High Temperature Adiabatic Heating in µ-IM Mould Cavities—A Case for Venting Design Solutions



Abstract
:1. Introduction
2. Experimental Procedure
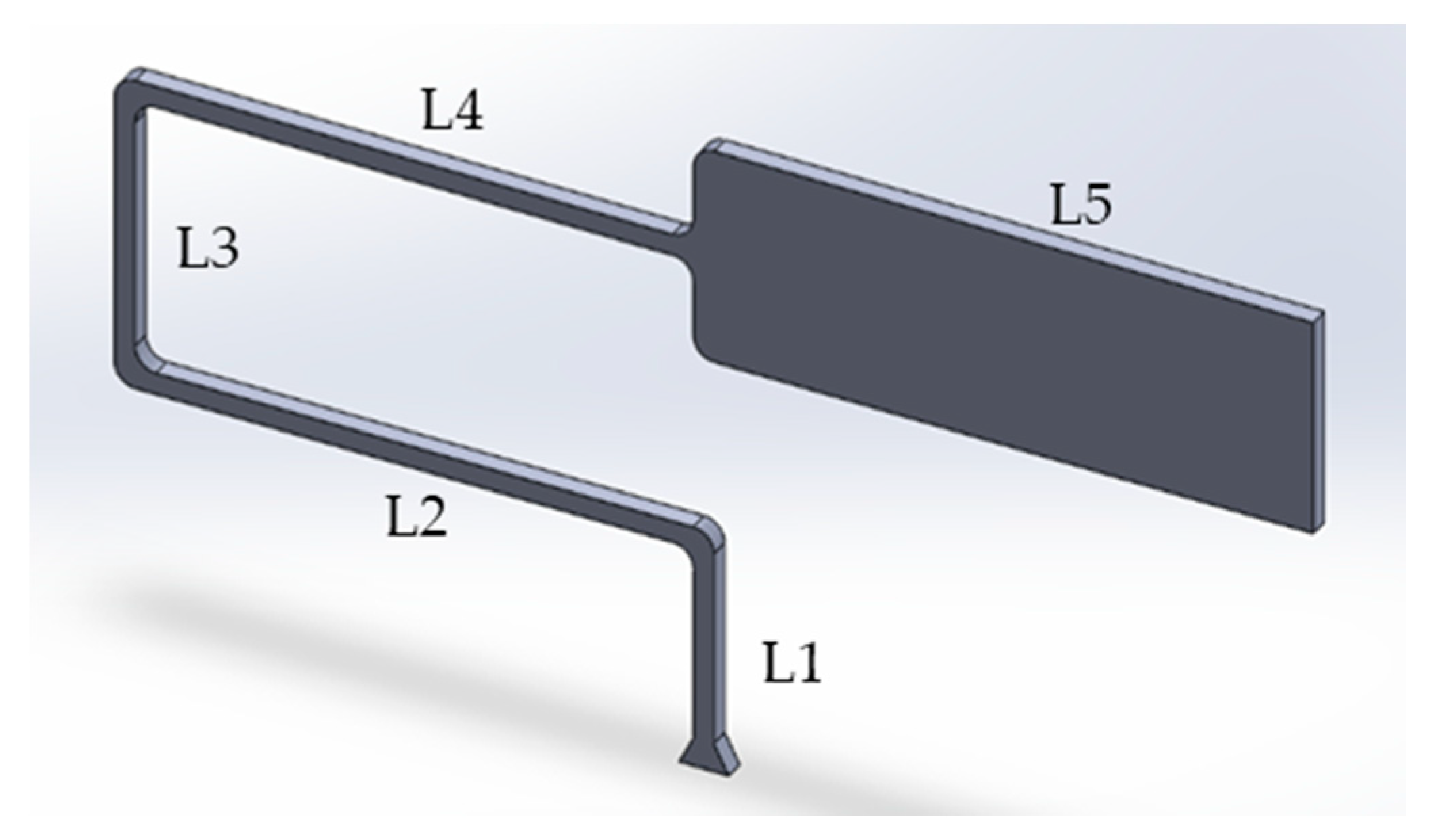
2.1. Part Design
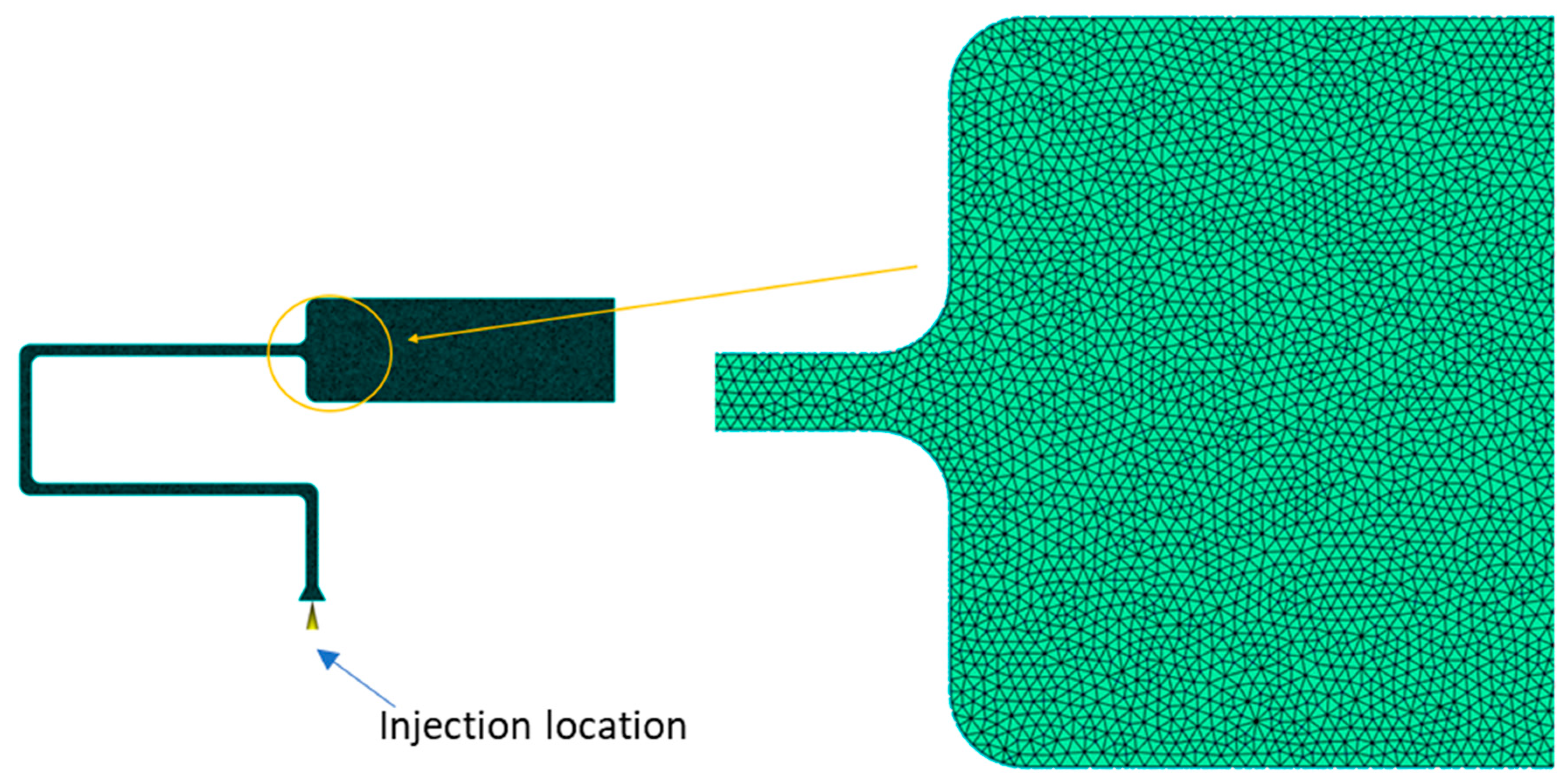
2.2. Moldflow Simulation
2.3. Materials
2.4. Boundary Conditions
3. Results
