
Energy Efficiency and Environmental Benefits of Waste Heat Recovery Technologies in Fishmeal Production Plants: A Case Study in Vietnam

 , ,
, ,  ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Case Study Selection in Vietnam
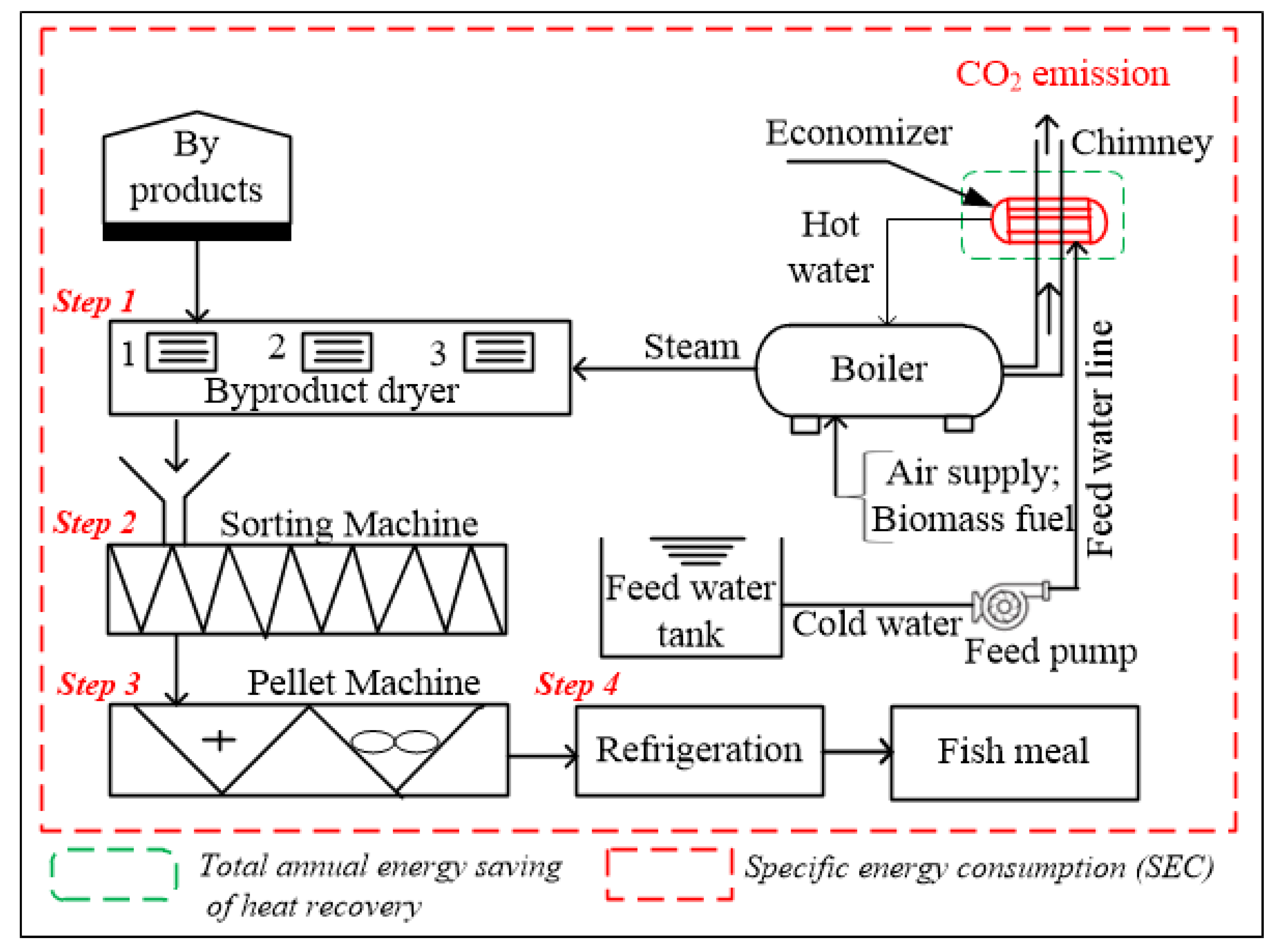
2.2. Description of the FMP Process
2.3. Implementation of Boiler and Waste Heat Recovery Technologies
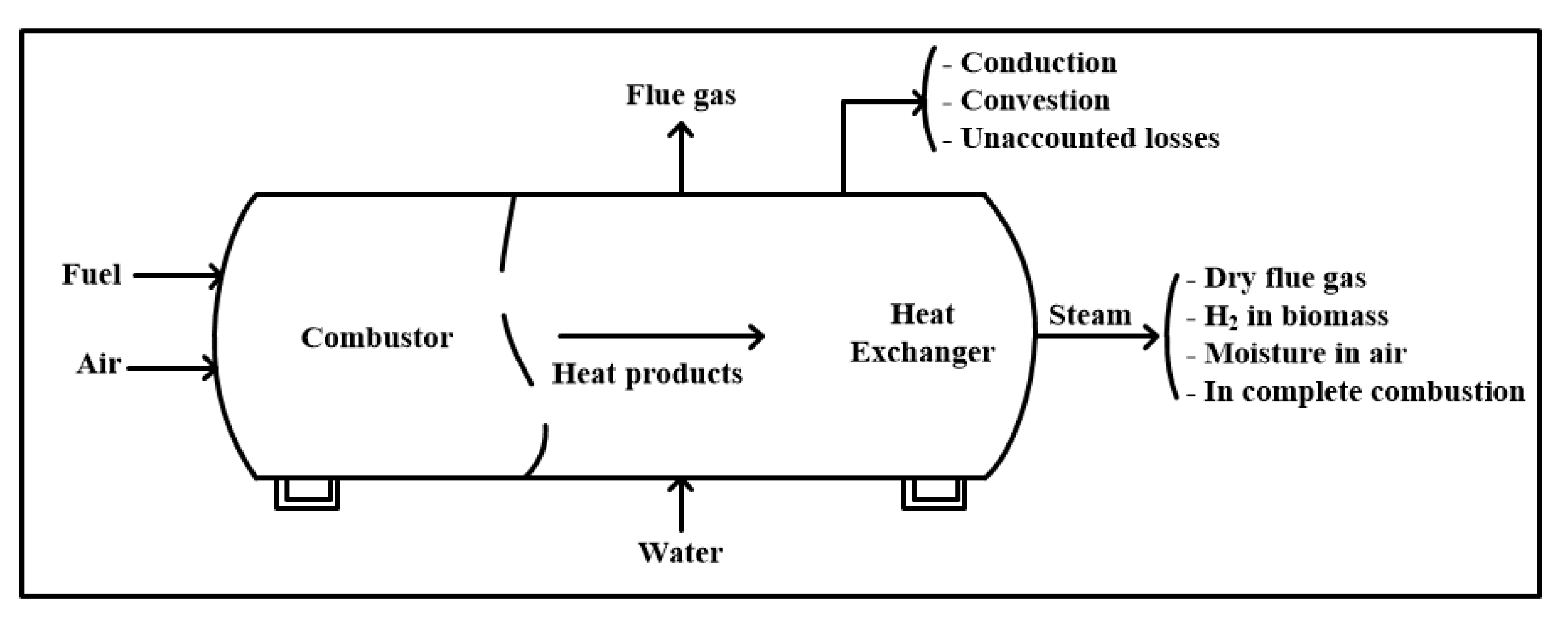
2.3.1. Boiler Technology
