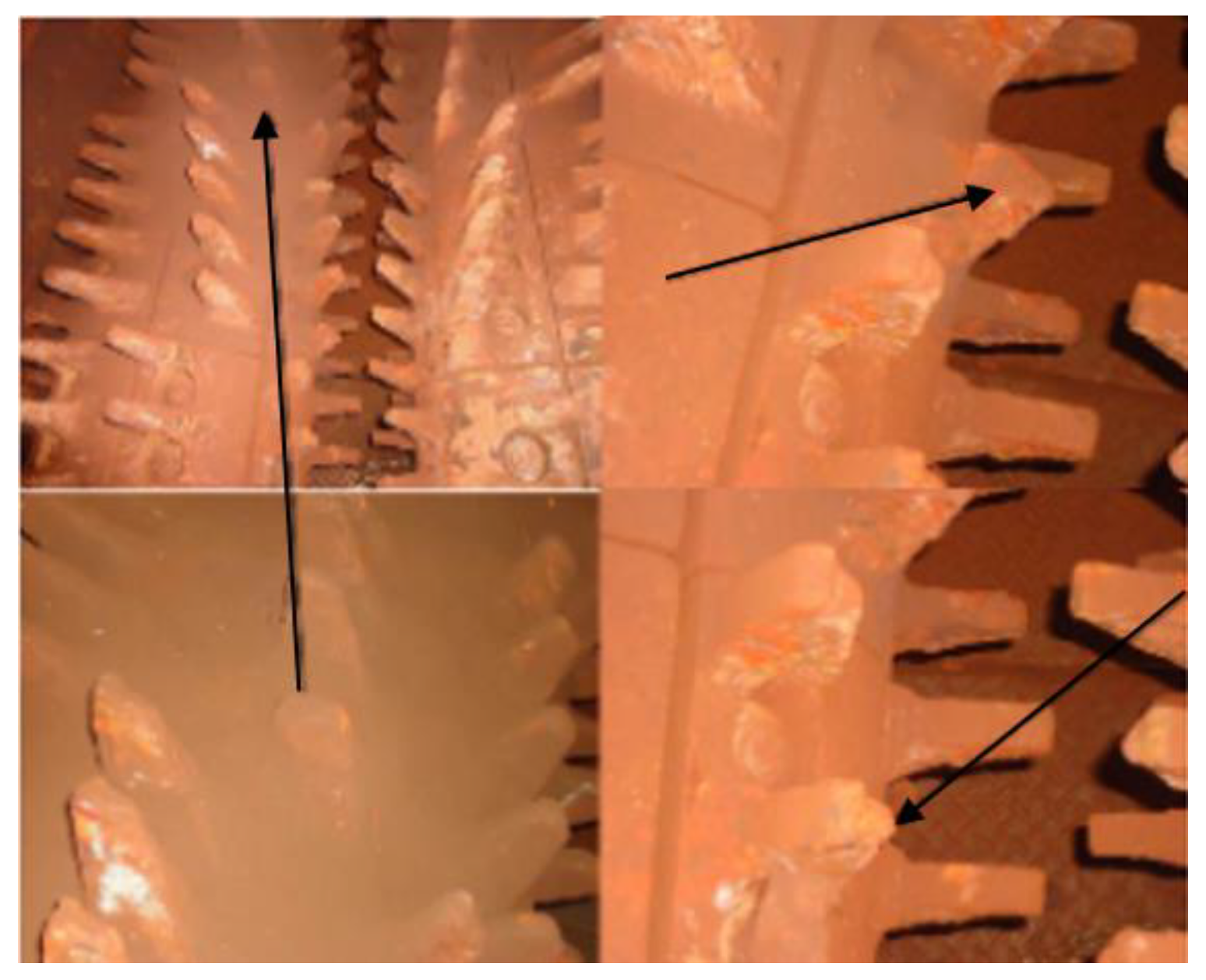
Figure 1.
Worn-out blade endings and pick holders of a milling cutting head.
Figure 1.
Worn-out blade endings and pick holders of a milling cutting head.
Figure 2.
Examples of worn-out conical picks.
Figure 2.
Examples of worn-out conical picks.
Figure 3.
Example of a worn-out chute of a scraper conveyor [
10].
Figure 3.
Example of a worn-out chute of a scraper conveyor [
10].
Figure 4.
Example of worn and snapped teeth of a roller crusher [
11].
Figure 4.
Example of worn and snapped teeth of a roller crusher [