3.1. Simulation
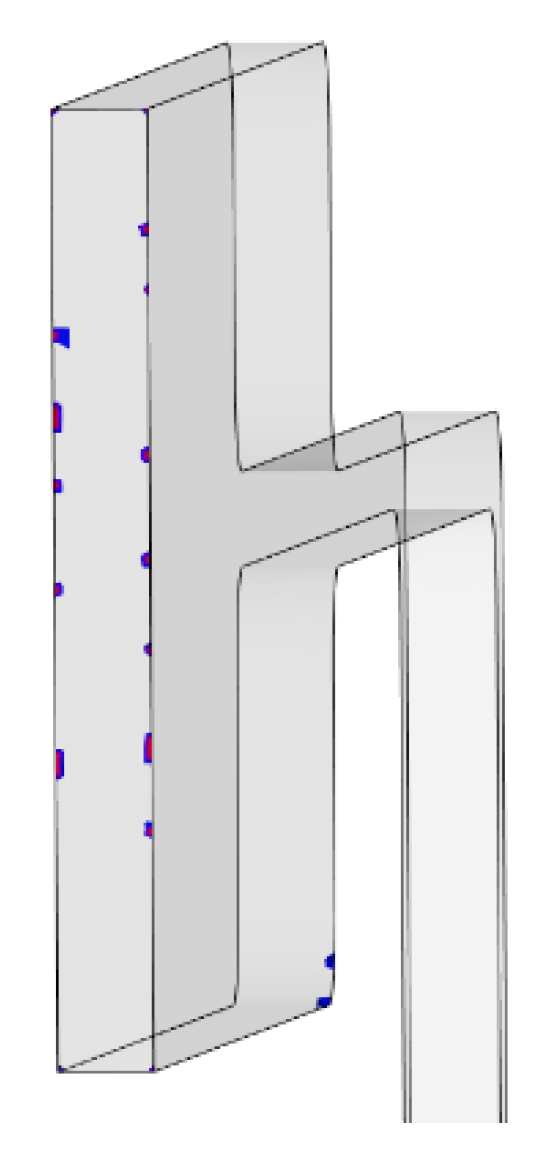
3.1.1. Moldflow Air Trap Results
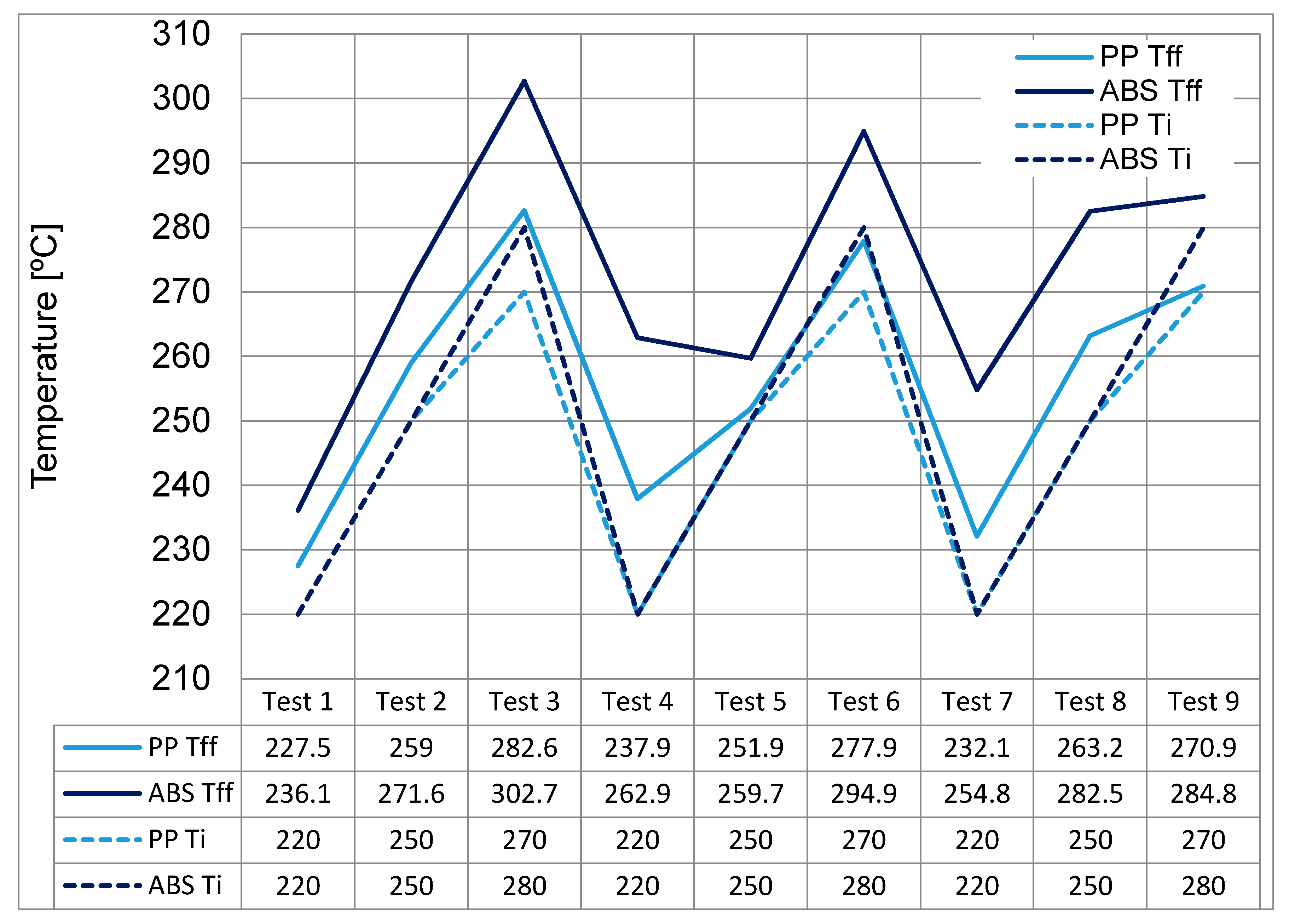
3.1.2. Moldflow PP and ABS Temperature Results
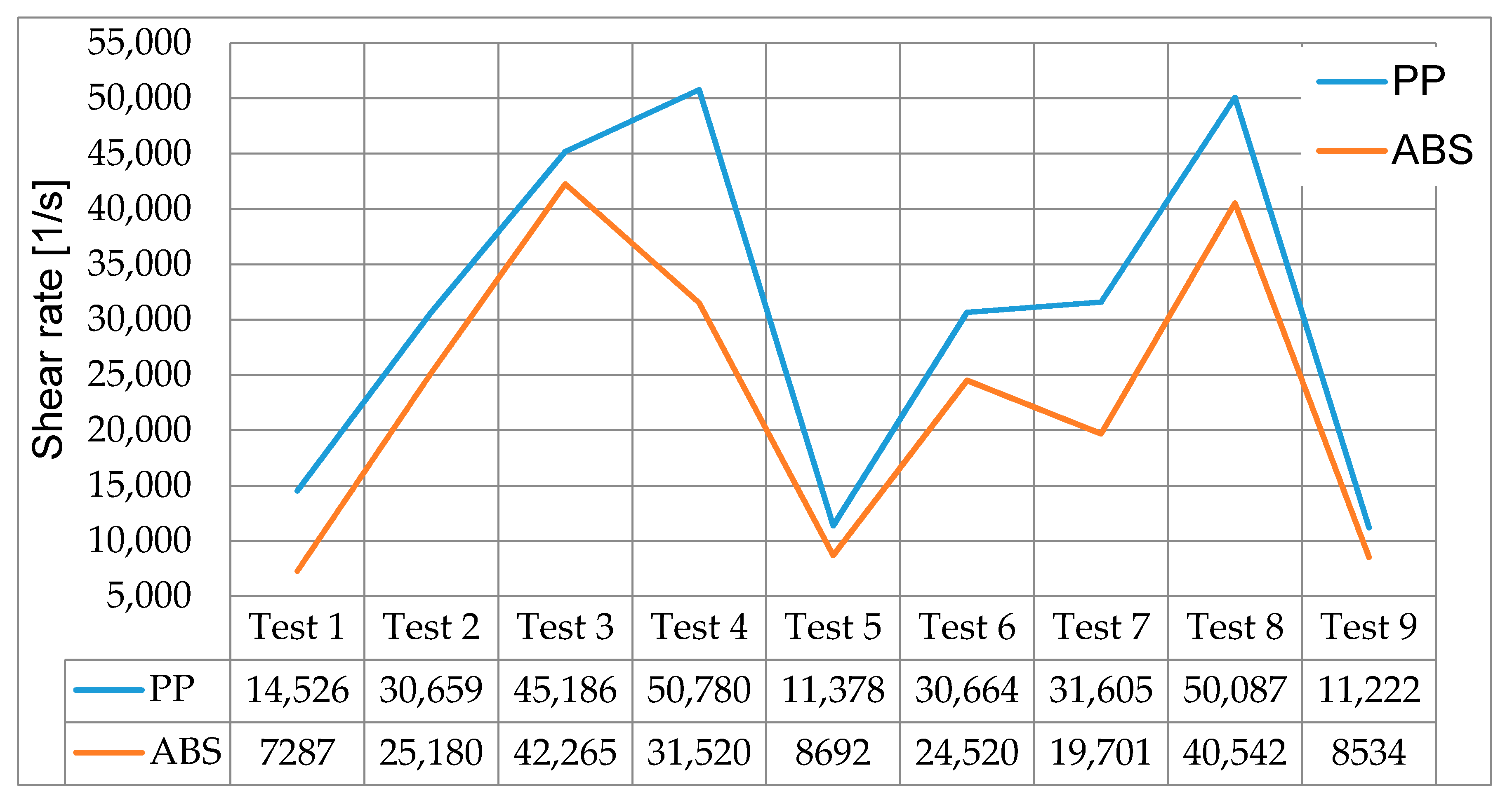
3.1.3. Moldflow PP and ABS Shear Rate Results
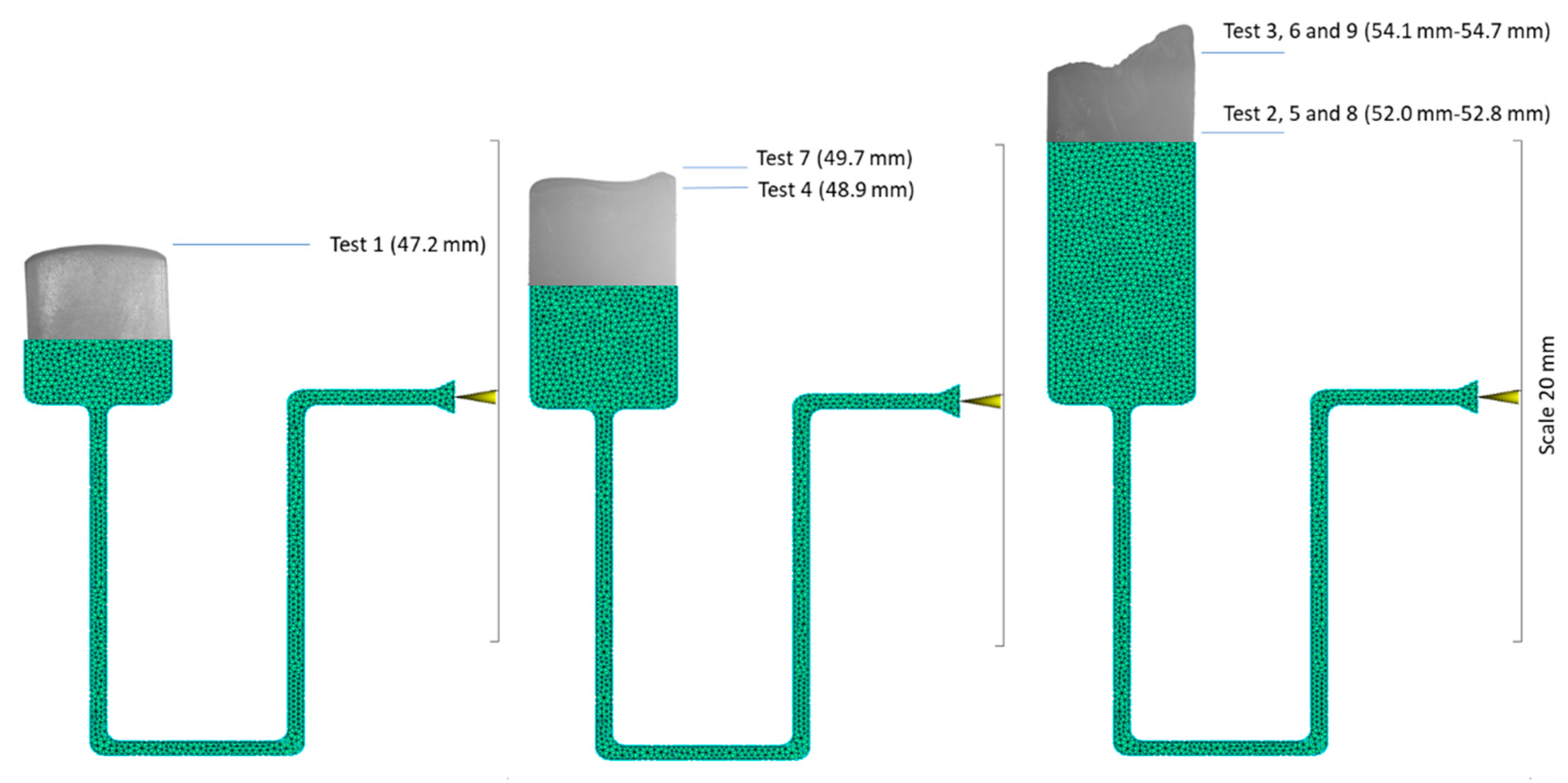