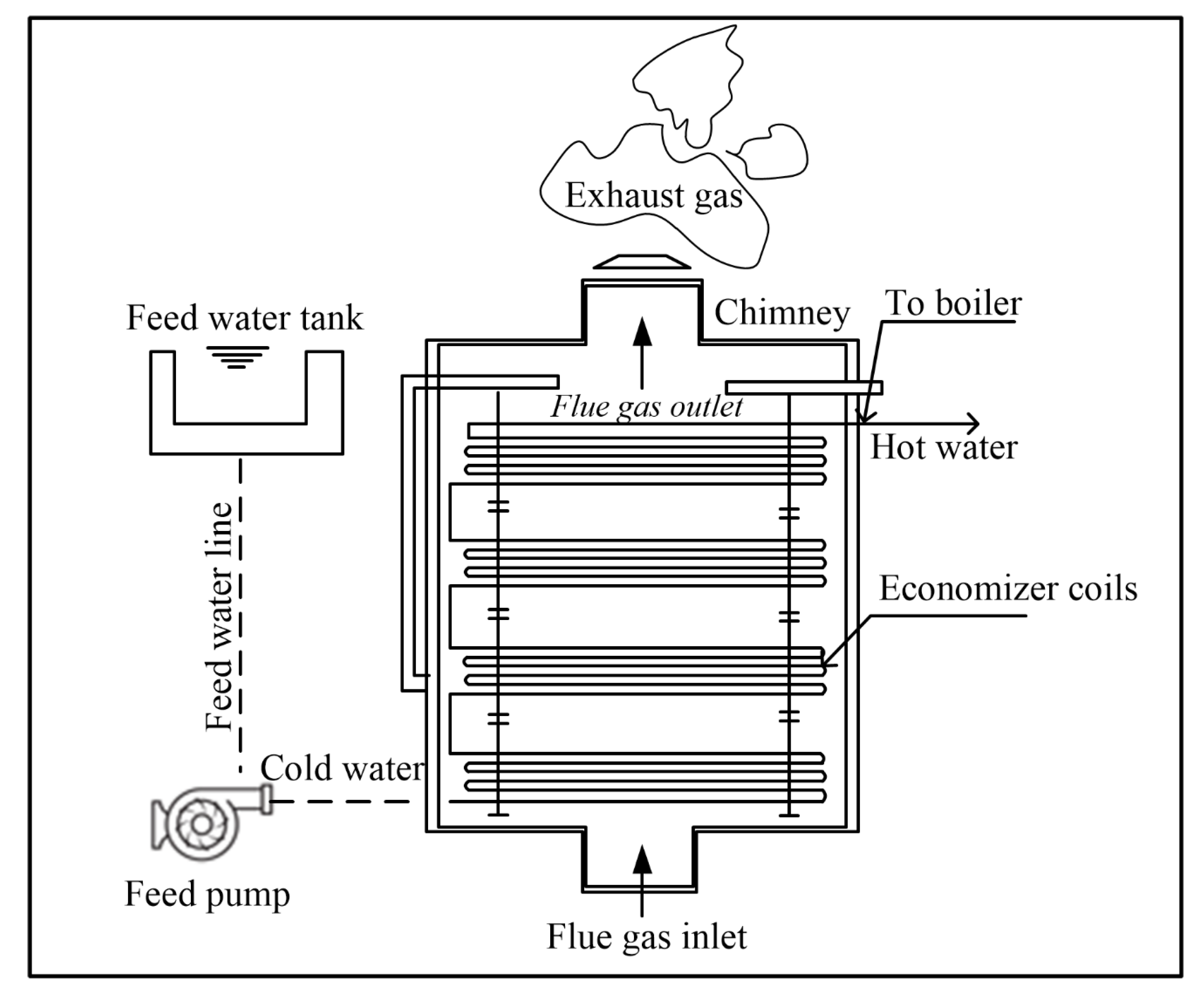
2.3.2. Waste Heat Recovery Technologies
2.4. Data Collection and Analysis
2.4.1. Data Collection
2.4.2. Data Analysis
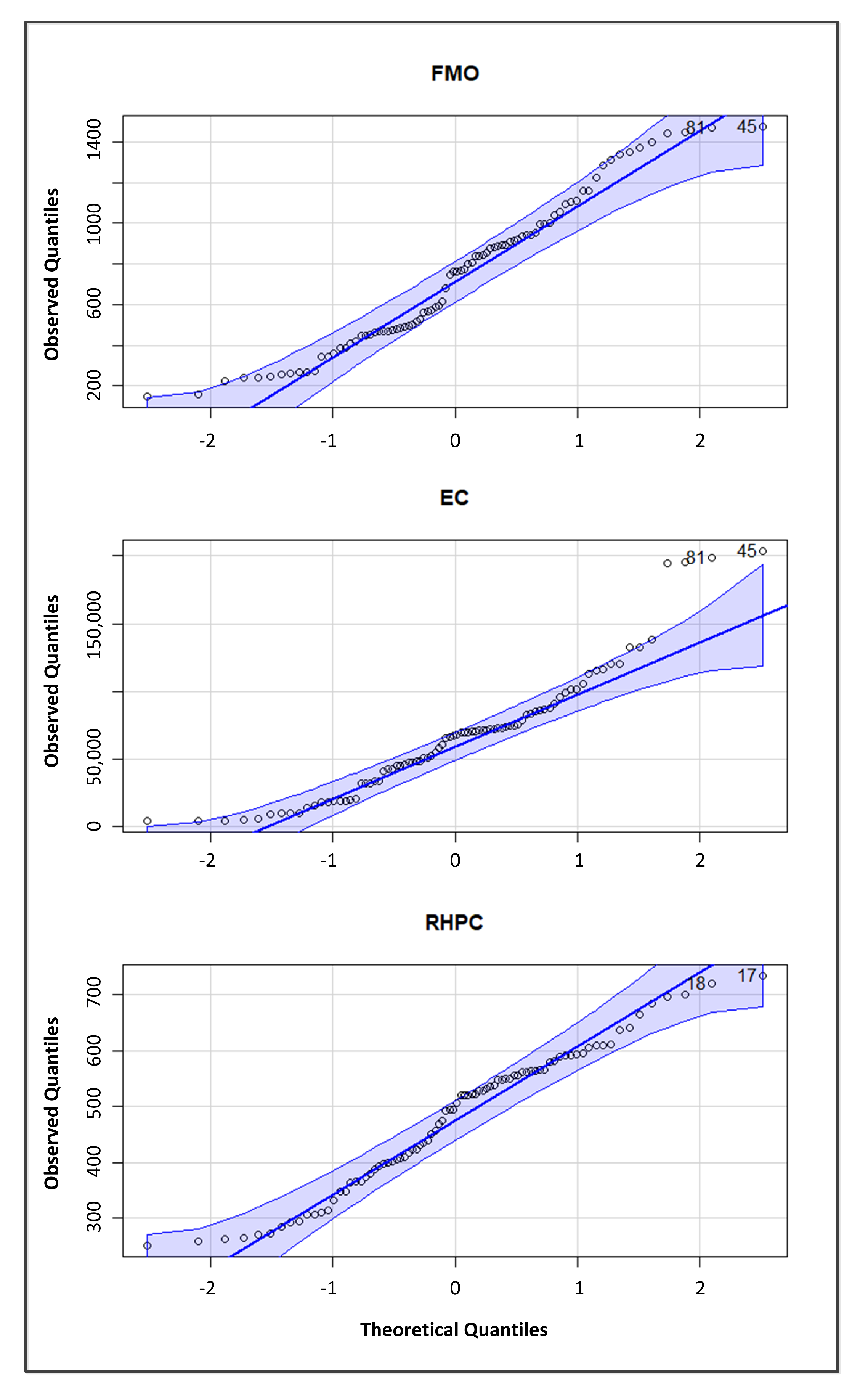
Visualizing and Analyzing the Collected Data
Calculation of Total Energy Consumption
Calculation of Specific Energy Consumption
Examination of the Difference in the SEC Index
Analyzing the Linear Correlation among Indices
Calculation of Annual Energy Savings
