
Prediction of Surface Roughness in Gas-Solid Two-Phase Abrasive Flow Machining Based on Multivariate Linear Equation

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
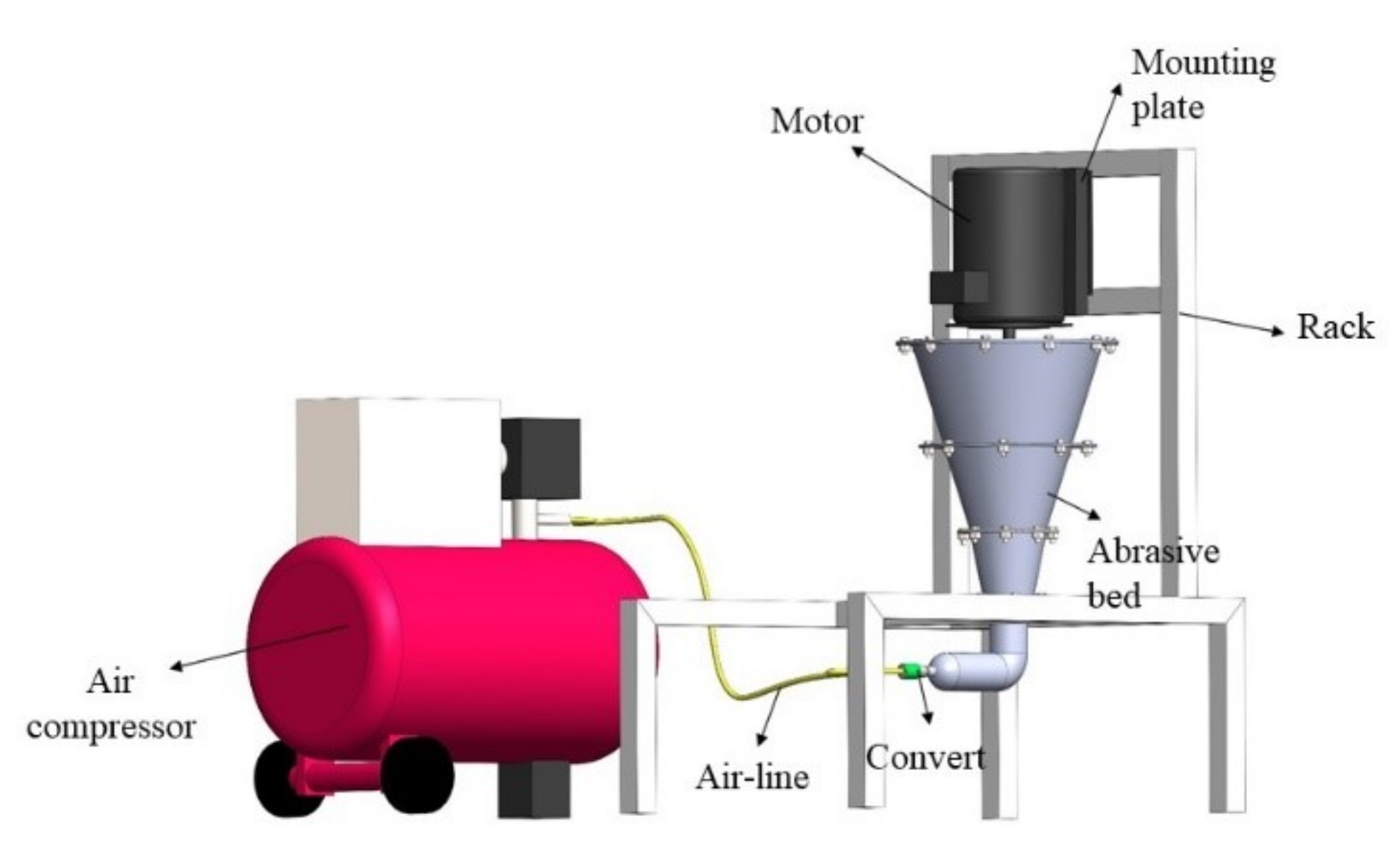
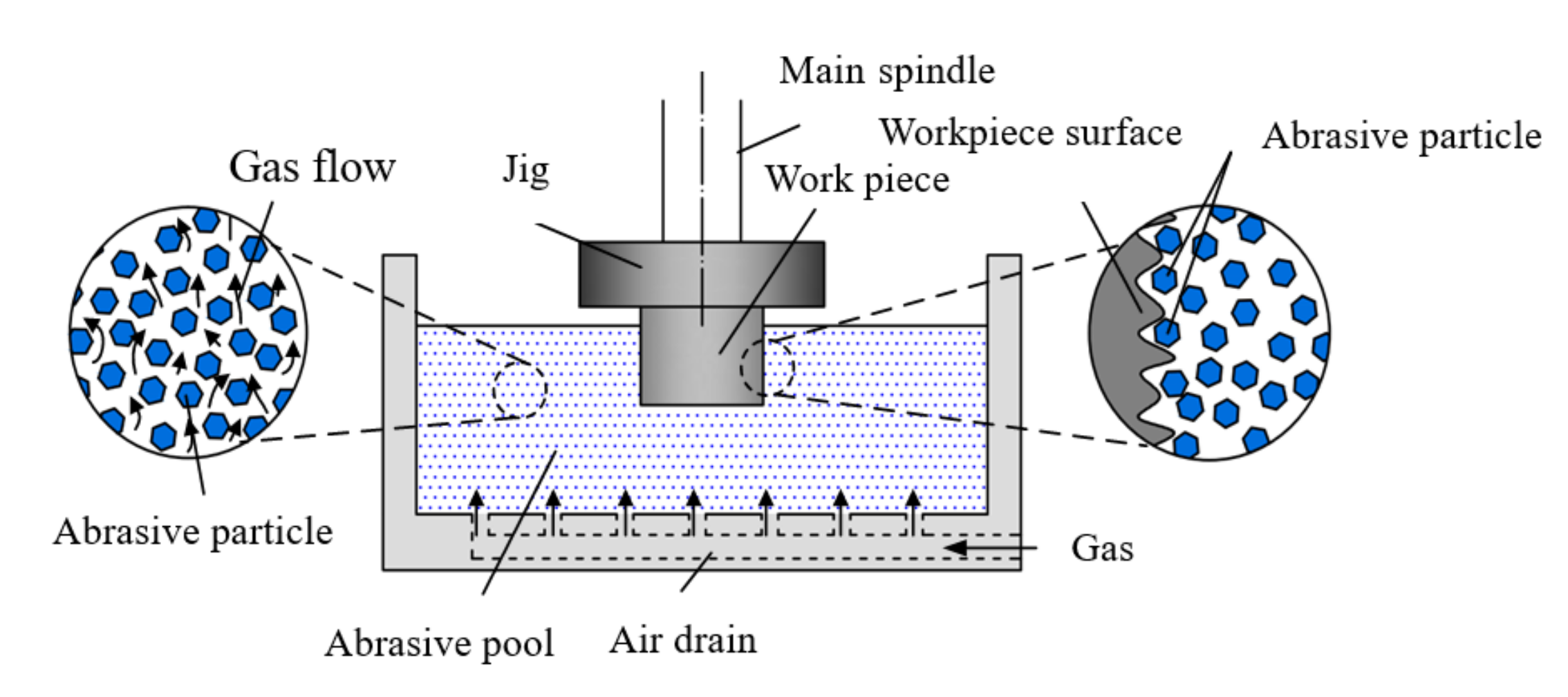
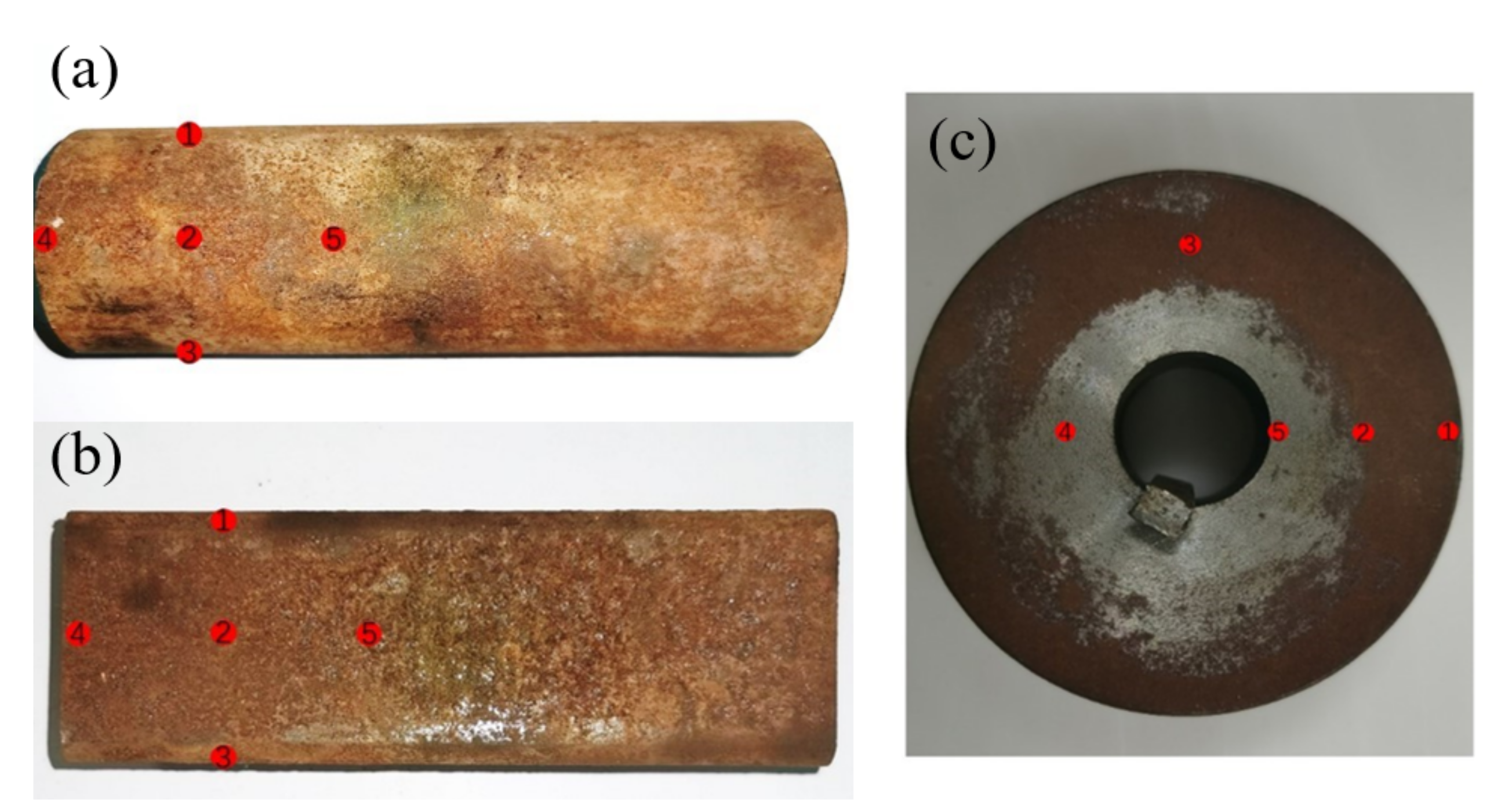
2.1. Description of the Test Device
