Powder-Based 3D Printing for the Fabrication of Device with Micro and Mesoscale Features




Abstract
:1. Introduction
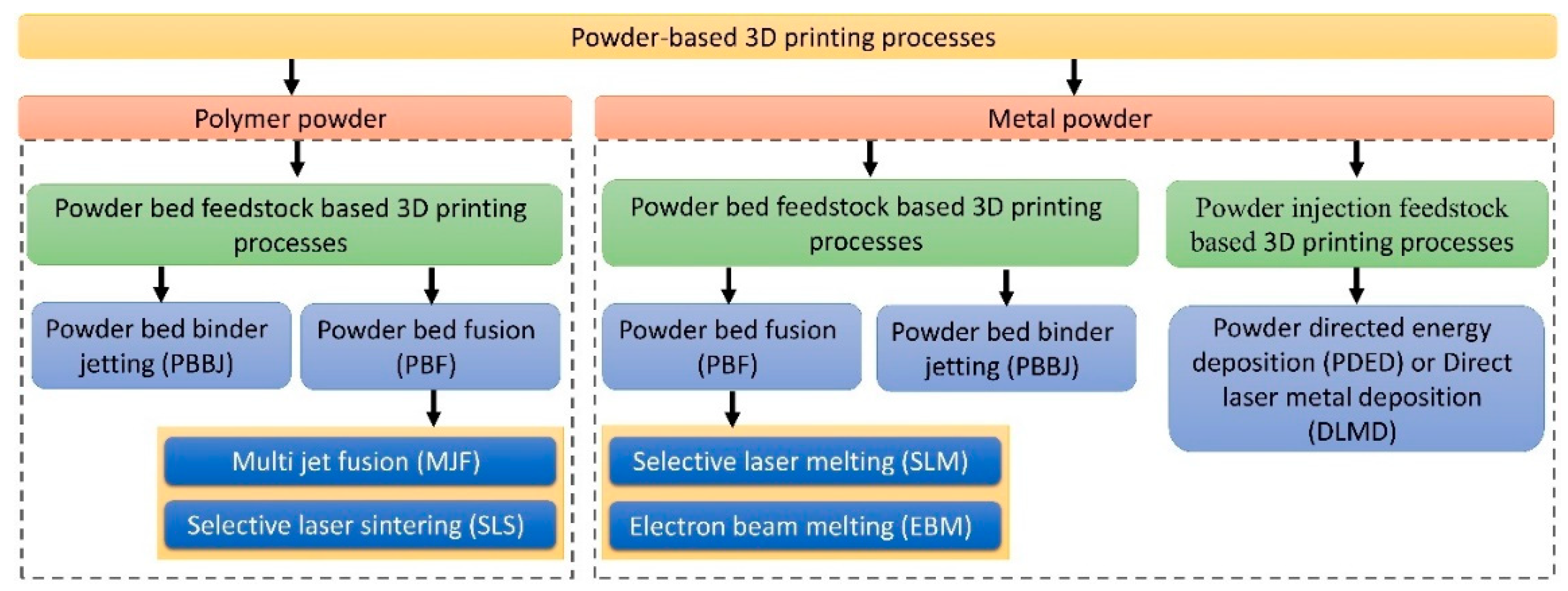
2. Powder-Based 3D-Printing Modalities and Their Resolution
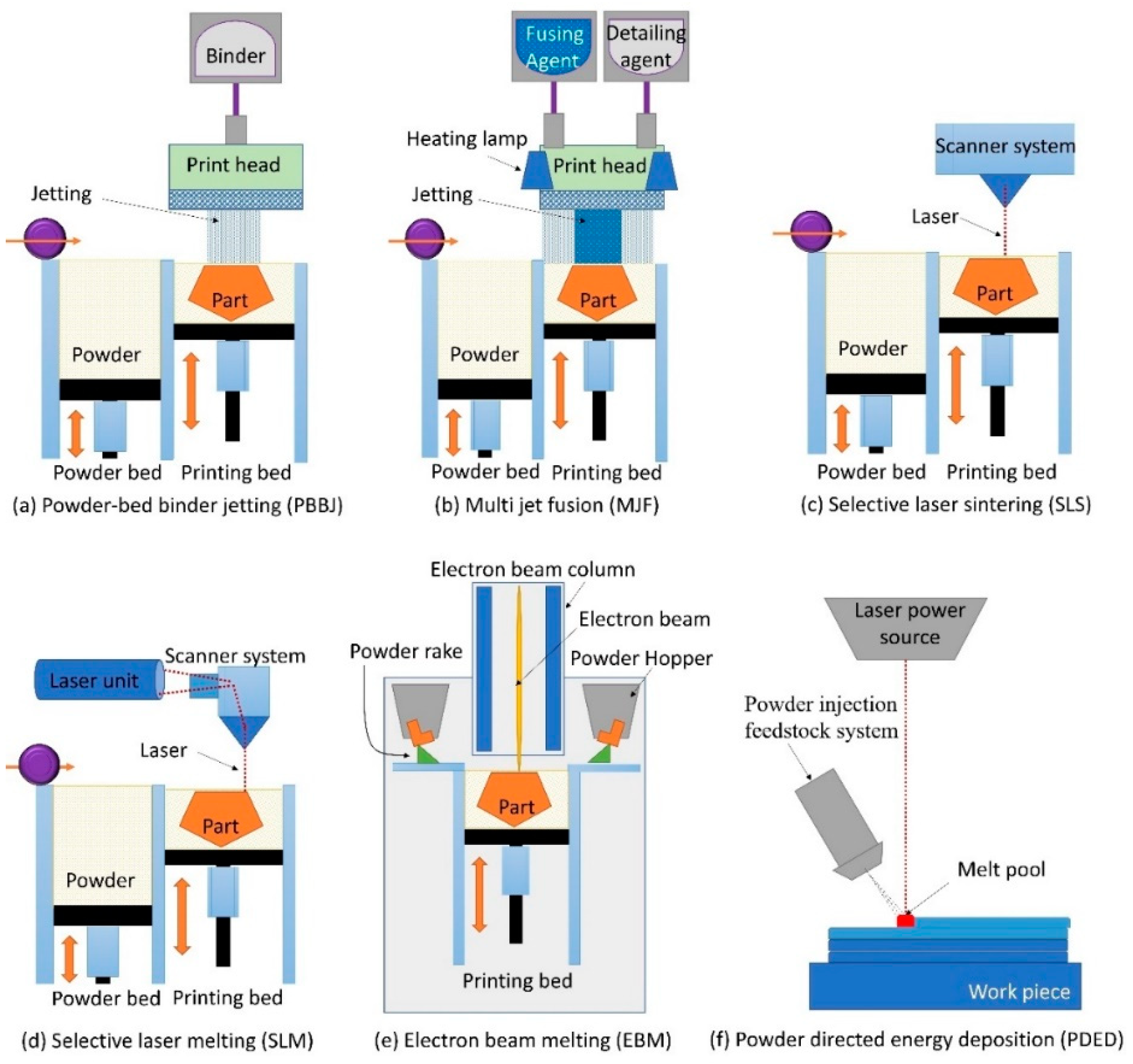
2.1. Powder Bed Binder Jetting
2.2. Multi Jet Fusion
2.3. Selective Laser Sintering
2.4. Selective Laser Melting
2.5. Electron Beam Melting
2.6. Powder Directed Energy Deposition
3. Powder-Based 3D Printing for Fabricating Devices with Micro and Mesoscale Features
3.1. Biomedical, Chemical, and Pharmaceutical Applications
3.2. Electrical and Electronic Application
3.3. Industrial, Mechanical and Aerospace Applications
4. Future Development of Powder-Based 3D Printing
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bak, D. Rapid prototyping or rapid production? 3D printing processes move industry towards the latter. Assem. Autom. 2003, 23, 340–345. [Google Scholar] [CrossRef]
- Horn, T.J.; Harrysson, O.L. Overview of current additive manufacturing technologies and selected applications. Sci. Prog. 2012, 95, 255–282. [Google Scholar] [CrossRef] [PubMed]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part. B: Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Gorsse, S.; Hutchinson, C.; Goune, M.; Banerjee, R. Additive manufacturing of metals: A brief review of the characteristic microstructures and properties of steels, Ti-6Al-4V and high-entropy alloys. Sci. Technol. Adv. Mater. 2017, 18, 584–610. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kim, M.K.; Lee, I.H.; Kim, H.-C. Effect of fabrication parameters on surface roughness of FDM parts. Int. J. Precis. Eng. Manuf. 2018, 19, 137–142. [Google Scholar] [CrossRef]
- Pilipović, A.; Raos, P.; Šercer, M. Experimental analysis of properties of materials for rapid prototyping. Int. J. Adv. Manuf. Technol. 2007, 40, 105–115. [Google Scholar] [CrossRef]
- Salzbrenner, B.C.; Rodelas, J.M.; Madison, J.D.; Jared, B.H.; Swiler, L.P.; Shen, Y.-L.; Boyce, B.L. High-throughput stochastic tensile performance of additively manufactured stainless steel. J. Mater. Process. Technol. 2017, 241, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Snelling, D.A.; Williams, C.B.; Druschitz, A.P. Mechanical and material properties of castings produced via 3D printed molds. Addit. Manuf. 2019, 27, 199–207. [Google Scholar] [CrossRef]
- Vega, V.; Clements, J.; Lam, T.; Abad, A.; Fritz, B.; Ula, N.; Es-Said, O.S. The Effect of Layer Orientation on the Mechanical Properties and Microstructure of a Polymer. J. Mater. Eng. Perform. 2010, 20, 978–988. [Google Scholar] [CrossRef]
- Wang, P.; Sin, W.J.; Nai, M.L.S.; Wei, J. Effects of Processing Parameters on Surface Roughness of Additive Manufactured Ti-6Al-4V via Electron Beam Melting. Mater 2017, 10, 1121. [Google Scholar] [CrossRef] [Green Version]
- Xing, H.; Zou, B.; Li, S.; Fu, X. Study on surface quality, precision and mechanical properties of 3D printed ZrO2 ceramic components by laser scanning stereolithography. Ceram. Int. 2017, 43, 16340–16347. [Google Scholar] [CrossRef]
- Lewandowski, J.J.; Seifi, M. Metal Additive Manufacturing: A Review of Mechanical Properties. In Annual Review of Materials Research; Annual Reviews Inc.: Palo Alto, CA, USA, 2016; Volume 46, pp. 151–186. [Google Scholar]
- Travieso-Rodriguez, J.A.; Jerez-Mesa, R.; Lluma, J.; Traver-Ramos, O.; Gomez-Gras, G.; Roa Rovira, J.J. Mechanical Properties of 3D-Printing Polylactic Acid Parts subjected to Bending Stress and Fatigue Testing. Mater 2019, 12, 3859. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.J.; Tang, S.Y.; Zhao, H.Y.; Guo, S.Q.; Li, N.; Sun, B.B.; Chen, B.Q. Research status and key technologies of 3D printing. Cailiao Gongcheng/J. Mater. Eng. 2016, 44, 122–128. [Google Scholar] [CrossRef]
- Masuo, H.; Tanaka, Y.; Morokoshi, S.; Yagura, H.; Uchida, T.; Yamamoto, Y.; Murakami, Y. Influence of defects, surface roughness and HIP on the fatigue strength of Ti-6Al-4V manufactured by additive manufacturing. Int. J. Fatigue 2018, 117, 163–179. [Google Scholar] [CrossRef]
- Bartlett, J.L.; Li, X. An overview of residual stresses in metal powder bed fusion. Addit. Manuf. 2019, 27, 131–149. [Google Scholar] [CrossRef]
- Mehrpouya, M.; Dehghanghadikolaei, A.; Fotovvati, B.; Vosooghnia, A.; Emamian, S.S.; Gisario, A. The Potential of Additive Manufacturing in the Smart Factory Industrial 4.0: A Review. Appl. Sci. 2019, 9, 3865. [Google Scholar] [CrossRef] [Green Version]
- Rath, D.; Satpathy, I.; Patnaik, B.C.M. Industry 4.0–A New Futuristic Technological Revolution A Catalyst of Innovation & Entrepreneurship in Creation of Enterprises. Int. J. Innov. Technol. Explor. Eng. 2019, 9, 4384–4390. [Google Scholar] [CrossRef]
- Galantucci, L.M.; Guerra, M.G.; Dassisti, M.; Lavecchia, F. Additive Manufacturing: New Trends in the 4th Industrial Revolution. In Lecture Notes in Mechanical Engineering; Springer: Cham, Switzerland, 2019; pp. 153–169. [Google Scholar] [CrossRef]
- Molitch-Hou, M. Overview of additive manufacturing process. In Additive Manufacturing; Zhang, J., Jung, Y.-G., Eds.; Butterworth-Heinemann: Cambridge, MA, USA, 2018; pp. 1–38. [Google Scholar] [CrossRef]
- Sames, W.J.; List, F.A.; Pannala, S.; Dehoff, R.R.; Babu, S.S. The metallurgy and processing science of metal additive manufacturing. Int. Mater. Rev. 2016, 61, 315–360. [Google Scholar] [CrossRef]
- Tan, W.S.; Suwarno, S.R.; An, J.; Chua, C.K.; Fane, A.G.; Chong, T.H. Comparison of solid, liquid and powder forms of 3D printing techniques in membrane spacer fabrication. J. Membr. Sci. 2017, 537, 283–296. [Google Scholar] [CrossRef]
- Chatham, C.A.; Long, T.E.; Williams, C.B. A review of the process physics and material screening methods for polymer powder bed fusion additive manufacturing. Prog. Polym. Sci. 2019, 93, 68–95. [Google Scholar] [CrossRef]
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Khairallah, S.A.; Anderson, A.T.; Rubenchik, A.; King, W.E. Laser powder-bed fusion additive manufacturing: Physics of complex melt flow and formation mechanisms of pores, spatter, and denudation zones. Acta Mater. 2016, 108, 36–45. [Google Scholar] [CrossRef] [Green Version]
- Shirazi, S.F.; Gharehkhani, S.; Mehrali, M.; Yarmand, H.; Metselaar, H.S.; Adib Kadri, N.; Osman, N.A. A review on powder-based additive manufacturing for tissue engineering: Selective laser sintering and inkjet 3D printing. Sci. Technol. Adv. Mater. 2015, 16, 033502. [Google Scholar] [CrossRef] [PubMed]
- Sing, S.L.; An, J.; Yeong, W.Y.; Wiria, F.E. Laser and electron-beam powder-bed additive manufacturing of metallic implants: A review on processes, materials and designs. J. Orthop Res. 2016, 34, 369–385. [Google Scholar] [CrossRef]
- Tan, X.P.; Tan, Y.J.; Chow, C.S.L.; Tor, S.B.; Yeong, W.Y. Metallic powder-bed based 3D printing of cellular scaffolds for orthopaedic implants: A state-of-the-art review on manufacturing, topological design, mechanical properties and biocompatibility. Mater. Sci Eng. C Mater. Biol. Appl. 2017, 76, 1328–1343. [Google Scholar] [CrossRef]
- Fayazfar, H.; Salarian, M.; Rogalsky, A.; Sarker, D.; Russo, P.; Paserin, V.; Toyserkani, E. A critical review of powder-based additive manufacturing of ferrous alloys: Process parameters, microstructure and mechanical properties. Mater. Des. 2018, 144, 98–128. [Google Scholar] [CrossRef]
- Snow, Z.; Martukanitz, R.; Joshi, S. On the development of powder spreadability metrics and feedstock requirements for powder bed fusion additive manufacturing. Addit. Manuf. 2019, 28, 78–86. [Google Scholar] [CrossRef]
- Bain, E.D. Polymer Powder Bed Fusion Additive Manufacturing: Recent Developments in Materials, Processes, and Applications. In ACS Symposium Series; American Chemical Society: Washington, DC, USA, 2019; Volume 1315, pp. 7–36. [Google Scholar]
- Goodridge, R.; Ziegelmeier, S. Powder bed fusion of polymers. In Laser Additive Manufacturing; Elsevier Inc.: Sawston, Cambridge, UK, 2017; pp. 181–204. [Google Scholar] [CrossRef]
- Bhavar, V.; Kattire, P.; Patil, V.; Khot, S.; Gujar, K.; Singh, R. A review on powder bed fusion technology of metal additive manufacturing. In Additive Manufacturing Handbook: Product Development for the Defense Industry; CRC Press: Boca Raton, FL, USA, 2017; pp. 251–261. [Google Scholar] [CrossRef]
- Sur, A.; Narkhede, S.; Darvekar, S. Applications, Manufacturing and Thermal Characteristics of Micro-Lattice Structures: Current State of the Art. Eng. J. 2019, 23, 419–431. [Google Scholar] [CrossRef]
- Lee Ventola, C. Medical applications for 3D printing: Current and projected uses. Pharm. Ther. 2014, 39, 704–711. [Google Scholar]
