Slot-Die Coating of Double Polymer Layers for the Fabrication of Organic Light Emitting Diodes



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
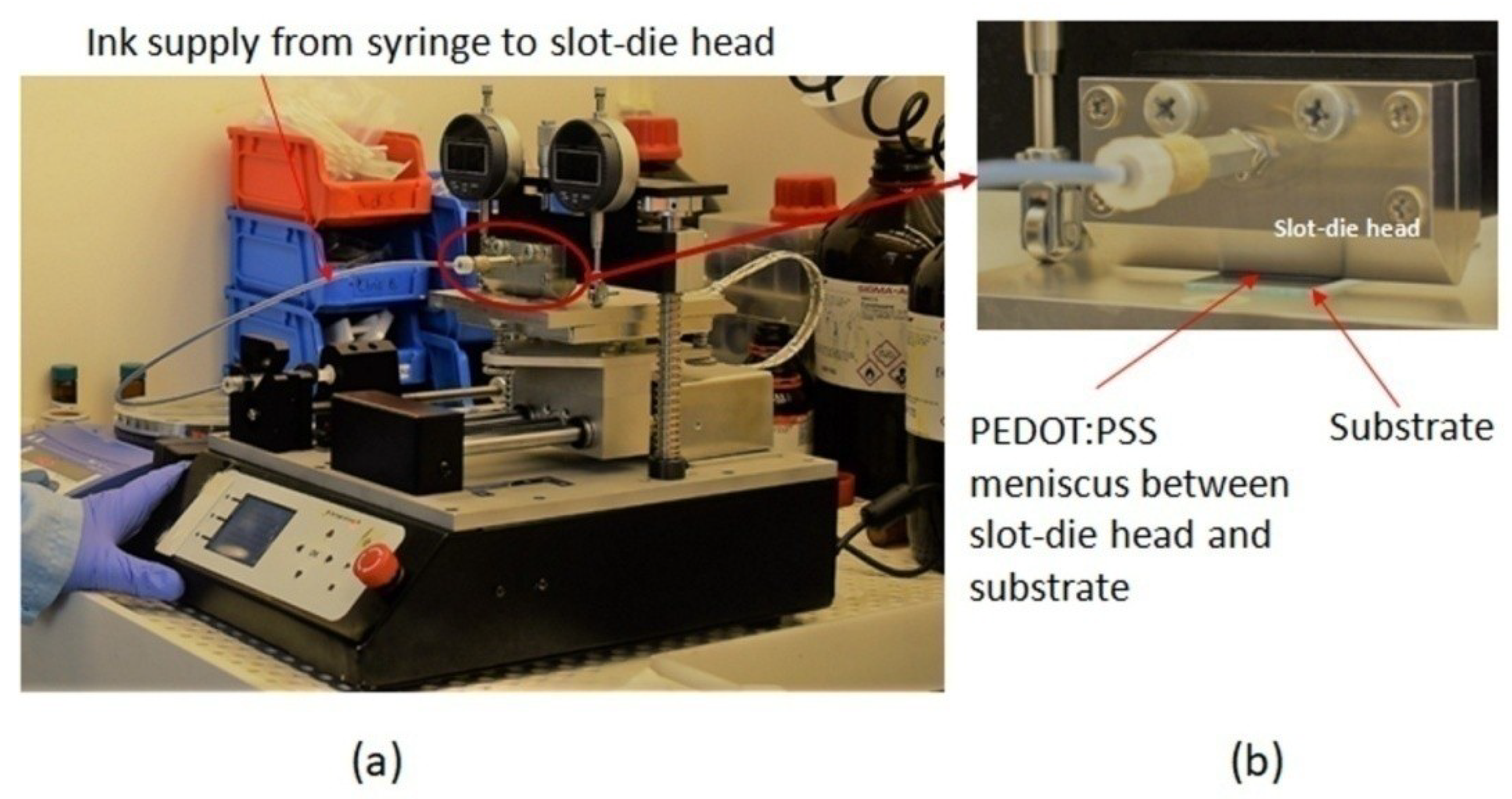
2.2. Instruments
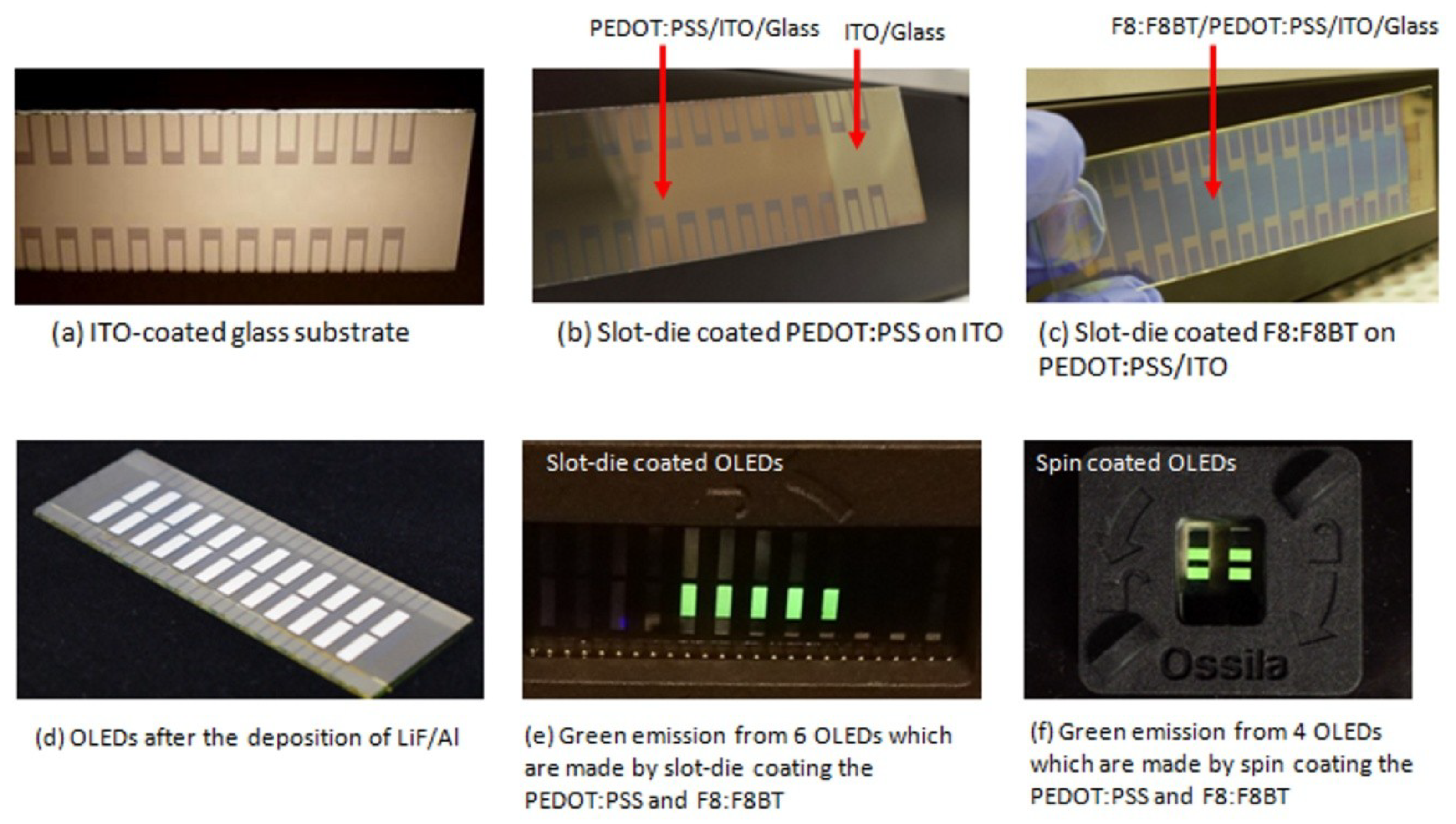
2.3. Fabrication of OLEDs
3. Results and Discussions
3.1. Optimization of PEDOT:PSS Slot-Die Coating
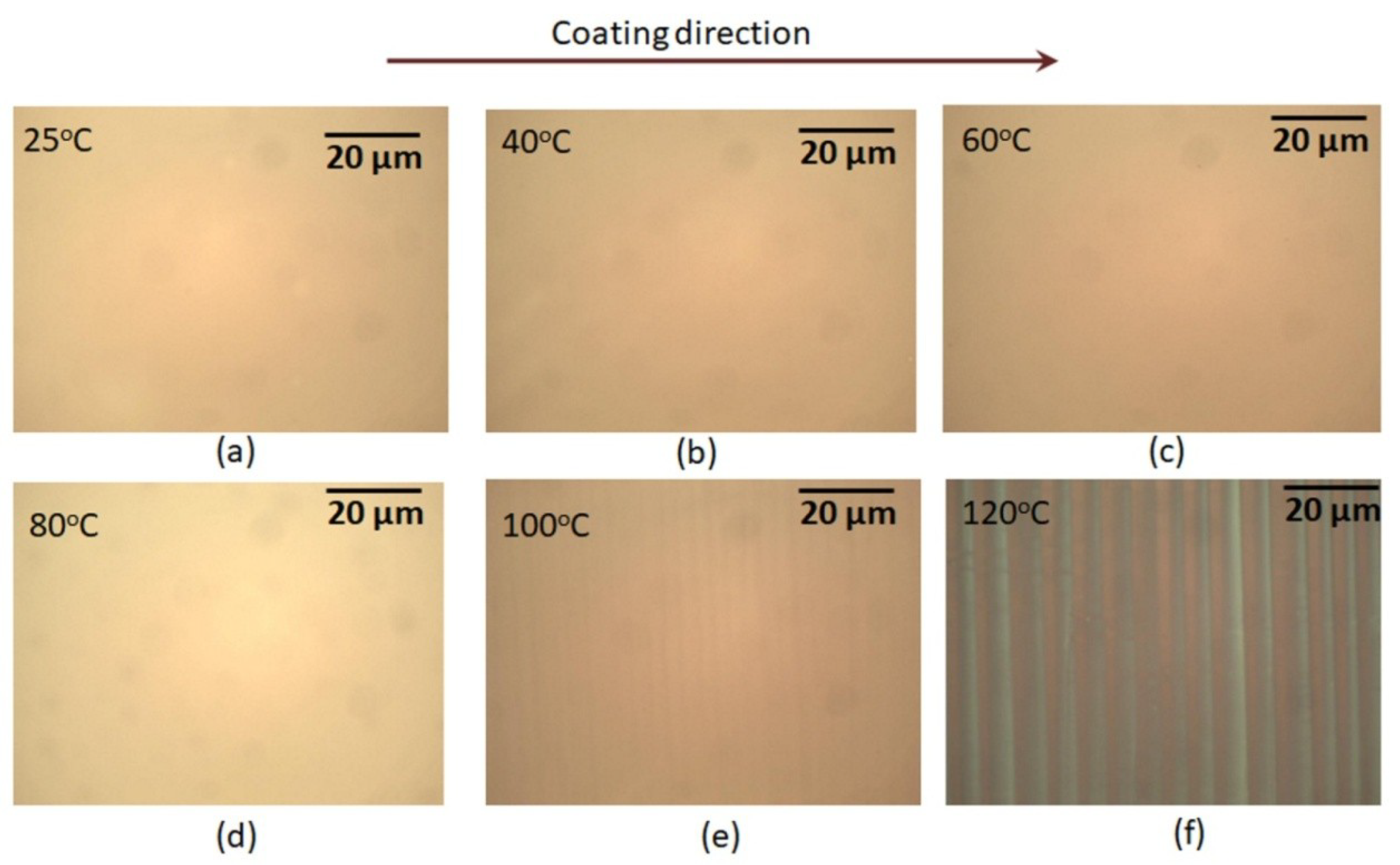
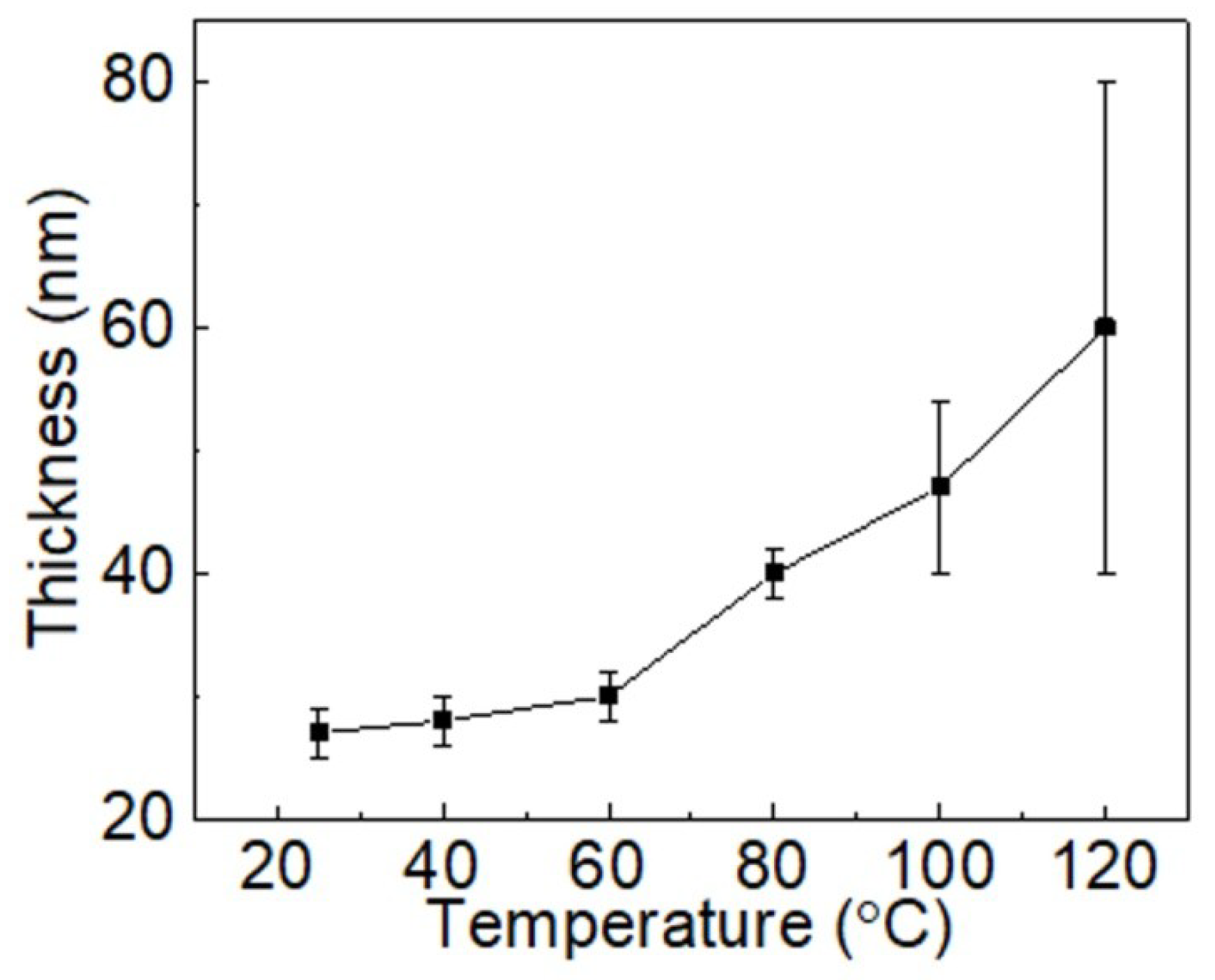
3.1.1. Influence of Substrate Temperature
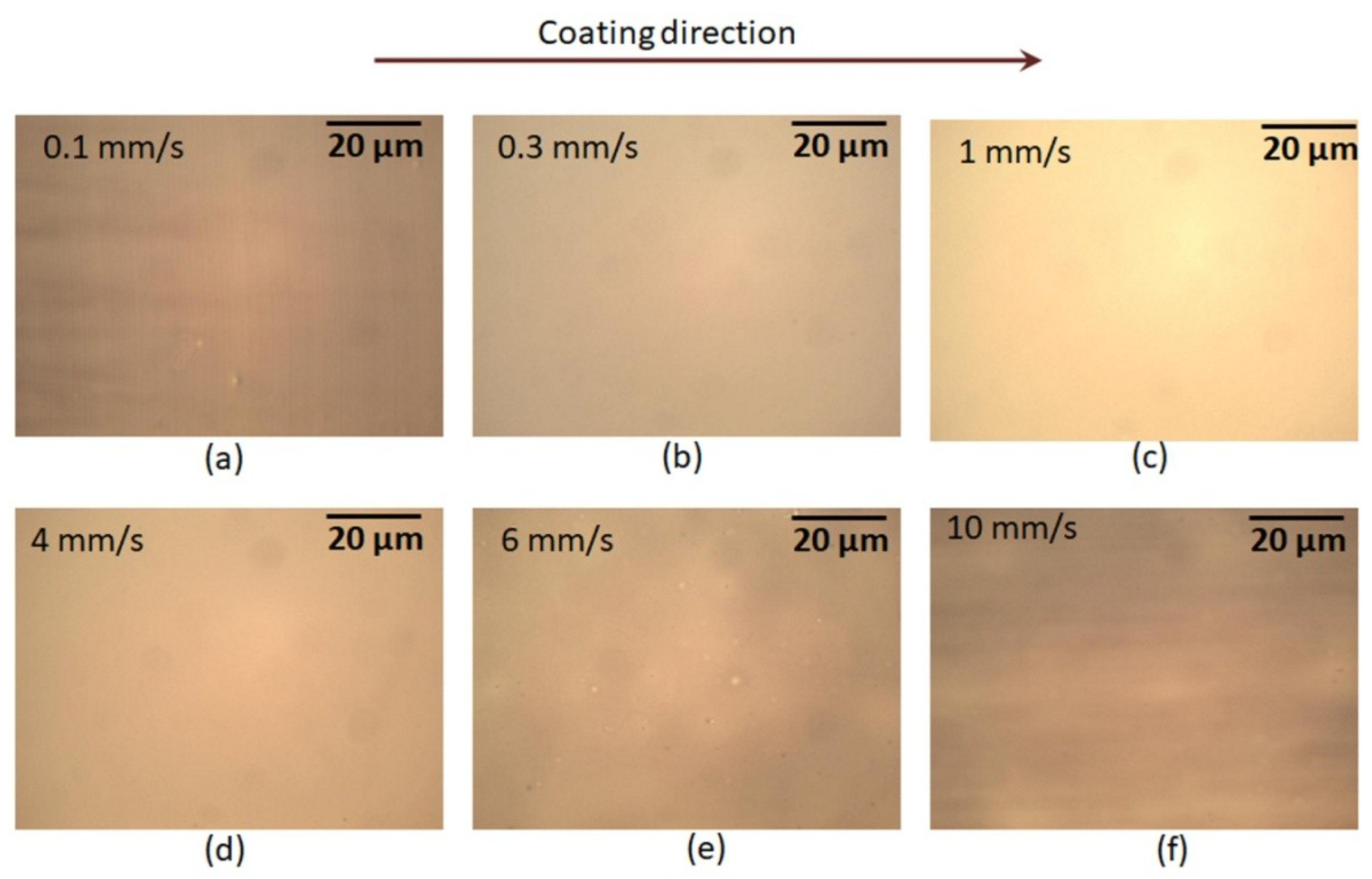
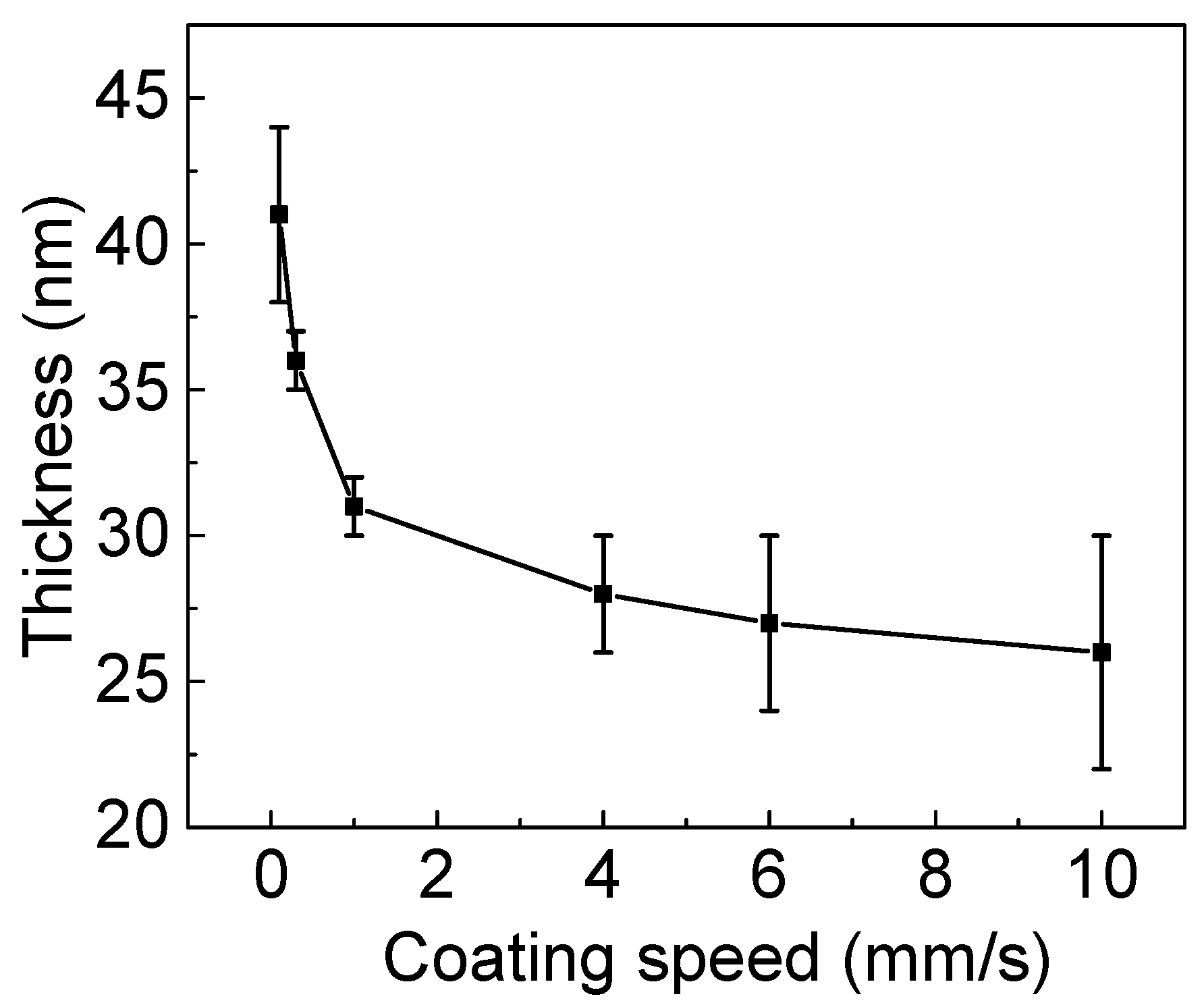
3.1.2. Influence of Slot-Die Coating Speed
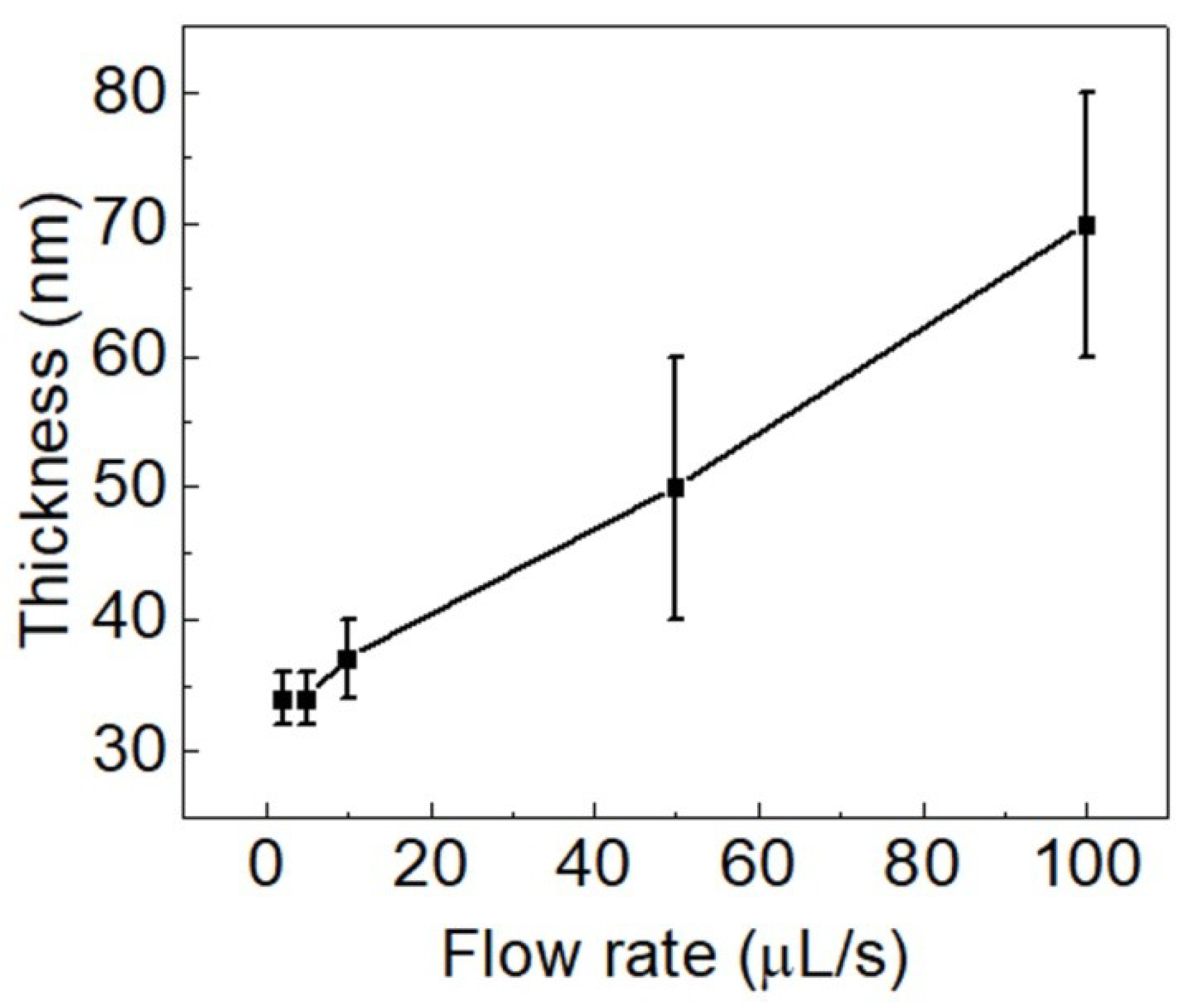
3.1.3. Influence of Ink Flow Rate
3.2. Slot-Die Coating of F8:F8BT Film
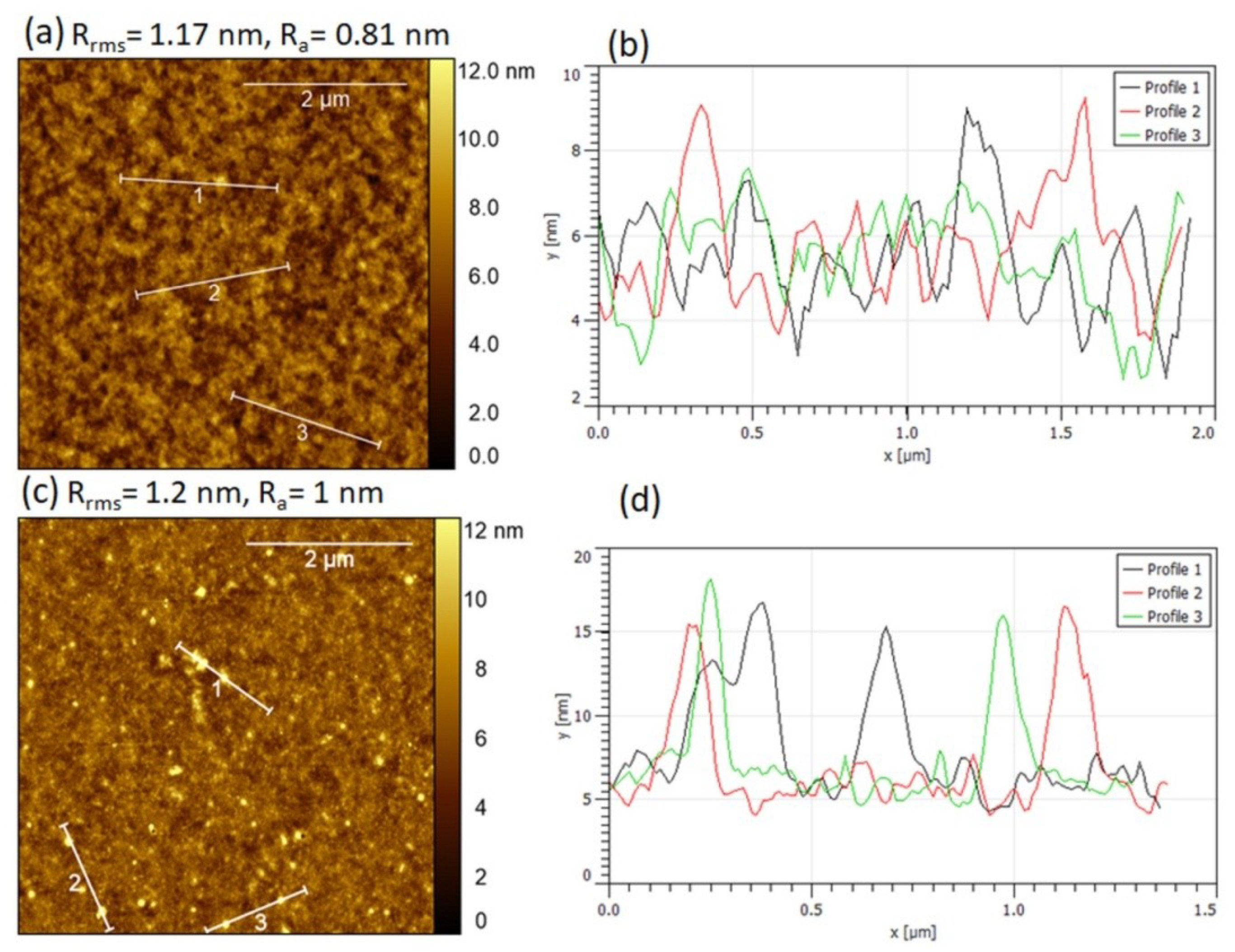
3.3. AFM Images of Slot-Die Coated PEDOT:PSS and F8:F8BT Films
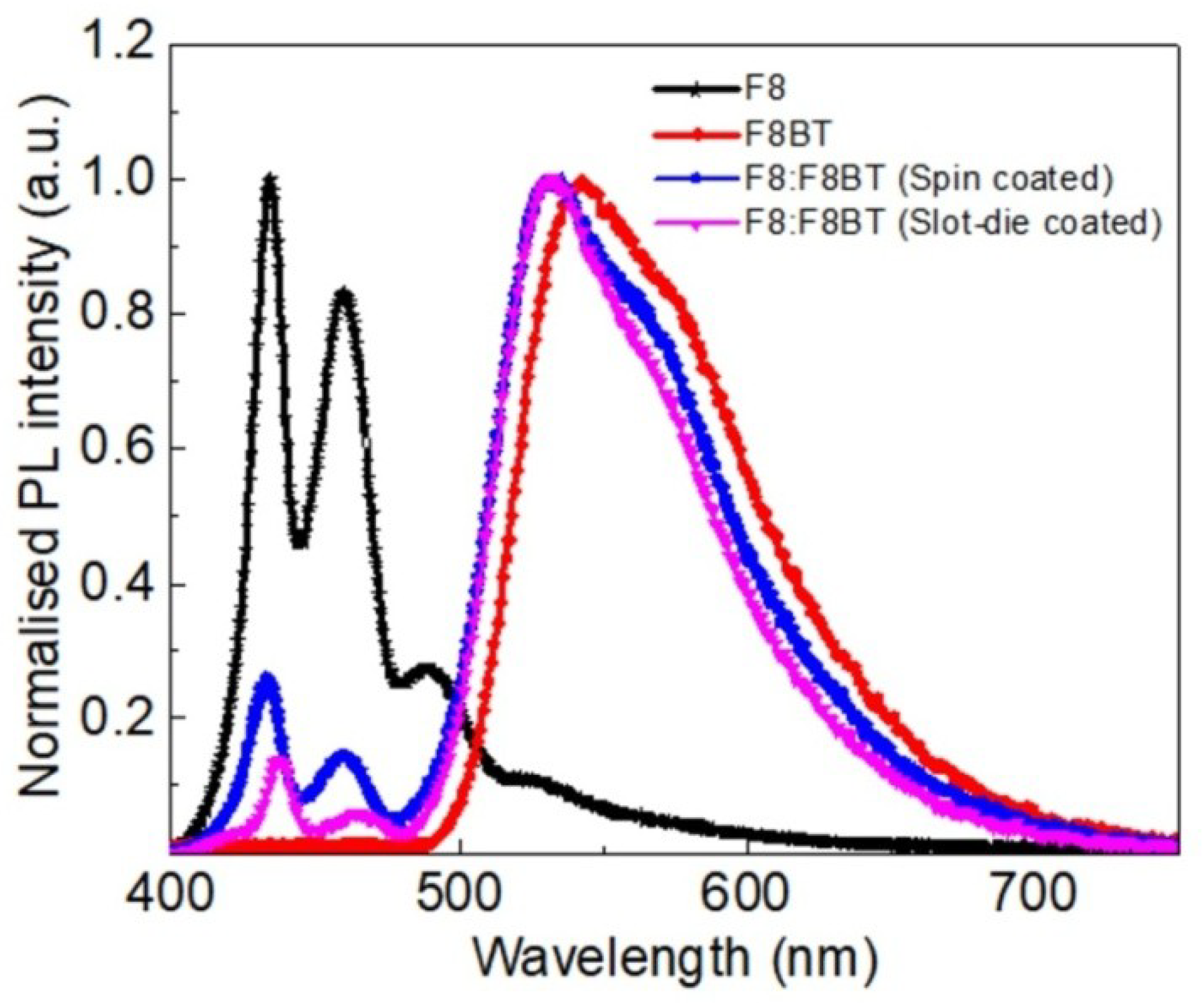
3.4. Photoluminescence (PL) Measurements
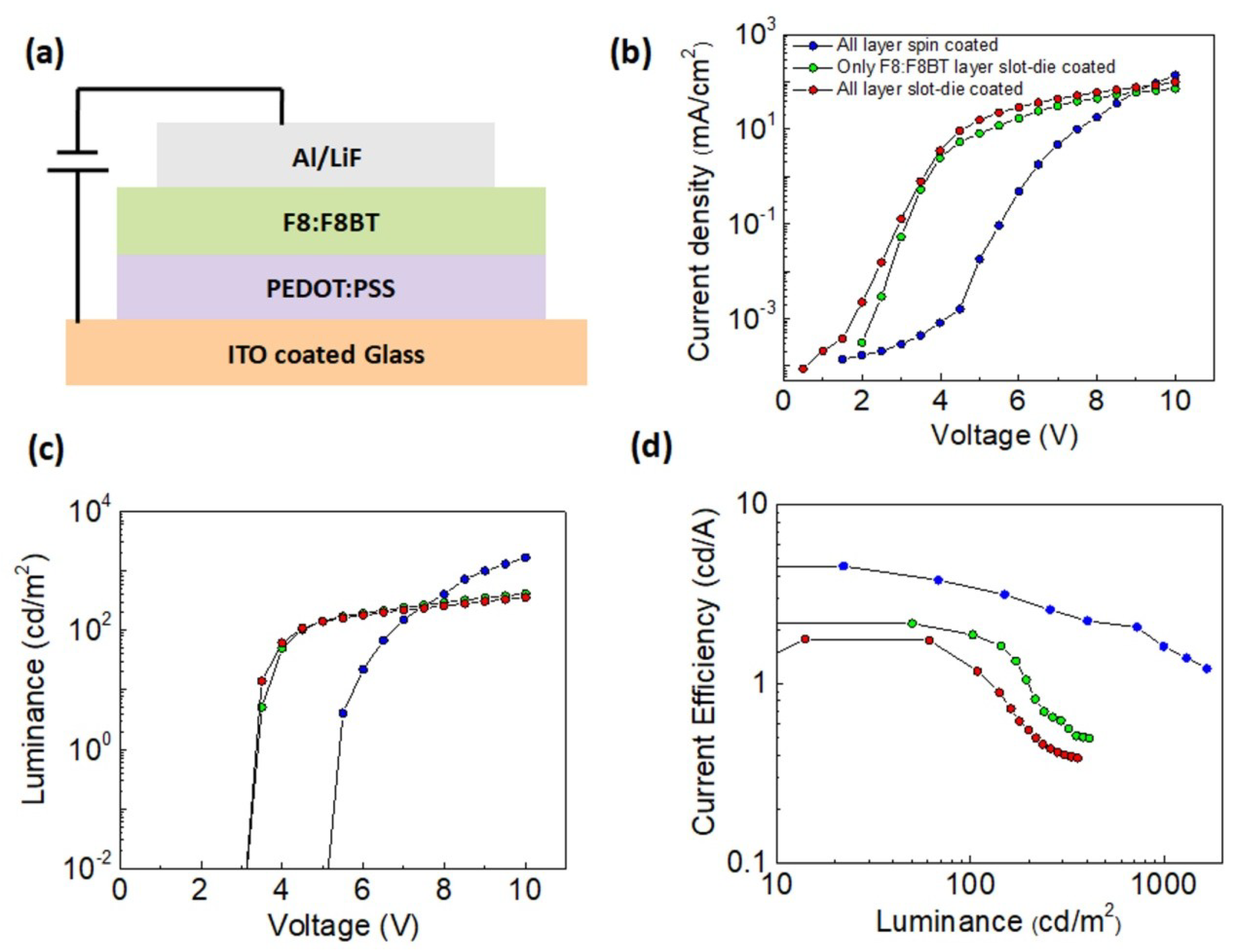
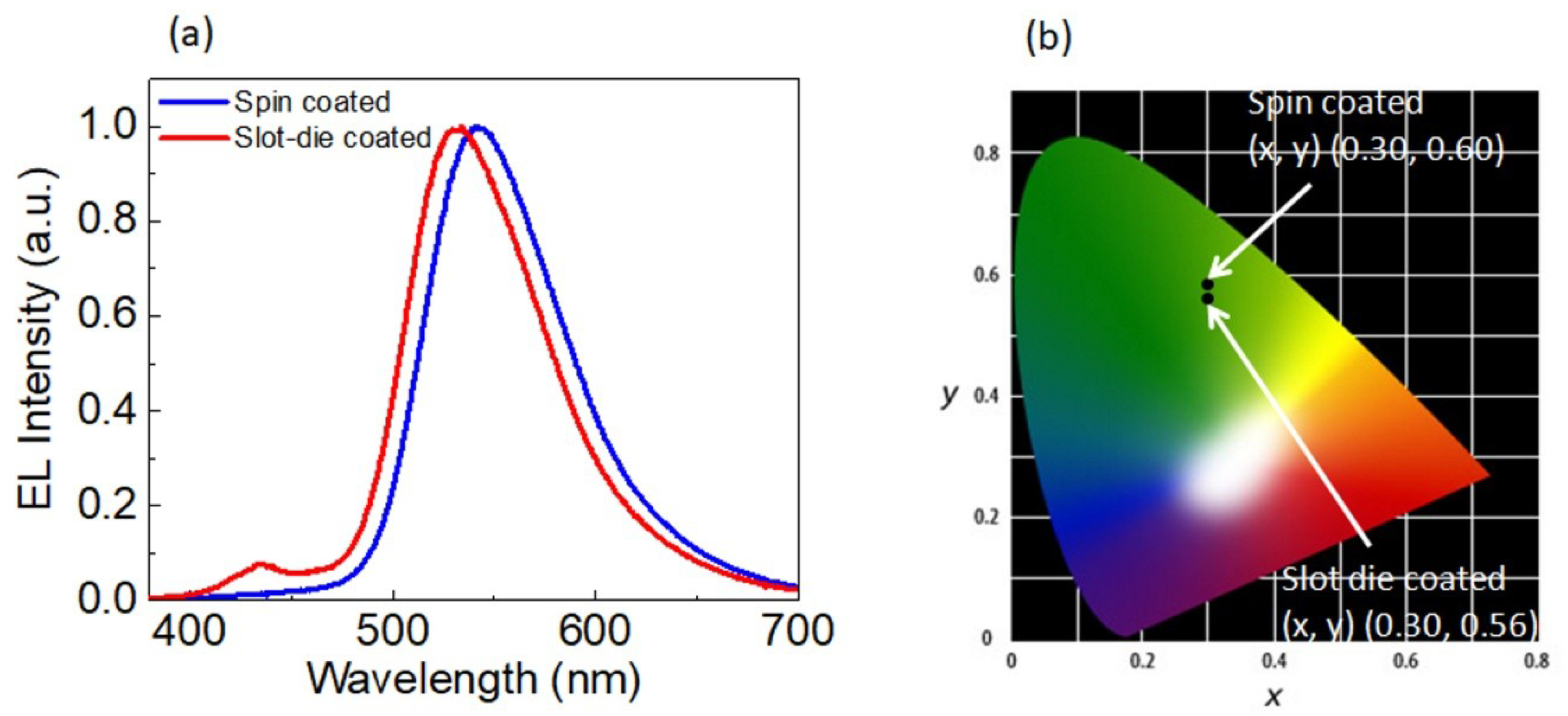
3.5. Performances of Slot-Die Coated OLEDs
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Riegel, A.-L.; Reichelt, N.; Scharfer, P.; Schabel, W. Process-dependent conductivity and film homogeneity of slot-die-coated PEDOT:PSS–PVA composite films. J. Coat. Technol. Res. 2017, 14, 1039–1051. [Google Scholar] [CrossRef]
- Raupp, S.M.; Merklein, L.; Hietzschold, S.; Zürn, M.; Scharfer, P.; Schabel, W. Slot die-coated blue SMOLED multilayers. J. Coat. Technol. Res. 2017, 14, 1029–1037. [Google Scholar] [CrossRef]