11].
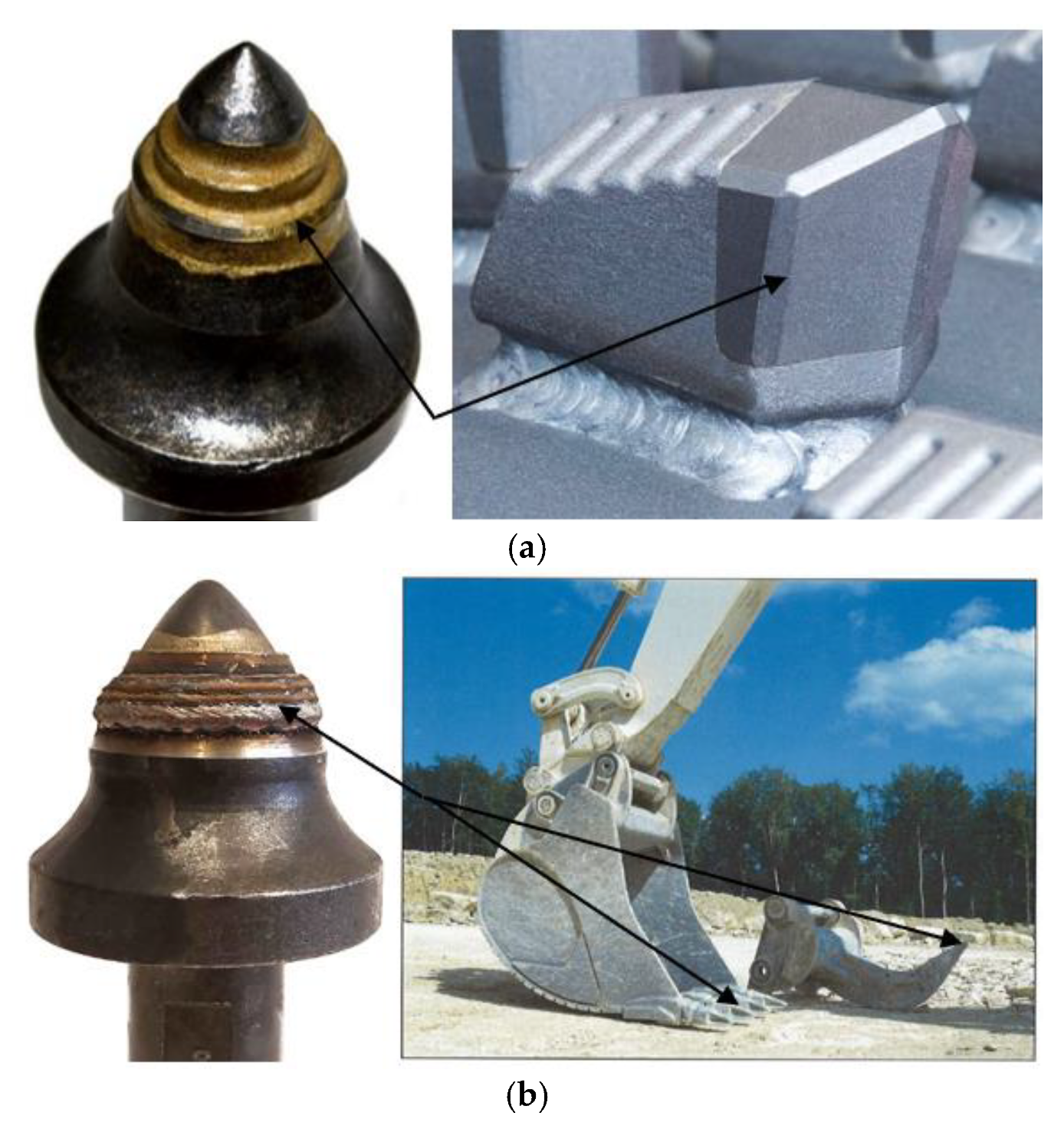
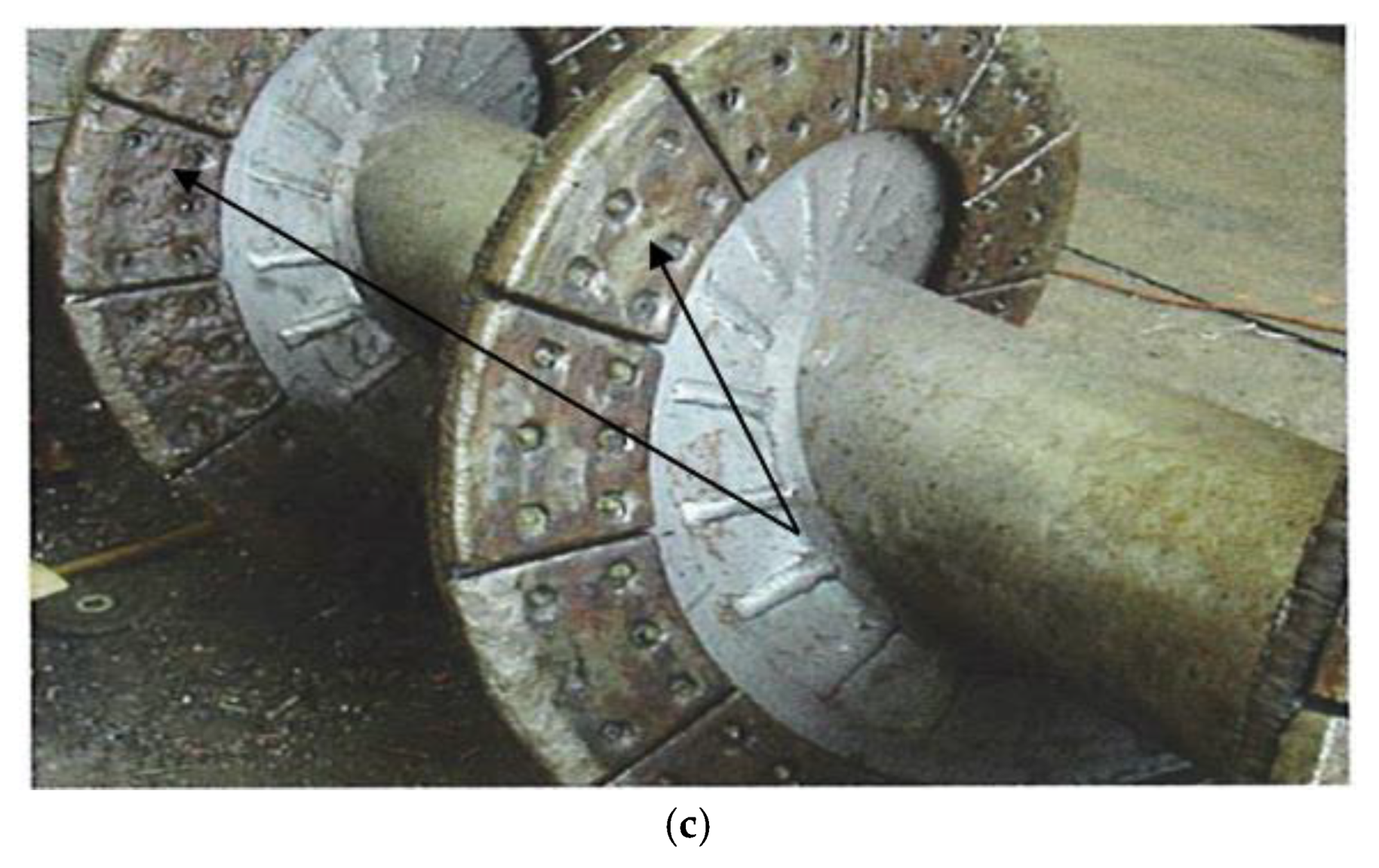
Figure 5.
Machine parts with abrasion-resistant coatings: (
a) tungsten carbide coating, (
b) hardfacing, and (
c) composite plates [
20,
21,
22].
Figure 5.
Machine parts with abrasion-resistant coatings: (
a) tungsten carbide coating, (
b) hardfacing, and (
c) composite plates [
20,
21,
22].
Figure 6.
Mining cutting picks: (a) tangent, (b) radial, and (c) conical.
Figure 6.
Mining cutting picks: (a) tangent, (b) radial, and (c) conical.