Calculation of Annual Energy Cost-Savings (AECS)
Calculation of CO2 Emissions
3. Results
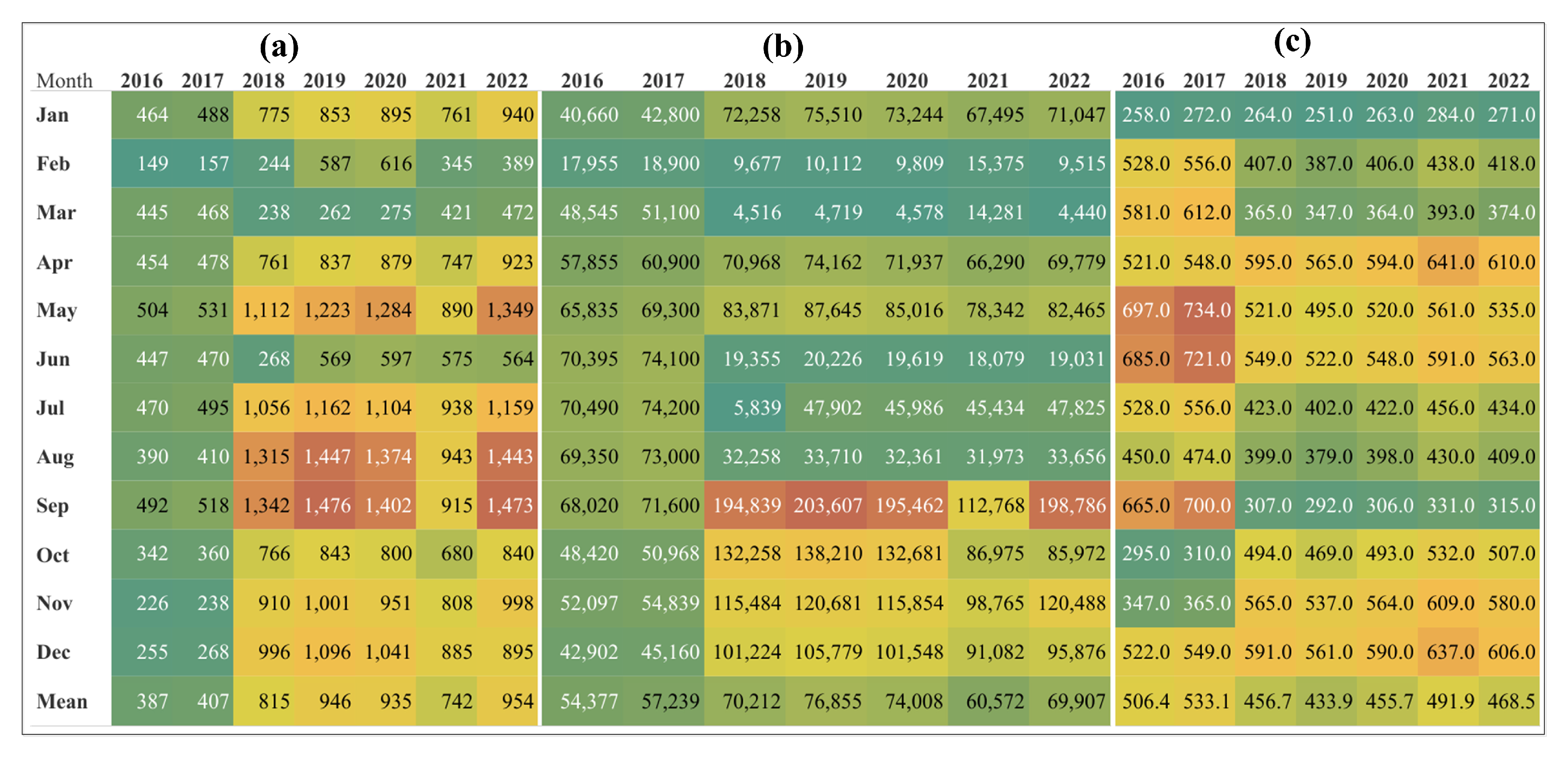
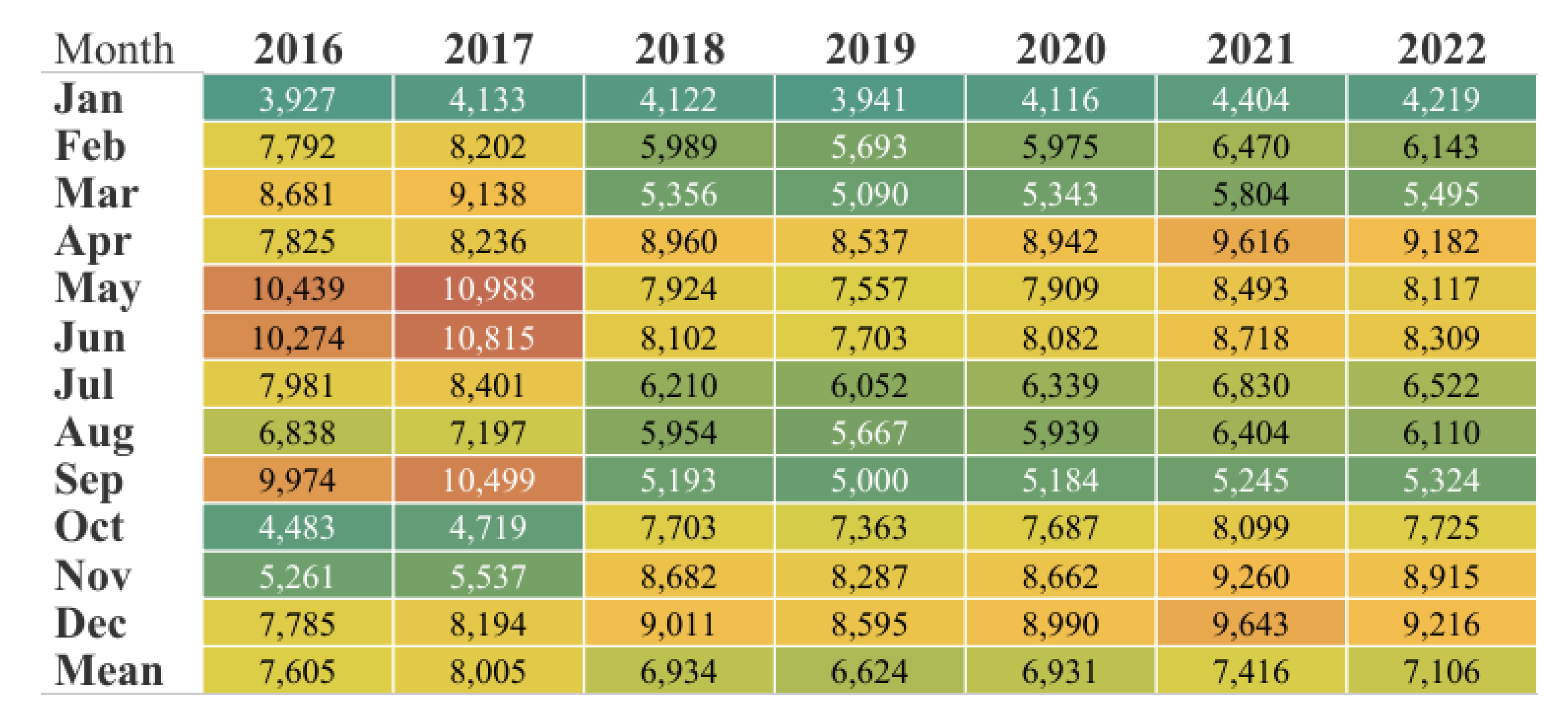
3.1. Overview of Fishmeal Output and Energy Consumption from 2016 to 2022
3.2. Total Energy Consumption and Specific Energy Consumption
3.3. Correlations between Indicators and Difference in SEC before and after Economizer Installation
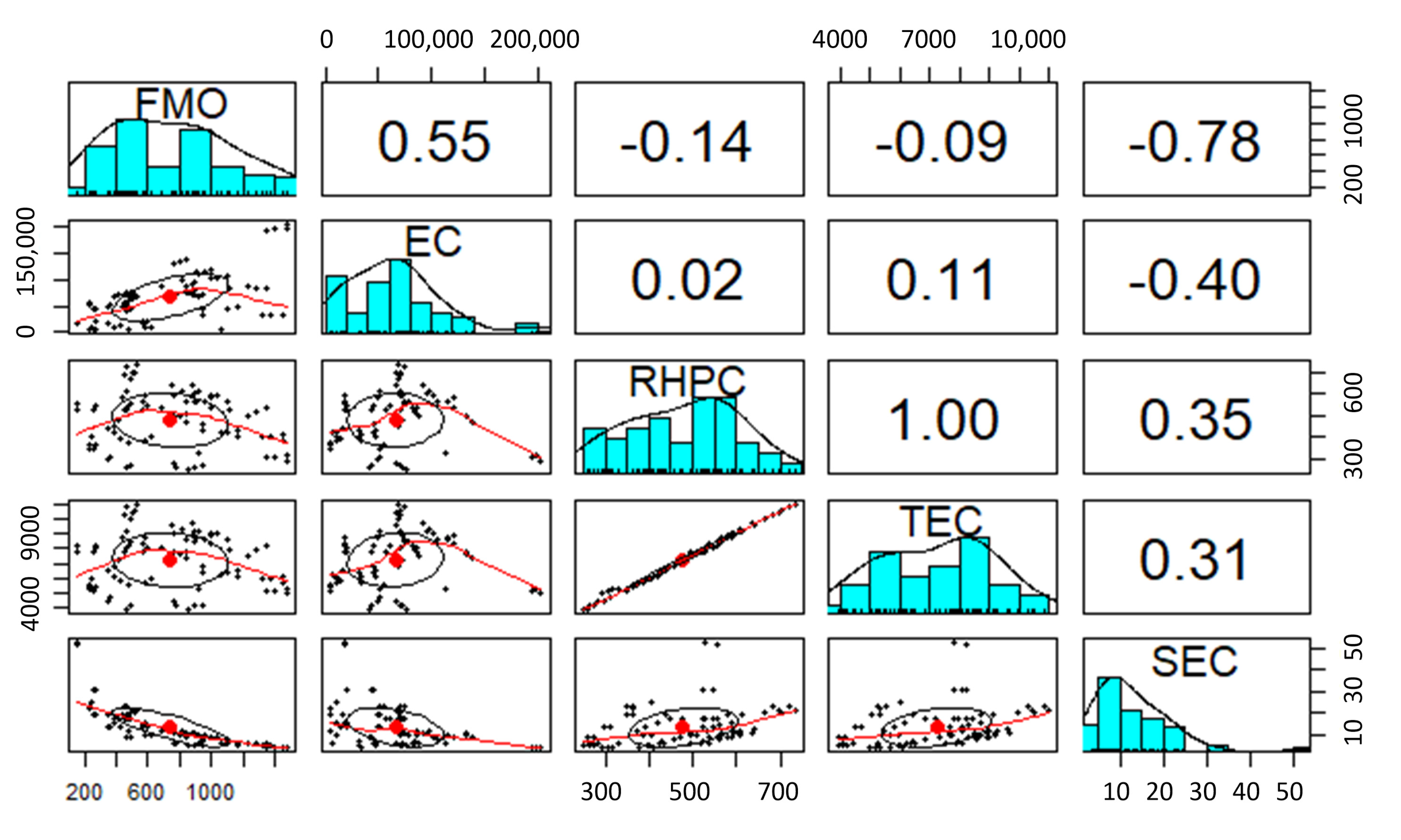
3.3.1. Analysis of the Correlation between Indicators