- Carey, T.; Cacovich, S.; Divitini, G.; Ren, J.; Mansouri, A.; Kim, J.M.; Wang, C.; Ducati, C.; Sordan, R.; Torrisi, F. Fully inkjet-printed two-dimensional material field-effect heterojunctions for wearable and textile electronics. Nat. Commun. 2017, 8, 1202. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ostfeld, A.E.; Deckman, I.; Gaikwad, A.M.; Lochner, C.M.; Arias, A.C. Screen printed passive components for flexible power electronics. Sci. Rep. 2015, 5, 15959. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lewis, J.A.; Ahn, B.Y. Device fabrication: Three-dimensional printed electronics. Nature 2015, 518, 42–43. [Google Scholar] [CrossRef] [PubMed]
- C, A.; Luszczynska, B.; Dupont, B.G.R.; Sieradzki, Z. Inkjet Printing Technique and Its Application in Organic Light Emitting Diodes. Disp. Imaging 2017, 2, 339–358. [Google Scholar]
- Hoeng, F.; Denneulin, A.; Bras, J. Use of nanocellulose in printed electronics: A review. Nanoscale 2016, 8, 13131–13154. [Google Scholar] [CrossRef]
- Sarma, K. Recent progress in OLED and flexible displays and their potential for application to aerospace and military display systems. In Proceedings of the SPIE Defense + Security, Baltimore, MD, USA, 20–24 April 2015; p. 11. [Google Scholar]