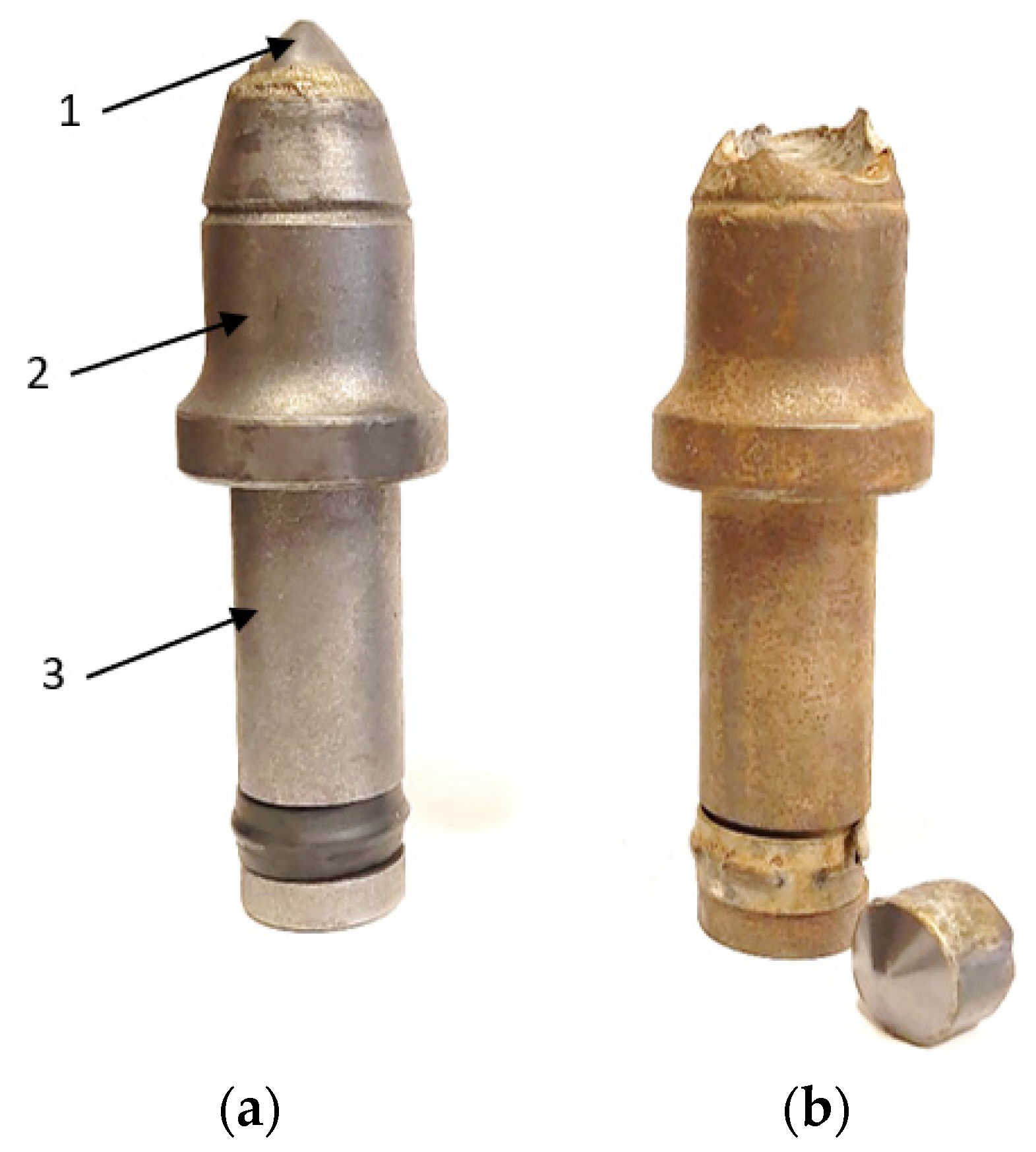
Figure 7.
Conical pick: (a). brand new: 1—WC-Co insert, 2—working part, 3—handle part, and (b). worn out example with fallen off WC-Co insert.
Figure 7.
Conical pick: (a). brand new: 1—WC-Co insert, 2—working part, 3—handle part, and (b). worn out example with fallen off WC-Co insert.
Figure 8.
Conical picks with hardfaced working surface.
Figure 8.
Conical picks with hardfaced working surface.
Figure 9.
Set of N1 picks before testing.
Figure 9.
Set of N1 picks before testing.
Figure 10.
Set of N2 picks before testing.
Figure 10.
Set of N2 picks before testing.
Figure 11.
Set of N3 picks before testing.
Figure 11.
Set of N3 picks before testing.
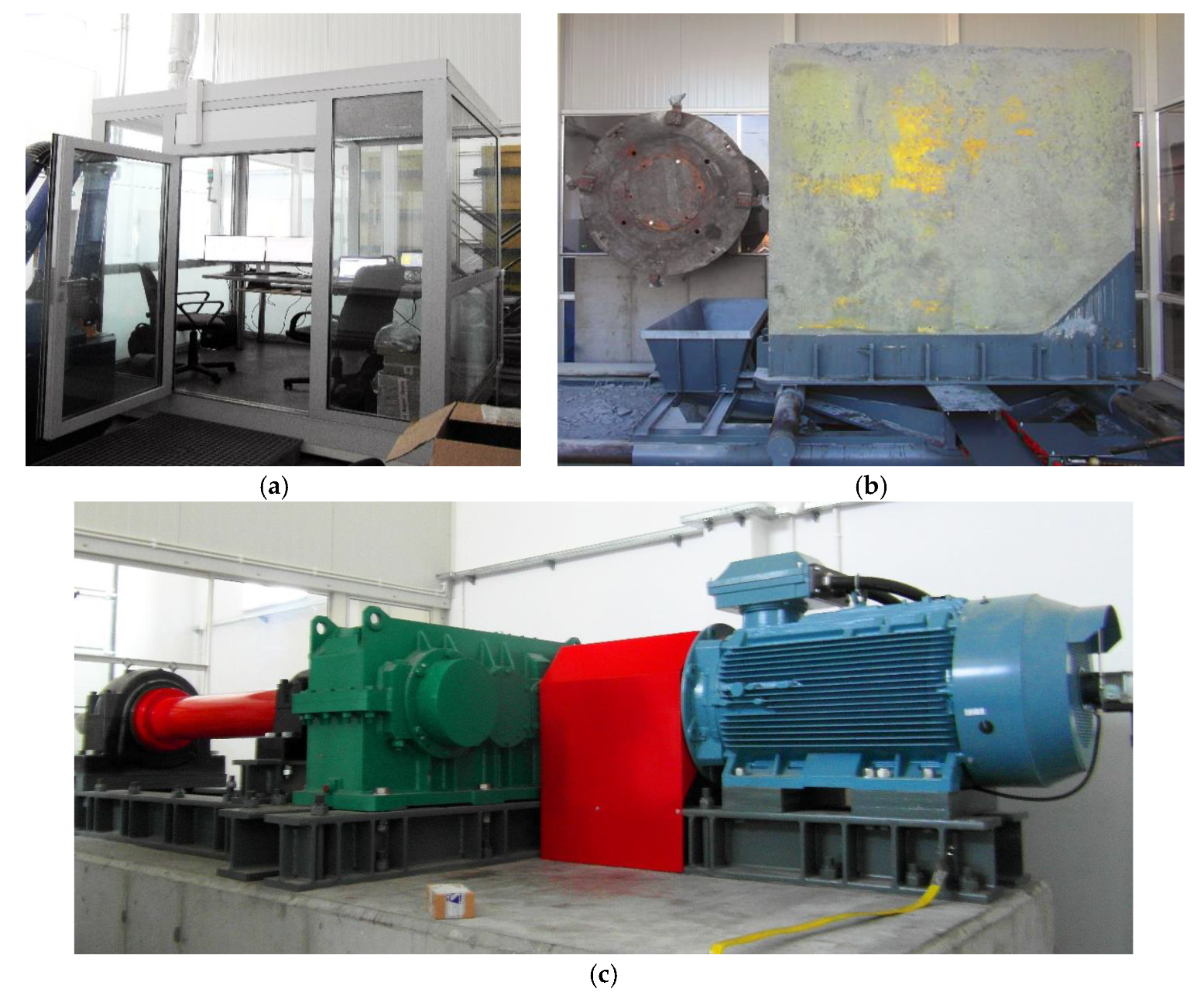
Figure 12.
