Automated Geometric Quality Inspection of Prefabricated Housing Units Using BIM and LiDAR




Abstract
:1. Introduction
2. Research Background
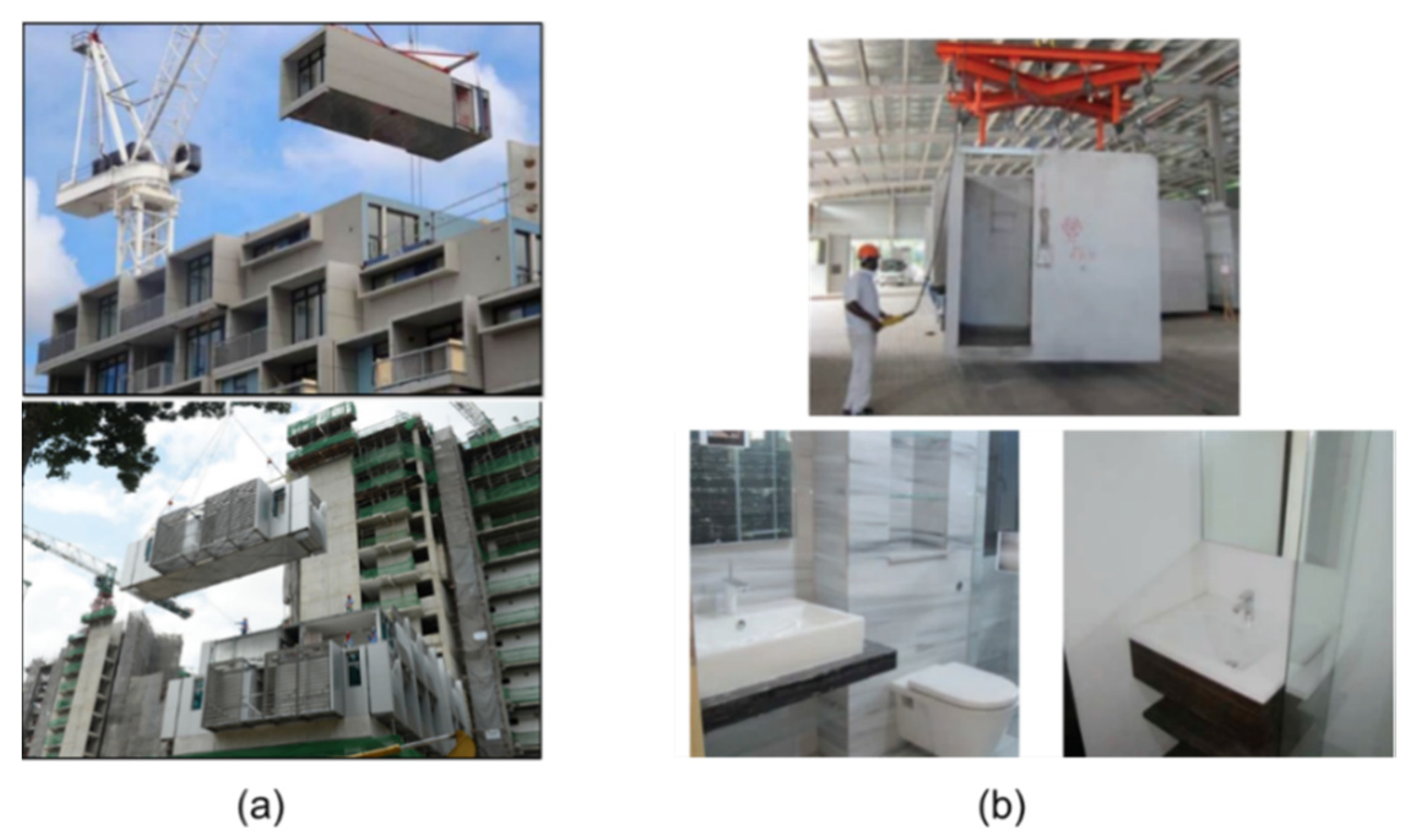
2.1. Prefabricated Housing in Singapore
2.2. BIM and LiDAR Technologies
2.3. Quality Inspection of Prefabricated Elements with LiDAR
3. Checklist for Geometric Quality Inspection of Prefabricated Housing Units
3.1. Structural Elements
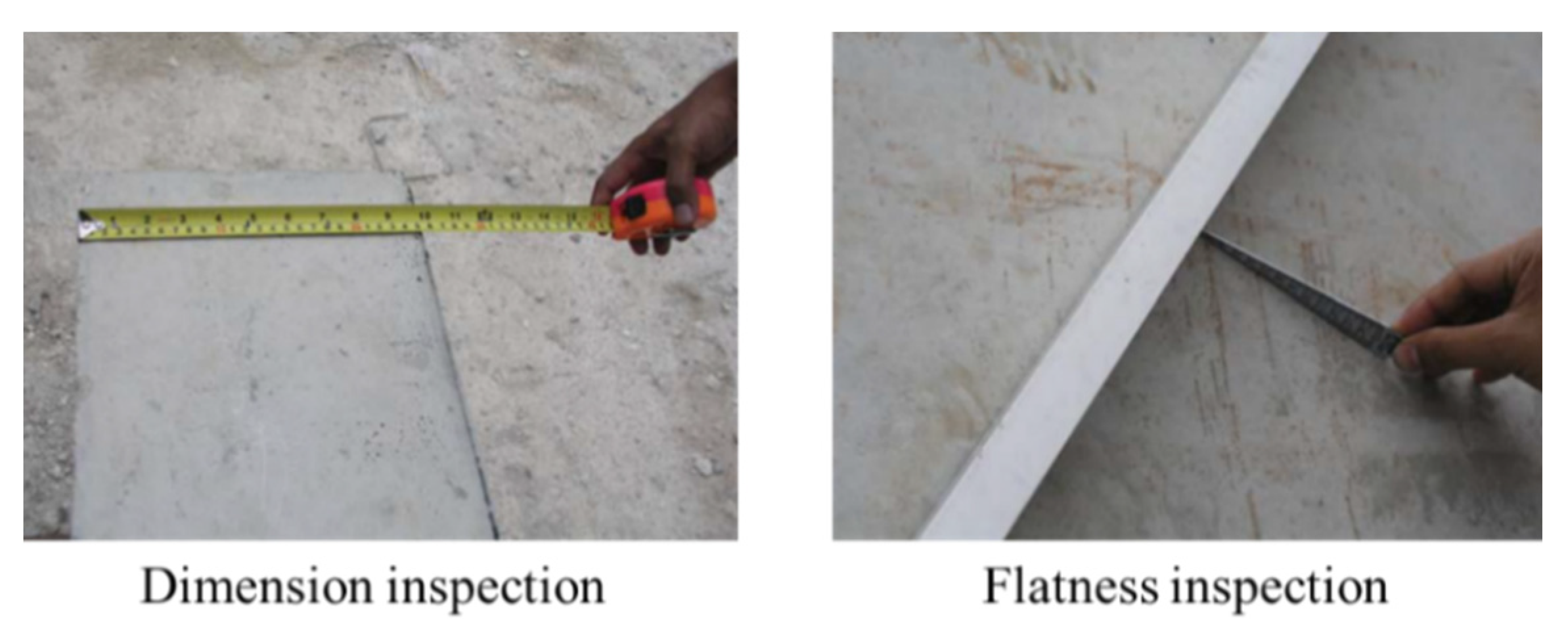
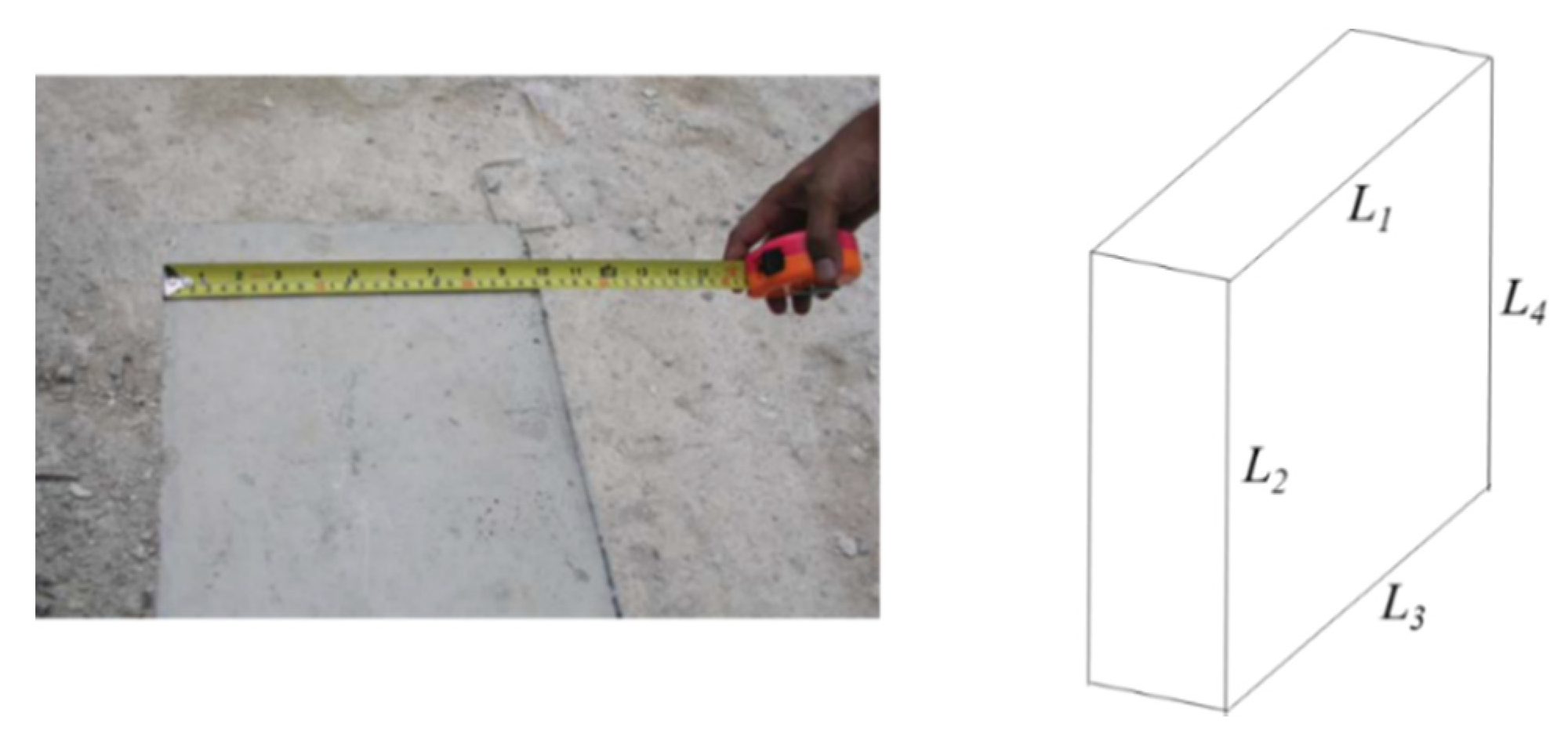
3.1.1. Dimension
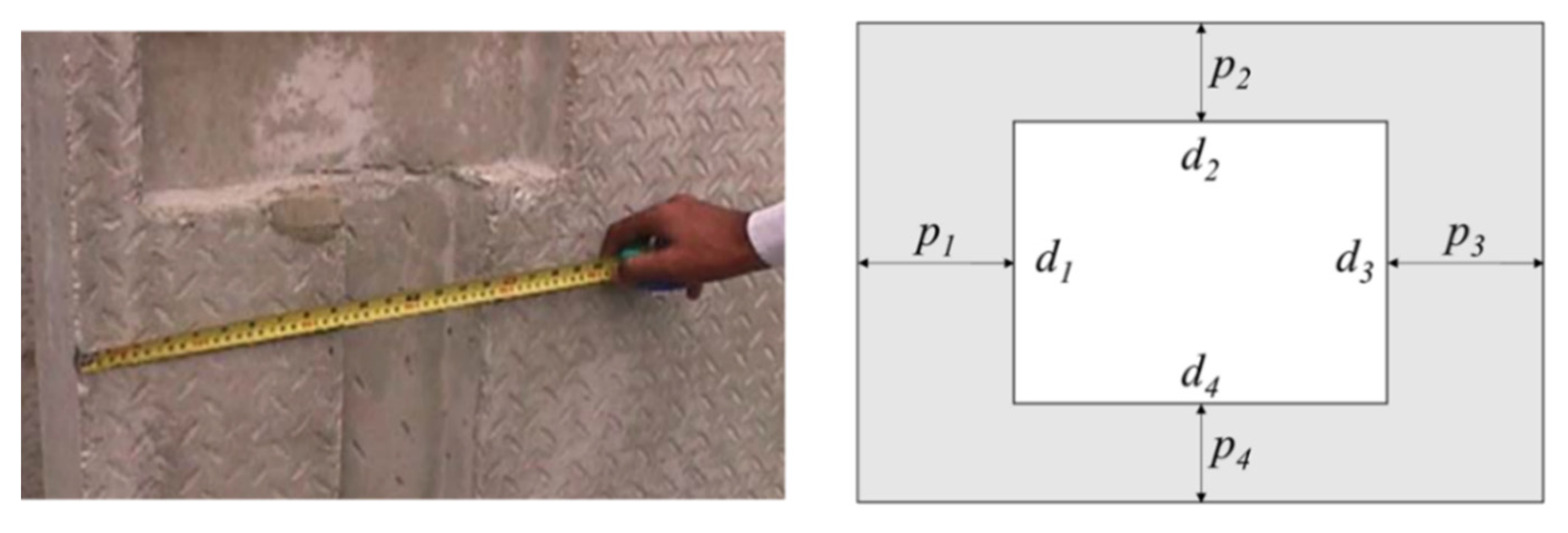
3.1.2. Opening Dimension
3.1.3. Opening Position
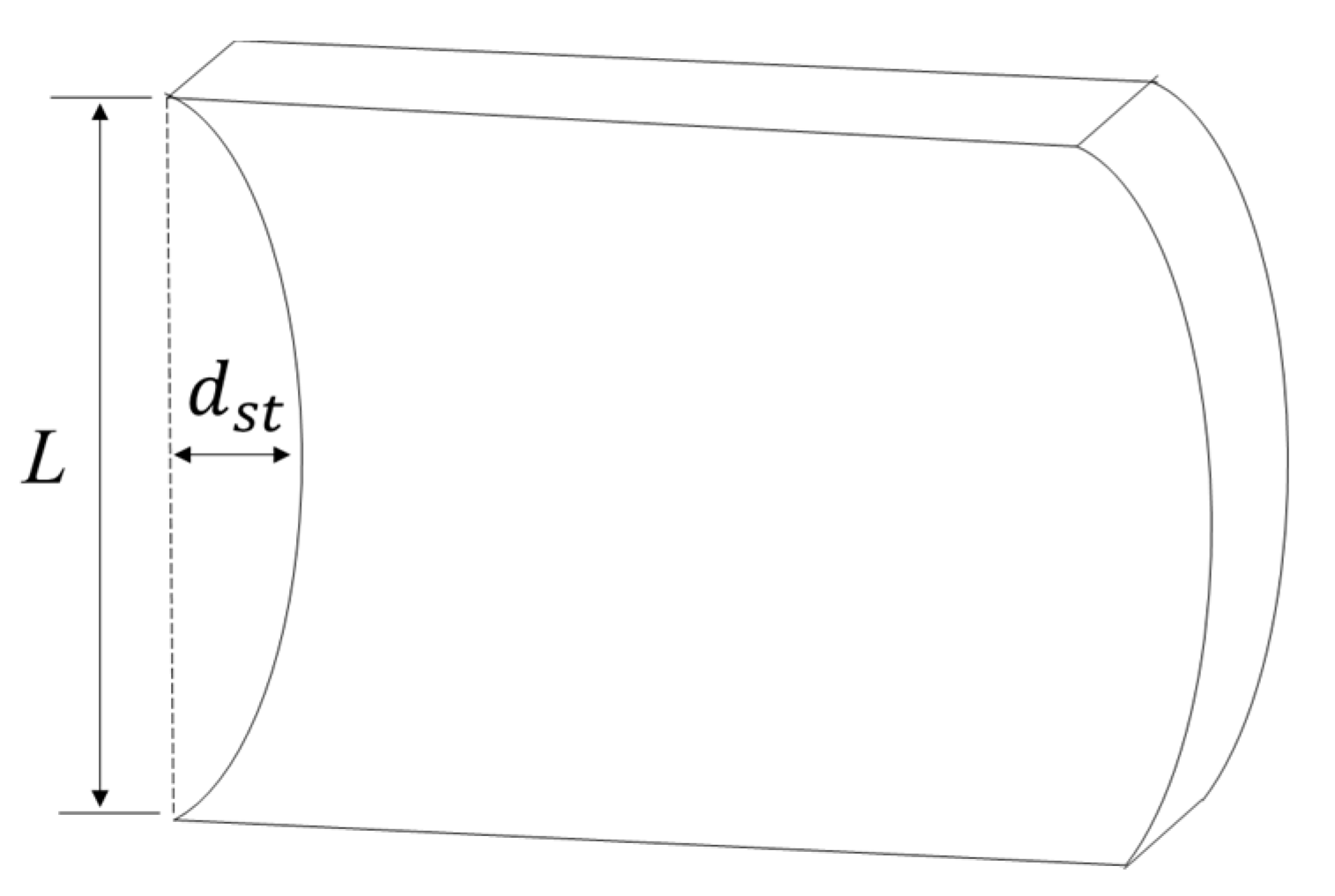
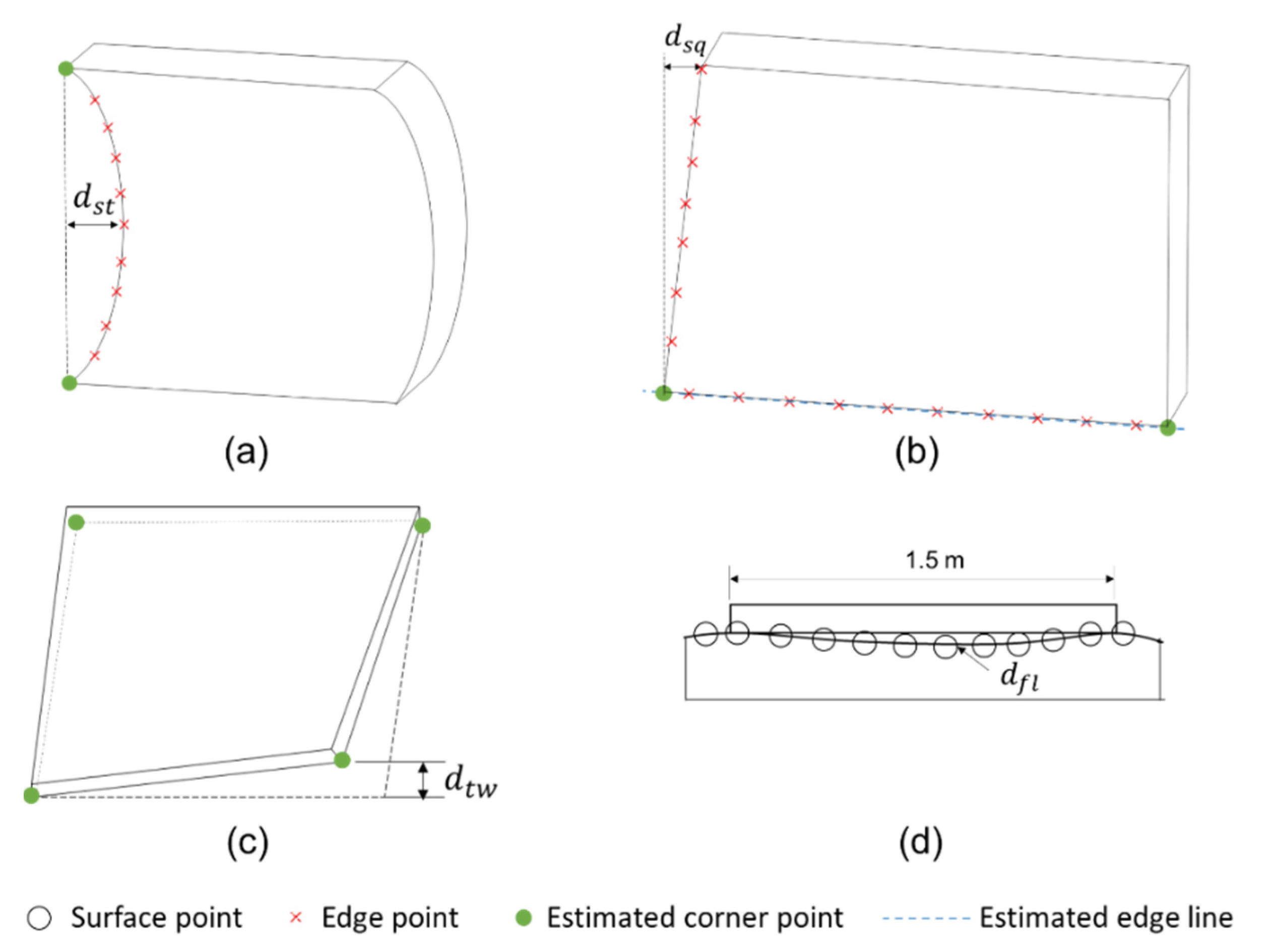
3.1.4. Straightness
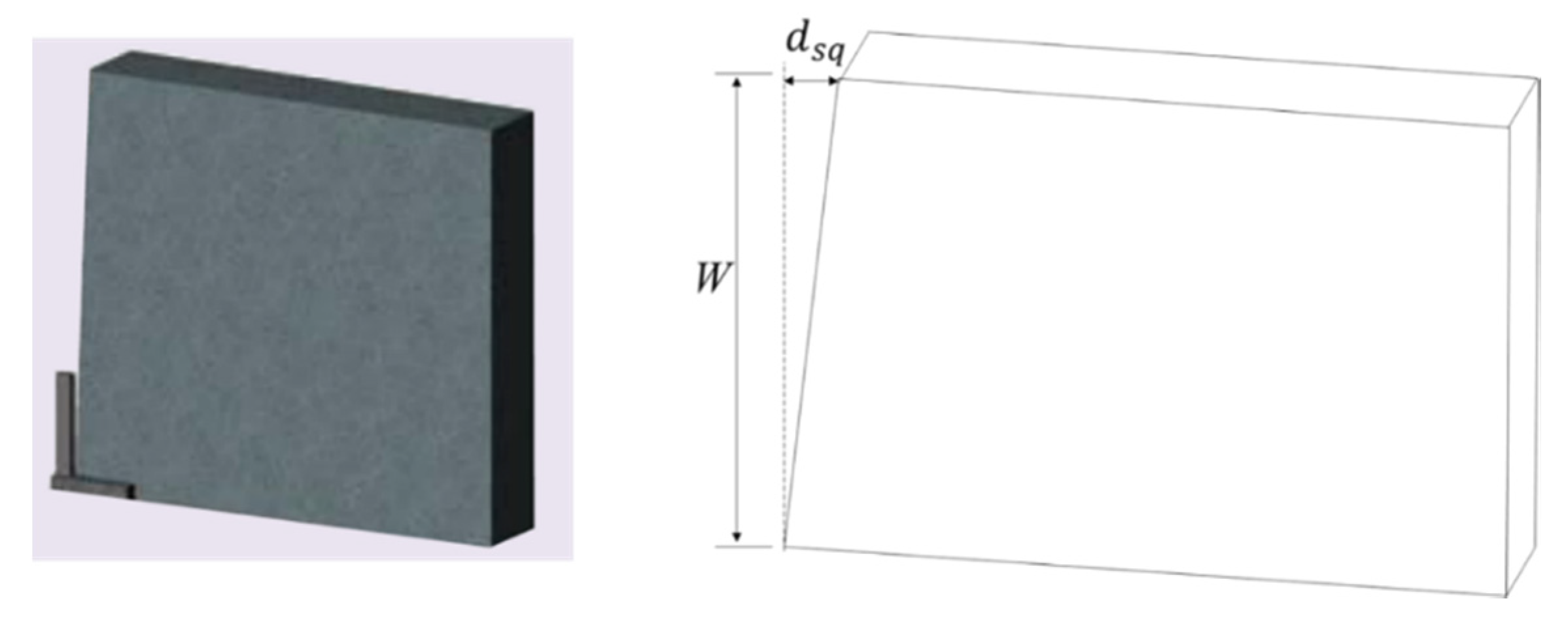
3.1.5. Squareness
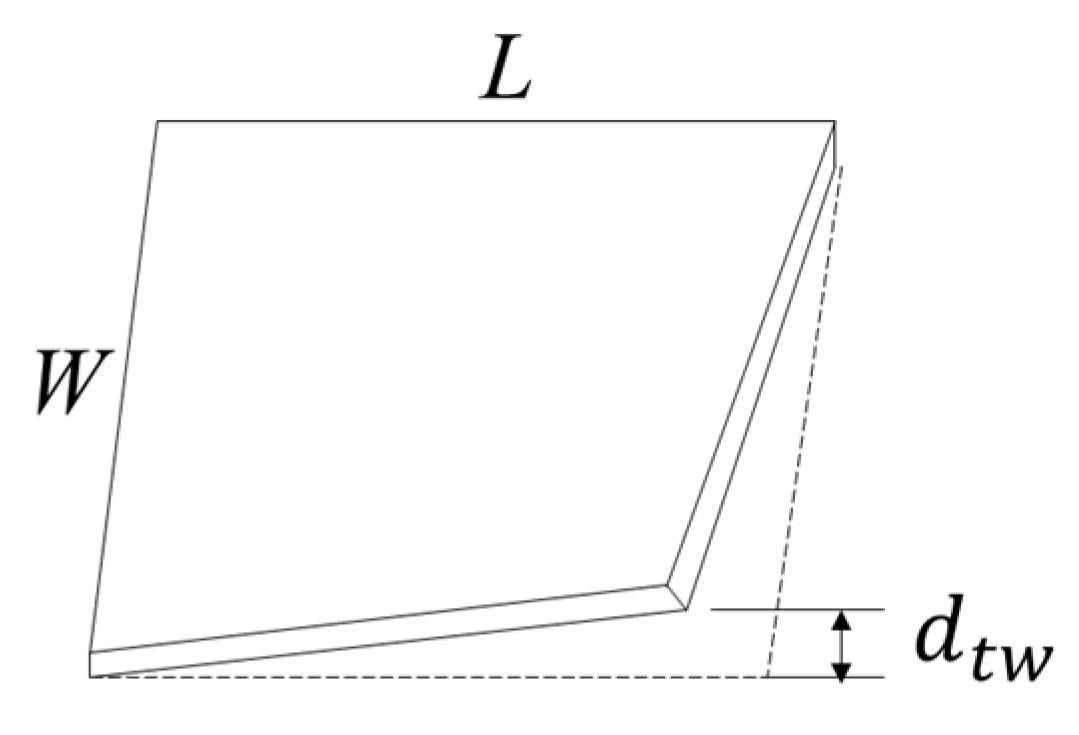
3.1.6. Twist
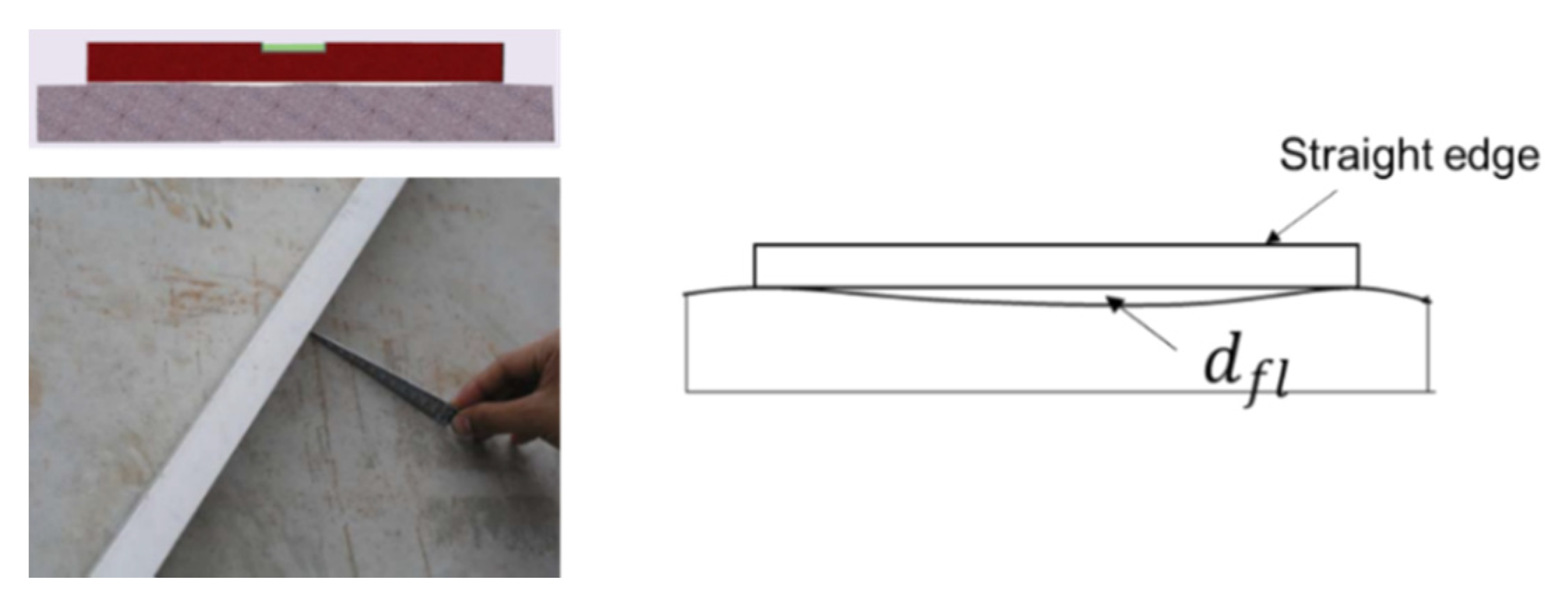
3.1.7. Flatness
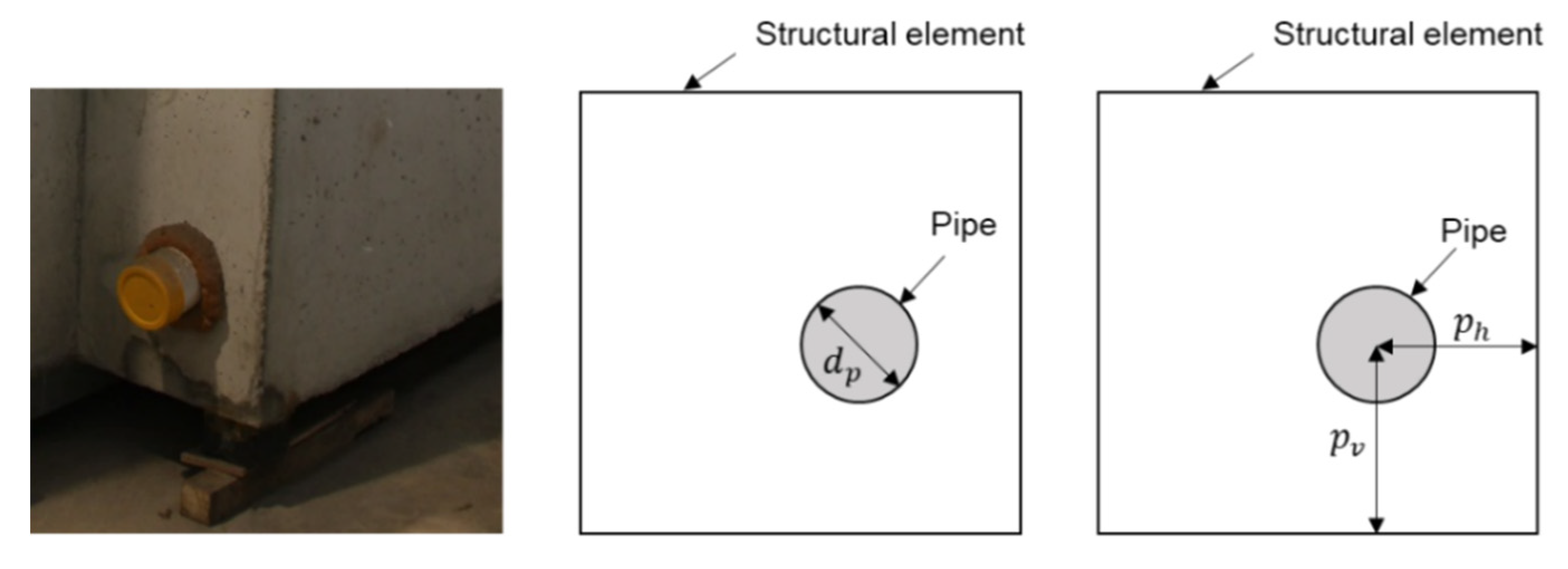
3.2. MEP Elements
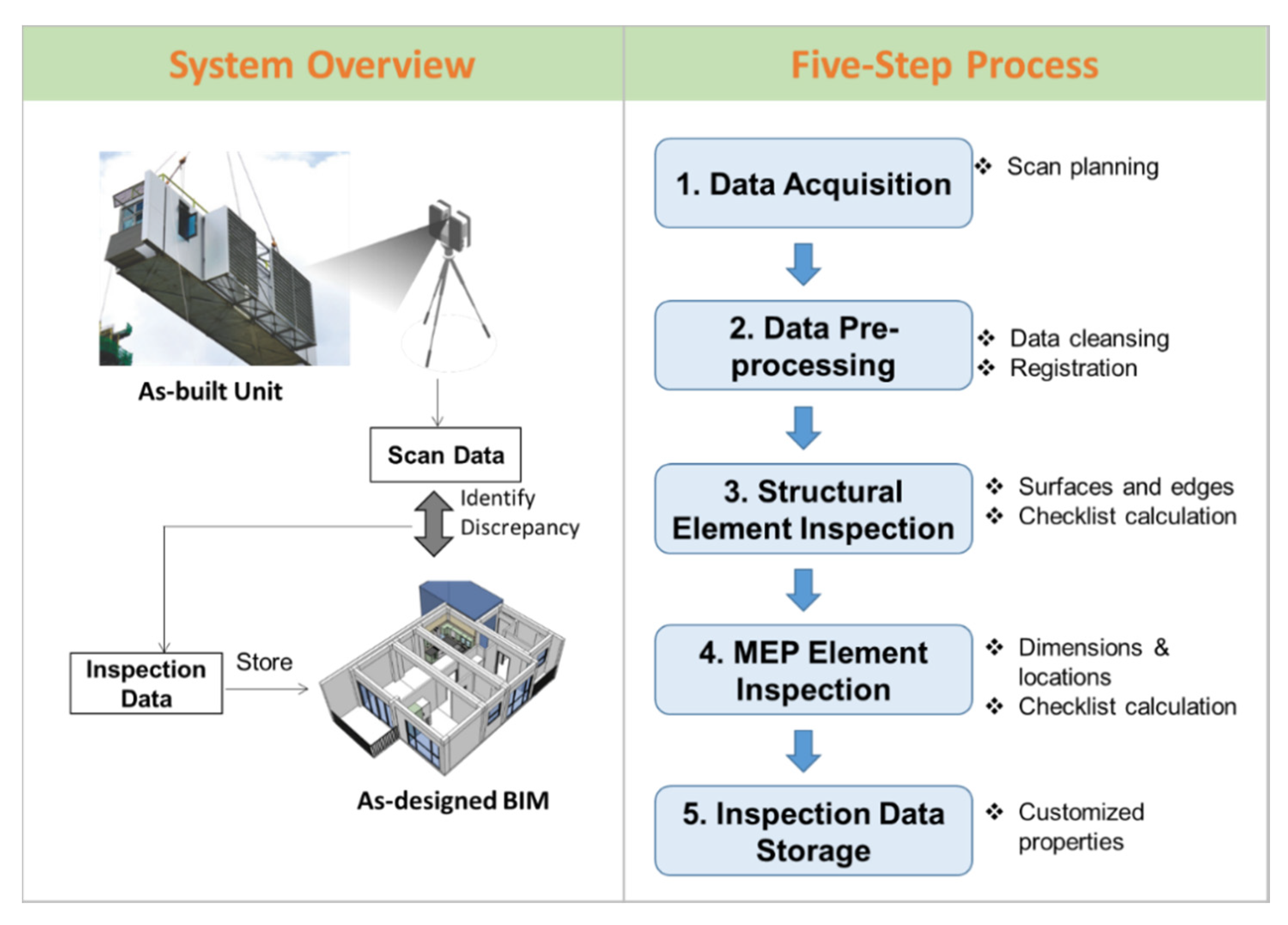
4. Proposed Geometric Quality Inspection Technique
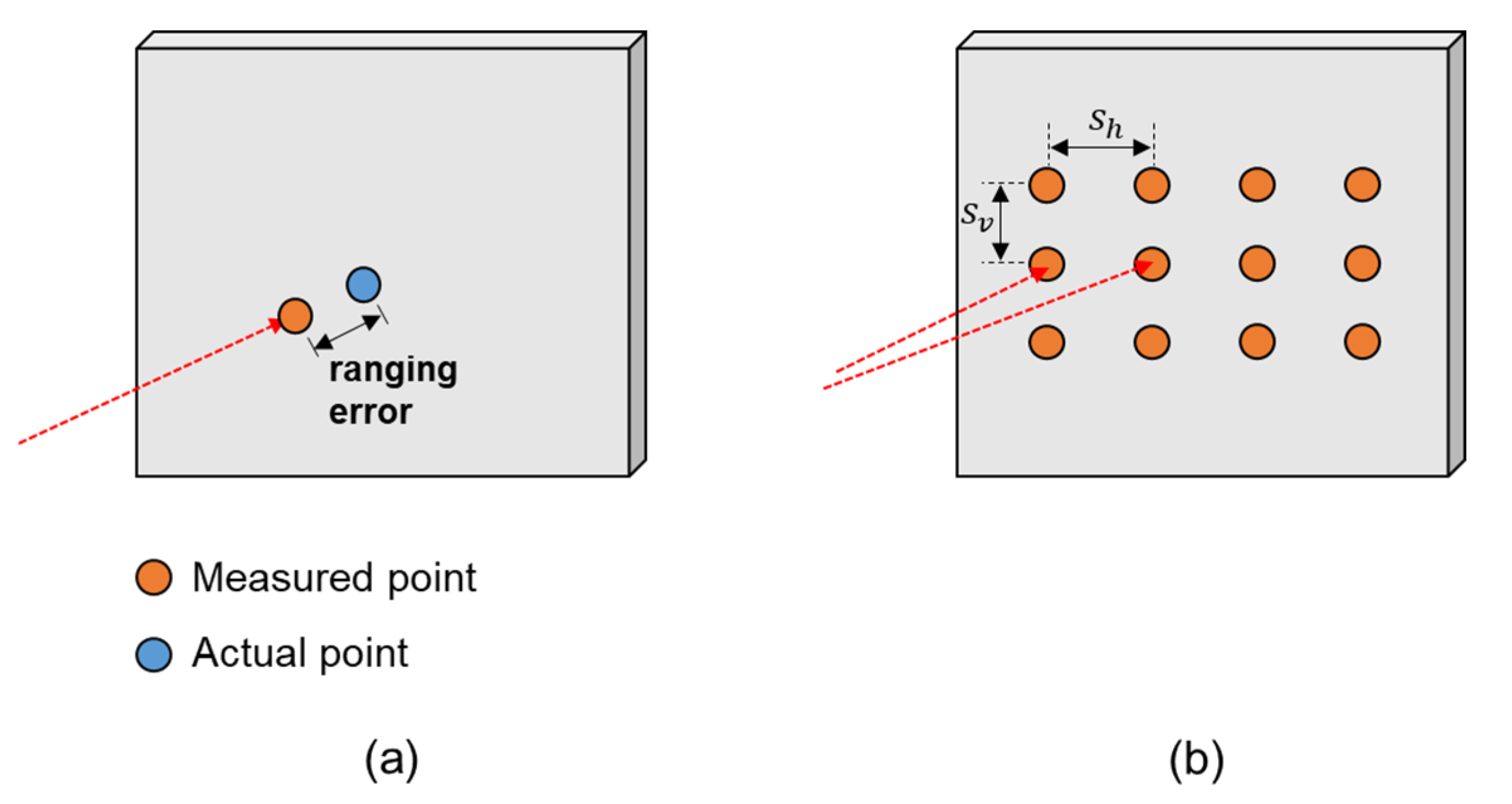
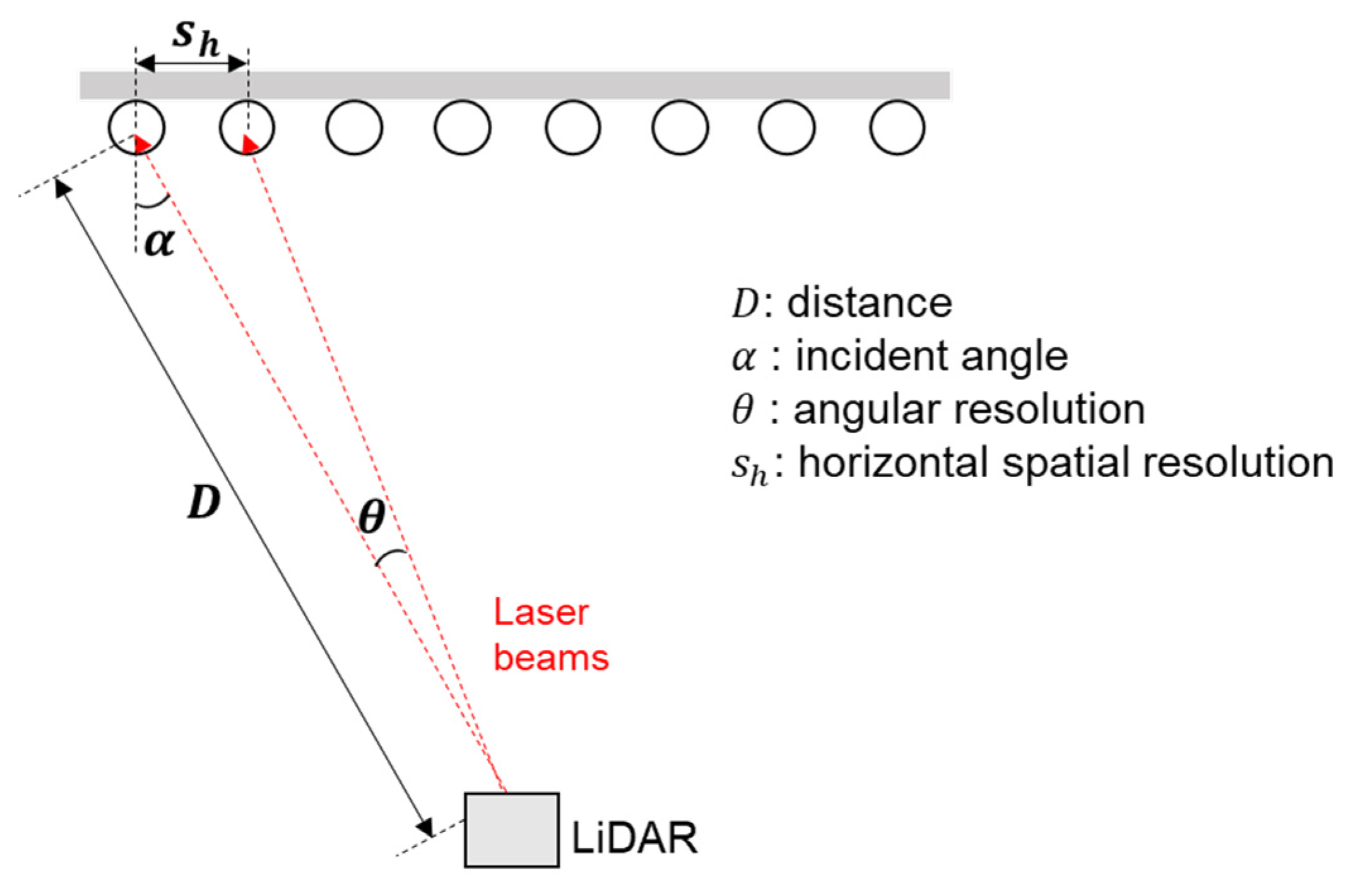
4.1. Data Acquisition
4.1.1. Determination of required scanned data quality
4.1.2. Determination of scanning parameters
4.2. Data Pre-Processing
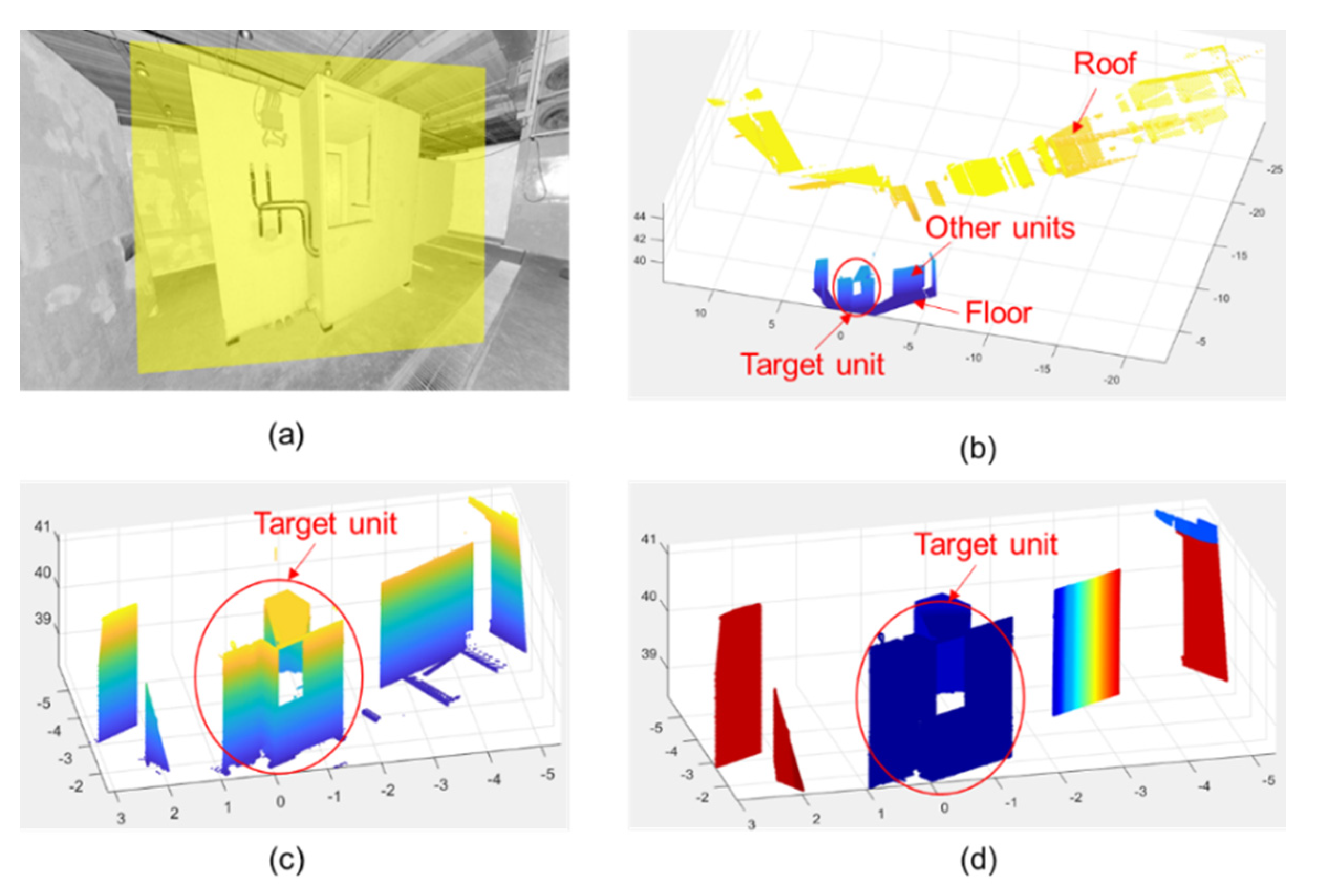
4.2.1. Data Cleansing
4.2.2. Scan-BIM Registration
4.3. Structural Element Inspection
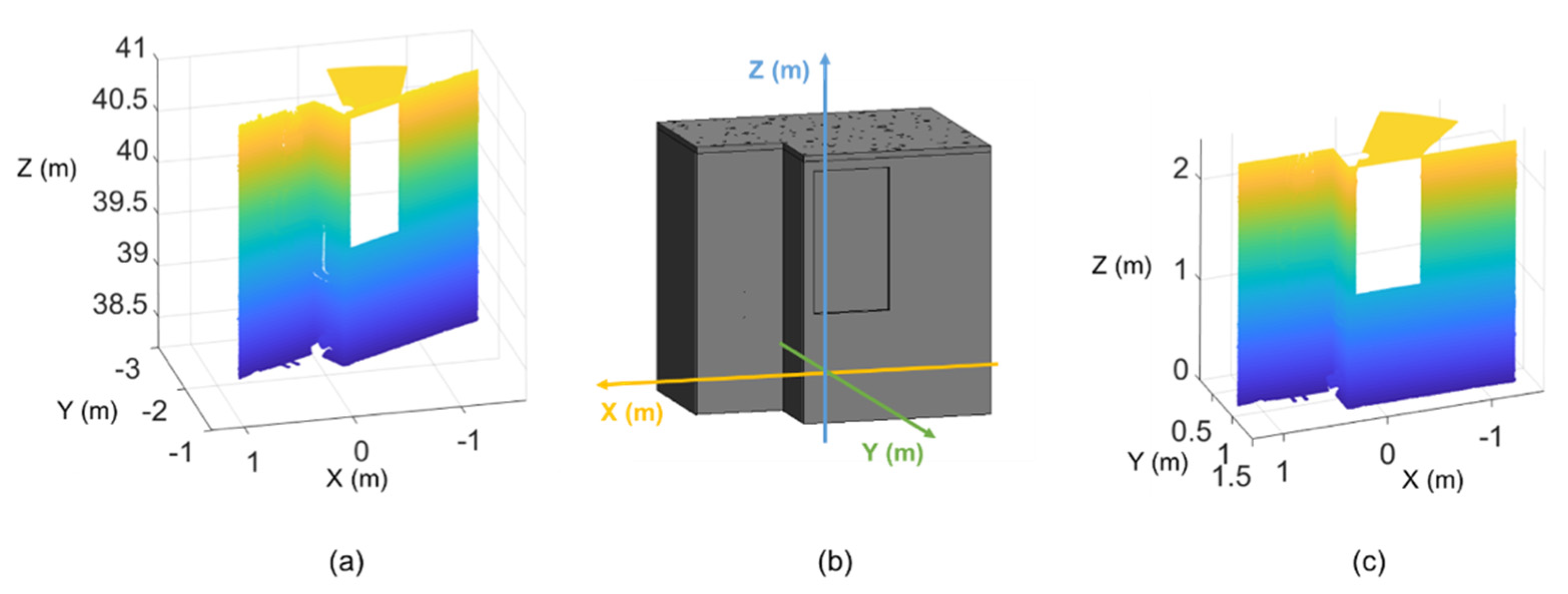
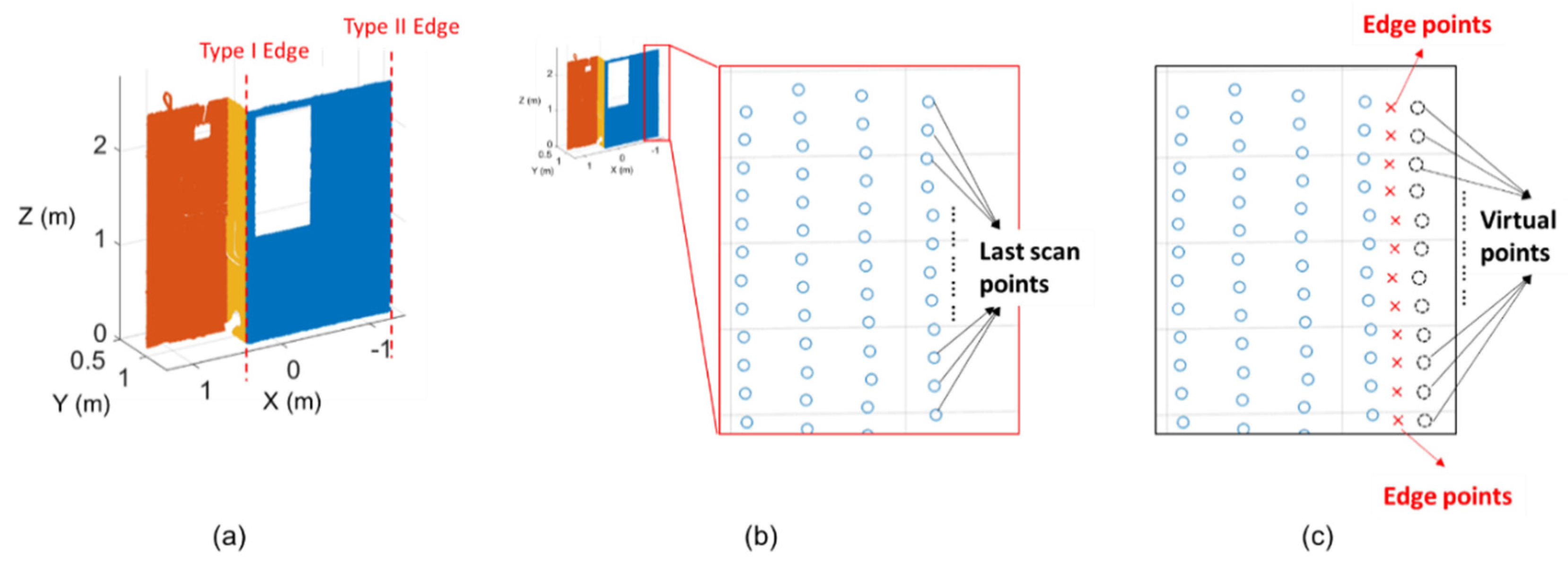
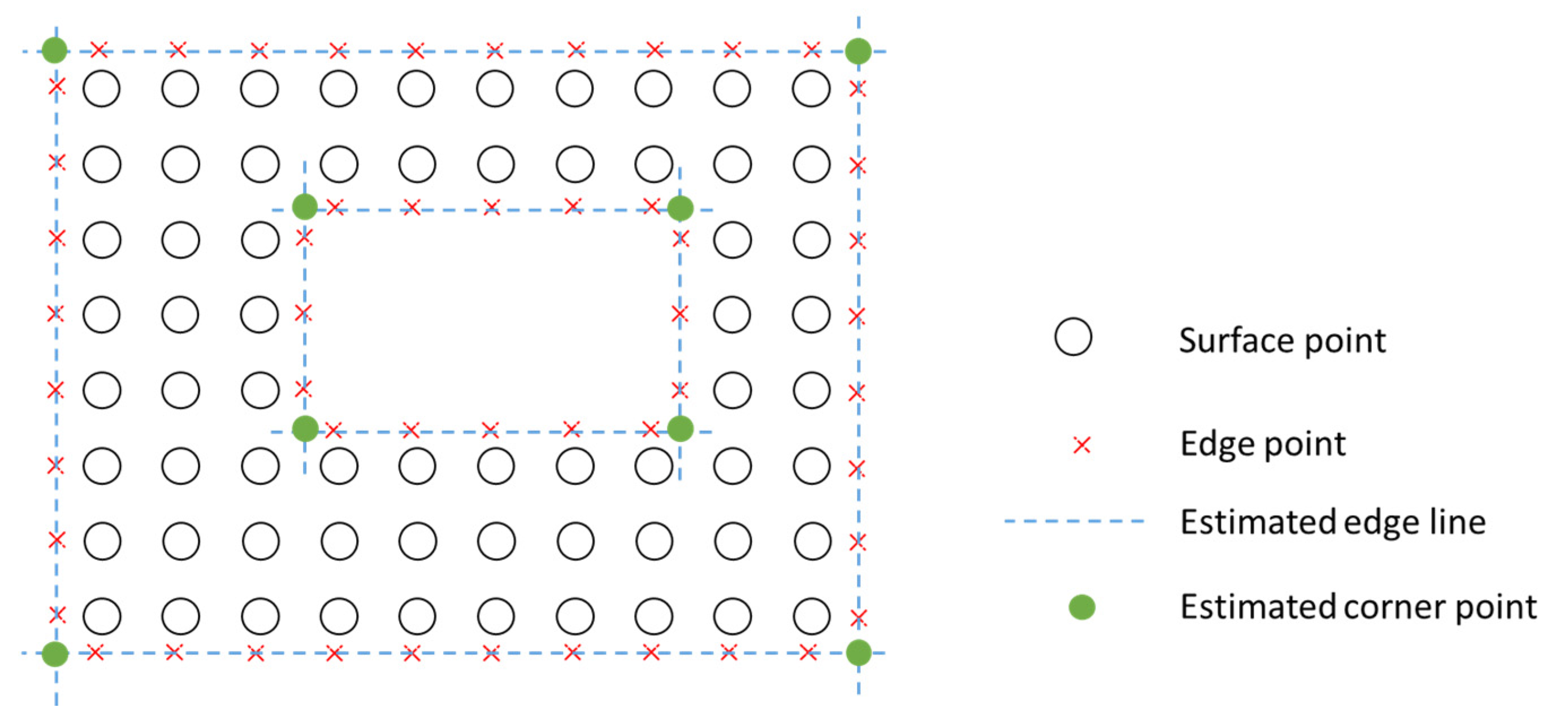
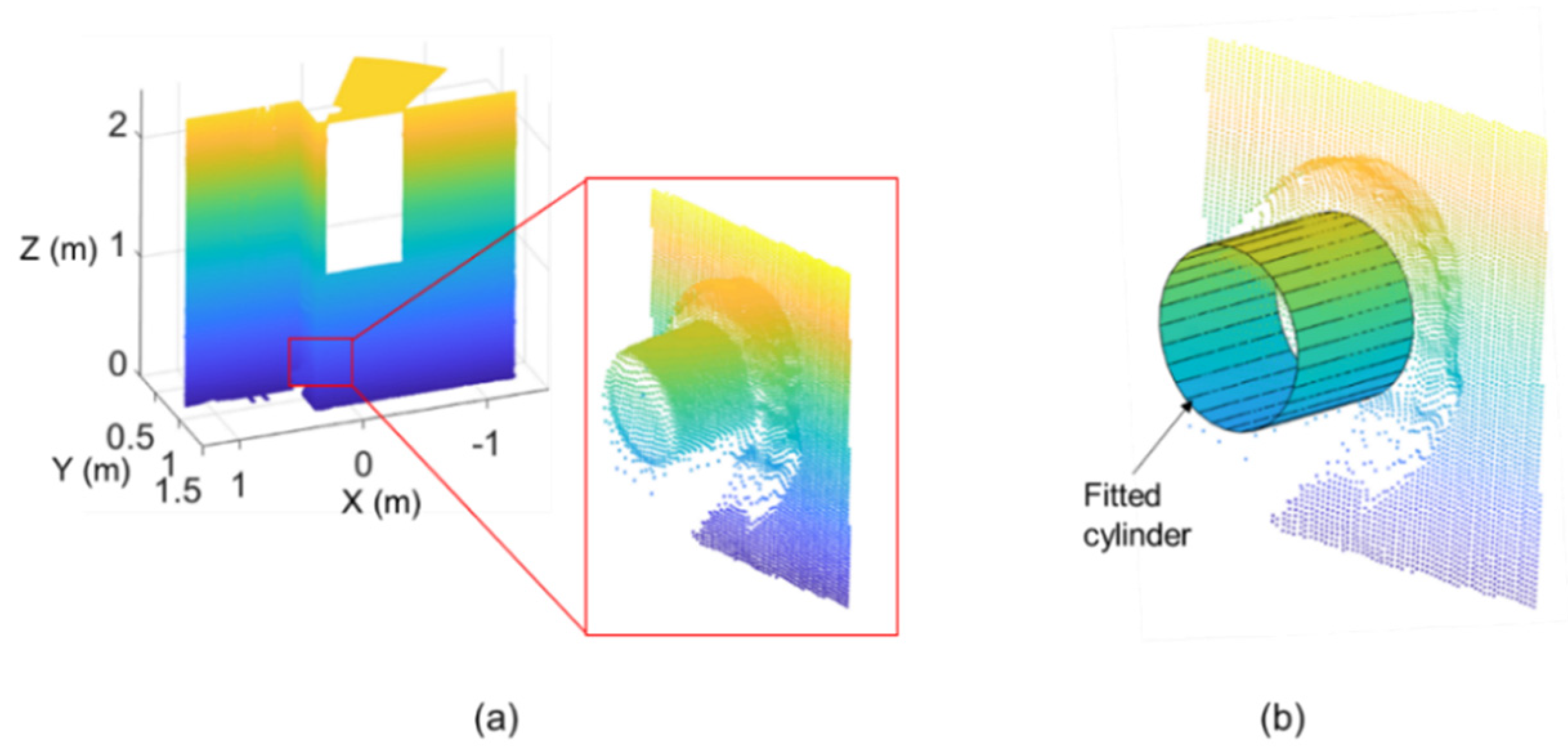
4.3.1. Extraction of As-Built Surfaces and Edges
4.3.2. Checklist Calculation
4.4. MEP Element Inspection
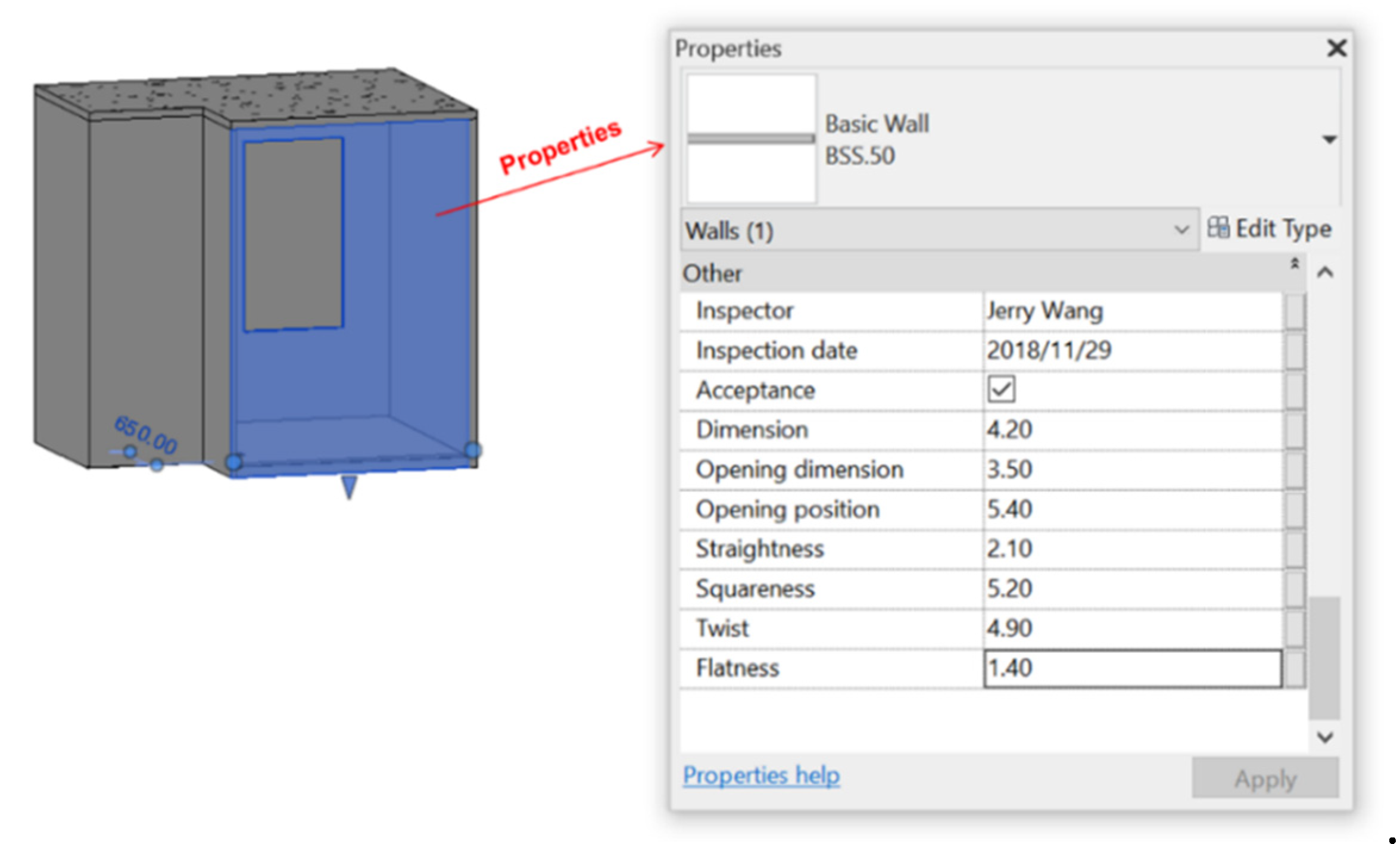
4.5. Inspection Data Storage
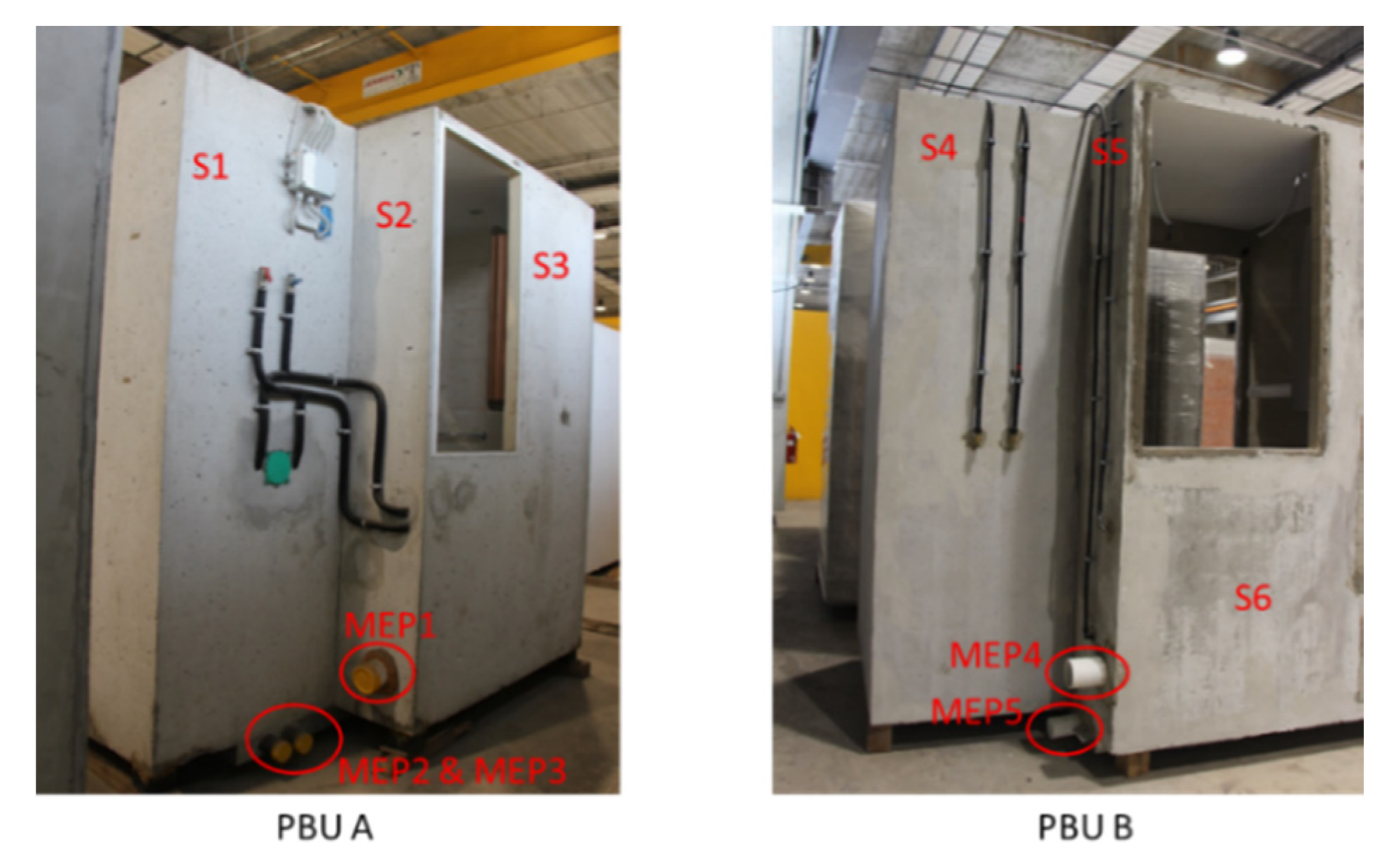
5. Validation Experiments
5.1. Experimental Process
5.2. Inspection Accuracy and Efficiency
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Goodier, C.; Gibb, A. Future opportunities for offsite in the UK. Constr. Manag. Econ. 2007, 25, 585–595. [Google Scholar] [CrossRef] [Green Version]
- Pan, W.; Gibb, A.G.; Dainty, A.R. Strategies for integrating the use of off-site production technologies in house building. J. Constr. Eng. Manag. 2012, 138, 1331–1340. [Google Scholar] [CrossRef] [Green Version]