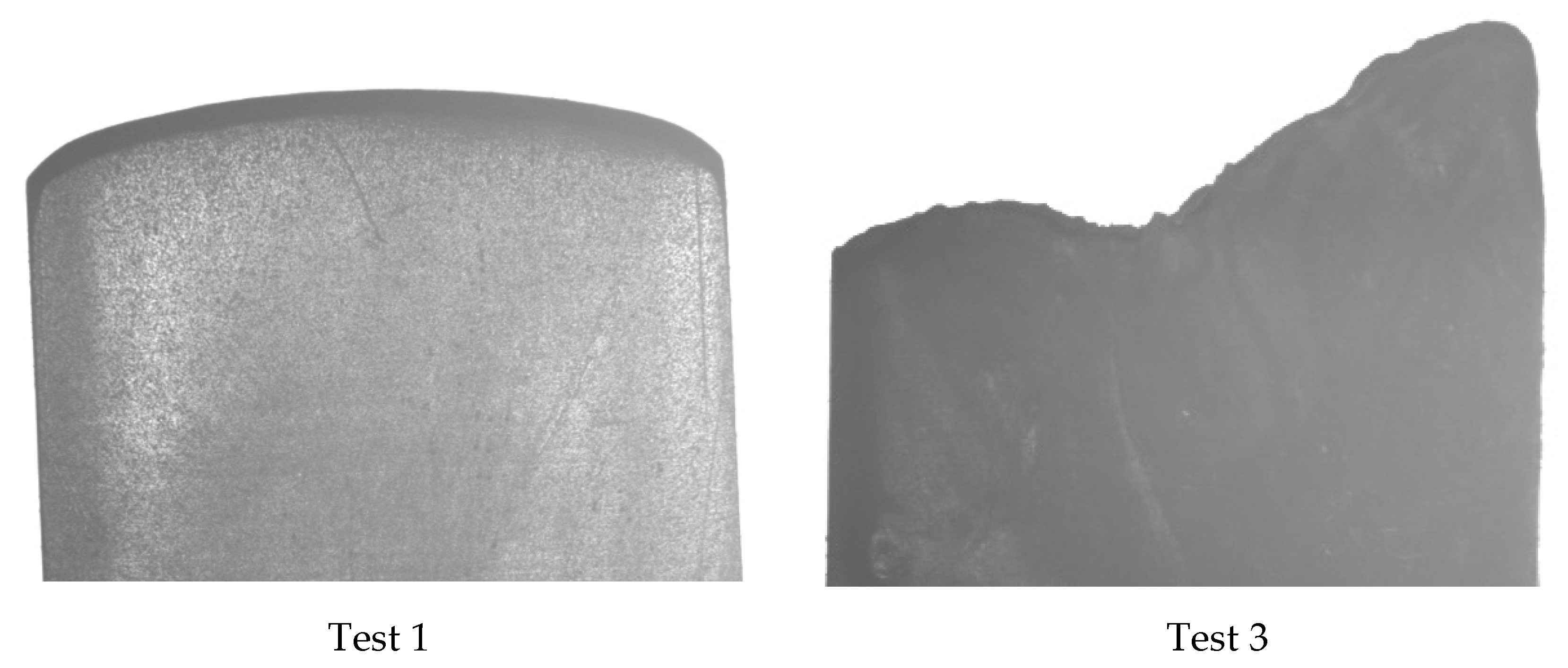
3.1.4. PP Analysis of Individual Tests
3.1.5. ABS Analysis of Individual Tests
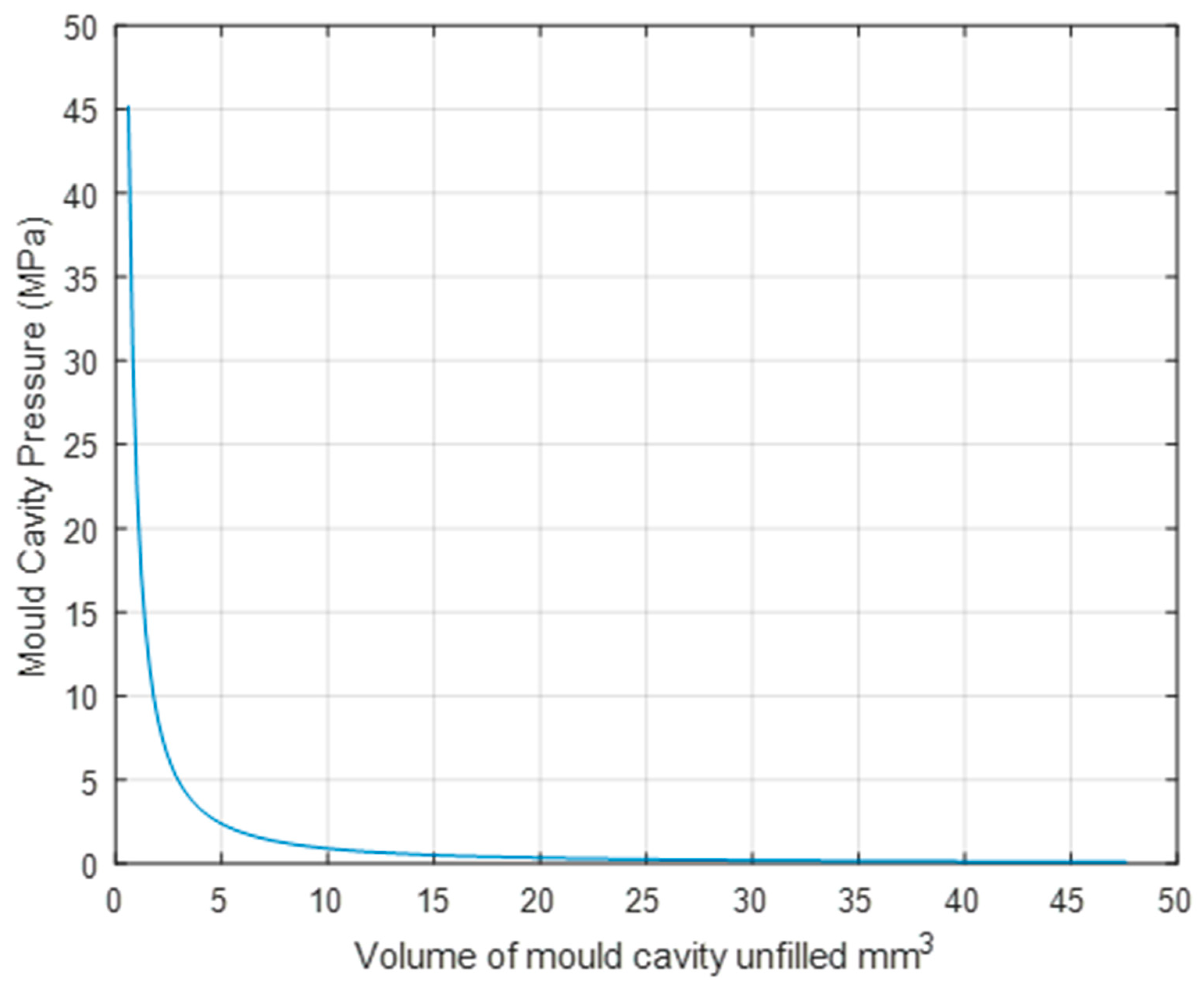
3.2. Adiabatic Heating
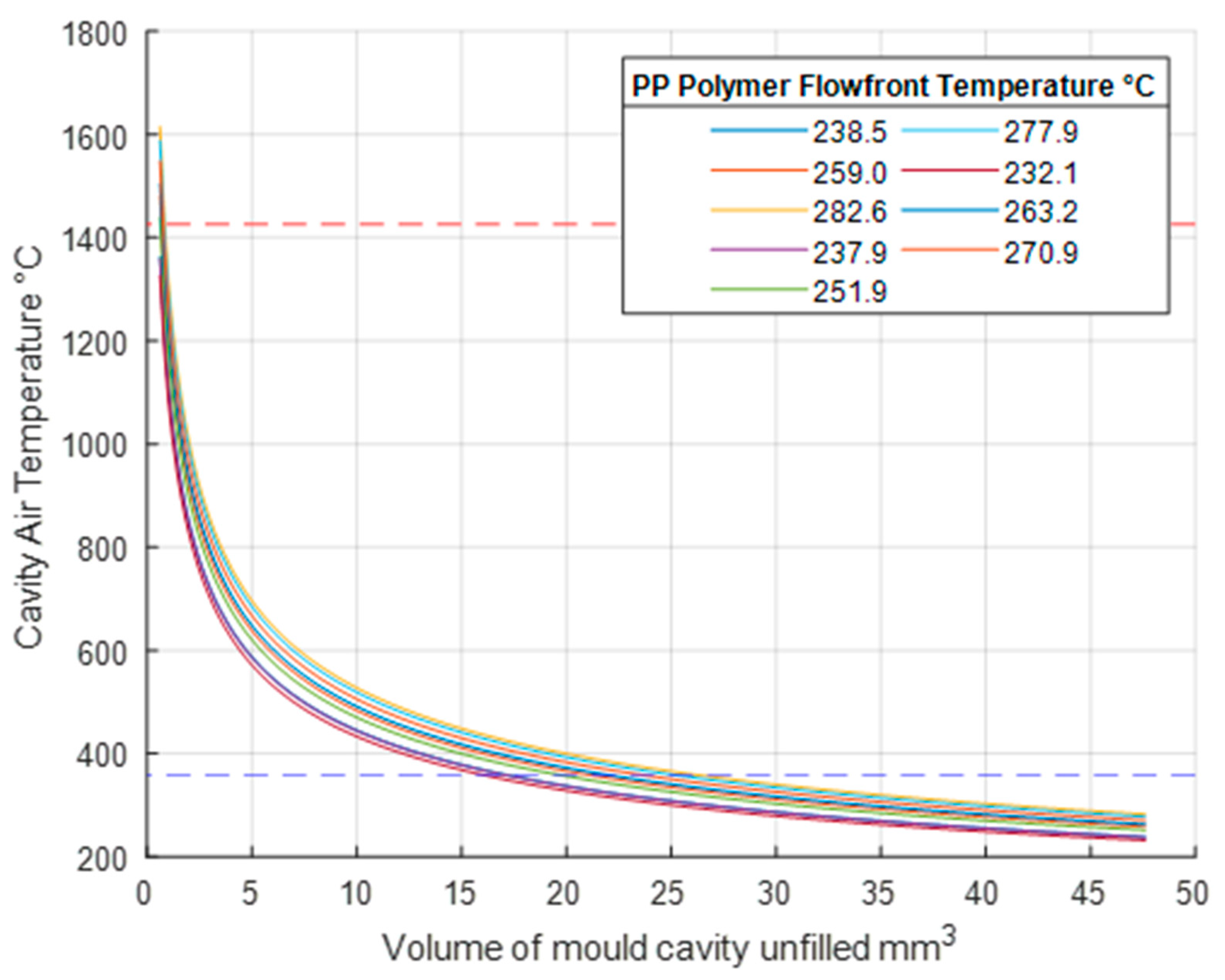
3.2.1. Adiabatic Conditions for PP
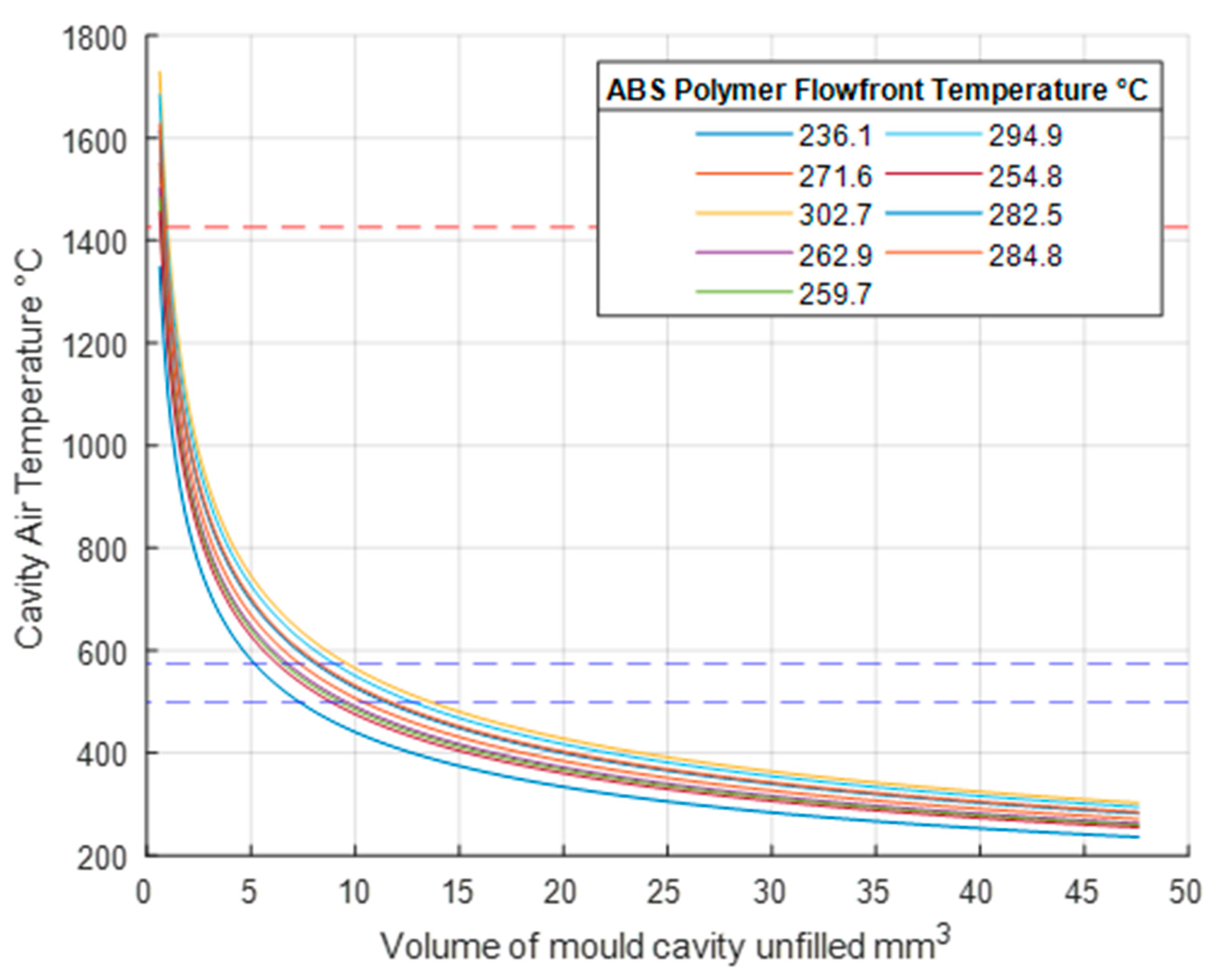
3.2.2. Adiabatic Conditions for ABS