Laboratory test stand for testing by cutting or rotary drilling with single cutting tools or heads: (a) operator’s cab, (b) concrete sample with linear displacement system, and (c) cutting head (test disc) drive.
Figure 12.
Laboratory test stand for testing by cutting or rotary drilling with single cutting tools or heads: (a) operator’s cab, (b) concrete sample with linear displacement system, and (c) cutting head (test disc) drive.
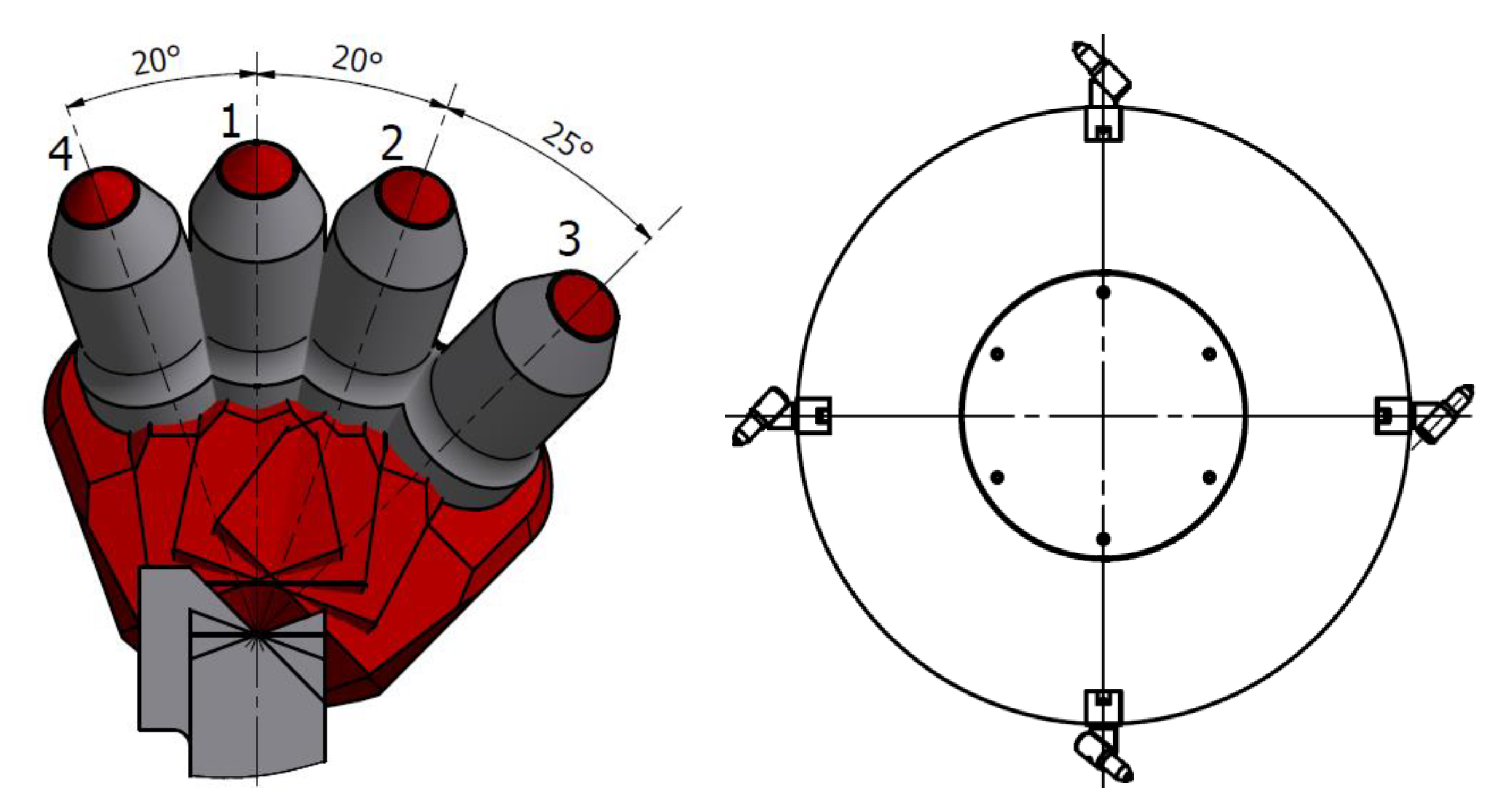
Figure 13.
Diagram of the applied pick set with the marking of picks’ numbers [
33].
Figure 13.
Diagram of the applied pick set with the marking of picks’ numbers [
33].
Figure 14.
Schematic of the algorithm used to estimate the C2 parameter.
Figure 14.
Schematic of the algorithm used to estimate the C2 parameter.