- Durfee, W.K.; Iaizzo, P.A. Medical Applications of 3D Printing. In Engineering in Medicine; Iaizzo, P.A., Ed.; Academic Press: Cambridge, MA, USA, 2019; pp. 527–543. [Google Scholar] [CrossRef]
- Najmon, J.C.; Raeisi, S.; Tovar, A. Review of additive manufacturing technologies and applications in the aerospace industry. In Additive Manufacturing for the Aerospace Industry; Froes, F., Boyer, R., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 7–31. [Google Scholar] [CrossRef]
- Szymczyk-Ziółkowska, P.; Łabowska, M.B.; Detyna, J.; Michalak, I.; Gruber, P. A review of fabrication polymer scaffolds for biomedical applications using additive manufacturing techniques. Biocybern. Biomed. Eng. 2020, 40, 624–638. [Google Scholar] [CrossRef]
- Yap, C.Y.; Chua, C.K.; Dong, Z.L.; Liu, Z.H.; Zhang, D.Q.; Loh, L.E.; Sing, S.L. Review of selective laser melting: Materials and applications. Appl. Phys. Rev. 2015, 2. [Google Scholar] [CrossRef]
- Ni, J.; Ling, H.; Zhang, S.; Wang, Z.; Peng, Z.; Benyshek, C.; Zan, R.; Miri, A.K.; Li, Z.; Zhang, X.; et al. Three-dimensional printing of metals for biomedical applications. Mater. Today Bio 2019, 3, 100024. [Google Scholar] [CrossRef]
- Salmi, M.; Paloheimo, K.S.; Tuomi, J.; Wolff, J.; Makitie, A. Accuracy of medical models made by additive manufacturing (rapid manufacturing). J. Craniomaxillofac. Surg. 2013, 41, 603–609. [Google Scholar] [CrossRef] [PubMed]
- Zhang, F.; Wei, M.; Viswanathan, V.V.; Swart, B.; Shao, Y.; Wu, G.; Zhou, C. 3D printing technologies for electrochemical energy storage. Nano Energy 2017, 40, 418–431. [Google Scholar] [CrossRef]
- Ying, Y.H. New generation 3D printed on-chip energy storage devices. In Proceedings of the 2016 IEEE International Conference on Electron Devices and Solid-State Circuits, EDSSC 2016, Hong Kong, China, 3–5 August 2016; pp. 472–475. [Google Scholar]
- Lifton, V.A.; Lifton, G.; Simon, S. Options for additive rapid prototyping methods (3D printing) in MEMS technology. Rapid Prototyp. J. 2014, 20, 403–412. [Google Scholar] [CrossRef]
- Dixit, C.K.; Kadimisetty, K.; Rusling, J. 3D-printed miniaturized fluidic tools in chemistry and biology. Trends Anal. Chem 2018, 106, 37–52. [Google Scholar] [CrossRef]
- Shunmugam, M.S. Machining Challenges: Macro to Micro Cutting. J. Inst. Eng. (India) Ser. C 2016, 97, 223–241. [Google Scholar] [CrossRef]
- Gherman, L.; Gleadall, A.; Bakker, O.; Ratchev, S. Manufacturing technology: Micro-machining. In Springer Tracts in Mechanical Engineering; Springer: Cham, Switzerland, 2017; pp. 97–127. [Google Scholar] [CrossRef]
- Nagarajan, B.; Hu, Z.; Song, X.; Zhai, W.; Wei, J. Development of Micro Selective Laser Melting: The State of the Art and Future Perspectives. Engineering 2019, 5, 702–720. [Google Scholar] [CrossRef]
- Klosterman, D.A.; Chartoff, R.P.; Osborne, N.R.; Graves, G.A.; Lightman, A.; Han, G.; Bezeredi, A.; Rodrigues, S.; Pak, S.; Kalmanovich, G.; et al. Direct fabrication of ceramics, CMCs by rapid prototyping. Am. Ceram. Soc. Bull. 1998, 77, 69–74. [Google Scholar]
- Vaezi, M.; Seitz, H.; Yang, S. A review on 3D micro-additive manufacturing technologies. Int. J. Adv. Manuf. Technol. 2012, 67, 1721–1754. [Google Scholar] [CrossRef]
- Bartolo, P.; Kruth, J.-P.; Silva, J.; Levy, G.; Malshe, A.; Rajurkar, K.; Mitsuishi, M.; Ciurana, J.; Leu, M. Biomedical production of implants by additive electro-chemical and physical processes. Cirp Ann. 2012, 61, 635–655. [Google Scholar] [CrossRef]
- Sun, Z.; Vladimirov, G.; Nikolaev, E.; Velasquez-Garcia, L.F. Exploration of Metal 3-D Printing Technologies for the Microfabrication of Freeform, Finely Featured, Mesoscaled Structures. J. Microelectromech. Syst. 2018, 27, 1171–1185. [Google Scholar] [CrossRef] [Green Version]
- Li, Q.; Grojo, D.; Alloncle, A.-P.; Chichkov, B.; Delaporte, P. Digital laser micro- and nanoprinting. Nanophotonics 2018, 8, 27–44. [Google Scholar] [CrossRef]
- Waheed, S.; Cabot, J.M.; Macdonald, N.P.; Lewis, T.; Guijt, R.M.; Paull, B.; Breadmore, M.C. 3D printed microfluidic devices: Enablers and barriers. Lab. Chip 2016, 16, 1993–2013. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Waldbaur, A.; Rapp, H.; Länge, K.; Rapp, B.E. Let there be chip—Towards rapid prototyping of microfluidic devices: One-step manufacturing processes. Anal. Methods 2011, 3, 2681–2716. [Google Scholar] [CrossRef]
- Farahani, R.D.; Dube, M.; Therriault, D. Three-Dimensional Printing of Multifunctional Nanocomposites: Manufacturing Techniques and Applications. Adv. Mater. 2016, 28, 5794–5821. [Google Scholar] [CrossRef]
- Razavi Bazaz, S.; Rouhi, O.; Raoufi, M.A.; Ejeian, F.; Asadnia, M.; Jin, D.; Ebrahimi Warkiani, M. 3D Printing of Inertial Microfluidic Devices. Sci. Rep. 2020, 10, 5929. [Google Scholar] [CrossRef] [Green Version]
- Roy, N.K.; Behera, D.; Dibua, O.G.; Foong, C.S.; Cullinan, M.A. A novel microscale selective laser sintering (μ-SLS) process for the fabrication of microelectronic parts. Microsyst. Nanoeng. 2019, 5, 64. [Google Scholar] [CrossRef] [Green Version]
- Sankaré, S.; Boisselier, D.; Engel, T.; Hlawka, F. Additive laser manufacturing of small metallic components by laser micro-cladding. Int. Congr. Appl. Lasers Electro.-Opt. 2009, 2009, 1134–1139. [Google Scholar] [CrossRef]
- Demirci, E.; Nölke, C.; Kaierle, S.; Matteazzi, P. Development of a hollow laser beam for micromachining. Adv. Opt. Technol. 2012, 1, 365. [Google Scholar] [CrossRef]
- Gokuldoss, P.K.; Kolla, S.; Eckert, J. Additive Manufacturing Processes: Selective Laser Melting, Electron Beam Melting and Binder Jetting-Selection Guidelines. Mater 2017, 10, 672. [Google Scholar] [CrossRef] [Green Version]
- Low, Z.-X.; Chua, Y.T.; Ray, B.M.; Mattia, D.; Metcalfe, I.S.; Patterson, D.A. Perspective on 3D printing of separation membranes and comparison to related unconventional fabrication techniques. J. Membr. Sci. 2017, 523, 596–613. [Google Scholar] [CrossRef] [Green Version]
- Ziaee, M.; Crane, N.B. Binder jetting: A review of process, materials, and methods. Addit. Manuf. 2019, 28, 781–801. [Google Scholar] [CrossRef]
- Ahmed, N. Direct metal fabrication in rapid prototyping: A review. J. Manuf. Process. 2019, 42, 167–191. [Google Scholar] [CrossRef]
- Sing, S.L.; Yeong, W.Y.; Wiria, F.E.; Tay, B.Y.; Zhao, Z.; Zhao, L.; Tian, Z.; Yang, S. Direct selective laser sintering and melting of ceramics: A review. Rapid Prototyp. J. 2017, 23, 611–623. [Google Scholar] [CrossRef]
- Lores, A.; Azurmendi, N.; Agote, I.; Zuza, E. A review on recent developments in binder jetting metal additive manufacturing: Materials and process characteristics. Powder Metall. 2019, 62, 267–296. [Google Scholar] [CrossRef]
- Sillani, F.; Kleijnen, R.G.; Vetterli, M.; Schmid, M.; Wegener, K. Selective laser sintering and multi jet fusion: Process-induced modification of the raw materials and analyses of parts performance. Addit. Manuf. 2019, 27, 32–41. [Google Scholar] [CrossRef]
- He, Y.; Wu, Y.; Fu, J.-z.; Gao, Q.; Qiu, J.-j. Developments of 3D Printing Microfluidics and Applications in Chemistry and Biology: A Review. Electroanalysis 2016, 28, 1658–1678. [Google Scholar] [CrossRef]
- Zhu, W.; Ock, J.; Ma, X.; Li, W.; Chen, S. 3D Printing and Nanomanufacturing. In 3D Bioprinting and Nanotechnology in Tissue Engineering and Regenerative Medicine; Zhang, L.G., Fisher, J.P., Leong, K.W., Eds.; Academic Press: San Diego, CA, USA, 2015; pp. 25–55. [Google Scholar] [CrossRef]
- Cohen, A.; Bourell, D.; Chen, R.; Frodis, U.; Wu, M.T.; Folk, C. Microscale metal additive manufacturing of multi-component medical devices. Rapid Prototyp. J. 2010, 16, 209–215. [Google Scholar] [CrossRef]
- Chen, Z.; Li, Z.; Li, J.; Liu, C.; Lao, C.; Fu, Y.; Liu, C.; Li, Y.; Wang, P.; He, Y. 3D printing of ceramics: A review. J. Eur. Ceram. Soc. 2019, 39, 661–687. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. Part. B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Prasad, L.K.; Smyth, H. 3D Printing technologies for drug delivery: A review. Drug Dev. Ind. Pharm. 2016, 42, 1019–1031. [Google Scholar] [CrossRef]
- Liu, S.; Shin, Y.C. Additive manufacturing of Ti6Al4V alloy: A review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Vaezi, M.; Chianrabutra, S.; Mellor, B.; Yang, S. Multiple material additive manufacturing—Part 1: A review. Virtual Phys. Prototyp. 2013, 8, 19–50. [Google Scholar] [CrossRef]
- Dini, F.; Ghaffari, S.A.; Jafar, J.; Hamidreza, R.; Marjan, S. A review of binder jet process parameters; powder, binder, printing and sintering condition. Met. Powder Rep. 2020, 75, 95–100. [Google Scholar] [CrossRef]