- Alonso-Lomillo, M.A.; Dominguez-Renedo, O.; Arcos-Martinez, M.J. Screen-printed biosensors in microbiology; a review. Talanta 2010, 82, 1629–1636. [Google Scholar] [CrossRef]
- Shin, D.; Lee, J.-Y.; Hong, K.-Y.; Park, J.; Seo, Y.-S. Slot-die coating of organic thin films for active-matrix organic light-emitting diode displays. Thin Solid Film 2016, 619, 179–186. [Google Scholar] [CrossRef]
- Pérez-Gutiérrez, E.; Lozano, J.; Gaspar-Tánori, J.; Maldonado, J.-L.; Gómez, B.; López, L.; Amores-Tapia, L.-F.; Barbosa-García, O.; Percino, M.-J. Organic solar cells all made by blade and slot–die coating techniques. Sol. Energy 2017, 146, 79–84. [Google Scholar] [CrossRef]
- Lin, Z.; Guo, X.; Zhou, L.; Zhang, C.; Chang, J.; Wu, J.; Zhang, J. Solution-processed high performance organic thin film transistors enabled by roll-to-roll slot die coating technique. Org. Electron. 2018, 54, 80–88. [Google Scholar] [CrossRef]
- Lee, H.; Lee, D.; Hwang, J.; Nam, D.; Byeon, C.; Ko, S.H.; Lee, S. Silver nanoparticle piezoresistive sensors fabricated by roll-to-roll slot-die coating and laser direct writing. Opt. Express 2014, 22, 8919–8927. [Google Scholar] [CrossRef] [PubMed]
- Huang, Y.; Cha, H.; Chen, C.; Tsao, C. A universal roll-to-roll slot-die coating approach towards high-efficiency organic photovoltaics. Prog. Photovolt. Res. Appl. 2017, 25, 928–935. [Google Scholar] [CrossRef]