- Tam, V.W.; Tam, C.M.; Zeng, S.; Ng, W.C. Towards adoption of prefabrication in construction. Build. Environ. 2007, 42, 3642–3654. [Google Scholar] [CrossRef] [Green Version]
- Li, Z.; Shen, G.Q.; Xue, X. Critical review of the research on the management of prefabricated construction. Habitat Int. 2014, 43, 240–249. [Google Scholar] [CrossRef] [Green Version]
- Li, C.Z.; Hong, J.; Xue, F.; Shen, G.Q.; Xu, X.; Luo, L. SWOT analysis and Internet of Things-enabled platform for prefabrication housing production in Hong Kong. Habitat Int. 2016, 57, 74–87. [Google Scholar] [CrossRef]
- Mao, C.; Xie, F.; Hou, L.; Wu, P.; Wang, J.; Wang, X. Cost analysis for sustainable off-site construction based on a multiple-case study in China. Habitat Int. 2016, 57, 215–222. [Google Scholar] [CrossRef]
- Arashpour, M.; Wakefield, R.; Blismas, N.; Minas, J. Optimization of process integration and multi-skilled resource utilization in off-site construction. Autom. Constr. 2015, 50, 72–80. [Google Scholar] [CrossRef]
- Arashpour, M.; Wakefield, R.; Abbasi, B.; Lee, E.W.M.; Minas, J. Off-site construction optimization: Sequencing multiple job classes with time constraints. Autom. Constr. 2016, 71, 262–270. [Google Scholar] [CrossRef]
- O’Brien, M.; Wakefield, R.; Beliveau, Y. Industrializing the Residental Construction Site; The Center for Housing Research at Virginia Tech Blacksburg: Blacksburg, VA, USA, 2000. [Google Scholar]
- Zhao, N. System-Built Single Family Homes in 2014: Special Study for Housing Economics; National Association of Home Builders: Washington, DC, USA, 2015. [Google Scholar]
- Chiang, Y.-H.; Hon-Wan Chan, E.; Ka-Leung Lok, L. Prefabrication and barriers to entry—a case study of public housing and institutional buildings in Hong Kong. Habitat Int. 2006, 30, 482–499. [Google Scholar] [CrossRef]
- Pons, O.; Wadel, G. Environmental impacts of prefabricated school buildings in Catalonia. Habitat Int. 2011, 35, 553–563. [Google Scholar] [CrossRef]
- Taylor, M.D. A definition and valuation of the UK offsite construction sector. Constr. Manag. Econ. 2010, 28, 885–896. [Google Scholar] [CrossRef]
- Mostafa, S.; Chileshe, N. Application of discrete-event simulation to investigate effects of client order behaviour on off-site manufacturing performance in Australia. Archit. Eng. Des. Manag. 2018, 14, 139–157. [Google Scholar] [CrossRef]