- Peltola, S.M.; Melchels, F.P.; Grijpma, D.W.; Kellomaki, M. A review of rapid prototyping techniques for tissue engineering purposes. Ann. Med. 2008, 40, 268–280. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Le Néel, T.A.; Mognol, P.; Hascoët, J.-Y. A review on additive manufacturing of sand molds by binder jetting and selective laser sintering. Rapid Prototyp. J. 2018, 24, 1325–1336. [Google Scholar] [CrossRef]
- Glasschroeder, J.; Prager, E.; Zaeh, M.F. Powder-bed-based 3D-printing of function integrated parts. Rapid Prototyp. J. 2015, 21, 207–215. [Google Scholar] [CrossRef]
- Brandt, M. The role of lasers in additive manufacturing. In Laser Additive Manufacturing; Woodhead Publishing: Cambridge, MA, USA, 2017; pp. 1–18. [Google Scholar] [CrossRef]
- Ghosal, P.; Majumder, M.C.; Chattopadhyay, A. Study on direct laser metal deposition. Mater. Today Proc. 2018, 5, 12509–12518. [Google Scholar] [CrossRef]
- Lv, X.; Ye, F.; Cheng, L.; Fan, S.; Liu, Y. Binder jetting of ceramics: Powders, binders, printing parameters, equipment, and post-treatment. Ceram. Int. 2019, 45, 12609–12624. [Google Scholar] [CrossRef]
- Miyanaji, H.; Orth, M.; Akbar, J.M.; Yang, L. Process development for green part printing using binder jetting additive manufacturing. Front. Mech. Eng. 2018, 13, 504–512. [Google Scholar] [CrossRef]
- Upadhyay, M.; Sivarupan, T.; El Mansori, M. 3D printing for rapid sand casting—A review. J. Manuf. Process. 2017, 29, 211–220. [Google Scholar] [CrossRef] [Green Version]
- Deckard, C.; Beaman, J.J. Process and control issues in selective laser sintering. In Proceedings of the American Society of Mechanical Engineers, Production Engineering Division (Publication) PED, Chicago, MI, USA, 27 November 1988–2 December 1988; pp. 191–197. [Google Scholar]
- Vock, S.; Klöden, B.; Kirchner, A.; Weißgärber, T.; Kieback, B. Powders for powder bed fusion: A review. Prog. Addit. Manuf. 2019, 4, 383–397. [Google Scholar] [CrossRef] [Green Version]
- Diegel, O.; Nordin, A.; Motte, D. Polymer Design Guidelines. In A Practical Guide to Design for Additive Manufacturing; Diegel, O., Nordin, A., Motte, D., Eds.; Springer: Singapore, 2019; pp. 103–119. [Google Scholar] [CrossRef]
- Sachs, E.; Cima, M.; Cornie, J.; Brancazio, D.; Bredt, J.; Curodeau, A.; Fan, T.; Khanuja, S.; Lauder, A.; Lee, J.; et al. Three-Dimensional Printing: The Physics and Implications of Additive Manufacturing. Cirp Ann.–Manuf. Technol. 1993, 42, 257–260. [Google Scholar] [CrossRef]
- Massoni, E.; Espín-López, P.F.; Pasian, M.; Bozzi, M.; Perregrini, L.; Marconi, S.; Alaimo, G.; Auricchio, E. Additive manufacturing of a chalk powder NRD 3-port junction via binder jetting technology. In Proceedings of the 2017 IEEE MTT-S International Microwave Workshop Series on Advanced Materials and Processes, IMWS-AMP 2017, Pavia, Italy, 20–22 September 2017; pp. 1–3. [Google Scholar]
- Czyżewski, J.; Burzyński, P.; Gaweł, K.; Meisner, J. Rapid prototyping of electrically conductive components using 3D printing technology. J. Mater. Process. Technol. 2009, 209, 5281–5285. [Google Scholar] [CrossRef]
- Mostafaei, A.; Elliott, A.M.; Barnes, J.E.; Cramer, C.L.; Nandwana, P.; Chmielus, M. Binder jet 3D printing—Process parameters, materials, properties, and challenges. Prog. Mater. Sci. 2020, 100684. [Google Scholar] [CrossRef]
- Cramer, C.L.; Nandwana, P.; Yan, J.; Evans, S.F.; Elliott, A.M.; Chinnasamy, C.; Paranthaman, M.P. Binder jet additive manufacturing method to fabricate near net shape crack-free highly dense Fe-6.5 wt.% Si soft magnets. Heliyon 2019, 5, e02804. [Google Scholar] [CrossRef] [Green Version]
- Kumar, A.; Bai, Y.; Eklund, A.; Williams, C.B. Effects of Hot Isostatic Pressing on Copper Parts Fabricated via Binder Jetting. Procedia Manuf. 2017, 10, 935–944. [Google Scholar] [CrossRef]
- Enneti, R.K.; Prough, K.C.; Wolfe, T.A.; Klein, A.; Studley, N.; Trasorras, J.L. Sintering of WC-12%Co processed by binder jet 3D printing (BJ3DP) technology. Int. J. Refract. Met. Hard Mater. 2018, 71, 28–35. [Google Scholar] [CrossRef]
- Elliott, A.M.; Momen, A.M.; Benedict, M.; Kiggans, J. Experimental Study of the Maximum Resolution and Packing Density Achievable in Sintered and Non-Sintered Binder-Jet 3D Printed Steel Microchannels. In Proceedings of the ASME 2015 International Mechanical Engineering Congress and Exposition, Houston, TX, USA, 13–19 November 2015. [Google Scholar]
- Cramer, C.L.; Elliott, A.M.; Kiggans, J.O.; Haberl, B.; Anderson, D.C. Processing of complex-shaped collimators made via binder jet additive manufacturing of B4C and pressureless melt infiltration of Al. Mater. Des. 2019, 180, 107956. [Google Scholar] [CrossRef]
- Lu, K.; Reynolds, W.T. 3DP process for fine mesh structure printing. Powder Technol. 2008, 187, 11–18. [Google Scholar] [CrossRef]
- Mirzababaei, S.; Pasebani, S. A Review on Binder Jet Additive Manufacturing of 316L Stainless Steel. J. Manuf. Mater. Process. 2019, 3, 82. [Google Scholar] [CrossRef] [Green Version]
- Ligon, S.C.; Liska, R.; Stampfl, J.; Gurr, M.; Mulhaupt, R. Polymers for 3D Printing and Customized Additive Manufacturing. Chem. Rev. 2017, 117, 10212–10290. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lu, K.; Hiser, M.; Wu, W. Effect of particle size on three dimensional printed mesh structures. Powder Technol. 2009, 192, 178–183. [Google Scholar] [CrossRef]
- Caputo, M.P.; Berkowitz, A.E.; Armstrong, A.; Müllner, P.; Solomon, C.V. 4D printing of net shape parts made from Ni-Mn-Ga magnetic shape-memory alloys. Addit. Manuf. 2018, 21, 579–588. [Google Scholar] [CrossRef]
- Caffrey, T.; Wohlers, T. Additive manufacturing state of the industry. Manuf. Eng. 2015, 154, 67–78. [Google Scholar]
- O’Connor, H.J.; Dickson, A.N.; Dowling, D.P. Evaluation of the mechanical performance of polymer parts fabricated using a production scale multi jet fusion printing process. Addit. Manuf. 2018, 22, 381–387. [Google Scholar] [CrossRef]
- Xu, Z.; Wang, Y.; Wu, D.; Ananth, K.P.; Bai, J. The process and performance comparison of polyamide 12 manufactured by multi jet fusion and selective laser sintering. J. Manuf. Process. 2019, 47, 419–426. [Google Scholar] [CrossRef]
- Mele, M.; Campana, G.; Monti, G.L. Modelling of the capillarity effect in Multi Jet Fusion technology. Addit. Manuf. 2019, 30. [Google Scholar] [CrossRef]
- Habib, F.N.; Iovenitti, P.; Masood, S.H.; Nikzad, M. Fabrication of polymeric lattice structures for optimum energy absorption using Multi Jet Fusion technology. Mater. Des. 2018, 155, 86–98. [Google Scholar] [CrossRef]
- Nazir, A.; Jeng, J.-Y. A high-speed additive manufacturing approach for achieving high printing speed and accuracy. Proc. Inst. Mech. Eng. Part. C J. Mech. Eng. Sci. 2019, 0954406219861664. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, P.; Yan, M.; Xie, Y.M.; Huang, G.Z. Additive manufacturing of specific ankle-foot orthoses for persons after stroke: A preliminary study based on gait analysis data. Math. Biosci. Eng. 2019, 16, 8134–8143. [Google Scholar] [CrossRef] [PubMed]
- Frizziero, L.; Donnici, G.; Dhaimini, K.; Liverani, A.; Caligiana, G. Advanced Design Applied to an Original Multi-Purpose Ventilator Achievable by Additive Manufacturing. Appl. Sci. 2018, 8, 2635. [Google Scholar] [CrossRef] [Green Version]
- Kim, H.; Zhao, Y.; Zhao, L. Process-level modeling and simulation for HP’s Multi Jet Fusion 3D printing technology. In Proceedings of the 2016 1st International Workshop on Cyber-Physical Production Systems, CPPS 2016, Vienna, Austria, 12 April 2016. [Google Scholar]
- Kajzer, W.; Gieracka, K.; Pawlik, M.; Basiaga, M.; Kajzer, A.; Szewczenko, J. Tests of threaded connections made by additive manufacturing technologies. In Advances in Intelligent Systems and Computing; Springer: Cham, Switzerland, 2019. [Google Scholar]
- Rivas Santos, V.M.; Thompson, A.; Sims-Waterhouse, D.; Maskery, I.; Woolliams, P.; Leach, R. Design and characterisation of an additive manufacturing benchmarking artefact following a design-for-metrology approach. Addit. Manuf. 2020, 32, 100964. [Google Scholar] [CrossRef]
- Fahad, M.; Hopkinson, N. Evaluation of parts produced by a novel additive manufacturing process. In Applied Mechanics and Materials; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2013; Volume 315, pp. 63–67. [Google Scholar]
- Thomas, H.R.; Hopkinson, N.; Erasenthiran, P. High speed sintering–Continuing research into a new rapid manufacturing process. In Proceedings of the 17th Solid Freeform Fabrication Symposium, SFF 2006, Austin, TX, USA, 14–16 August 2006; pp. 682–691. [Google Scholar] [CrossRef]