- Abbel, R.; de Vries, I.; Langen, A.; Kirchner, G.; t’Mannetje, H.; Gorter, H.; Wilson, J.; Groen, P. Toward high volume solution based roll-to-roll processing of OLEDs. J. Mater. Res. 2017, 32, 2219–2229. [Google Scholar] [CrossRef] [Green Version]
- Peters, K.; Raupp, S.; Hummel, H.; Bruns, M.; Scharfer, P.; Schabel, W. Formation of blade and slot die coated small molecule multilayers for OLED applications studied theoretically and by XPS depth profiling. AIP Adv. 2016, 6, 065108. [Google Scholar] [CrossRef] [Green Version]
- Mattias, A.L. Fully Slot–Die-Coated All-Organic Solar Cells. Energy Technol. 2015, 3, 437–442. [Google Scholar] [CrossRef]
- Sandström, A.; Dam, H.F.; Krebs, F.C.; Edman, L. Ambient fabrication of flexible and large-area organic light-emitting devices using slot-die coating. Nat. Commun. 2012, 3, 1002. [Google Scholar] [CrossRef] [Green Version]
- Volz, D.; Wallesch, M.; Flechon, C.; Danz, M.; Verma, A.; Navarro, J.M.; Zink, D.M.; Brase, S.; Baumann, T. From iridium and platinum to copper and carbon: New avenues for more sustainability in organic light-emitting diodes. Green Chem. 2015, 17, 1988–2011. [Google Scholar] [CrossRef]
- Wolfgang, B.; Jörg, F.; Tobias, D.S.; Bert, J.S.; Christian, M. Device efficiency of organic light-emitting diodes: Progress by improved light outcoupling. Phys. Status Solidi A 2013, 210, 44–65. [Google Scholar] [CrossRef]