3.3. Comparison with Experimental Data
4. Conclusions
- Autodesk Moldflow simulations of an established part design can predict accurate temperature distributions within the µ-IM process. These results can then be used to identify accurate boundary conditions to be used in the gas law model to generate an informed prediction of temperature increases within the moulding cavity.
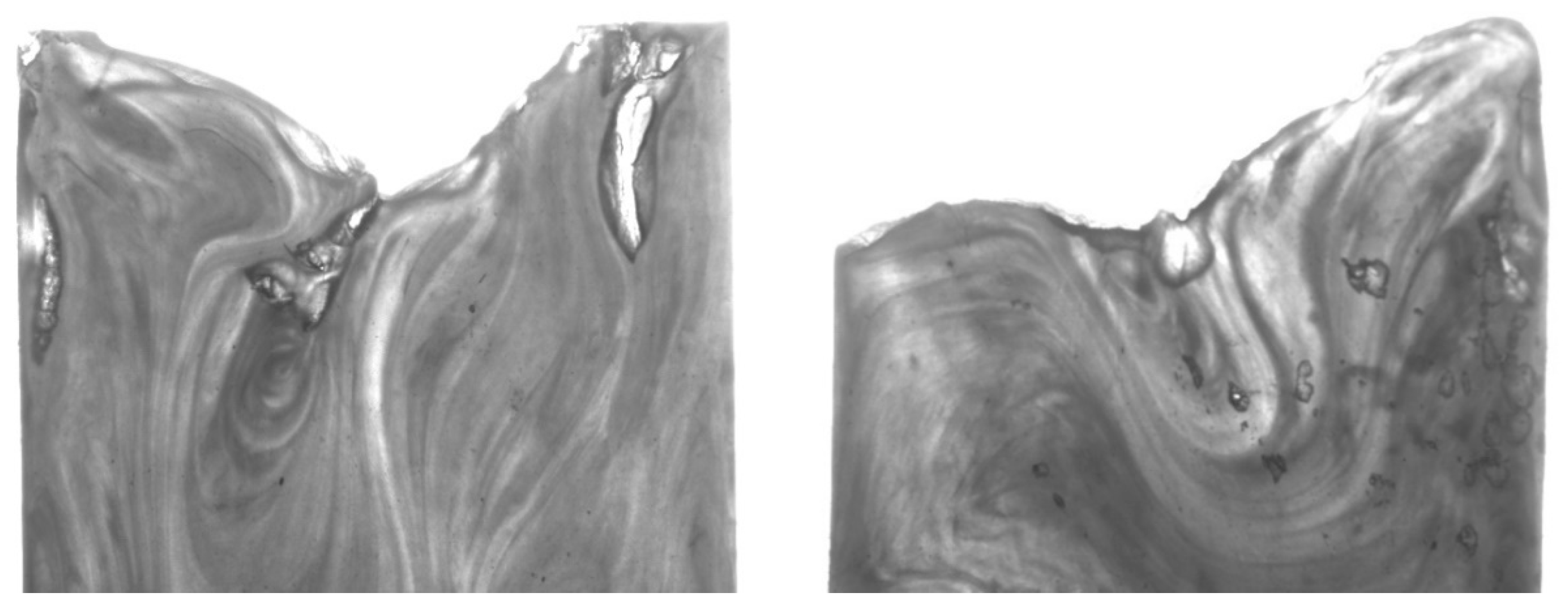
- In a mould with limited venting, extreme temperature conditions can be present during the filling stage of the process. The results show the maximum air temperature while processing PP can exceed 1300 °C when the melt flow front temperatures are between 238–283 °C. When processing ABS material the mould temperature can exceed 1400 °C when the melt flow front temperatures are above 270 °C. With such significant temperature increases it is highly likely that the polymer parts will degrade and the tooling will experience damage with prolonged use.