- Ellis, A.; Noble, C.J.; Hopkinson, N. High Speed Sintering: Assessing the influence of print density on microstructure and mechanical properties of nylon parts. Addit. Manuf. 2014, 1–4, 48–51. [Google Scholar] [CrossRef]
- Craft, G.; Nussbaum, J.; Crane, N.; Harmon, J.P. Impact of extended sintering times on mechanical properties in PA-12 parts produced by powderbed fusion processes. Addit. Manuf. 2018, 22, 800–806. [Google Scholar] [CrossRef]
- Ellis, A.; Noble, C.J.; Hartley, L.; Lestrange, C.; Hopkinson, N.; Majewski, C. Materials for high speed sintering. J. Mater. Res. 2014, 29, 2080–2085. [Google Scholar] [CrossRef]
- Brown, R.; Morgan, C.T.; Majewski, C.E. Not just nylon… improving the range of materials for high speed sintering. In Proceedings of the Solid Freeform Fabrication 2018: Proceedings of the 29th Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, SFF 2018, Austin, TX, USA, 13–15 August 2018; pp. 1487–1498. [Google Scholar]
- Rouholamin, D.; Hopkinson, N. Understanding the efficacy of micro-CT to analyse high speed sintering parts. Rapid Prototyp. J. 2016, 22, 152–161. [Google Scholar] [CrossRef]
- Vaezi, M.; Drescher, P.; Seitz, H. Beamless Metal Additive Manufacturing. Materials 2020, 13, 922. [Google Scholar] [CrossRef] [Green Version]
- Guo, N.; Leu, M.C.; Koylu, U.O. Bio-inspired flow field designs for polymer electrolyte membrane fuel cells. Int. J. Hydrogen Energy 2014, 39, 21185–21195. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Shishkovsky, I.; Bertrand, P.; Smurov, I. Manufacturing of fine-structured 3D porous filter elements by selective laser melting. Appl. Surf. Sci. 2009, 255, 5523–5527. [Google Scholar] [CrossRef]
- Datsiou, K.C.; Saleh, E.; Spirrett, F.; Goodridge, R.; Ashcroft, I.; Eustice, D. Additive manufacturing of glass with laser powder bed fusion. J. Am. Ceram. Soc. 2019, 102, 4410–4414. [Google Scholar] [CrossRef] [Green Version]
- Ataee, A.; Li, Y.; Fraser, D.; Song, G.; Wen, C. Anisotropic Ti-6Al-4V gyroid scaffolds manufactured by electron beam melting (EBM) for bone implant applications. Mater. Des. 2018, 137, 345–354. [Google Scholar] [CrossRef]
- Kazmer, D. Three-Dimensional Printing of Plastics. In Applied Plastics Engineering Handbook; Kutz, M., Ed.; William Andrew Publishing: Cambridge, MA, USA, 2017; pp. 617–634. [Google Scholar] [CrossRef]
- Yeong, W.Y.; Sudarmadji, N.; Yu, H.Y.; Chua, C.K.; Leong, K.F.; Venkatraman, S.S.; Boey, Y.C.; Tan, L.P. Porous polycaprolactone scaffold for cardiac tissue engineering fabricated by selective laser sintering. Acta Biomater. 2010, 6, 2028–2034. [Google Scholar] [CrossRef] [PubMed]
- Munir, K.S.; Li, Y.; Wen, C. Metallic scaffolds manufactured by selective laser melting for biomedical applications. In Metallic Foam Bone; Wen, C., Ed.; Woodhead Publishing: Cambridge, MA, USA, 2017; pp. 1–23. [Google Scholar] [CrossRef]
- Duda, T.; Raghavan, L.V. 3D Metal Printing Technology. IFAC-PapersOnLine 2016, 49, 103–110. [Google Scholar] [CrossRef]
- Hwa, L.C.; Rajoo, S.; Noor, A.M.; Ahmad, N.; Uday, M.B. Recent advances in 3D printing of porous ceramics: A review. Curr. Opin. Solid State Mater. Sci. 2017, 21, 323–347. [Google Scholar] [CrossRef]
- Wang, D.; Wang, Y.; Wang, J.; Song, C.; Yang, Y.; Zhang, Z.; Lin, H.; Zhen, Y.; Liao, S. Design and Fabrication of a Precision Template for Spine Surgery Using Selective Laser Melting (SLM). Mater 2016, 9, 608. [Google Scholar] [CrossRef] [Green Version]
- Sadowski, M.; Ladani, L.; Brindley, W.; Romano, J. Optimizing quality of additively manufactured Inconel 718 using powder bed laser melting process. Addit. Manuf. 2016, 11, 60–70. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta. Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Chua, C.K.; Matham, M.V.; Kim, Y.-J. Lasers in 3D Printing and Manufacturing; World Scientific Publishing Co. Location: Singapore, 2017; pp. 1–254. [Google Scholar] [CrossRef] [Green Version]
- Zhang, D.; Qiu, D.; Gibson, M.A.; Zheng, Y.; Fraser, H.L.; StJohn, D.H.; Easton, M.A. Additive manufacturing of ultrafine-grained high-strength titanium alloys. Nature 2019, 576, 91–95. [Google Scholar] [CrossRef]
- Wysocki, B.; Maj, P.; Sitek, R.; Buhagiar, J.; Kurzydłowski, K.J.; Święszkowski, W. Laser and Electron Beam Additive Manufacturing Methods of Fabricating Titanium Bone Implants. Appl. Sci. 2017, 7, 657. [Google Scholar] [CrossRef]
- Ameen, W.; Al-Ahmari, A.; Mohammed, M.; Mian, S. Manufacturability of Overhanging Holes Using Electron Beam Melting. Metals 2018, 8, 397. [Google Scholar] [CrossRef] [Green Version]
- Dass, A.; Moridi, A. State of the Art in Directed Energy Deposition: From Additive Manufacturing to Materials Design. Coatings 2019, 9, 418. [Google Scholar] [CrossRef] [Green Version]
- Pinkerton, A.J. Laser direct metal deposition: Theory and applications in manufacturing and maintenance. In Advances in Laser Materials Processing; Lawrence, J., Pou, J., Low, D.K.Y., Toyserkani, E., Eds.; Woodhead Publishing: Great Abington, Cambridge, UK, 2010; pp. 461–491. [Google Scholar] [CrossRef]
- Kim, M.J.; Saldana, C. Thin wall deposition of IN625 using directed energy deposition. J. Manuf. Process. 2020. [Google Scholar] [CrossRef]
- Baranowski, P.; Płatek, P.; Antolak-Dudka, A.; Sarzyński, M.; Kucewicz, M.; Durejko, T.; Małachowski, J.; Janiszewski, J.; Czujko, T. Deformation of honeycomb cellular structures manufactured with Laser Engineered Net Shaping (LENS) technology under quasi-static loading: Experimental testing and simulation. Addit. Manuf. 2019, 25, 307–316. [Google Scholar] [CrossRef]
- Khademzadeh, S.; Bariani, P.F.; Bruschi, S. Textural Evolution During Micro Direct Metal Deposition of NiTi Alloy. Met. Mater. Int. 2018, 24, 869–876. [Google Scholar] [CrossRef]
- Khademzadeh, S.; Parvin, N.; Bariani, P.F. Production of NiTi alloy by direct metal deposition of mechanically alloyed powder mixtures. Int. J. Precis. Eng. Manuf. 2015, 16, 2333–2338. [Google Scholar] [CrossRef]
- Khademzadeh, S.; Zanini, F.; Bariani, P.F.; Carmignato, S. Correction to: Precision additive manufacturing of NiTi parts using micro direct metal deposition. Int. J. Adv. Manuf. Technol. 2018, 98, 2239. [Google Scholar] [CrossRef] [Green Version]
- Khademzadeh, S.; Carmignato, S.; Parvin, N.; Zanini, F.; Bariani, P.F. Micro porosity analysis in additive manufactured NiTi parts using micro computed tomography and electron microscopy. Mater. Des. 2016, 90, 745–752. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B. Binder Jetting. In Additive Manufacturing Technologies; Springer: New York, NY, USA, 2015; pp. 205–218. [Google Scholar] [CrossRef]
- Jiménez, M.; Romero, L.; Domínguez, I.A.; Espinosa, M.d.M.; Domínguez, M. Additive Manufacturing Technologies: An Overview about 3D Printing Methods and Future Prospects. Complexity 2019, 2019, 1–30. [Google Scholar] [CrossRef] [Green Version]
- Vithani, K.; Goyanes, A.; Jannin, V.; Basit, A.W.; Gaisford, S.; Boyd, B.J. An Overview of 3D Printing Technologies for Soft Materials and Potential Opportunities for Lipid-based Drug Delivery Systems. Pharm. Res. 2018, 36, 4. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jamroz, W.; Szafraniec, J.; Kurek, M.; Jachowicz, R. 3D Printing in Pharmaceutical and Medical Applications–Recent Achievements and Challenges. Pharm. Res. 2018, 35, 176. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dumitrescu, I.-B. The Age of Pharmaceutical 3d Printing. Technological and Therapeutical Implications of Additive Manufacturing. Farmacia 2018, 66, 365–389. [Google Scholar] [CrossRef]
- Butscher, A.; Bohner, M.; Hofmann, S.; Gauckler, L.; Muller, R. Structural and material approaches to bone tissue engineering in powder-based three-dimensional printing. Acta. Biomater. 2011, 7, 907–920. [Google Scholar] [CrossRef]
- Riedelbauch, J.; Rietzel, D.; Witt, G. Analysis of material aging and the influence on the mechanical properties of polyamide 12 in the Multi Jet Fusion process. Addit. Manuf. 2019, 27, 259–266. [Google Scholar] [CrossRef]
- Yuan, L.; Ding, S.; Wen, C. Additive manufacturing technology for porous metal implant applications and triple minimal surface structures: A review. Bioact. Mater. 2019, 4, 56–70. [Google Scholar] [CrossRef]
- Mazzoli, A. Selective laser sintering in biomedical engineering. Med. Biol. Eng. Comput. 2013, 51, 245–256. [Google Scholar] [CrossRef]
- Singh, J.P.; Pandey, P.M.; Verma, A.K. Fabrication of three dimensional open porous regular structure of PA-2200 for enhanced strength of scaffold using selective laser sintering. Rapid Prototyp. J. 2016, 22, 752–765. [Google Scholar] [CrossRef]
- Deckers, J.P.; Vermandel, M.; Geldhof, J.; Vasiliauskaite, E.; Forward, M.; Plasschaert, F. Development and clinical evaluation of laser-sintered ankle foot orthoses. Plast. Rubber Compos. 2017, 47, 42–46. [Google Scholar] [CrossRef]