- BCA. Prefabricated Prefinished Volumetric Construction; BCA: Singapore, 2017. [Google Scholar]
- BCA. Prefabricated Prefinished Volumetric Construction; BCA: Singapore, 2015. [Google Scholar]
- Kim, M.-K.; Wang, Q.; Li, H. Non-contact sensing based geometric quality assessment of buildings and civil structures: A review. Autom. Constr. 2019, 100, 163–179. [Google Scholar] [CrossRef]
- Shahtaheri, Y.; Rausch, C.; West, J.; Haas, C.; Nahangi, M. Managing risk in modular construction using dimensional and geometric tolerance strategies. Autom. Constr. 2017, 83, 303–315. [Google Scholar] [CrossRef]
- Josephson, P.E.; Hammarlund, Y. The causes and costs of defects in construction: A study of seven building projects. Autom. Constr. 1999, 8, 681–687. [Google Scholar] [CrossRef]
- Jaillon, L.; Poon, C.S. Life cycle design and prefabrication in buildings: A review and case studies in Hong Kong. Autom. Constr. 2014, 39, 195–202. [Google Scholar] [CrossRef]
- Wang, Q.; Cheng, J.C.; Sohn, H. Automated estimation of reinforced precast concrete rebar positions using colored laser scan data. Comput. Aided Civ. Infrastruct. Eng. 2017, 32, 787–802. [Google Scholar] [CrossRef]
- Tang, P.; Huber, D.; Akinci, B. Characterization of Laser Scanners and Algorithms for Detecting Flatness Defects on Concrete Surfaces. J. Comput. Civ. Eng. 2011, 25, 31–42. [Google Scholar] [CrossRef]
- Wang, Q.; Kim, M.-K.; Cheng, J.C.P.; Sohn, H. Automated quality assessment of precast concrete elements with geometry irregularities using terrestrial laser scanning. Autom. Constr. 2016, 68, 170–182. [Google Scholar] [CrossRef]
- Kim, C.; Son, H.; Kim, C. Automated construction progress measurement using a 4D building information model and 3D data. Autom. Constr. 2013, 31, 75–82. [Google Scholar] [CrossRef]
- Wang, Q.; Sohn, H.; Cheng, J. Automatic as-built BIM creation of precast concrete bridge deck panels using laser scan data. J. Comput. Civ. Eng. 2018, 32, 04018011. [Google Scholar] [CrossRef]
- Tang, P.; Huber, D.; Akinci, B.; Lipman, R.; Lytle, A. Automatic reconstruction of as-built building information models from laser-scanned point clouds: A review of related techniques. Autom. Constr. 2010, 19, 829–843. [Google Scholar] [CrossRef]
- Shang, G.; Low, S.P. Lean Construction Management: The Toyota Way; Springer: Berlin/Heidelberg, Germany, 2014. [Google Scholar]