- Thejo Kalyani, N.; Dhoble, S.J. Organic light emitting diodes: Energy saving lighting technology—A review. Renew. Sustain. Energy Rev. 2012, 16, 2696–2723. [Google Scholar] [CrossRef]
- Chizu, S.; Yoshiaki, T.; Takeshi, Y.; Makoto, K.; Shuji, D. Recent progress of high performance polymer OLED and OPV materials for organic printed electronics. Sci. Technol. Adv. Mater. 2014, 15, 034203. [Google Scholar] [Green Version]
- Lövenich, W. PEDOT-properties and applications. Polym. Sci. Ser. C 2014, 56, 135–143. [Google Scholar] [CrossRef]
- Yu, D.X. Light-emitting devices with conjugated polymers. Int. J. Mol. Sci. 2011, 12, 1575–1594. [Google Scholar] [CrossRef] [PubMed]
- Alsalhi, M.S.; Alam, J.; Dass, L.A.; Raja, M. Recent advances in conjugated polymers for light emitting devices. Int. J. Mol. Sci. 2011, 12, 2036–2054. [Google Scholar] [CrossRef] [PubMed]
- Morgado, J.; Moons, E.; Friend, R.H.; Cacialli, F. De-mixing of Polyfluorene-Based Blends by Contact with Acetone: Electro- and Photo-luminescence Probes. Adv. Mater. 2001, 13, 810–814. [Google Scholar] [CrossRef]
- Wilkinson, C.I.; Lidzey, D.G.; Palilis, L.C.; Fletcher, R.B.; Martin, S.J.; Wang, X.H.; Bradley, D.D.C. Enhanced performance of pulse driven small area polyfluorene light emitting diodes. Appl. Phys. Lett. 2001, 79, 171–173. [Google Scholar] [CrossRef]
- Morgado, J.; Friend, R.H.; Cacialli, F. Improved efficiency of light-emitting diodes based on polyfluorene blends upon insertion of a poly(p-phenylene vinylene) electron- confinement layer. Appl. Phys. Lett. 2002, 80, 2436–2438. [Google Scholar] [CrossRef]