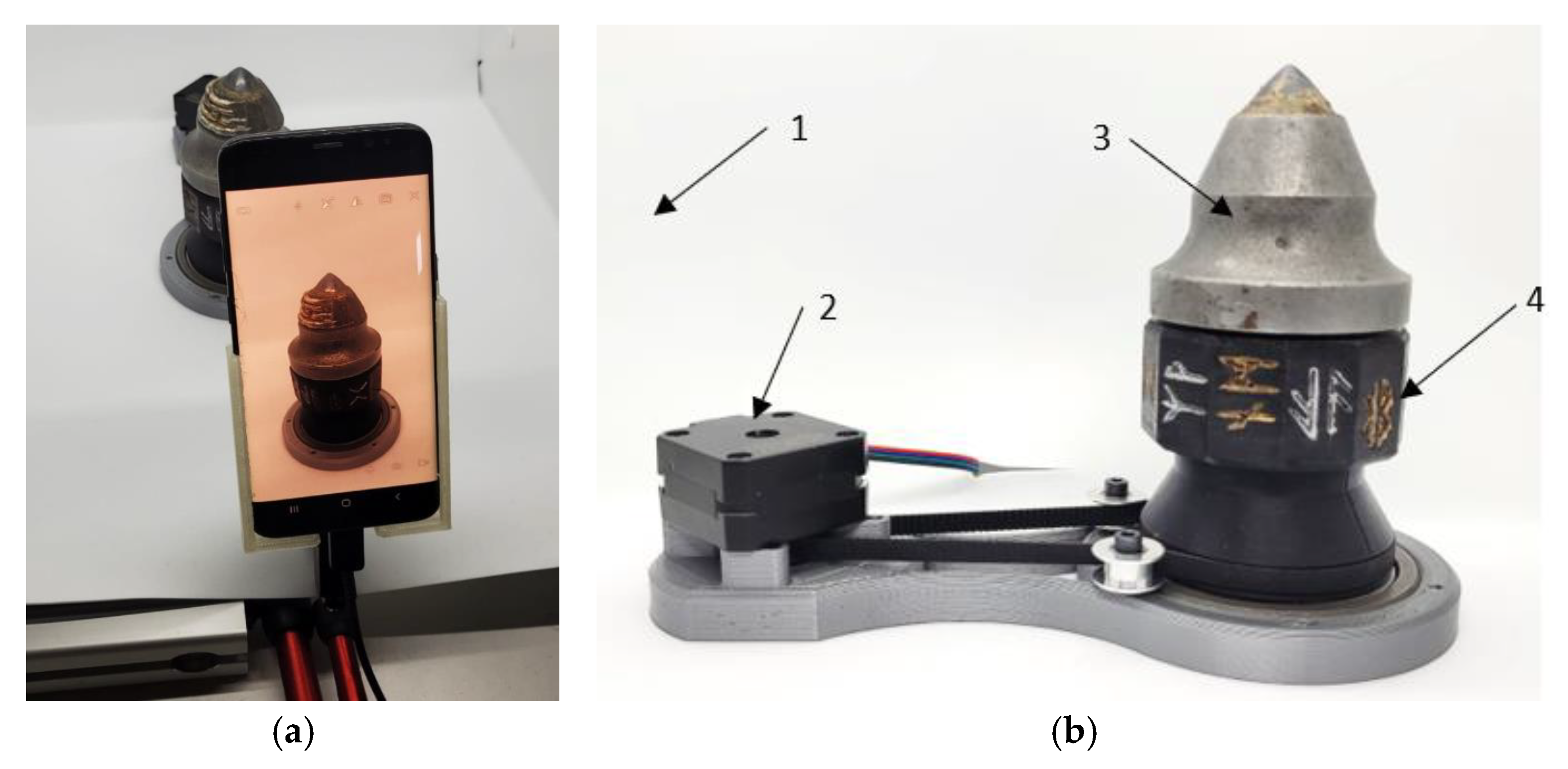
Figure 15.
A view of the scanning setup: (a) alignment of the camera with respect to the scanned object and photography tent, and (b) detailed view of the setup: 1—tent’s background, 2—digitally controlled turntable, 3—scanned tool, 4—additional markers.
Figure 15.
A view of the scanning setup: (a) alignment of the camera with respect to the scanned object and photography tent, and (b) detailed view of the setup: 1—tent’s background, 2—digitally controlled turntable, 3—scanned tool, 4—additional markers.
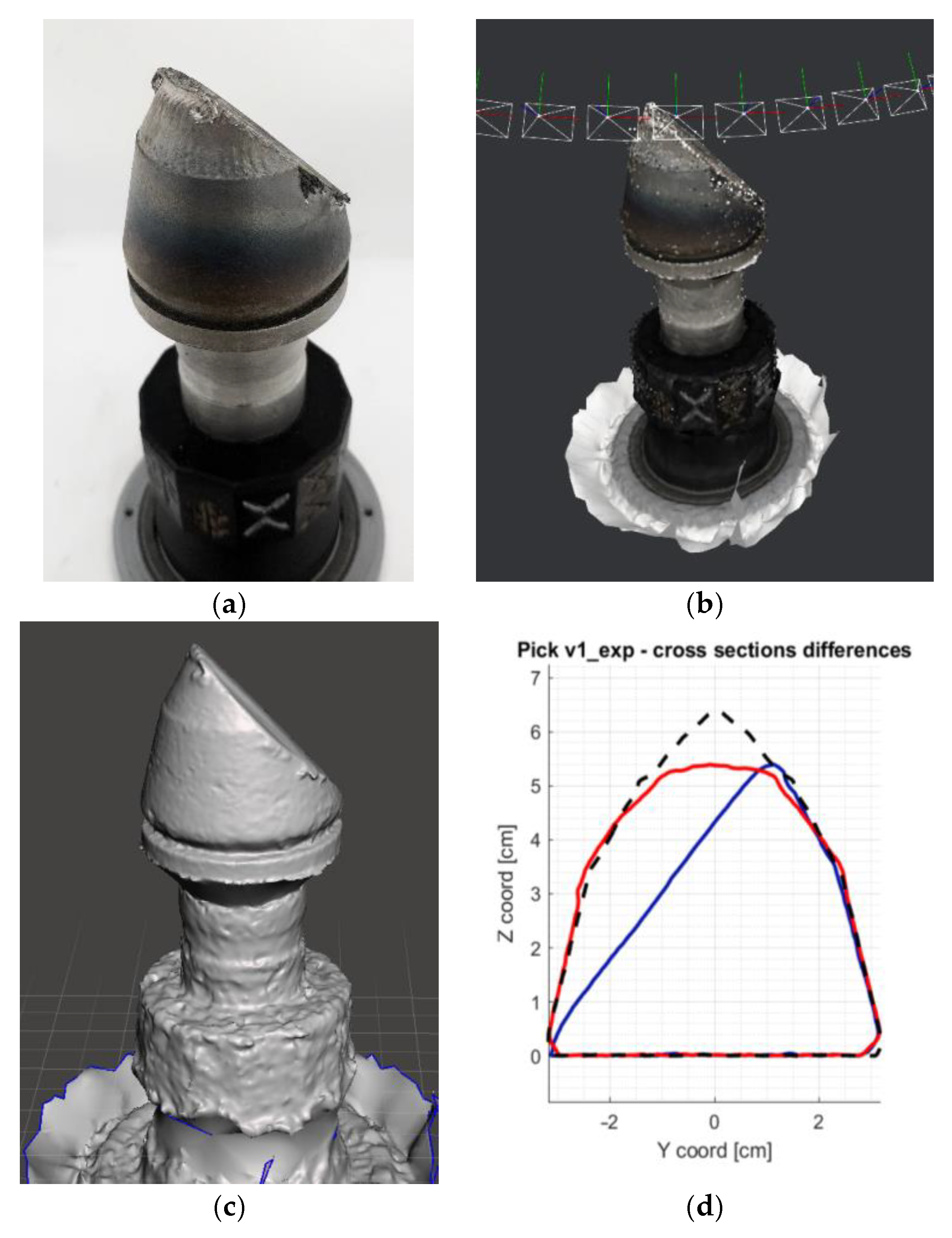
Figure 16.
Schematic of consecutive steps of conical pick geometry capture: (a) exemplary 2D image of the scanned tool, (b) reconstructed 3D model with texture (white rectangles correspond with camera position), (c) stereolitographic model with minor filtering applied, and (d) view of maximal (red) and minimal (blue) cross-sectional projection compared to the uniform cross-section of the template tool (dashed line).
Figure 16.