- Further work should consider improving the model by the addition of the heat transfer rate of the polymer flow front temperature to the resident air within the mould cavity. The influence of different polymer gases during processing should also be considered for their contribution to the diesel effect.
- The simulation of the factors that influence temperature together with the gas model highlight the potential for adiabatic heating and the physical experiments show that gas traps and part damage are experienced with combinations of process settings. The model shows extreme temperatures within the cavity, the highest temperatures are unlikely to arise as there will always be some natural venting. However, it also shows that with limited venting there is a temperature increase that is detrimental to the process. Due to size limitations macro mould venting solutions cannot always be considered for micro moulds and the findings highlight the need for designs that consider novel venting and air evacuation solutions for improved part quality and tool life.
Author Contributions
Funding
Conflicts of Interest
References
- Michaeli, W.; Opfermann, D.; Kamps, T. Advances in micro assembly injection moulding for use in medical systems. Int. J. Adv. Manuf. Technol. 2007, 33, 206–211. [Google Scholar] [CrossRef]
- Muanchan, P.; Kaneda, R.; Ito, H. Polymer Material Structure and properties in Micro injection moulding parts. In Micro Injection Moulding; Tosello, G., Ed.; Hanser: Munich, Germany, 2018; pp. 58–81. [Google Scholar]
- Fantoni, G.; De Grave, A.; Hansen, H.N. Functional analysis for micro mechanical systems. Int. J. Des. Eng. 2010, 3, 355–373. [Google Scholar] [CrossRef]
- Fantoni, G.; Gabelloni, D.; Tosello, G.; Hansen, H.N. Micro Injection Molding Machines Technology. In Micro Injection Molding; Tosello, G., Ed.; Carl Hanser Verlag: Munich, Germany, 2018; pp. 16–17. [Google Scholar]
- Sha, B.; Dimov, S.; Griffiths, C.; Packianather, M.S. Micro-injection moulding: Factors affecting the achievable aspect ratios. Int. J. Adv. Manuf. Technol. 2006, 33, 147–156. [Google Scholar] [CrossRef]
- Zhao, J.; Mayes, R.H.; Chen, G.; Xie, H.; Chan, P.S. Effects of process parameters on the micro molding process. Polym. Eng. Sci. 2003, 43, 1542–1554. [Google Scholar] [CrossRef]
- Giboz, J.; Copponnex, T.; Mele, P. Microinjection molding of thermoplastic polymers: a review. J. Micromech. Microeng. 2007, 17, R96–R109. [Google Scholar] [CrossRef]
- Yu, L.; Koh, C.; Lee, J.; Koelling, K.; Madou, M. Experiment investigation and numerical simulation of injection molding with micro-features. Polym. Eng. Sci. 2002, 42, 871–888. [Google Scholar] [CrossRef]
- Mönkkönen, K.; Pakkanen, T.T.; Hietala, J.; Pääkkönen, E.J.; Pääkkönen, P.; Jääskeläinen, T.; Kaikuranta, T. Replication of sub-micron features using amorphous thermoplastics. Polym. Eng. Sci. 2002, 42, 1600–1608. [Google Scholar] [CrossRef]
- Shen, Y.; Wu, W. An analysis of the three-dimensional micro-injection molding. Int. Commun. Heat Mass Transf. 2002, 29, 423–431. [Google Scholar] [CrossRef]
- Chang, R.Y.; Chen, C.H.; Su, K.S. Modifying the tait equation with cooling-rate effects to predict the pressure-volume-temperature behaviors of amorphous polymers: Modeling and experiments. Polym. Eng. Sci. 1996, 36, 1737–1846. [Google Scholar]
- Griffiths, C.A.; Dimov, S.S.; Scholz, S.G.; Tosello, G. Cavity Air Flow Behavior During Filling in Microinjection Molding. J. Manuf. Sci. Eng. 2011, 133, 11006. [Google Scholar] [CrossRef] [Green Version]
- Helmenstine, A. The Chemical Composition of Air. ThoughtCo, 7 July 2019. Available online: https://www.thoughtco.com/chemical-composition-of-air-604288 (accessed on 7 September 2019).
- Moran, M.; Shapiro, H.; Boettner, D.; Bailey, M. Ideal Gas Mixture and Psychrometric Applications. In Fundamentals of Engineering Thermodynamics; Wiley: Hoboken, NJ, USA, 2010; pp. 713–804. [Google Scholar]
- Košík, M.; Likavčan, L.; Bilik, J.; Martinkovič, M. Diesel Effect Problem Solving During Injection Moulding. Res. Pap. Fac. Mater. Sci. Technol. Slovak Univ. Technol. 2014, 22, 97–102. [Google Scholar] [CrossRef] [Green Version]
- Menges, G.; Michaeli, W.; Mohren, P. How to Make Injection Molds; Carl Hanser Verlag GmbH & Co. KG: Munich, Germany, 2001; p. 631. [Google Scholar]
- Yao, N.; Kim, B. Scaling Issues in Miniaturization of Injection Molded Parts. J. Manuf. Sci. Eng. 2004, 126, 733–739. [Google Scholar] [CrossRef]
- Masuzawa, T. State of the Art of Micromachining. CIRP Ann. 2000, 49, 473–488. [Google Scholar] [CrossRef]
- Piotter, V.; Hanemann, T.; Ruprecht, R.; Haußelt, J. Injection molding and related techniques for fabrication of microstructures. Microsyst. Technol. 1997, 3, 129–133. [Google Scholar] [CrossRef]
- Sorgato, M.; Babenko, M.; Lucchetta, G.; Whiteside, B. Investigation of the influence of vacuum venting on mould surface temperature in micro injection moulding. Int. J. Adv. Manuf. Technol. 2016, 88, 547–555. [Google Scholar] [CrossRef] [Green Version]
- Despa, M.S.; Kelly, K.W.; Collier, J.R. Injection molding of polymeric LIGA HARMs. Microsyst. Technol. 1999, 6, 60–66. [Google Scholar] [CrossRef]
- Lucchetta, G.; Sorgato, M.; Carmignato, S.; Savio, E. Investigating the technological limits of micro-injection molding in replicating high aspect ratio micro-structured surfaces. CIRP Ann. 2014, 63, 521–524. [Google Scholar] [CrossRef]
- Xie, L.; Shen, L.; Jiang, B. Modelling and Simulation for Micro Injection Molding Process. In Computational Fluid Dynamics Technologies and Applications; InTech: Rijeka, Croatia, 2011; pp. 317–332. [Google Scholar]
- Crawford, C.; Quinn, B. Physiochemical properties. In Microplastic Pollutants; Elsevier: Amsterdam, The Netherlands, 2017; pp. 57–101. [Google Scholar]
- Autodesk Moldflow, “Shear Rate Result,” Autodesk Moldflow, 28 May 2017. Available online: https://knowledge.autodesk.com/support/moldflow-insight/learnexplore/caas/CloudHelp/cloudhelp/2018/ENU/MoldflowInsight/files/GUID9BEF20CA-9000-44A9-B572-8F4590F09150-htm.html (accessed on 15 September 2019).