- Wei, B.; Ichikawa, M.; Furukawa, K.; Koyama, T.; Taniguchi, Y. High peak luminance of molecularly dye-doped organic light-emitting diodes under intense voltage pulses. J. Appl. Phys. 2005, 98, 044506. [Google Scholar] [CrossRef]
- Zhang, Y.; Blom, P.W.M. Electron and hole transport in poly(fluorene-benzothiadiazole). Appl. Phys. Lett. 2011, 98, 143504. [Google Scholar] [CrossRef] [Green Version]
- Suh, M.; Bailey, J.; Kim, S.W.; Kim, K.; Yun, D.-J.; Jung, Y.; Hamilton, I.; Chander, N.; Wang, X.; Bradley, D.D.C.; et al. High-Efficiency Polymer LEDs with Fast Response Times Fabricated via Selection of Electron-Injecting Conjugated Polyelectrolyte Backbone Structure. ACS Appl. Mater. Interfaces 2015, 7, 26566–26571. [Google Scholar] [CrossRef] [Green Version]
- Hill, J.; Heriot, S.Y.; Worsfold, O.; Richardson, T.H.; Fox, A.M.; Bradley, D.D.C. Dynamics of Förster transfer in polyfluorene-based polymer blends and Langmuir–Blodgett nanostructures. Synth. Met. 2003, 139, 787–790. [Google Scholar] [CrossRef]
- Jokinen, K.; Bykov, A.V.; Sliz, R.; Remes, K.; Fabritius, T.; Myllylä, R. Light Emission Color Conversion of Polyfluorene-Blend OLEDs Induced by Thermal Annealing. IEEE Trans. Electron Devices 2015, 62, 2238–2243. [Google Scholar] [CrossRef]