- Pang, E.F.; Lim, L.Y. Labor, Productivity and Singapore’s Development Model. Singap. Econ. Rev. 2015, 60. [Google Scholar] [CrossRef]
- BCA. Design for Manufacturing and Assembly (DfMA), in Prefabricated Prefinished Volumetric Construction; Building and Construction Authority: Singapore, 2016. [Google Scholar]
- BCA. Good Industry Practices–Prefabricated Bathroom Unit (PBU); BCA: Singapore, 2014. [Google Scholar]
- Ham, N.-H.; Min, K.-M.; Kim, J.-H.; Lee, Y.-S.; Kim, J.-J. A study on application of bim (building information modeling) to pre-design in construction project. In Proceedings of the ICCIT’08. Third International Conference, Convergence and Hybrid Information Technology, Washington, DC, USA, 11–13 November 2008. [Google Scholar]
- Shadram, F.; Johansson, T.D.; Lu, W.; Schade, J.; Olofsson, T. An integrated BIM-based framework for minimizing embodied energy during building design. Energy Build. 2016, 128, 592–604. [Google Scholar] [CrossRef]
- Wong, K.-d.; Fan, Q. Building information modelling (BIM) for sustainable building design. Facilities 2013, 31, 138–157. [Google Scholar] [CrossRef]
- Ilhan, B.; Yaman, H. Green building assessment tool (GBAT) for integrated BIM-based design decisions. Autom. Constr. 2016, 70, 26–37. [Google Scholar] [CrossRef]
- Leite, F.; Akinci, B.; Garrett, J. Identification of data items needed for automatic clash detection in MEP design coordination. In Proceedings of the 2009 Construction Research Congress, Seattle, DC, USA, 5–7 April 2009. [Google Scholar]
- Kumar, S.S.; Cheng, J.C.P. A BIM-based automated site layout planning framework for congested construction sites. Autom. Constr. 2015, 59, 24–37. [Google Scholar] [CrossRef]
- Zhou, Y.; Ding, L.Y.; Chen, L.J. Application of 4D visualization technology for safety management in metro construction. Autom. Constr. 2013, 34, 25–36. [Google Scholar] [CrossRef]
- Zhang, S.; Sulankivi, K.; Kiviniemi, M.; Romo, I.; Eastman, C.M.; Teizer, J. BIM-based fall hazard identification and prevention in construction safety planning. Saf. Sci. 2015, 72, 31–45. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, X.; Shou, W.; Wang, X.; Xu, B.; Kim, M.J.; Wu, P. A BIM-based approach for automated tower crane layout planning. Autom. Constr. 2015, 59, 168–178. [Google Scholar] [CrossRef]