- Jauer, L.; Meiners, W.; Vervoort, S.; Gayer, C.; Zumdick, N.A.; Zander, D. Selective laser melting of magnesium alloys. In Proceedings of the World PM 2016 Congress and Exhibition, Hamburg, Germany, 9–13 October 2016. [Google Scholar]
- Khalyfa, A.; Vogt, S.; Weisser, J.; Grimm, G.; Rechtenbach, A.; Meyer, W.; Schnabelrauch, M. Development of a new calcium phosphate powder-binder system for the 3D printing of patient specific implants. J. Mater. Sci. Mater. Med. 2007, 18, 909–916. [Google Scholar] [CrossRef]
- Oladapo, B.I.; Zahedi, S.A.; Adeoye, A.O.M. 3D printing of bone scaffolds with hybrid biomaterials. Compos. B Eng. 2019, 158, 428–436. [Google Scholar] [CrossRef]
- Brown, C. Medical implants edge toward ‘bionic man’. Electron. Eng. Times 2005, 1388, 1–24. [Google Scholar]
- Spetzger, U.; Frasca, M.; Konig, S.A. Surgical planning, manufacturing and implantation of an individualized cervical fusion titanium cage using patient-specific data. Eur. Spine. J. 2016, 25, 2239–2246. [Google Scholar] [CrossRef] [PubMed]
- Seitz, H.; Rieder, W.; Irsen, S.; Leukers, B.; Tille, C. Three-dimensional printing of porous ceramic scaffolds for bone tissue engineering. J. Biomed. Mater. Res. B Appl. Biomater. 2005, 74, 782–788. [Google Scholar] [CrossRef] [PubMed]
- Pinger, C.W.; Heller, A.A.; Spence, D.M. A Printed Equilibrium Dialysis Device with Integrated Membranes for Improved Binding Affinity Measurements. Anal. Chem. 2017, 89, 7302–7306. [Google Scholar] [CrossRef] [PubMed]
- Cheng, G.Z.; San Jose Estepar, R.; Folch, E.; Onieva, J.; Gangadharan, S.; Majid, A. Three-dimensional Printing and 3D Slicer: Powerful Tools in Understanding and Treating Structural Lung Disease. Chest 2016, 149, 1136–1142. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Amin, R.; Knowlton, S.; Hart, A.; Yenilmez, B.; Ghaderinezhad, F.; Katebifar, S.; Messina, M.; Khademhosseini, A.; Tasoglu, S. 3D-printed microfluidic devices. Biofabrication 2016, 8, 022001. [Google Scholar] [CrossRef] [PubMed]
- Bhattacharjee, N.; Urrios, A.; Kang, S.; Folch, A. The upcoming 3D-printing revolution in microfluidics. Lab. Chip 2016, 16, 1720–1742. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Fernandez, P. “Through the looking glass: Envisioning new library technologies” the possibilities and challenges of 3-D printing. Libr. Hi Tech. News 2014, 31. [Google Scholar] [CrossRef]
- Pereira, R.F.; Bártolo, P.J. Recent Advances in Additive Biomanufacturing. In Comprehensive Materials Processing; Hashmi, S., Batalha, G.F., Van Tyne, C.J., Yilbas, B., Eds.; Elsevier: Oxford, UK, 2014; pp. 265–284. [Google Scholar] [CrossRef]
- Eckel, Z.C.; Zhou, C.; Martin, J.H.; Jacobsen, A.J.; Carter, W.B.; Schaedler, T.A. Additive manufacturing of polymer-derived ceramics. Science 2016, 351, 58–62. [Google Scholar] [CrossRef] [Green Version]
- Bandyopadhyay, A.; Espana, F.; Balla, V.K.; Bose, S.; Ohgami, Y.; Davies, N.M. Influence of porosity on mechanical properties and in vivo response of Ti6Al4V implants. Acta. Biomater. 2010, 6, 1640–1648. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Karageorgiou, V.; Kaplan, D. Porosity of 3D biomaterial scaffolds and osteogenesis. Biomaterials 2005, 26, 5474–5491. [Google Scholar] [CrossRef] [PubMed]
- Vangapally, S.; Agarwal, K.; Sheldon, A.; Cai, S. Effect of Lattice Design and Process Parameters on Dimensional and Mechanical Properties of Binder Jet Additively Manufactured Stainless Steel 316 for Bone Scaffolds. Procedia Manuf. 2017, 10, 750–759. [Google Scholar] [CrossRef]
- Liao, H.-T.; Chang, K.-H.; Jiang, Y.; Chen, J.-P.; Lee, M.-Y. Fabrication of tissue engineered PCL scaffold by selective laser-sintered machine for osteogeneisis of adipose-derived stem cells. Virtual Phys. Prototyp. 2011, 6, 57–60. [Google Scholar] [CrossRef]
- Deng, J.; Li, P.; Gao, C.; Feng, P.; Shuai, C.; Peng, S. Bioactivity Improvement of Forsterite-Based Scaffolds with nano-58S Bioactive Glass. Mater. Manuf. Process. 2014, 29, 877–884. [Google Scholar] [CrossRef]
- Shuai, C.; Li, P.; Liu, J.; Peng, S. Optimization of TCP/HAP ratio for better properties of calcium phosphate scaffold via selective laser sintering. Mater. Charact. 2013, 77, 23–31. [Google Scholar] [CrossRef]
- Peng, W.M.; Liu, Y.F.; Jiang, X.F.; Dong, X.T.; Jun, J.; Baur, D.A.; Xu, J.J.; Pan, H.; Xu, X. Bionic mechanical design and 3D printing of novel porous Ti6Al4V implants for biomedical applications. J. Zhejiang Univ. Sci. B 2019, 20, 647–659. [Google Scholar] [CrossRef]
- Otawa, N.; Sumida, T.; Kitagaki, H.; Sasaki, K.; Fujibayashi, S.; Takemoto, M.; Nakamura, T.; Yamada, T.; Mori, Y.; Matsushita, T. Custom-made titanium devices as membranes for bone augmentation in implant treatment: Modeling accuracy of titanium products constructed with selective laser melting. J. Craniomaxillofac. Surg. 2015, 43, 1289–1295. [Google Scholar] [CrossRef]
- Vance, A.; Bari, K.; Arjunan, A. Compressive performance of an arbitrary stiffness matched anatomical Ti64 implant manufactured using Direct Metal Laser Sintering. Mater. Des. 2018, 160, 1281–1294. [Google Scholar] [CrossRef]
- Wen, P.; Voshage, M.; Jauer, L.; Chen, Y.; Qin, Y.; Poprawe, R.; Schleifenbaum, J.H. Laser additive manufacturing of Zn metal parts for biodegradable applications: Processing, formation quality and mechanical properties. Mater. Des. 2018, 155, 36–45. [Google Scholar] [CrossRef]
- Nune, K.C.; Misra, R.D.; Li, S.J.; Hao, Y.L.; Zhang, W. The functional response of bioactive titania-modified three-dimensional Ti-6Al-4V mesh structure toward providing a favorable pathway for intercellular communication and osteoincorporation. J. Biomed. Mater. Res. A 2016, 104, 2488–2501. [Google Scholar] [CrossRef]
- Ramakrishnaiah, R.; Al kheraif, A.A.; Mohammad, A.; Divakar, D.D.; Kotha, S.B.; Celur, S.L.; Hashem, M.I.; Vallittu, P.K.; Rehman, I.U. Preliminary fabrication and characterization of electron beam melted Ti–6Al–4V customized dental implant. Saudi J. Biol. Sci. 2017, 24, 787–796. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mostafaei, A.; Stevens, E.L.; Ference, J.J.; Schmidt, D.E.; Chmielus, M. Binder jetting of a complex-shaped metal partial denture framework. Addit. Manuf. 2018, 21, 63–68. [Google Scholar] [CrossRef]
- Sidambe, A.T.; Todd, I.; Hatton, P.V. Effects of build orientation induced surface modifications on thein vitrobiocompatibility of electron beam melted Ti6Al4V. Powder Metall. 2016, 59, 57–65. [Google Scholar] [CrossRef]
- Nune, K.C.; Misra, R.; Gai, X.; Li, S.J.; Hao, Y.L. Surface nanotopography-induced favorable modulation of bioactivity and osteoconductive potential of anodized 3D printed Ti-6Al-4V alloy mesh structure. J. Biomater. Appl. 2018, 32, 1032–1048. [Google Scholar] [CrossRef]
- Nune, K.C.; Misra, R.D.; Gaytan, S.M.; Murr, L.E. Interplay between cellular activity and three-dimensional scaffold-cell constructs with different foam structure processed by electron beam melting. J. Biomed. Mater. Res. A 2015, 103, 1677–1692. [Google Scholar] [CrossRef]
- Li, S.; Li, X.; Hou, W.; Nune, K.C.; Misra, R.D.K.; Correa-Rodriguez, V.L.; Guo, Z.; Hao, Y.; Yang, R.; Murr, L.E. Fabrication of open-cellular (porous) titanium alloy implants: Osseointegration, vascularization and preliminary human trials. Sci. China Mater. 2017, 61, 525–536. [Google Scholar] [CrossRef] [Green Version]
- Yu, D.G.; Shen, X.X.; Branford-White, C.; Zhu, L.M.; White, K.; Yang, X.L. Novel oral fast-disintegrating drug delivery devices with predefined inner structure fabricated by Three-Dimensional Printing. J. Pharm. Pharm. 2009, 61, 323–329. [Google Scholar] [CrossRef]
- Li, Q.; Wen, H.; Jia, D.; Guan, X.; Pan, H.; Yang, Y.; Yu, S.; Zhu, Z.; Xiang, R.; Pan, W. Preparation and investigation of controlled-release glipizide novel oral device with three-dimensional printing. Int. J. Pharm. 2017, 525, 5–11. [Google Scholar] [CrossRef]
- Pereira, B.C.; Isreb, A.; Forbes, R.T.; Dores, F.; Habashy, R.; Petit, J.B.; Alhnan, M.A.; Oga, E.F. ’Temporary Plasticiser’: A novel solution to fabricate 3D printed patient-centred cardiovascular ’Polypill’ architectures. Eur J. Pharm. Biopharm. 2019, 135, 94–103. [Google Scholar] [CrossRef]
- Wang, C.C.; Tejwani Motwani, M.R.; Roach, W.J.; Kay, J.L.; Yoo, J.; Surprenant, H.L.; Monkhouse, D.C.; Pryor, T.J. Development of near zero-order release dosage forms using three-dimensional printing (3-DP) technology. Drug Dev. Ind. Pharm. 2006, 32, 367–376. [Google Scholar] [CrossRef] [PubMed]