3.3.2. Analysis of the Difference in SEC before and after Economizer Installation
3.4. Energy and Economic Savings through the Implementation of Waste Heat Recovery Technologies
3.4.1. Energy Savings
3.4.2. Annual Energy Cost Savings
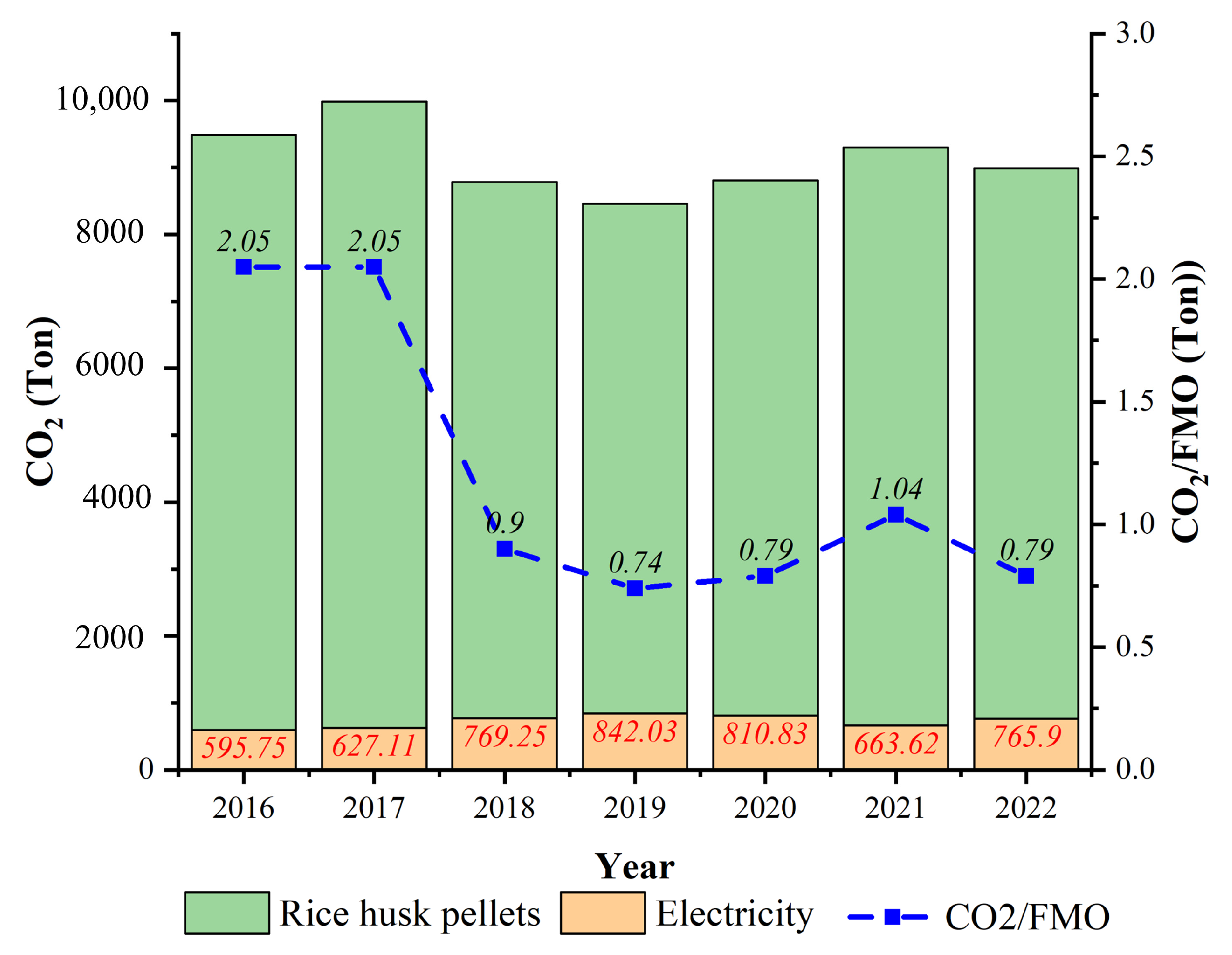
3.5. Reductions in CO2 Emissions
4. Discussion
4.1. Interpretation of the Results
4.2. Assessment of the Potential for Improving Energy Efficiency in the FMP Process
4.3. Environmental Impacts and Sustainability Benefits
4.4. Comparison of the Findings with Other Studies in the FMP Industry
4.5. Limitations of the Study and Suggestions for Future Research
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tacon, A.G.J.; Metian, M. Global overview on the use of fish meal and fish oil in industrially compounded aquafeeds: Trends and future prospects. Aquaculture 2008, 285, 146–158. [Google Scholar] [CrossRef]
- Aubin, J.; Papatryphon, E.; van der Werf, H.M.G.; Chatzifotis, S. Assessment of the environmental impact of carnivorous finfish production systems using life cycle assessment. J. Clean. Prod. 2009, 17, 354–361. [Google Scholar] [CrossRef]
- Le, T. Vietnam Becomes the Third Largest Seafood Exporter in the World. Available online: https://vnbusiness.vn/thi-truong/viet-nam-tro-thanh-quoc-gia-xuat-khau-thuy-san-lon-thu-3-the-gioi-1090242.html (accessed on 16 January 2023).