- Lu, Q.; Won, J.; Cheng, J.C.P. A financial decision making framework for construction projects based on 5D Building Information Modeling (BIM). Int. J. Proj. Manag. 2016, 34, 3–21. [Google Scholar] [CrossRef]
- McArthur, J.J. A Building Information Management (BIM) Framework and Supporting Case Study for Existing Building Operations, Maintenance and Sustainability. Procedia Eng. 2015, 118, 1104–1111. [Google Scholar] [CrossRef] [Green Version]
- Li, N.; Becerik-Gerber, B.; Krishnamachari, B.; Soibelman, L. A BIM centered indoor localization algorithm to support building fire emergency response operations. Autom. Constr. 2014, 42, 78–89. [Google Scholar] [CrossRef]
- Marzouk, M.; Abdelaty, A. BIM-based framework for managing performance of subway stations. Autom. Constr. 2014, 41, 70–77. [Google Scholar] [CrossRef]
- Cheng, J.C.P.; Ma, L.Y.H. A BIM-based system for demolition and renovation waste estimation and planning. Waste Manag. 2013, 33, 1539–1551. [Google Scholar] [CrossRef]
- Won, J.; Cheng, J.C.P.; Lee, G. Quantification of construction waste prevented by BIM-based design validation: Case studies in South Korea. Waste Manag. 2016, 49, 170–180. [Google Scholar] [CrossRef] [PubMed]
- Wang, Q.; Tan, Y.; Mei, Z. Computational Methods of Acquisition and Processing of 3D Point Cloud Data for Construction Applications. Arch. Comput. Methods Eng. 2019, 27, 479–499. [Google Scholar] [CrossRef]
- Liu, X. Airborne LiDAR for DEM generation: Some critical issues. Prog. Phys. Geogr. Earth Environ. 2008, 32, 31–49. [Google Scholar]
- Hollaus, M.; Wagner, W.; Maier, B.; Schadauer, K. Airborne Laser Scanning of Forest Stem Volume in a Mountainous Environment. Sensors 2007, 7, 1559–1577. [Google Scholar] [CrossRef] [Green Version]
- Son, S.; Park, H.; Lee, K.H. Automated laser scanning system for reverse engineering and inspection. Int. J. Mach. Tools Manuf. 2002, 42, 889–897. [Google Scholar] [CrossRef]
- Olsen Michael, J.; Kuester, F.; Chang Barbara, J.; Hutchinson Tara, C. Terrestrial Laser Scanning-Based Structural Damage Assessment. J. Comput. Civ. Eng. 2010, 24, 264–272. [Google Scholar] [CrossRef]
- Zhang, C.; Arditi, D. Automated progress control using laser scanning technology. Autom. Constr. 2013, 36, 108–116. [Google Scholar] [CrossRef]
- Hebert, M.; Krotkov, E. 3D measurements from imaging laser radars: How good are they? Image Vis. Comput. 1992, 10, 170–178. [Google Scholar] [CrossRef] [Green Version]