- Yu, D.G.; Branford-White, C.; Yang, Y.C.; Zhu, L.M.; Welbeck, E.W.; Yang, X.L. A novel fast disintegrating tablet fabricated by three-dimensional printing. Drug Dev. Ind. Pharm. 2009, 35, 1530–1536. [Google Scholar] [CrossRef] [PubMed]
- Saenz Del Burgo, L.; Ciriza, J.; Espona-Noguera, A.; Illa, X.; Cabruja, E.; Orive, G.; Hernandez, R.M.; Villa, R.; Pedraz, J.L.; Alvarez, M. 3D Printed porous polyamide macrocapsule combined with alginate microcapsules for safer cell-based therapies. Sci. Rep. 2018, 8, 8512. [Google Scholar] [CrossRef] [PubMed]
- Fina, F.; Madla, C.M.; Goyanes, A.; Zhang, J.; Gaisford, S.; Basit, A.W. Fabricating 3D printed orally disintegrating printlets using selective laser sintering. Int. J. Pharm. 2018, 541, 101–107. [Google Scholar] [CrossRef] [PubMed]
- Tai, X.Y.; Zhakeyev, A.; Wang, H.; Jiao, K.; Zhang, H.; Xuan, J. Accelerating Fuel Cell Development with Additive Manufacturing Technologies: State of the Art, Opportunities and Challenges. Fuel Cells 2019, 19, 636–650. [Google Scholar] [CrossRef]
- Gupta, V.; Talebi, M.; Deverell, J.; Sandron, S.; Nesterenko, P.N.; Heery, B.; Thompson, F.; Beirne, S.; Wallace, G.G.; Paull, B. 3D printed titanium micro-bore columns containing polymer monoliths for reversed-phase liquid chromatography. Anal. Chim. Acta. 2016, 910, 84–94. [Google Scholar] [CrossRef]
- Sandron, S.; Heery, B.; Gupta, V.; Collins, D.A.; Nesterenko, E.P.; Nesterenko, P.N.; Talebi, M.; Beirne, S.; Thompson, F.; Wallace, G.G.; et al. 3D printed metal columns for capillary liquid chromatography. Analyst 2014, 139, 6343–6347. [Google Scholar] [CrossRef]
- Scotti, G.; Matilainen, V.; Kanninen, P.; Piili, H.; Salminen, A.; Kallio, T.; Franssila, S. Laser additive manufacturing of stainless steel micro fuel cells. J. Power Sour. 2014, 272, 356–361. [Google Scholar] [CrossRef]
- Guo, N.; Leu, M.C. Effect of different graphite materials on the electrical conductivity and flexural strength of bipolar plates fabricated using selective laser sintering. Int. J. Hydrogen Energy 2012, 37, 3558–3566. [Google Scholar] [CrossRef]
- Lahtinen, E.; Precker, R.L.M.; Lahtinen, M.; Hey-Hawkins, E.; Haukka, M. Selective Laser Sintering of Metal-Organic Frameworks: Production of Highly Porous Filters by 3D Printing onto a Polymeric Matrix. Chempluschem 2019, 84, 222–225. [Google Scholar] [CrossRef] [Green Version]
- Petrov, A.L.; Snarev, A.I.; Shishkovsky, I.V.; Scherbakov, V.I. Laser synthesis of functional graded filter elements from metal-polymer powder compositions. Proc. Spie Int. Soc. Opt. Eng. 2002, 4644, 441–445. [Google Scholar] [CrossRef]
- Hoerber, J.; Glasschroeder, J.; Pfeffer, M.; Schilp, J.; Zaeh, M.; Franke, J. Approaches for additive manufacturing of 3D electronic applications. Procedia CIRP 2014, 17, 806–811. [Google Scholar] [CrossRef] [Green Version]
- Jun, S.Y.; Sanz-Izquierdo, B.; Parker, E.A.; Bird, D.; McClelland, A. Manufacturing Considerations in the 3-D Printing of Fractal Antennas. IEEE Trans. Compon. Packag. Manufact. Tech. 2017, 7, 1891–1898. [Google Scholar] [CrossRef] [Green Version]
- Zhang, B.; Zirath, H. Metallic 3-D Printed Rectangular Waveguides for Millimeter-Wave Applications. IEEE Trans. Compon. Packag. Manufact. Tech. 2016, 6, 796–804. [Google Scholar] [CrossRef]
- Sun, Z.; Velásquez–García, L.F. Miniature, 3D-Printed, Monolithic Arrays of Corona Ionizers. J. Phys. Conf. Ser. 2019, 1407, 012065. [Google Scholar] [CrossRef] [Green Version]
- Chavez, L.A.; Wilburn, B.R.; Ibave, P.; Delfin, L.C.; Vargas, S.; Diaz, H.; Fulgentes, C.; Renteria, A.; Regis, J.; Liu, Y.; et al. Fabrication and characterization of 3D printing induced orthotropic functional ceramics. Smart Mater. Struct. 2019, 28. [Google Scholar] [CrossRef]
- Qi, F.; Chen, N.; Wang, Q. Preparation of PA11/BaTiO3 nanocomposite powders with improved processability, dielectric and piezoelectric properties for use in selective laser sintering. Mater. Des. 2017, 131, 135–143. [Google Scholar] [CrossRef]
- Ronca, A.; Rollo, G.; Cerruti, P.; Fei, G.; Gan, X.; Buonocore, G.; Lavorgna, M.; Xia, H.; Silvestre, C.; Ambrosio, L. Selective Laser Sintering Fabricated Thermoplastic Polyurethane/Graphene Cellular Structures with Tailorable Properties and High Strain Sensitivity. Appl. Sci. 2019, 9, 864. [Google Scholar] [CrossRef] [Green Version]
- Balzereit, S.; Proes, F.; Altstädt, V.; Emmelmann, C. Properties of copper modified polyamide 12-powders and their potential for the use as laser direct structurable electronic circuit carriers. Addit. Manuf. 2018, 23, 347–354. [Google Scholar] [CrossRef]
- Gath, C.; Drummer, D. Curcuit Board Application to Additive manufaCtured Components by Laser-Direct-Structuring; Institute of Electrical and Electronics Engineers Inc.: Piscataway, NJ, USA, 2016. [Google Scholar]
- Lu, X.; Zhao, T.; Ji, X.; Hu, J.; Li, T.; Lin, X.; Huang, W. 3D printing well organized porous iron-nickel/polyaniline nanocages multiscale supercapacitor. J. Alloys Compd. 2018, 760, 78–83. [Google Scholar] [CrossRef]
- Dudziak, S.; Gieseke, M.; Haferkamp, H.; Barcikowski, S.; Kracht, D. Functionality of laser-sintered shape memory micro-actuators. Phys. Procedia 2010, 5, 607–615. [Google Scholar] [CrossRef] [Green Version]
- Silbernagel, C.; Gargalis, L.; Ashcroft, I.; Hague, R.; Galea, M.; Dickens, P. Electrical resistivity of pure copper processed by medium-powered laser powder bed fusion additive manufacturing for use in electromagnetic applications. Addit. Manuf. 2019, 29. [Google Scholar] [CrossRef]
- Browne, M.P.; Redondo, E.; Pumera, M. 3D Printing for Electrochemical Energy Applications. Chem. Rev. 2020, 120, 2783–2810. [Google Scholar] [CrossRef] [PubMed]
- Azhari, A.; Marzbanrad, E.; Yilman, D.; Toyserkani, E.; Pope, M.A. Binder-jet powder-bed additive manufacturing (3D printing) of thick graphene-based electrodes. Carbon 2017, 119, 257–266. [Google Scholar] [CrossRef]
- Azhari, A.; Toyserkani, E.; Villain, C. Additive Manufacturing of Graphene-Hydroxyapatite Nanocomposite Structures. Int. J. Appl. Ceram. Technol. 2015, 12, 8–17. [Google Scholar] [CrossRef]
- Ambrosi, A.; Moo, J.G.S.; Pumera, M. Helical 3D-Printed Metal Electrodes as Custom-Shaped 3D Platform for Electrochemical Devices. Adv. Funct. Mater. 2016, 26, 698–703. [Google Scholar] [CrossRef]
- Gisario, A.; Kazarian, M.; Martina, F.; Mehrpouya, M. Metal additive manufacturing in the commercial aviation industry: A review. J. Manuf. Syst. 2019, 53, 124–149. [Google Scholar] [CrossRef]
- Liu, R.; Wang, Z.; Sparks, T.; Liou, F.; Newkirk, J. Aerospace applications of laser additive manufacturing. In Laser Additive Manufacturing; Brandt, M., Ed.; Woodhead Publishing: Cambridge, MA, USA, 2017; pp. 351–371. [Google Scholar] [CrossRef]
- Nichols, M.R. How does the automotive industry benefit from 3D metal printing? Met. Powder Rep. 2019, 74, 257–258. [Google Scholar] [CrossRef]
- Imeri, A.; Russell, N.; Rust, J.R.; Sahin, S.; Fidan, I.; Jack, H. 3D printing as an alternative to fabricate the motor sports parts. In Proceedings of the ASEE Annual Conference and Exposition, Columbus, OH, USA, 25–28 June 2017. [Google Scholar]
- Petruse, R.E.; Johnson, B.; Bondrea, I. A low budget, reverse engineering solution for obtaining functional parts. Acad. J. Manuf. Eng. 2015, 13, 78–83. [Google Scholar]
- Matta, A.K.; Prasad Kodali, S.; Ivvala, J.; Kumar, P.J. Metal prototyping the future of automobile industry: A review. Mater. Today Proc. 2018, 5, 17597–17601. [Google Scholar] [CrossRef]
- Yilmaz, O.; Gindy, N.; Gao, J. A repair and overhaul methodology for aeroengine components. Robot. Comput.-Integr. Manuf. 2010, 26, 190–201. [Google Scholar] [CrossRef]
- Kaierle, S.; Barroi, A.; Noelke, C.; Hermsdorf, J.; Overmeyer, L.; Haferkamp, H. Review on Laser Deposition Welding: From Micro to Macro. Phys. Procedia 2012, 39, 336–345. [Google Scholar] [CrossRef] [Green Version]
- Harland, D.; Alshaer, A.W.; Brooks, H. An experimental and numerical investigation of a novel 3D printed sandwich material for motorsport applications. Procedia Manuf. 2019, 36, 11–18. [Google Scholar] [CrossRef]
- Yang, W.; Bai, X.; Zhu, W.; Kiran, R.; An, J.; Chua, C.K.; Zhou, K. 3D Printing of Polymeric Multi-Layer Micro-Perforated Panels for Tunable Wideband Sound Absorption. Polymer 2020, 12, 360. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Guo, N.; Xie, K.; Sangregorio, M.; Wang, N.; Zhang, Z.; Gabriel, S.B. 3D printing of ion optics for electric propulsion. Front. Phys. 2019, 6. [Google Scholar] [CrossRef]
- Wei, C.; Sun, Z.; Chen, Q.; Liu, Z.; Li, L. Additive Manufacturing of Horizontal and 3D Functionally Graded 316L/Cu10Sn Components via Multiple Material Selective Laser Melting. J. Manuf. Sci. Eng. 2019, 141. [Google Scholar] [CrossRef]