- Voigt, M.; Chappell, J.; Rowson, T.; Cadby, A.; Geoghegan, M.; Jones, R.A.L.; Lidzey, D.G. The interplay between the optical and electronic properties of light-emitting-diode applicable conjugated polymer blends and their phase-separated morphology. Org. Electron. 2005, 6, 35–45. [Google Scholar] [CrossRef]
- Chuan, L.; Yong, X.; Xuying, L.; Takeo, M.; Henning, S.; Yong-Young, N. Solution-processed high-LUMO-level polymers in n -type organic field-effect transistors: A comparative study as a semiconducting layer, dielectric layer, or charge injection layer. Semicond. Sci. Technol. 2015, 30, 044007. [Google Scholar]
- Hirotake, K.; Takahiro, O.; Yutaka, O. Electroluminescence emission patterns of organic light-emitting transistors based on crystallized fluorene-type polymers. Jpn. J. Appl. Phys. 2017, 56, 03BA01. [Google Scholar]
- Raupp, S.M.; Merklein, L.; Pathak, M.; Scharfer, P.; Schabel, W. An experimental study on the reproducibility of different multilayer OLED materials processed by slot die coating. Chem. Eng. Sci. 2017, 160, 113–120. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Slot-Die Coated Films | Substrate Temperature (°C) | Coating Speed (mm/s) | Flow Rate of Ink (μL/s) |
|---|---|---|---|
| PEDOT:PSS | 60 | 0.5 | 1 |
| F8:F8BT | 35 | 0.3 | 1 |
| OLEDs Using Slot-Die Coating and/or Spin Coating Technique | PEDOT:PSS Thickness (nm) | F8:F8BT Thickness (nm) | Turn-on Voltage (V) | Luminance (cd/m2) at 10 V | Max. Current Efficiency (cd/A) |