- Gong, J.; Caldas, C.H. Data processing for real-time construction site spatial modeling. Autom. Constr. 2008, 17, 526–535. [Google Scholar] [CrossRef]
- Aiger, D.; Mitra, N.J.; Cohen-Or, D. 4-points congruent sets for robust pairwise surface registration. ACM Trans. Graph. 2008. [Google Scholar] [CrossRef] [Green Version]
- Besl, P.J.; McKay, N.D. Method for registration of 3-D shapes. In Sensor Fusion IV: Control Paradigms and Data Structures; International Society for Optics and Photonics: Bellingham, WA, USA, 1992. [Google Scholar]
- Nguyen, A.; Le, B. 3D point cloud segmentation: A survey. In Proceedings of the 2013 6th IEEE Conference on Robotics, Automation and Mechatronics (RAM), Manila, Philippines, 12–15 November 2013. [Google Scholar]
- Kim, M.-K.; Sohn, H.; Chang, C.-C. Automated dimensional quality assessment of precast concrete panels using terrestrial laser scanning. Autom. Constr. 2014, 45, 163–177. [Google Scholar] [CrossRef]
- Kim, M.-K.; Wang, Q.; Park, J.-W.; Cheng, J.C.; Sohn, H.; Chang, C.-C. Automated dimensional quality assurance of full-scale precast concrete elements using laser scanning and BIM. Autom. Constr. 2016, 72, 102–114. [Google Scholar] [CrossRef]
- Safa, M.; Shahi, A.; Nahangi, M.; Haas, C.; Noori, H. Automating measurement process to improve quality management for piping fabrication. Structures 2015, 3, 71–80. [Google Scholar] [CrossRef]
- Nahangi, M.; Yeung, J.; Haas, C.T.; Walbridge, S.; West, J. Automated assembly discrepancy feedback using 3D imaging and forward kinematics. Autom. Constr. 2015, 56, 36–46. [Google Scholar] [CrossRef]
- Rausch, C.; Nahangi, M.; Haas, C.; West, J. Kinematics chain based dimensional variation analysis of construction assemblies using building information models and 3D point clouds. Autom. Constr. 2017, 75, 33–44. [Google Scholar] [CrossRef]
- Rodríguez-Martín, M.; Rodríguez-Gonzálvez, P.; Lagüela, S.; González-Aguilera, D. Macro-photogrammetry as a tool for the accurate measurement of three-dimensional misalignment in welding. Autom. Constr. 2016, 71, 189–197. [Google Scholar] [CrossRef]
- Kim, M.-K.; Sohn, H.; Chang, C.-C. Localization and quantification of concrete spalling defects using terrestrial laser scanning. J. Comput. Civ. Eng. 2014, 29, 04014086. [Google Scholar] [CrossRef] [Green Version]