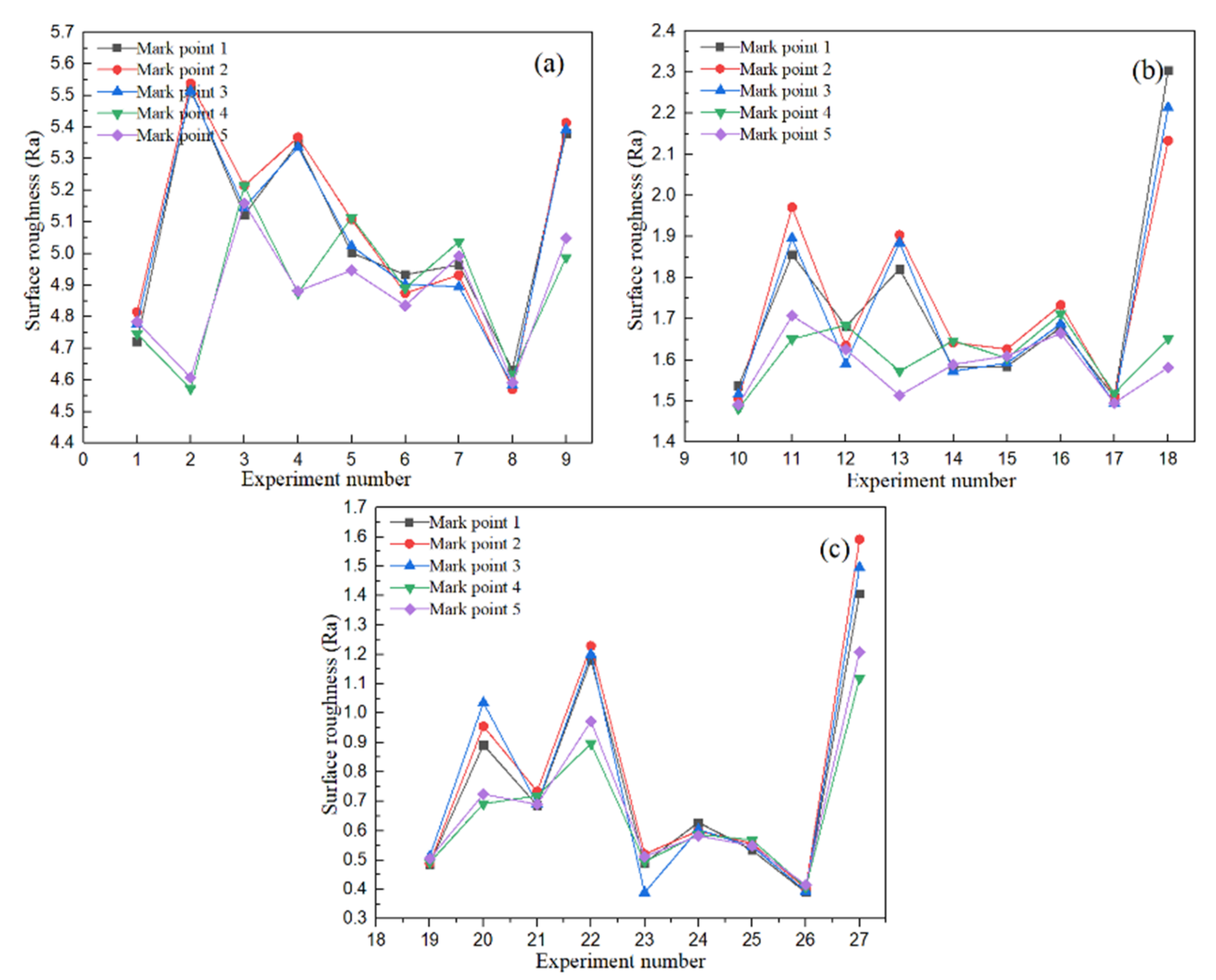
2.2. Analysis of Orthogonal Experiment Results
3. Roughness Prediction Model
3.1. Multiple Linear Regression Prediction Models
3.2. Significance Test of Prediction Model