Schematic of consecutive steps of conical pick geometry capture: (a) exemplary 2D image of the scanned tool, (b) reconstructed 3D model with texture (white rectangles correspond with camera position), (c) stereolitographic model with minor filtering applied, and (d) view of maximal (red) and minimal (blue) cross-sectional projection compared to the uniform cross-section of the template tool (dashed line).
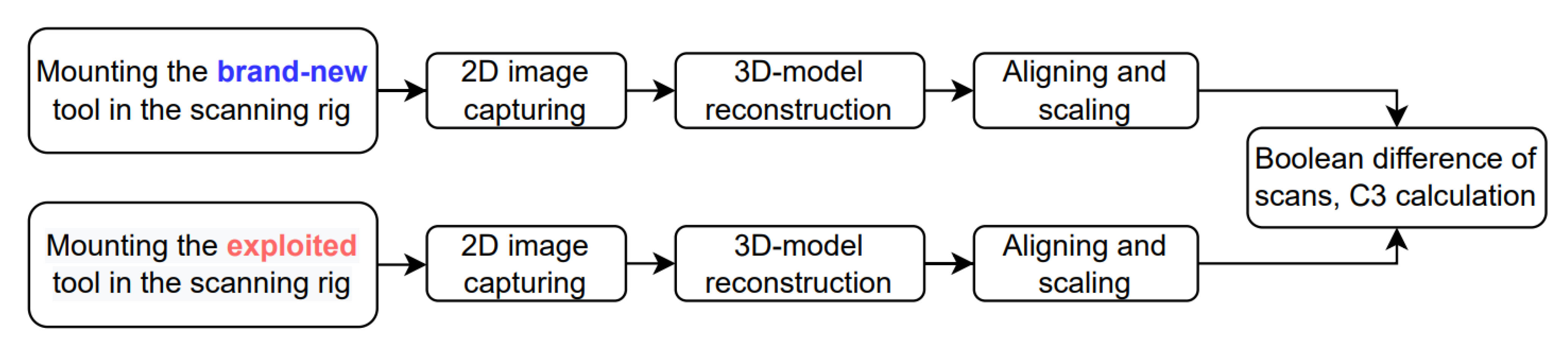
Figure 17.
Schematic of the algorithm used to estimate the volumes of conical picks before and after exploitation and compare their difference.
Figure 17.
Schematic of the algorithm used to estimate the volumes of conical picks before and after exploitation and compare their difference.
Figure 18.
Set of de-mounted, exploited N1 conical picks, prepared for mass and volume measurements.
Figure 18.
Set of de-mounted, exploited N1 conical picks, prepared for mass and volume measurements.
Figure 19.
Set of de-mounted, exploited N2 conical picks, prepared for mass and volume measurements.
Figure 19.
Set of de-mounted, exploited N2 conical picks, prepared for mass and volume measurements.
Figure 20.
Set of de-mounted, exploited N3 conical picks, prepared for mass and volume measurements.
Figure 20.
Set of de-mounted, exploited N3 conical picks, prepared for mass and volume measurements.
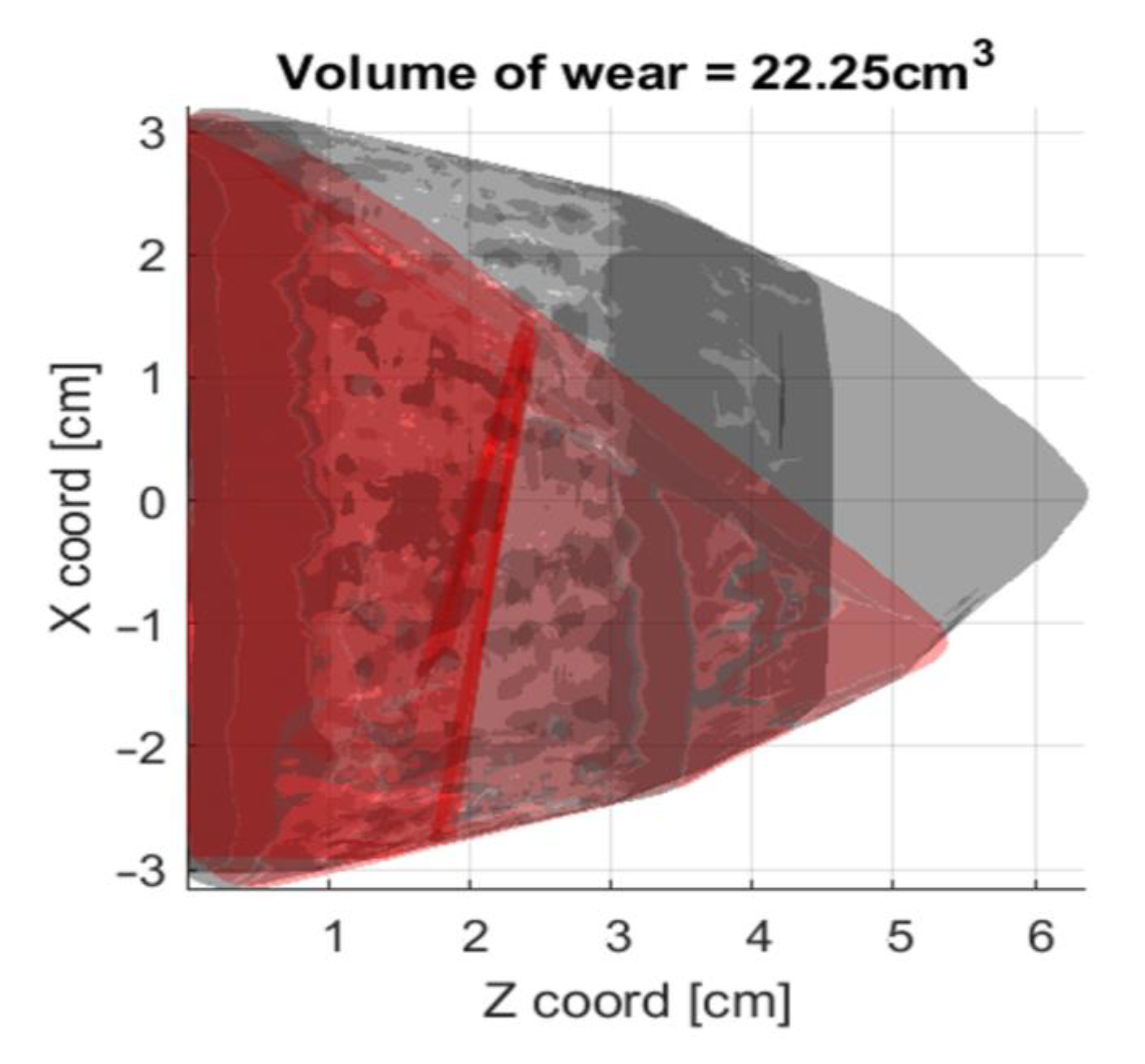
Figure 21.