- Shahidi, F. Seafood processing by-products. In Seafoods: Chemistry, Processing Technology and Quality; Springer: Berlin/Heidelberg, Germany, 1994; pp. 320–334. [Google Scholar]
- Arvanitoyannis, I.S.; Kassaveti, A. Fish industry waste: Treatments, environmental impacts, current and potential uses. Int. J. Food Sci. Technol. 2008, 43, 740–745. [Google Scholar] [CrossRef]
- Ganapathy, V. Industrial Boilers and Heat Recovery Steam Generators: Design, Applications, and Calculations; CRC Press: Boca Raton, FL, USA, 2002. [Google Scholar]
- Jouhara, H.; Khordehgah, N.; Almahmoud, S.; Delpech, B.; Chauhan, A.; Tassou, S.A. Waste heat recovery technologies and applications. Therm. Sci. Eng. Prog. 2018, 6, 268–289. [Google Scholar] [CrossRef]
- Delpech, B.; Milani, M.; Montorsi, L.; Boscardin, D.; Chauhan, A.; Almahmoud, S.; Axcell, B.; Jouhara, H. Energy efficiency enhancement and waste heat recovery in industrial processes by means of the heat pipe technology: Case of the ceramic industry. Energy 2018, 158, 656–665. [Google Scholar] [CrossRef]
- Singh, S.; Dasgupta, M. CO2 heat pump for waste heat recovery and utilization in dairy industry with ammonia based refrigeration. Int. J. Refrig. 2017, 78, 108–120. [Google Scholar] [CrossRef]
- Douvartzides, S.; Karmalis, I. Working fluid selection for the Organic Rankine Cycle (ORC) exhaust heat recovery of an internal combustion engine power plant. IOP Conf. Ser. Mater. Sci. Eng. 2016, 161, 012087. [Google Scholar] [CrossRef]
- IEA. Capturing the Multiple Benefits of Energy Efficiency; IEA: Paris, France, 2015; p. 232. [Google Scholar]
- Lawrence, A.; Thollander, P.; Andrei, M.; Karlsson, M. Specific energy consumption/use (SEC) in energy management for improving energy efficiency in industry: Meaning, usage and differences. Energies 2019, 12, 247. [Google Scholar] [CrossRef]
- Menghi, R.; Papetti, A.; Germani, M.; Marconi, M. Energy efficiency of manufacturing systems: A review of energy assessment methods and tools. J. Clean. Prod. 2019, 240, 118276. [Google Scholar] [CrossRef]
- Khanh Hoang Seaprexco. Energy Audit Report; Khanh Hoang Seaprexco: Sóc Trăng, Vietnam, 2019; p. 325. [Google Scholar]
- Tan, X.; Li, H.; Guo, J.; Gu, B.; Zeng, Y. Energy-saving and emission-reduction technology selection and CO2 emission reduction potential of China’s iron and steel industry under energy substitution policy. J. Clean. Prod. 2019, 222, 823–834. [Google Scholar] [CrossRef]
- Willems, D. Advanced System Control and Energy Savings for Industrial Boilers; Northeast Midwest Institute: Washington, DC, USA, 2009. [Google Scholar]
- Boyd, C.E.; McNevin, A.A.; Davis, R.P. The contribution of fisheries and aquaculture to the global protein supply. Food Secur. 2022, 14, 805–827. [Google Scholar] [CrossRef] [PubMed]
- Cheng, Y.; Du, K.; Yao, X. Stringent environmental regulation and inconsistent green innovation behavior: Evidence from air pollution prevention and control action plan in China. Energy Econ. 2023, 120, 106571. [Google Scholar] [CrossRef]
- Shapiro, J.S.; Walker, R. Is Air Pollution Regulation Too Stringent? National Bureau of Economic Research: Cambridge, MA, USA, 2020. [Google Scholar]
- Nielsen, K.S.; Nicholas, K.A.; Creutzig, F.; Dietz, T.; Stern, P.C. The role of high-socioeconomic-status people in locking in or rapidly reducing energy-driven greenhouse gas emissions. Nat. Energy 2021, 6, 1011–1016. [Google Scholar] [CrossRef]
- Leal Filho, W.; Ng, A.W.; Sharifi, A.; Janová, J.; Özuyar, P.G.; Hemani, C.; Heyes, G.; Njau, D.; Rampasso, I. Global tourism, climate change and energy sustainability: Assessing carbon reduction mitigating measures from the aviation industry. Sustain. Sci. 2023, 18, 983–996. [Google Scholar] [CrossRef]
- Fadeeva, Z.; Van Berkel, R. Towards Circular Economy of Food Systems: An Explorative Appraisal of Opportunities in Fish, Seafood Value Chains. In Sustainable Food Value Chain Development: Perspectives from Developing and Emerging Economies; Narula, S.A., Raj, S.P., Eds.; Springer Nature Singapore: Singapore, 2023; pp. 61–86. [Google Scholar]
- Jiang, Q.; Bhattarai, N.; Pahlow, M.; Xu, Z. Environmental sustainability and footprints of global aquaculture. Resour. Conserv. Recycl. 2022, 180, 106183. [Google Scholar] [CrossRef]