- Jafari, D.; Wits, W.W. The utilization of selective laser melting technology on heat transfer devices for thermal energy conversion applications: A review. Renew. Sustain. Energy Rev. 2018, 91, 420–442. [Google Scholar] [CrossRef]
- Wong, M.; Owen, I.; Sutcliffe, C.J.; Puri, A. Convective heat transfer and pressure losses across novel heat sinks fabricated by Selective Laser Melting. Int. J. Heat Mass Transf. 2009, 52, 281–288. [Google Scholar] [CrossRef]
- Wang, X.W.; Ho, J.Y.; Leong, K.C. An experimental investigation of single droplet impact cooling on hot enhanced surfaces fabricated by selective laser melting. Int. J. Heat Mass Transf. 2018, 120, 652–670. [Google Scholar] [CrossRef]
- Capel, A.J.; Edmondson, S.; Christie, S.D.R.; Goodridge, R.D.; Bibb, R.J.; Thurstans, M. Design and additive manufacture for flow chemistry. Lab. A Chip 2013, 13, 4583–4590. [Google Scholar] [CrossRef] [Green Version]
- Vanapalli, S.; Keijzer, R.; Buitelaar, P.; ter Brake, H.J.M. Cryogenic flat-panel gas-gap heat switch. Cryogenics 2016, 78, 83–88. [Google Scholar] [CrossRef]
- Romei, F.; Grubišić, A.N.; Gibbon, D. Manufacturing of a high-temperature resistojet heat exchanger by selective laser melting. Acta. Astronaut. 2017, 138, 356–368. [Google Scholar] [CrossRef] [Green Version]
- Bertana, V.; Potrich, C.; Scordo, G.; Scaltrito, L.; Ferrero, S.; Lamberti, A.; Perrucci, F.; Pirri, C.F.; Pederzolli, C.; Cocuzza, M.; et al. 3D-printed microfluidics on thin poly(methyl methacrylate) substrates for genetic applications. J. Vac. Sci. Technol. BNanotechnol. Microelectron. Mater. Process. Meas. Phenom. 2018, 36. [Google Scholar] [CrossRef]
- Quan, H.; Zhang, T.; Xu, H.; Luo, S.; Nie, J.; Zhu, X. Photo-curing 3D printing technique and its challenges. Bioact. Mater. 2020, 5, 110–115. [Google Scholar] [CrossRef] [PubMed]
- Matai, I.; Kaur, G.; Seyedsalehi, A.; McClinton, A.; Laurencin, C.T. Progress in 3D bioprinting technology for tissue/organ regenerative engineering. Biomaterials 2020, 226, 119536. [Google Scholar] [CrossRef]
- Unagolla, J.M.; Jayasuriya, A.C. Hydrogel-based 3D bioprinting: A comprehensive review on cell-laden hydrogels, bioink formulations, and future perspectives. Appl. Mater. Today 2020, 18. [Google Scholar] [CrossRef]
- Distler, T.; Boccaccini, A.R. 3D printing of electrically conductive hydrogels for tissue engineering and biosensors–A review. Acta. Biomater. 2020, 101, 1–13. [Google Scholar] [CrossRef]
- Huson, D. 3D printed ceramics: Current challenges and future potential. In Proceedings of the International Conference on Digital Printing Technologies, Manchester, UK, 12–16 September 2016; pp. 374–377. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 3D-Printing Process | Layer Thickness (μm) | Minimum Feature (μm) | Main Applications | References |
|---|---|---|---|---|
| Powder bed binder jetting (PBBJ)–ceramic, composites | 2–300 | 22–500 | Mold manufacturing, microporous bioceramic implants, bioresorbable devices, Surgical templates, drug delivery system, Implant with various medicines, highly porous tablet, orodispersible dosage forms, extended-release tablet | [71,91,99,145,146,147,148,149] |
| PBBJ–polymer and metal | 20–100 | 100–500 | Lattice structures, mold manufacturing, prototyping, implants | [91,99,145,146,147,150] |
| Multijet fusion (MJF) | 80–100 | 250–500 | Lattice structures, prosthetics, functional part, dental aligners, orthotics, robotic arm/grip, motorbike manifold, fluid management systems | [87,106,108,109,151] |
| Selective laser sintering (SLS) | 76–100 | 40–100 | Various types of non-porous and porous structures, scaffolds, biodegradable scaffolds, biomedical fabrication, dental components, craniofacial and joint implants, modified-release and immediate-release tablets, orally dissolving tablet | [99,126,146,147,148,149,150,152,153,154,155] |
| Selective laser melting (SLM) | 20–100 | 40–200 | Electronics, aerospace, scaffolds, biodegradable scaffolds, biomedical fabrication, cervical, vertebral body replacement, porous dental implants, heat exchanger, cryogenic switch, heat sinks | [3,33,146,152,156] |
| Electron beam melting (EBM) | 50–200 | 100–200 | Various types of non-porous and porous structures, scaffolds, turbine blade manufacturing and repair | [3,33,152] |
| Powder directed energy deposition (PDED) | 200–800 | 500–3000 | Repair of bespoke parts, biomedical fabrication, knee and hip implants, turbine blade manufacturing and repair | [3,33,152] |
| Powder-Based Miniaturized Device | Smallest Feature Size | 3D-Printing Technique | Material | Short Description | References |
|---|---|---|---|---|---|
| Near zero-order release dosage forms (biomedical application) | 2.8 mm | PBBJ | Kollidon SR and hydroxypropylmethyl cellulose | PBBJ 3D-printed water-soluble compound enabled a controlled drug released rate based on different ratio of the two polymers | [189] |
| Calcium phosphate powder-binder system for patient-specific implants (biomedical application) | 1 mm | PBBJ | Tetracalcium phosphate, β-tricalcium phosphate and calcium sulfate dihydrate | Ceramic bone substitute and scaffold for bone tissue engineering are tested with in vitro cytocompatibility testing | [157] |
| Drug delivery devices (biomedical application) | 1 mm | Customized PBBJ | Paracetamol, lactose, PVP K30, mannitol and colloidal silicon dioxide | Oval fast-disintegrating tablet for drug release is 3D-printed with accelerated drug releasing profile | [186] |
| 3D-printed fast-disintegrating tablet (biomedical application) | 1.4 mm | Customized PBBJ | Acetaminophen, methylene blue, colloidal silicon dioxide and polyvinylpyrrolidone | A fast-disintegrating tablet achieved fast dissolving properties | [190] |
| 3D-printed scaffolds with minimum (biomedical application) | 330 μm–1 mm | PBBJ | Stainless steel 316 | Various sizes, shapes and lattice structure designs are 3D-printed, evaluated process parameters, dimensional and mechanical properties | [171] |
| 3D-printed patient-specific dental implants. (biomedical application) | 0.5 mm | PBBJ | Nickel-based alloy 625 | Patient-specific complex metal partial denture framework | [181] |
| 3D-printed complex collimator device (electrical and electronic application) | 1.5 mm | PBBJ | B4C–Al composites | This highly dense complex collimator is found to be good for neutron scattering | [96] |
| Thick graphene-based electrodes (electrical and electronic application) | ~1 mm | PBBJ | Exfoliated graphene oxide powder | Porous graphene-based high-performance supercapacitor is 3D-printed with PBBJ | [213] |
| Graphene hydroxyapatite nanocomposite structures (electrical and electronic application) | 4 mm | PBBJ | Graphene oxide, hydroxyapatite nanocomposite | Graphene/HAP nanocomposite 3D-printed cylinder with 125 μm layer thickness proved to have excellent compressive strength | [214] |
| 3D electronic applications (electrical and electronic application) | ~1 mm | PBBJ | Gold, silver and copper | Conductive paths and other electronic components are 3D-printed for seamless integration with other electrical and electronic functionality | [200] |
| 3D printing of fractal antennas (electrical and electronic application) | ~2 mm | Metal PBBJ | Stainless steel | The complex inverse Sierpiński tetrahedron fractal antenna proved functional at two WLAN bands with 23% less material used | [201] |
| 3D-printed monolithic multi-emitter corona ionizer (electrical and electronic application) | 300 μm | PBBJ | SS 316L | Demonstrated the design, manufacture and characterization methods for 3D-printed corona ionizer | [52,203] |
| 3D-printed induced orthotropic functional ceramic (electrical and electronic application) | ~1–2 mm | PBBJ | Barium titanate | Ceramic-based device for generating piezoelectric response | [204] |
| 3D-printed patient-specific ankle-foot orthoses (AFO) (biomedical application) | 1.2 mm | MJF | PA12 | The 3D-printed AFO significantly improved the speed and stride length of the stroke patients | [108] |
| 3D-printed functional part. (industrial, mechanical applications) | 2 mm | MJF | PA12 | Demonstrated the capability of MJF, to printed functional parts with high accuracy | [128] |
| 3D-printed scaffold (biomedical application) | 40–400 μm | SLS | Polycaprolactone | Effective for cell attachments | [126,172] |
| 3D-printed porous Ti–6Al–4V scaffold (biomedical application) | 723 μm | DMLS | Ti–6Al–4V | Bone defect repair example of porous Ti–6Al–4V scaffold | [177] |
| 3D-printed scaffold (biomedical application | 0.5–1.2 μm | SLS | Ceramic-based material, | Bioactivity improvement, better properties | [173,174]. |
