions | |
|---|---|---|---|
| WBA | 4.60 | 28.5 | 23.9 |
| AA-WBA-25 °C | 12.8 | 34.8 | 22.0 |
| AA-WBA-45 °C | 14.8 | 36.5 | 21.7 |
| AA-WBA-65 °C | 18.8 | 40.4 | 21.6 |
| AA-WBA-85 °C | 15.1 | 37.0 | 21.9 |
| Identified Phase | Formulations | ||||
|---|---|---|---|---|---|
| AA-WBA-25 °C | AA-WBA-45 °C | AA-WBA-65 °C | AA-WBA-85 °C | ||
| Albite | 01-083-1609 | ✓ | ✓ | ✓ | ✓ |
| Akermanite | 01-072-2127 | ✓ | ✓ | ✓ | ✓ |
| Boggsite | 046-1350 | ✓ | |||
| Calcite | 01-072-1937 | ✓ | ✓ | ✓ | ✓ |
| Calcium Silicate Hydrate | 014-0035 | ✓ | ✓ | ||
| Calcium Silicate Hydrate | 011-0507 | ✓ | ✓ | ||
| Cancrinite | 046-1332 | ✓ | |||
| Dolomite | 01-079-1342 | ✓ | ✓ | ✓ | ✓ |
| Franzinite | 030-1170 | ✓ | |||
| Gaylussite | 01-074-1235 | ✓ | ✓ | ✓ | ✓ |
| Gehlenite | 01-079-2422 | ✓ | ✓ | ✓ | ✓ |
| Kanemite | 025-1309 | ✓ | ✓ | ||
| Quartz | 01-083-0539 | ✓ | ✓ | ✓ | ✓ |
| Metavauxite | 01-073-2346 | ✓ | |||
| Microcline | 01-076-0918 | ✓ | ✓ | ✓ | |
| Muscovite | 01-077-2255 | ✓ | ✓ | ✓ | |
| Pirssonite | 01-070-2405 | ✓ | ✓ | ✓ | ✓ |
| Sample | Ba | As | Cd | Cr | Cu | Hg | Mo | Pb | Ni | Sb | Zn |
|---|---|---|---|---|---|---|---|---|---|---|---|
| WBA | 0.25 | 0.23 | <0.01 | 0.17 | 0.69 | 0.01 | 0.33 | 0.01 | 0.11 | 0.27 | 0.12 |
| AAC-WBA-25 °C | 0.44 | 1.84 | <0.01 | 0.41 | 0.59 | 0.01 | 0.25 | 0.34 | 0.07 | 3.90 | 0.62 |
| AAC-WBA-45 °C | 0.46 | 2.07 | <0.01 | 0.37 | 0.57 | 0.01 | 0.26 | 0.29 | 0.06 | 4.63 | 0.41 |
| AAC-WBA-65 °C | 0.52 | 2.85 | <0.01 | 0.43 | 0.64 | <0.01 | 0.34 | 0.35 | 0.06 | 6.20 | 0.55 |
| AAC-WBA-85 °C | 0.39 | 1.25 | <0.01 | 0.73 | 0.85 | <0.01 | 0.16 | 0.49 | 0.07 | 4.32 | 1.00 |
| 1 Inert Waste | 20 | 0.5 | 0.04 | 0.5 | 2 | 0.01 | 0.5 | 0.5 | 0.4 | 0.06 | 4 |
| 1 Non-hazardous waste | 100 | 2 | 1 | 10 | 50 | 0.2 | 10 | 10 | 10 | 0.7 | 50 |
| 1 Hazardous waste | 300 | 25 | 5 | 70 | 100 | 2 | 30 | 50 | 40 | 5 | 200 |
| Curing Time | Ba | As | Cd | Cr | Cu | Hg | Mo | Pb | Ni | Sb | Zn |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 28 days | 0.52 | 2.85 | <0.01 | 0.43 | 0.64 | <0.01 | 0.34 | 0.35 | 0.06 | 6.20 | 0.55 |
| 105 days | 0.30 | 2.20 | 0.02 | 0.20 | 0.41 | <0.01 | 0.32 | 0.22 | 0.02 | 1.01 | 0.23 |
| AA-WBA-65 °C (Inside Sealed Plastic Bag) | AA-WBA-65 °C-CC (Climatic Chamber; 95 ± 2% RH) | |
|---|---|---|
| Relative density (g·cm−3) | 2.35 | 2.21 |
| Apparent density (g·cm−3) | 1.86 | 1.68 |
| Porosity (%) | 21.00 | 24.23 |
| Ba | As | Cd | Cr | Cu | Mo | Pb | Ni | Sb | Zn | |
|---|---|---|---|---|---|---|---|---|---|---|
| AA-WBA-65 °C (sealed plastic bag) | 0.52 | 2.85 | <0.01 | 0.43 | 0.64 | 0.34 | 0.35 | 0.06 | 6.20 | 0.55 |
| AA-WBA-65 °C-CC (climatic chamber) | 1.60 | 4.62 | 0.20 | 0.48 | 0.86 | 0.66 | 0.73 | 0.31 | 4.39 | 0.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tortora, P.C.D.; Maldonado-Alameda, A.; Mañosa, J.; Quintero-Payan, A.C.; Leonelli, C.; Lancellotti, I.; Chimenos, J.M. Effect of Temperature and Humidity on the Synthesis of Alkali-Activated Binders Based on Bottom Ash from Municipal Waste Incineration. Sustainability 2022, 14, 1848. https://doi.org/10.3390/su14031848
Tortora PCD, Maldonado-Alameda A, Mañosa J, Quintero-Payan AC, Leonelli C, Lancellotti I, Chimenos JM. Effect of Temperature and Humidity on the Synthesis of Alkali-Activated Binders Based on Bottom Ash from Municipal Waste Incineration. Sustainability. 2022; 14(3):1848. https://doi.org/10.3390/su14031848
Chicago/Turabian StyleTortora, Pietro C. D., Alex Maldonado-Alameda, Jofre Mañosa, Alex C. Quintero-Payan, Cristina Leonelli, Isabella Lancellotti, and Josep M. Chimenos. 2022. "Effect of Temperature and Humidity on the Synthesis of Alkali-Activated Binders Based on Bottom Ash from Municipal Waste Incineration" Sustainability 14, no. 3: 1848. https://doi.org/10.3390/su14031848
APA StyleTortora, P. C. D., Maldonado-Alameda, A., Mañosa, J., Quintero-Payan, A. C., Leonelli, C., Lancellotti, I., & Chimenos, J. M. (2022). Effect of Temperature and Humidity on the Synthesis of Alkali-Activated Binders Based on Bottom Ash from Municipal Waste Incineration. Sustainability, 14(3), 1848. https://doi.org/10.3390/su14031848