- Wang, Q.; Kim, M.-K.; Sohn, H.; Cheng, J.C. Surface flatness and distortion inspection of precast concrete elements using laser scanning technology. Smart Struct. Syst. 2016, 18, 601–623. [Google Scholar] [CrossRef] [Green Version]
- Bosché, F.; Guenet, E. Automating surface flatness control using terrestrial laser scanning and building information models. Autom. Constr. 2014, 44, 212–226. [Google Scholar] [CrossRef]
- Li, D.; Liu, J.; Feng, L.; Zhou, Y.; Liu, P.; Chen, Y.F. Terrestrial laser scanning assisted flatness quality assessment for two different types of concrete surfaces. Measurement 2020, 154, 107436. [Google Scholar] [CrossRef]
- Fischler, M.A.; Bolles, R.C. Random sample consensus: A paradigm for model fitting with applications to image analysis and automated cartography. Commun. ACM 1981, 24, 381–395. [Google Scholar] [CrossRef]
- Torr, P.H.; Zisserman, A. MLESAC: A new robust estimator with application to estimating image geometry. Comput. Vis. Image Underst. 2000, 78, 138–156. [Google Scholar] [CrossRef] [Green Version]
- FARO. FARO® Laser Scanner Focus. Available online: https://www.faro.com/en-sg/products/construction-bim/faro-laser-scanner-focus/ (accessed on 10 June 2020).























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Category | Checklist Items | Tolerance |
|---|---|---|
| Structural Elements | Dimension | Depending on the edge length L: L ≤ 3 m: ±6 mm 3 m < L ≤ 4.5 m: ±9 mm 4.5 m < L ≤ 6 m: ±12 mm Additional allowable tolerance for every subsequent 6 m: ±6 mm |
| Opening dimension | +10 mm | |
| Opening position | ±25 mm | |
| Straightness | Depending on the edge length L: L ≤ 3 m: 6 mm 3 m < L ≤ 4.5 m: 9 mm 4.5 m < L ≤ 6 m: 12 mm Additional allowable tolerance for every subsequent 6 m: 6 mm | |
| Squareness | Depending on the width W of the element: W ≤ 1.2 m: 6 mm 1.2 m < W ≤ 1.8 m: 9 mm W > 1.8 m: 12 mm | |
| Twist | Depending on the width W and length L of the element: W ≤ 600 mm and L ≤ 6 m: 6 mm All other cases: 12 mm | |
| Flatness | 6 mm per 1.5 m | |
| MEP Elements | Dimension | 6 mm (for pipes) |
| Position | 6 mm (for pipes) |
| Category | Property Name | Property Type | Property Value |
|---|---|---|---|
| General | Inspector | Text | Inspector in charge of the inspection |
| Inspection date | Text | Date of the inspection | |