3.3. Significance Test of the Prediction Model
4. Conclusions
- (1)
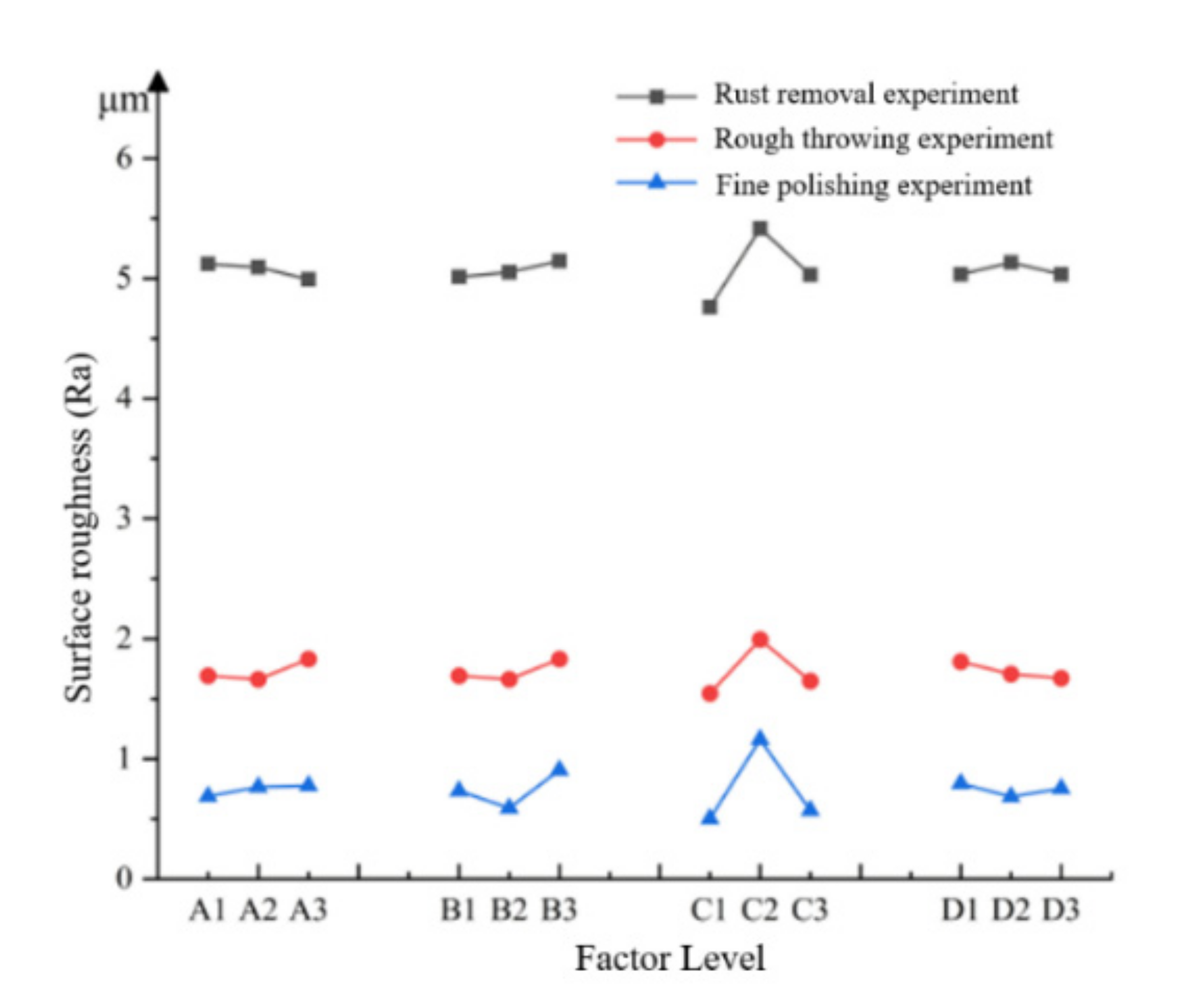
- The results of the orthogonal test show that the abrasive pool machining has the advantages of high machining efficiency and small surface loss, and the optimal machining parameter combination of A3B2C1D2 was obtained.