- Asche, F.; Eggert, H.; Oglend, A.; Roheim, C.A.; Smith, M.D. Aquaculture: Externalities and policy options. Rev. Environ. Econ. Policy 2022, 16, 282–305. [Google Scholar] [CrossRef]
- Costa-Pierce, B.A.; Bockus, A.B.; Buck, B.H.; van den Burg, S.W.; Chopin, T.; Ferreira, J.G.; Goseberg, N.; Heasman, K.G.; Johansen, J.; Shumway, S.E. A Fishy Story Promoting a False Dichotomy to Policy-Makers: It Is Not Freshwater vs. Marine Aquaculture. Rev. Fish. Sci. Aquac. 2022, 30, 429–446. [Google Scholar] [CrossRef]
- Celep, G.K.; Rusen, S.E. Application of economizer for waste heat recovery from exhaust flue gas in steam boiler: A case study in a biscuit factory. In Proceedings of the 4th International Symposium on Innovative Technologies in Engineering and Science (ISITES2016), Alanya, Turkey, 3–5 November 2016. [Google Scholar]
- Agathokleous, R.; Bianchi, G.; Panayiotou, G.; Aresti, L.; Argyrou, M.C.; Georgiou, G.S.; Tassou, S.A.; Jouhara, H.; Kalogirou, S.A.; Florides, G.A.; et al. Waste Heat Recovery in the EU industry and proposed new technologies. Energy Procedia 2019, 161, 489–496. [Google Scholar] [CrossRef]
- Rakib, M.I.; Saidur, R.; Mohamad, E.N.; Afifi, A.M. Waste-heat utilization—The sustainable technologies to minimize energy consumption in Bangladesh textile sector. J. Clean. Prod. 2017, 142, 1867–1876. [Google Scholar] [CrossRef]
- Hasanuzzaman, M.; Rahim, N.A.; Hosenuzzaman, M.; Saidur, R.; Mahbubul, I.M.; Rashid, M.M. Energy savings in the combustion based process heating in industrial sector. Renew. Sustain. Energy Rev. 2012, 16, 4527–4536. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pair of Years | t 1 | df 2 | p-Value 3 | Mean Difference 4 | 95% Confidence Interval of Difference | |
|---|---|---|---|---|---|---|
| Lower | Upper | |||||
| (y2016, y2018) | 2.43 | 20.95 | 0.024 | 9.87 | 1.42 | 18.33 |
| (y2016, y2019) | 3.92 | 14.66 | 0.001 | 13.49 | 6.19 | 20.83 |
| (y2016, y2020) | 3.84 | 14.52 | 0.002 | 13.18 | 5.85 | 20.52 |
| (y2016, y2021) | 3.27 | 13.88 | 0.006 | 11.08 | 3.81 | 18.34 |
| (y2016, y2022) | 3.90 | 13.91 | 0.002 | 13.20 | 5.93 | 20.47 |
| (y2017, y2018) | 2.43 | 20.96 | 0.024 | 9.87 | 1.42 | 18.32 |
| (y2017, y2019) | 3.92 | 14.66 | 0.001 | 13.49 | 6.15 | 20.83 |
| (y2017, y2020) | 3.85 | 14.52 | 0.002 | 13.18 | 5.86 | 20.52 |
| (y2017, y2021) | 3.28 | 13.89 | 0.006 | 11.08 | 3.82 | 18.34 |
| (y2017, y2022) | 3.90 | 13.92 | 0.002 | 13.20 | 5.94 | 20.47 |
| 2018 | 2019 | 2020 | 2021 | 2022 | Mean | |
|---|---|---|---|---|---|---|
| AECSEC 1 | 5161.30 | 6122.45 | 6008.51 | 4881.21 | 5568.91 | 5548.48 |
| AECSRHPC 2 | 20,714.34 | 19,682.38 | 20,668.98 | 22,313.28 | 21,251.08 | 20,926.01 |
| TAECS 3 | 25,875.64 | 25,804.84 | 26,677.49 | 27,194.49 | 26,819.99 | 26,474.49 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tung, T.V.; Nga, N.T.T.; Van, H.T.; Vu, T.H.; Kuligowski, K.; Cenian, A.; Tuan, N.Q.; Le, P.-C.; Tran, Q.B. Energy Efficiency and Environmental Benefits of Waste Heat Recovery Technologies in Fishmeal Production Plants: A Case Study in Vietnam. Sustainability 2023, 15, 12712. https://doi.org/10.3390/su151712712
Tung TV, Nga NTT, Van HT, Vu TH, Kuligowski K, Cenian A, Tuan NQ, Le P-C, Tran QB. Energy Efficiency and Environmental Benefits of Waste Heat Recovery Technologies in Fishmeal Production Plants: A Case Study in Vietnam. Sustainability. 2023; 15(17):12712. https://doi.org/10.3390/su151712712
Chicago/Turabian StyleTung, Tra Van, Nguyen Thi To Nga, Huu Tap Van, Tran Hai Vu, Ksawery Kuligowski, Adam Cenian, Nguyen Quang Tuan, Phuoc-Cuong Le, and Quoc Ba Tran. 2023. "Energy Efficiency and Environmental Benefits of Waste Heat Recovery Technologies in Fishmeal Production Plants: A Case Study in Vietnam" Sustainability 15, no. 17: 12712. https://doi.org/10.3390/su151712712
APA StyleTung, T. V., Nga, N. T. T., Van, H. T., Vu, T. H., Kuligowski, K., Cenian, A., Tuan, N. Q., Le, P. -C., & Tran, Q. B. (2023). Energy Efficiency and Environmental Benefits of Waste Heat Recovery Technologies in Fishmeal Production Plants: A Case Study in Vietnam. Sustainability, 15(17), 12712. https://doi.org/10.3390/su151712712