- Zhang, P.; Xie, P.; Wang, J.; Ding, Y.; Yang, W. Development of a multimicroinjection molding system for thermoplastic polymer. Polym. Eng. Sci. 2012, 52, 2237–2244. [Google Scholar] [CrossRef]
- Rompetrol, S.C. PETROCHEMICALS, “MSDS-01: -POLYPROPYLENE -MATERIAL SAFETY DATA SHEET,” 7 May 2008. Available online: https://www.petrobul-bg.com/files/MSDS%20PP%20eng.pdf (accessed on 23 September 2019).
- White, J. Principles of Polymer Engineering Rheology; Wiley-Interscience Publication: Arkon, OH, USA, 1990. [Google Scholar]
- Metal Suppliers Online: Material Property Data, Metal Suppliers Online. 2019. Available online: https://www.suppliersonline.com/propertypages/P20.asp (accessed on 12 September 2019).
- Griffiths, C.; Dimov, S.; Brousseau, E.; Hoyle, R. The effects of tool surface quality in micro-injection moulding. J. Mater. Process. Technol. 2007, 189, 418–427. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Length | L1 | L2 | L3 | L4 | L5 |
|---|---|---|---|---|---|
| Distance (mm) | 5 | 14.5 | 7.3 | 14 | 15 |
| Length sum (mm) | 5 | 19.5 | 26.8 | 40.8 | 55.8 |
| Description | (PP) | (ABS) |
|---|---|---|
| Family Name | Polypropylenes (PP) | Acrylonitrile Copolymers |
| Trade Name | SABIC PP 56M10 | MAGNUM 8434 |
| Manufacturer | SABIC Europe B.V. | Trinseo EUR |
| Moldflow Viscosity Index | VI(240)0087 | VI(240)0212 |
| Transition Temperature °C | 150 | 50 |
| Specific Heat Data | ||
| Temperature °C | 240 | 240 |
| Specific Heat (Cp) J/kg·°C | 2750 | 2032 |
| Thermal Conductivity Data | ||
| Temperature °C | 240 | 240 |
| Thermal Conductivity W/m·°C | 0.18 | 0.152 |
| Mechanical Properties | ||
| Elastic Modulus | 1340 MPa | 2240 MPa |
| Poisson Ratio | 0.392 | 0.392 |
| Shear Modulus | 481.3 MPa | 804.6 MPa |
| Environmental Impact | ||
| Resin ID code | 5 | 7 |
| Energy Usage Indicator | 3 | 5 |
| Mould Specific Heat | 460 J/Kg·°C |
| Mould Thermal conductivity | 29 W/m·°C |
| Elastic Modulus | 205,000 MPa |
| Poisson ratio | 0.29 |
| Test No. | Melt Temp (°C) | Mould Temp (°C) | Injection Speed (mm/s) | |||
|---|---|---|---|---|---|---|
| PP | ABS | PP | ABS | PP | ABS | |
| Test 1 | 220 | 220 | 20 | 40 | 200 | 200 |
| Test 2 | 250 | 250 | 40 | 60 | 500 | 500 |
| Test 3 | 270 | 280 | 60 | 80 | 800 | 800 |
| Test 4 | 220 | 220 | 40 | 60 | 800 | 800 |
| Test 5 | 250 | 250 | 60 | 80 | 200 | 200 |
| Test 6 | 270 | 280 | 20 | 40 | 500 | 500 |
| Test 7 | 220 | 220 | 60 | 80 | 500 | 500 |
| Test 8 | 250 | 250 | 20 | 40 | 800 | 800 |
| Test 9 | 270 | 280 | 40 | 60 | 200 | 200 |
| Test Number | Flow Length PP (mm) | Flow Length ABS (mm) |
|---|---|---|
| Test 1 | 47.2 | 32.6 |
| Test 2 | 52 | 42.4 |
| Test 3 | 54.7 | 45 |
| Test 4 | 48.9 | 39.8 |
| Test 5 | 52.8 | 32.5 |
| Test 6 | 54.6 | 29.3 |
| Test 7 | 49.7 | 32.8 |
| Test 8 | 52.7 | 36.4 |
| Test 9 | 54.1 | 33.1 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tucker, M.; Griffiths, C.A.; Rees, A.; Llewelyn, G. High Temperature Adiabatic Heating in µ-IM Mould Cavities—A Case for Venting Design Solutions. Micromachines 2020, 11, 358. https://doi.org/10.3390/mi11040358
Tucker M, Griffiths CA, Rees A, Llewelyn G. High Temperature Adiabatic Heating in µ-IM Mould Cavities—A Case for Venting Design Solutions. Micromachines. 2020; 11(4):358. https://doi.org/10.3390/mi11040358
Chicago/Turabian StyleTucker, Matthew, Christian A. Griffiths, Andrew Rees, and Gethin Llewelyn. 2020. "High Temperature Adiabatic Heating in µ-IM Mould Cavities—A Case for Venting Design Solutions" Micromachines 11, no. 4: 358. https://doi.org/10.3390/mi11040358
APA StyleTucker, M., Griffiths, C. A., Rees, A., & Llewelyn, G. (2020). High Temperature Adiabatic Heating in µ-IM Mould Cavities—A Case for Venting Design Solutions. Micromachines, 11(4), 358. https://doi.org/10.3390/mi11040358