Exemplary result fromf measurement of the volumetric loss of N1 pick (position 1). The grey outline refers to the brand-new tool scan, the red one shows the minimal cross-section of the particular tool.
Figure 21.
Exemplary result fromf measurement of the volumetric loss of N1 pick (position 1). The grey outline refers to the brand-new tool scan, the red one shows the minimal cross-section of the particular tool.
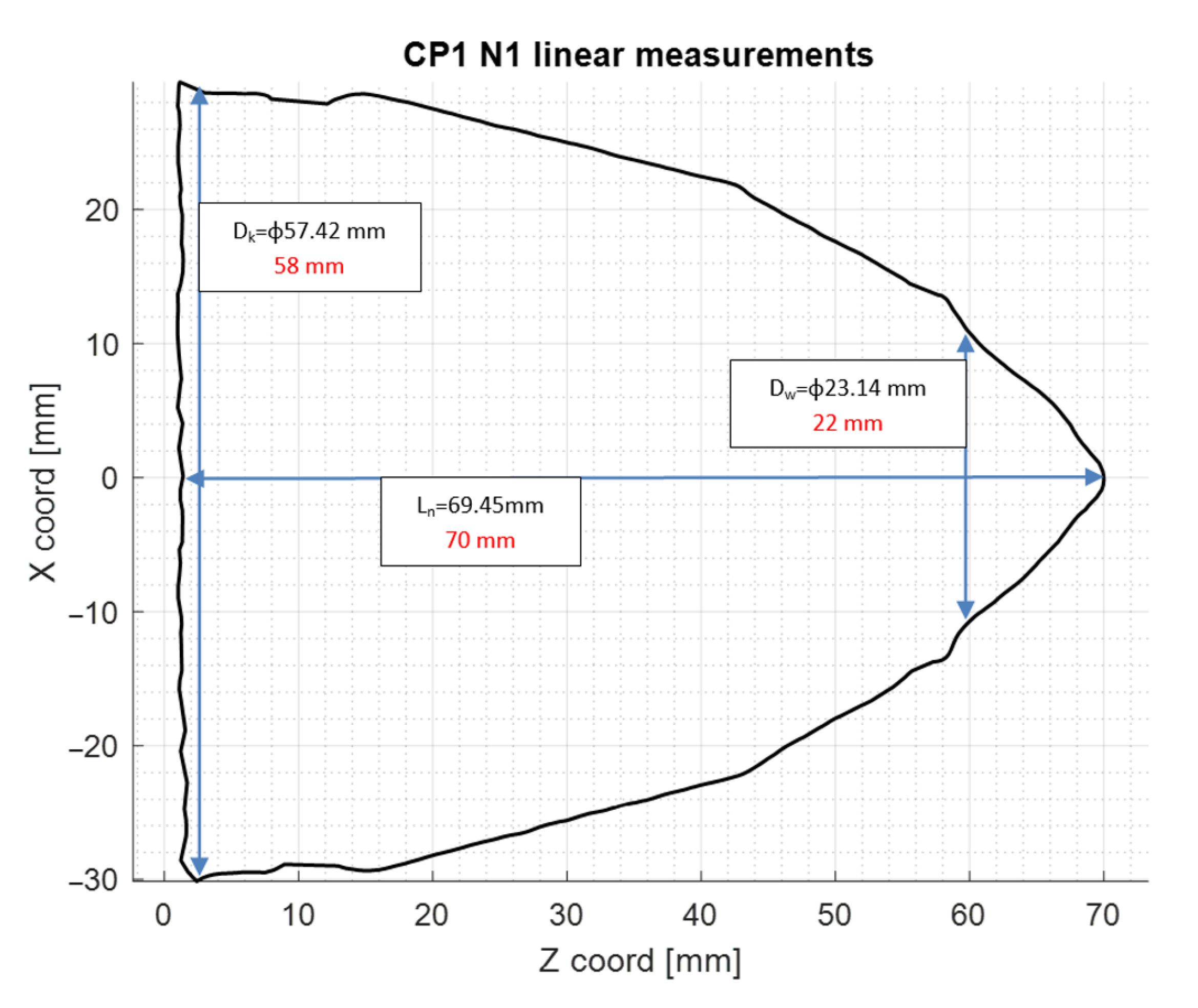
Figure 22.
Averaged cross-sectional dimensions of the scanned N1 (position 1) pick. The black dimensions refer to the virtual measurement of the scan, and the red dimensions refer to the manually measured values.
Figure 22.
Averaged cross-sectional dimensions of the scanned N1 (position 1) pick. The black dimensions refer to the virtual measurement of the scan, and the red dimensions refer to the manually measured values.
Table 1.
A comparison table of the measured and calculated C2 values for the N1 set of tools.
Table 1.
A comparison table of the measured and calculated C2 values for the N1 set of tools.
| Pick N1 | Initial Volume of Mineral Sample Vw = 5 × 106 cm3 |
|---|
| Lp. | Position on the Test Disc | Manufacturer’s Description | Mass of the Pick | Tool’s Mass Loss Δm = m − mp [g] | Cut Output Vu [cm3] | C2 [–] |
|---|
| Before Test m [g] | After Test mp [g] |
|---|
| 1 | 1 | - | 1534.59 | 1335.18 | 199.41 | 12 × 103 | 54.14 |
| 2 | 2 | - | 1533.80 | 1348.44 | 185.36 | 50.35 |
| 3 | 3 | - | 1527.27 | 1524.15 | 3.12 | 0.85 |
| 4 | 4 | - | 1539.10 | 1520.24 | 18.86 | 5.11 |
| Mean value of relative mass loss of pick C2: | C2: 27.61 |
Table 2.
A comparison table of the measured and calculated C2 values for the N2 set of tools.
Table 2.
A comparison table of the measured and calculated C2 values for the N2 set of tools.
| Pick N2 | Initial Volume of Mineral Sample Vw = 5 × 106 cm3 |
|---|
| Lp. | Position on the Test Disc | Manufacturer’s Description | Mass of the Pick | Tool’s Mass Loss Δm = m − mp [g] | Cut Output Vu [cm3] | C2 [–] |
|---|
| Before Test m [g] | After Test mp [g] |
|---|
| 1 | 1 | - | 1543.70 | 1335.18 | 208.52 | 12 × 103 | 56.28 |
| 2 | 2 | - | 1552.71 | 1328.08 | 224.63 | 60.28 |
| 3 | 3 | - | 1552.60 | 1531.80 | 20.80 | 5.58 |
| 4 | 4 | - | 1548.64 | 1397.61 | 151.03 | 40.64 |
| Mean value of relative mass loss of pick C2: | C2: 40.70 |
Table 3.
A comparison table of the measured and calculated C2 values for the N3 set of tools.
Table 3.