|---|---|---|---|---|---|
| Slot-Die Coated OLEDs | 34 ± 3 | 66 ± 5 | 3.5 | 357 | 1.77 |
| F8:F8BT Slot-Die Coated and PEDOT:PSS Spin Coated | 35 ± 1 | 66 ± 5 | 3.5 | 411 | 2.16 |
| Spin-Coated OLEDs | 35 ± 1 | 70 ± 1 | 5.5 | 1662 | 4.51 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
C, A.; Colella, M.; Griffin, J.; Kingsley, J.; Scarratt, N.; Luszczynska, B.; Ulanski, J. Slot-Die Coating of Double Polymer Layers for the Fabrication of Organic Light Emitting Diodes. Micromachines 2019, 10, 53. https://doi.org/10.3390/mi10010053
C A, Colella M, Griffin J, Kingsley J, Scarratt N, Luszczynska B, Ulanski J. Slot-Die Coating of Double Polymer Layers for the Fabrication of Organic Light Emitting Diodes. Micromachines. 2019; 10(1):53. https://doi.org/10.3390/mi10010053
Chicago/Turabian StyleC, Amruth, Marco Colella, Jonathan Griffin, James Kingsley, Nicholas Scarratt, Beata Luszczynska, and Jacek Ulanski. 2019. "Slot-Die Coating of Double Polymer Layers for the Fabrication of Organic Light Emitting Diodes" Micromachines 10, no. 1: 53. https://doi.org/10.3390/mi10010053
APA StyleC, A., Colella, M., Griffin, J., Kingsley, J., Scarratt, N., Luszczynska, B., & Ulanski, J. (2019). Slot-Die Coating of Double Polymer Layers for the Fabrication of Organic Light Emitting Diodes. Micromachines, 10(1), 53. https://doi.org/10.3390/mi10010053