| Acceptance | Boolean | Whether the element is accepted (YES or NO) | |
| Structural | Dimension | Length | Maximum dimension discrepancy of all edges of an element |
| Opening dimension | Length | Maximum dimension discrepancy of all edges of an opening | |
| Opening position | Length | Maximum position discrepancy of all edges of an opening | |
| Straightness | Length | Maximum straightness deviation of all edges of an element | |
| Squareness | Length | Maximum squareness deviation of all corners of an element | |
| Twist | Length | Maximum twist deviation of all corners of an element | |
| Flatness | Length | Maximum straight edge deviation | |
| MEP | Dimension | Length | Dimension discrepancy of an element |
| Position | Length | Maximum position discrepancy of an element |
| Structural Element | Inspection Discrepancies (mm) | ||||||
|---|---|---|---|---|---|---|---|
| Dimension | Opening Dimension | Opening Position | Straightness | Squareness | Twist | Flatness | |
| S1 | 1.5 | N/A | N/A | 0.6 | 0.4 | 0.7 | 0.4 |
| S2 | 0.6 | N/A | N/A | 0.3 | 0.2 | 0.4 | 0.2 |
| S3 | 1.3 | 1.2 | 1.5 | 0.8 | 0.6 | 0.8 | 0.2 |
| S4 | 1.2 | N/A | N/A | 0.4 | 0.9 | 0.6 | 0.5 |
| S5 | 0.5 | N/A | N/A | 0.2 | 0.4 | 0.2 | 0.3 |
| S6 | 1.6 | 1.4 | 1.0 | 0.6 | 0.6 | 0.7 | 0.3 |
| MEP Element | Inspection Discrepancies (mm) | |
|---|---|---|
| Dimension | Position | |
| MEP1 | 0.2 | 0.6 |
| MEP2 | 1.1 | 1.5 |
| MEP3 | 1.8 | 2.3 |
| MEP4 | 0.2 | 0.7 |
| MEP5 | 0.1 | 0.6 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tan, Y.; Li, S.; Wang, Q. Automated Geometric Quality Inspection of Prefabricated Housing Units Using BIM and LiDAR. Remote Sens. 2020, 12, 2492. https://doi.org/10.3390/rs12152492
Tan Y, Li S, Wang Q. Automated Geometric Quality Inspection of Prefabricated Housing Units Using BIM and LiDAR. Remote Sensing. 2020; 12(15):2492. https://doi.org/10.3390/rs12152492
Chicago/Turabian StyleTan, Yi, Silin Li, and Qian Wang. 2020. "Automated Geometric Quality Inspection of Prefabricated Housing Units Using BIM and LiDAR" Remote Sensing 12, no. 15: 2492. https://doi.org/10.3390/rs12152492
APA StyleTan, Y., Li, S., & Wang, Q. (2020). Automated Geometric Quality Inspection of Prefabricated Housing Units Using BIM and LiDAR. Remote Sensing, 12(15), 2492. https://doi.org/10.3390/rs12152492