A comparison table of the measured and calculated C2 values for the N3 set of tools.
| Pick N3 | Initial Volume of Mineral Sample Vw = 5 × 106 cm3 |
|---|
| Lp. | Position on the Test Disc | Manufacturer’s Description | Mass of the Pick | Tool’s Mass Loss Δm = m − mp [g] | Cut Output Vu [cm3] | C2 [–] |
|---|
| Before Test m [g] | After Test mp [g] |
|---|
| 1 | 1 | - | 1381.42 | 1193.46 | 187.96 | 9 × 103 | 74.57 |
| 2 | 2 | - | 1380.98 | 1255.93 | 125.05 | 49.65 |
| 3 | 3 | - | 1382.53 | 1381.18 | 1.35 | 0.54 |
| 4 | 4 | - | 1383.46 | 1345.33 | 38.13 | 15.11 |
| Mean value of relative mass loss of pick C2: | C2: 34.97 |
Table 4.
A comparison table for the mean values of the C2 parameter for N1, N2, and N3 tools.
Table 4.
A comparison table for the mean values of the C2 parameter for N1, N2, and N3 tools.
| Lp. | Position on the Test Disc | Pick N1 | Pick N2 | Pick N3 |
|---|
| 1 | 1 | 54.14 | 56.28 | 74.60 |
| 2 | 2 | 50.35 | 60.28 | 49.65 |
| 3 | 3 | 0.85 | 5.58 | 0.54 |
| 4 | 4 | 5.11 | 40.64 | 15.11 |
| Mean C2 | 27.61 | 40.70 | 34.97 |
Table 5.
A comparison table of the measured and calculated C3 values for the N1 set of tools.
Table 5.
A comparison table of the measured and calculated C3 values for the N1 set of tools.
| Pick N1 | Initial Volume of Mineral Sample Vw = 5 × 106 cm3 |
|---|
| Lp. | Position on the Test Disc | Manufacturer’s Description | Pick Volume | Volumetric loss ΔV = V − Vp [cm3] | Cut Output Vu [cm3] | C3 [–] |
|---|
| Before Test V [cm3] | After Test Vp [cm3] |
|---|
| 1 | 1 | - | 110.39 | 88.14 | 22.25 | 12 × 103 | 84.00 |
| 2 | 2 | - | 117.98 | 92.57 | 25.41 | 89.70 |
| 3 | 3 | - | 108.77 | 108.77 | 0 | 0 |
| 4 | 4 | - | 116.74 | 113.22 | 3.52 | 12.60 |
| Mean value of relative volumetric loss of pick C3: | C3: 46.60 |
Table 6.
A comparison table of the measured and calculated C3 values for the N2 set of tools.
Table 6.
A comparison table of the measured and calculated C3 values for the N2 set of tools.
| Pick N2 | Initial Volume of Mineral Sample Vw = 5 × 106 cm3 |
|---|
| Lp. | Position on the Test Disc | Manufacturer’s Description | Pick Volume | Volumetric Loss ΔV = V − Vp [cm3] | Cut output Vu [cm3] | C3 [–] |
|---|
| Before Test V [cm3] | After Test Vp [cm3] |
|---|
| 1 | 1 | - | 117.89 | 87.97 | 29.92 | 12 × 103 | 105.70 |
| 2 | 2 | - | 113.08 | 82.90 | 30.18 | 111.20 |
| 3 | 3 | - | 118.55 | 107.36 | 11.19 | 39.30 |
| 4 | 4 | - | 113.50 | 93.11 | 17.96 | 74.80 |
| Mean value of relative volumetric loss of pick C3: | C3: 82.80 |
Table 7.
A comparison table of the measured and calculated C3 values for the N3 set of tools.
Table 7.
A comparison table of the measured and calculated C3 values for the N3 set of tools.
| Pick N3 | Initial Volume of Mineral Sample Vw = 5 × 106 cm3 |
|---|
| Lp. | Position on the Test Disc | Manufacturer’s Description | Pick volume | Volumetric Loss ΔV = V − Vp [cm3] | Cut Output Vu [cm3] | C3 [–] |
|---|
| Before Test V [cm3] | After Test Vp [cm3] |
|---|
| 1 | 1 | - | 71.22 | 48.07 | 23.15 | 9 × 103 | 180.60 |
| 2 | 2 | - | 73.94 | 60.62 | 13.32 | 100.10 |
| 3 | 3 | - | 69.11 | 69.11 | 0 | 0 |
| 4 | 4 | - | 73.39 | 66.09 | 7.31 | 55.30 |
| Mean value of relative volumetric loss of pick C3: | C3: 84.00 |
Table 8.
A comparison table for the mean values of the C3 parameter for the N1, N2, and N3 tools.
Table 8.
A comparison table for the mean values of the C3 parameter for the N1, N2, and N3 tools.
| Lp. | Position On The Test Disc | Pick N1 | Pick N2 | Pick N3 |
|---|
| 1 | 1 | 84.0 | 105.70 | 180.60 |
| 2 | 2 | 89.7 | 111.20 | 100.10 |
| 3 | 3 | 0 | 39.30 | 0 |
| 4 | 4 | 12.60 | 74.80 | 55.30 |
| Mean C3 | 46.60 | 82.80 | 84.00 |
Table 9.
A comparison table of mean values of the C2 and C3 parameters for each tool of the N1, N2, and N3 set.
Table 9.
A comparison table of mean values of the C2 and C3 parameters for each tool of the N1, N2, and N3 set.
| Lp. | Position on the Test Disk | Pick N1 | Pick N2 | Pick N3 |
|---|
| C2
| C3
| C2
| C3
| C2
| C3
|
|---|
| 1 | 1 | 54.14 | 84.00 | 56.28 | 105.70 | 74.60 | 180.60 |
| 2 | 2 | 50.35 | 89.70 | 60.28 | 111.20 | 49.65 | 100.10 |
| 3 | 3 | 0.85 | 0 | 5.58 | 39.30 | 0.54 | 0 |
| 4 | 4 | 5.10 | 12.60 | 40.64 | 74.80 | 15.11 | 55.30 |
| Mean | 27.61 | 46.60 | 40.70 | 82.80 | 34.97 | 84.00 |
Table 10.
A comparison table of mean values of the selected diameters and working parts’ heights of N1, N2, and N3 pick.
Table 10.
A comparison table of mean values of the selected diameters and working parts’ heights of N1, N2, and N3 pick.
| Pick Dimension | Pick N1 | Pick N2 | Pick N3 |
|---|
| Manual Measurement | Scan Measurement | Difference | Manual Measurement | Scan Measurement | Difference | Manual Measurement | Scan Measurement | Difference |
|---|
| Ln | 70.00 | 69.45 | −0.55 | 70.00 | 69.12 | −0.88 | 65.00 | 63.98 | −1.02 |
| Dk | 58.00 | 57.42 | −0.58 | 58.00 | 57.07 | −0.93 | 65.00 | 64.21 | −0.79 |
| Dw | 22.00 | 23.14 | +1.14 | 22.00 | 22.85 | +0.85 | 25.00 | 25.81 | +0.81 |



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}