| 3D-printed orally disintegrating printlets (biomedical application) | 2 mm | SLS | Hydroxypropyl methylcellulose and vinylpyrrolidonevinyl acetate copolymer powders | Orally disintegrating tablet with tunable drug release profile | [192] |
| 3D-printed macrocapsule for cell-based therapies (biomedical application) | 0.5 mm–1 mm | SLS | Alginate-poly-L-lysine | Microcapsule which can produce therapeutic proteins | [191] |
| 3D-printed electronic circuit carriers (electrical and electronic application) | ~1 mm | SLS | Copper powder | Selectively metallize PA12 surface to form electrical interconnects | [207,208] |
| 3D-printed thermoplastic polyurethane/graphene cellular structure (electrical and electronic application) | ~2 mm | SLS | Graphene and thermoplastic polyurethane | Porous structure which is both electrically conductive and flexible | [206] |
| 3D-printed filter (chemical industry applications) | 1.5 mm | SLS | MOF copper (II) benzene-1,3,5-tricarboxylate | SLS 3D-printed filters that can filter out precious metal from liquid | [198] |
| 3D-printed sandwich material for motorsport applications (aerospace devices) | ~1 mm | SLS | PA12 | SLS 3D-printed core structures rival the performance of common aluminum honeycomb sandwich material in term of strength and stiffness | [224] |
| SLS 3D-printed filter for gas separation (chemical industry applications) | ~2 mm | SLS | Brass and polycarbonate/nickel and polyamide/brass, solder and colophony/nickel, solder and colophony | SLS 3D-printed filter for separation of concomitant gases | [199] |
| Multi-perforated panels (industrial, and mechanical application) | 0.9 mm | SLS | Polyamide 12 | SLS 3D-printed panel for sound damping | [225]. |
| AM assisted manufacturing of bipolar plate in fuel cells (electrical and electronic application) | 1 mm | SLS, SLM | Fusion of titanium and gold, stainless steel | 3D-printed metal flow field plate gives comparable performance in mass transport compared to conventional machining process | [193] |
| 3D-printed complex implant structures (biomedical application) | 200 μm | SLM | Zn | 3D-printed, biodegradable Zn based metals cardiovascular stents | [178] |
| 3D-printed implant (biomedical application) | ~0.26 mm | SLM | Ti–6Al–4V | Biocompatible implant with porous structure for tissue regeneration | [175] |
| 3D-printed implant for lower jaw (biomedical application) | ~1 mm | SLM | Titanium | Customized implant | [176] |
| 3D-printed micro-bore columns for reversed-phase liquid chromatography (biomedical application) | 0.9 mm | SLM | Ti–6Al–4V powder | 3D-printed chromatographic column for separation of proteins and peptides | [194] |
| Rectangular waveguide for millimeter-wave application (electrical and electronic application) | 0.43 mm | SLM | Cu-15Sn | A mechanically robust waveguide for D, E and F band without post electroplating and assembling | [202] |
| Metal electrodes for electrochemical devices (electrical and electronic application) | ~1 mm | SLM | Stainless steel (316L) | 3D-printed electrodes as pseudo capacitor, oxygen evolution catalyst and pH sensor | [215] |
| 3D-printed metal electrodes (electrical and electronic application) | ~0.4 mm | SLM | Stainless steel | Helical stainless steel electrodes had been coated with IrO2 for pH sensor application | [212] |
| 3D-printed multiscale supercapacitor (electrical and electronic application) | 150–200 μm | SLM | Fe–Ni alloy | Well-arranged porous structure increases the specific surface area, which leads to a high specific capacitance of device | [209] |
| 3D-printed pure copper made for electromagnetic applications (electrical and electronic application) | 200 μm | LPBF | Copper | Electrical coil with various shapes and hollow centers is made and testing shows its potential to be used in electric motors, antenna and electromagnetic applications | [211] |
| Ion optics for electric propulsion (aerospace devices) | ~1 mm | SLM | Molybdenum, combinations of molybdenum and titanium | 3D-printed grids with sputtering erosion patterns are made and tested as electric propulsion parts | [226] |
| 3D-printed FGM turbine disk (aerospace devices) | ~1 mm | SLM | Spherical 316L stainless steel and Cu10Sn copper alloy | SLM fabricated 316L/Cu10Sn turbine that has higher hardness than conventional processes | [227] |
| SLM 3D-printed heat transfer devices (devices for other applications) | ~0.5 mm | SLM | Stainless steel, aluminum, Ti–6Al–4V, steel–nickel, Titanium, etc. | Customized 3D-printed heat transfer device for cooling applications | [228] |
| 3D-printed various lattice heat sinks device (aerospace devices) | 0.53 mm | SLM | Aluminum 6061 | 3D-printing process improved the efficiency of the heat sink. | [229] |
| 3D-printed various fin structures (aerospace devices) | 300 µm–1260 µm | SLM | Aluminum alloy (AlSi10Mg) | These 3D-printed fin structures are can be utilized in devices for efficient cooling | [230] |
| 3D-printer mesoscale flow reactors (aerospace devices) | 1 mm–2 mm | SLM | Stainless steel | Internal flow channel was demonstrated. | [231] |
| 3D-printed compact heat switch (aerospace devices) | 200 μm–500 μm | SLM | Ti–6Al–4V | Mesoscale hollow internal structures, operates at cryogenic temperature | [232] |
| 3D-printed high-temperature aerospace resistojet heat exchanger (aerospace devices) | 200 μm–800 μm | SLM | Stainless steel | Design, manufacture and characterization of a high-temperature resistojet for all-electric spacecraft | [233] |
| Manufacturing of glass with various shapes with micro/macro scale resolution (Biomedical, chemical, industrial, and mechanical applications) | ~0.5 mm | LPBF | Soda lime silica glass | High level of complexity of small-scale glass structures is 3D-printed opening possibilities for applications in chemistry, biomedical and decorative glass industries | [123] |
| Metallic implants based on laser and electron beam powder-based AM (biomedical application) | ~0.3 mm | SLM, EBM | 316L stainless steel, titanium-6aluminum–4vanadium and cobalt–chromium | EBM and SLM 3D printing enable mass customized implant at lower cost compared to conventional molding technique | [27] |
| Marine species tracking tag (biomedical application) | 1 mm | EBM | Titanium | A sharp tag with textured surface for easy penetration of marine species‘ skin for tracking purpose | [166] |
| 3D-printed disc biocompatibility test (biomedical application) | 2 mm | EBM | Ti–6Al–4V powder | Biocompatible disc for fibroblast cell culture | [182] |
| 3D-printed mesh for intercellular cell communication and osteoincorporation (biomedical application) | ~1 mm | EBM | Ti–6Al–4V powder | Biocompatible mesh for growth of mouse preosteoblast MC3T3-E1 subclone 4 cell line | [179] |
| 3D-printed anodized mesh structure (biomedical application) | ~0.5 mm | EBM | Ti–6Al–4V powder | Biocompatible mesh for growth of mouse preosteoblast MC3T3-E1 subclone 4 cell line | [183] |
| 3D-printed scaffold for cell culture (biomedical application) | 0.7 mm | EBM | Ti–6Al–4V powder | Biocompatible foamed structure for growth of mouse preosteoblast MC3T3-E1 subclone 4 cell line | [184] |
| 3D-printed scaffold for titanium implant (biomedical application) | 0.7 mm | EBM | Ti–6Al–4V powder | Biocompatible scaffold for osseointegration and angiogenesis testing | [185] |
| 3D-printed rough and porous dental implants (biomedical application) | 500 µm | EBM | Ti–6Al–4V | Dental implants facilities bone ingrowth and strengthens bone bonding | [180] |
| Repair of compressor blade (aerospace devices) | 0.6409 | PDMD | Inconel 718 | Compressor blade repairing using PDMD 3D-printing process | [222] |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chin, S.Y.; Dikshit, V.; Meera Priyadarshini, B.; Zhang, Y. Powder-Based 3D Printing for the Fabrication of Device with Micro and Mesoscale Features. Micromachines 2020, 11, 658. https://doi.org/10.3390/mi11070658
Chin SY, Dikshit V, Meera Priyadarshini B, Zhang Y. Powder-Based 3D Printing for the Fabrication of Device with Micro and Mesoscale Features. Micromachines. 2020; 11(7):658. https://doi.org/10.3390/mi11070658
Chicago/Turabian StyleChin, Seow Yong, Vishwesh Dikshit, Balasankar Meera Priyadarshini, and Yi Zhang. 2020. "Powder-Based 3D Printing for the Fabrication of Device with Micro and Mesoscale Features" Micromachines 11, no. 7: 658. https://doi.org/10.3390/mi11070658
APA StyleChin, S. Y., Dikshit, V., Meera Priyadarshini, B., & Zhang, Y. (2020). Powder-Based 3D Printing for the Fabrication of Device with Micro and Mesoscale Features. Micromachines, 11(7), 658. https://doi.org/10.3390/mi11070658