- (2)
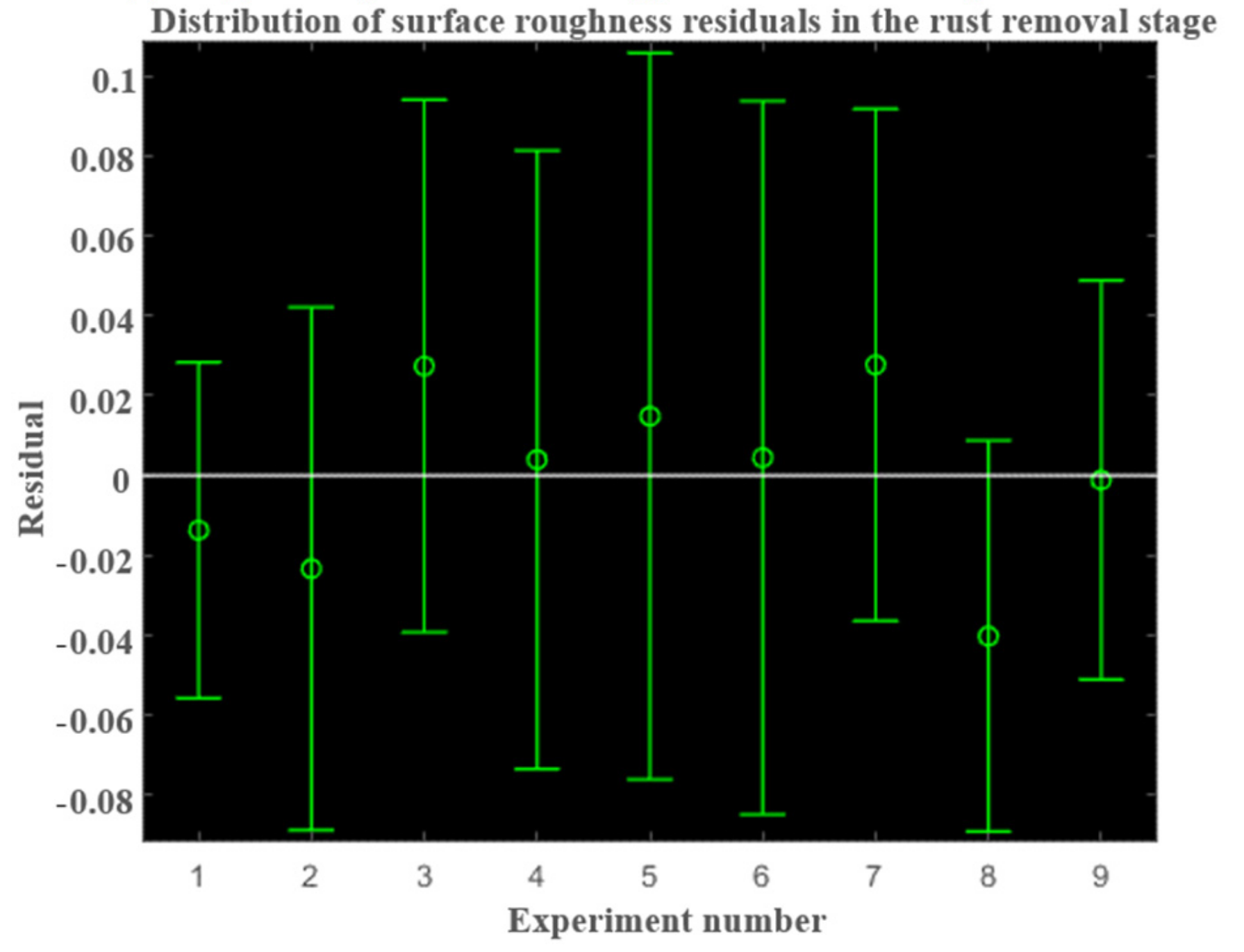
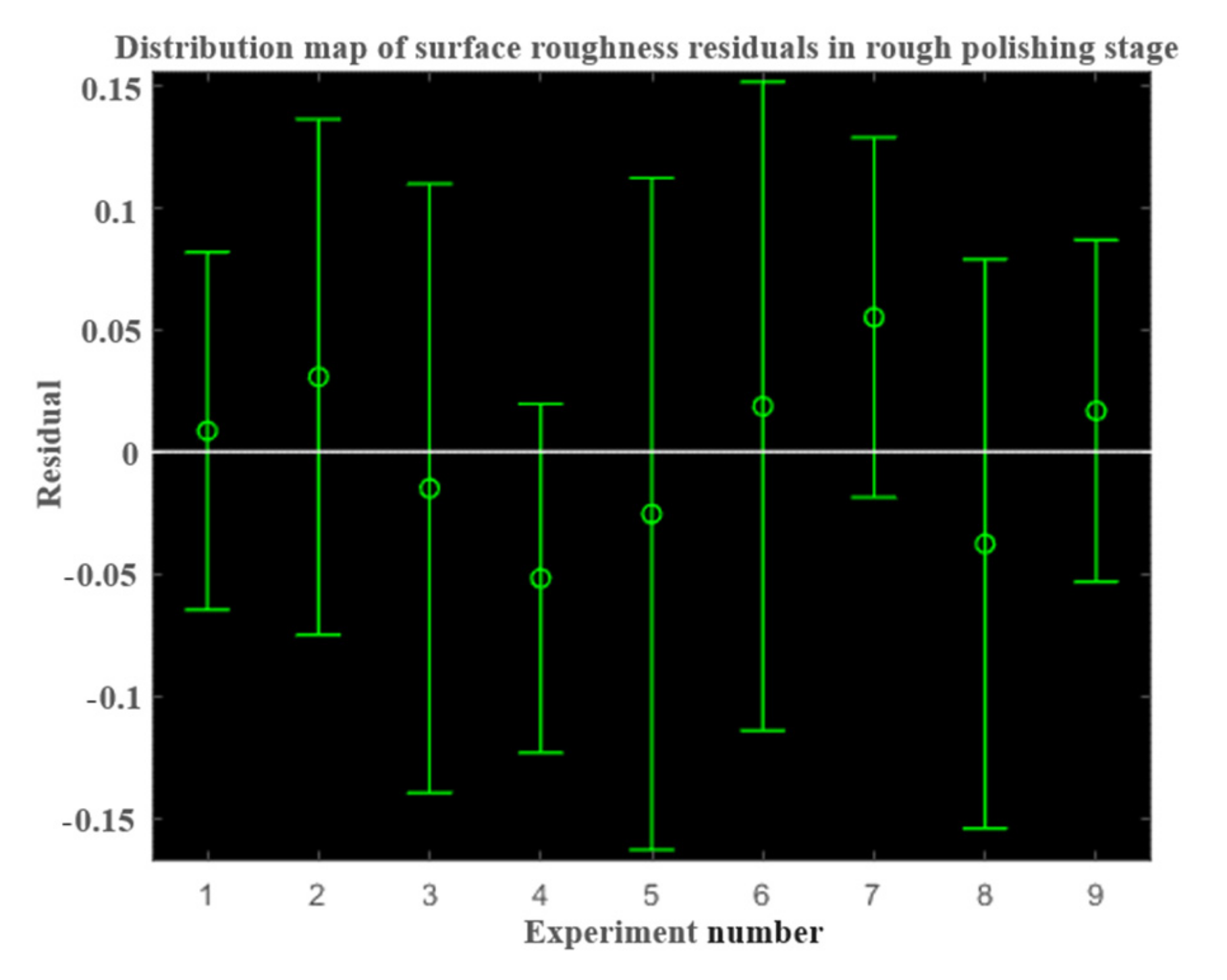
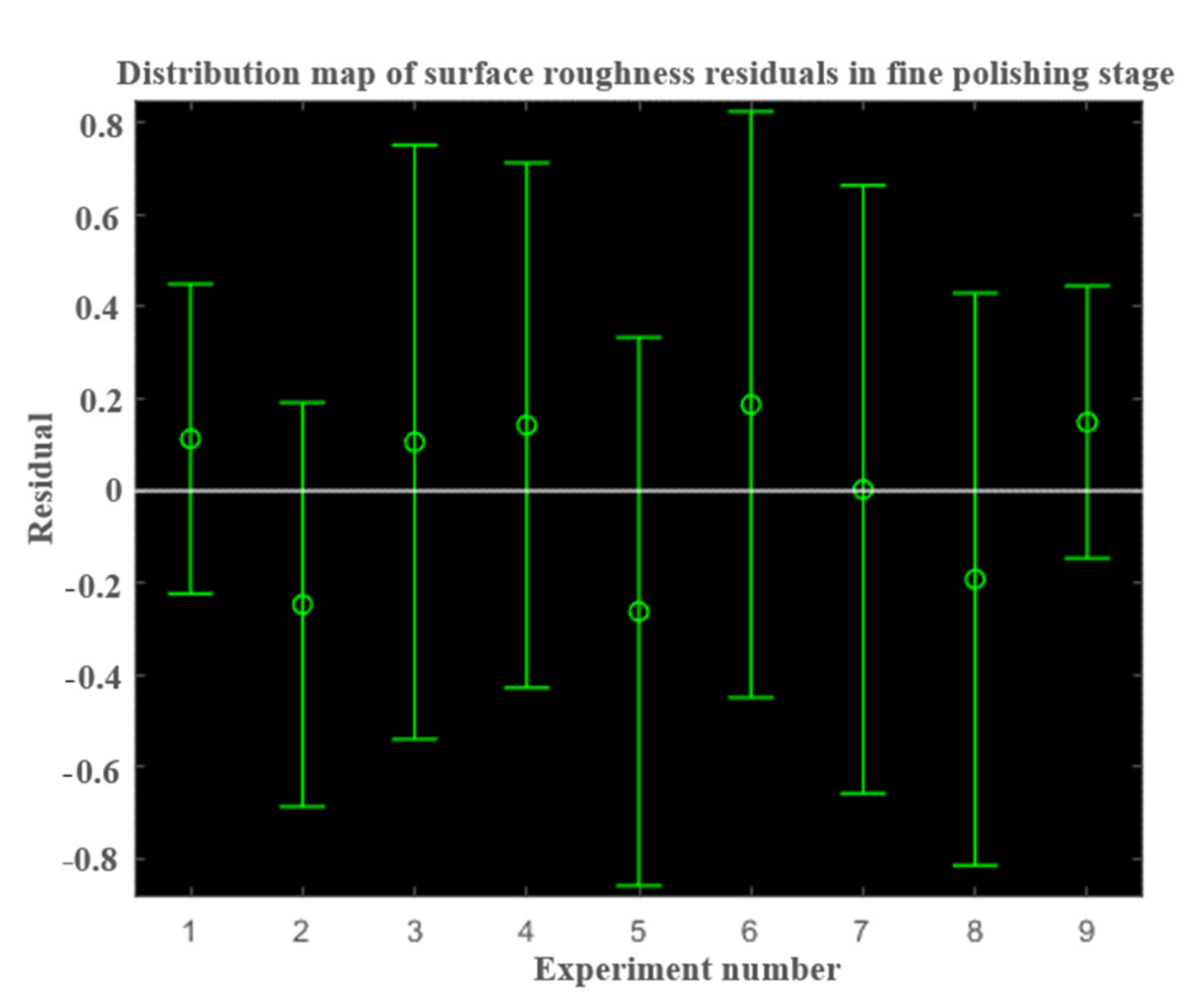
- The surface roughness prediction model of abrasive pool machining was obtained through multiple linear regression equations, residual analysis and significance analysis were carried out on the model, and MATLAB was used for solution analysis to determine the randomness and the randomness of the surface roughness prediction model.
- (3)
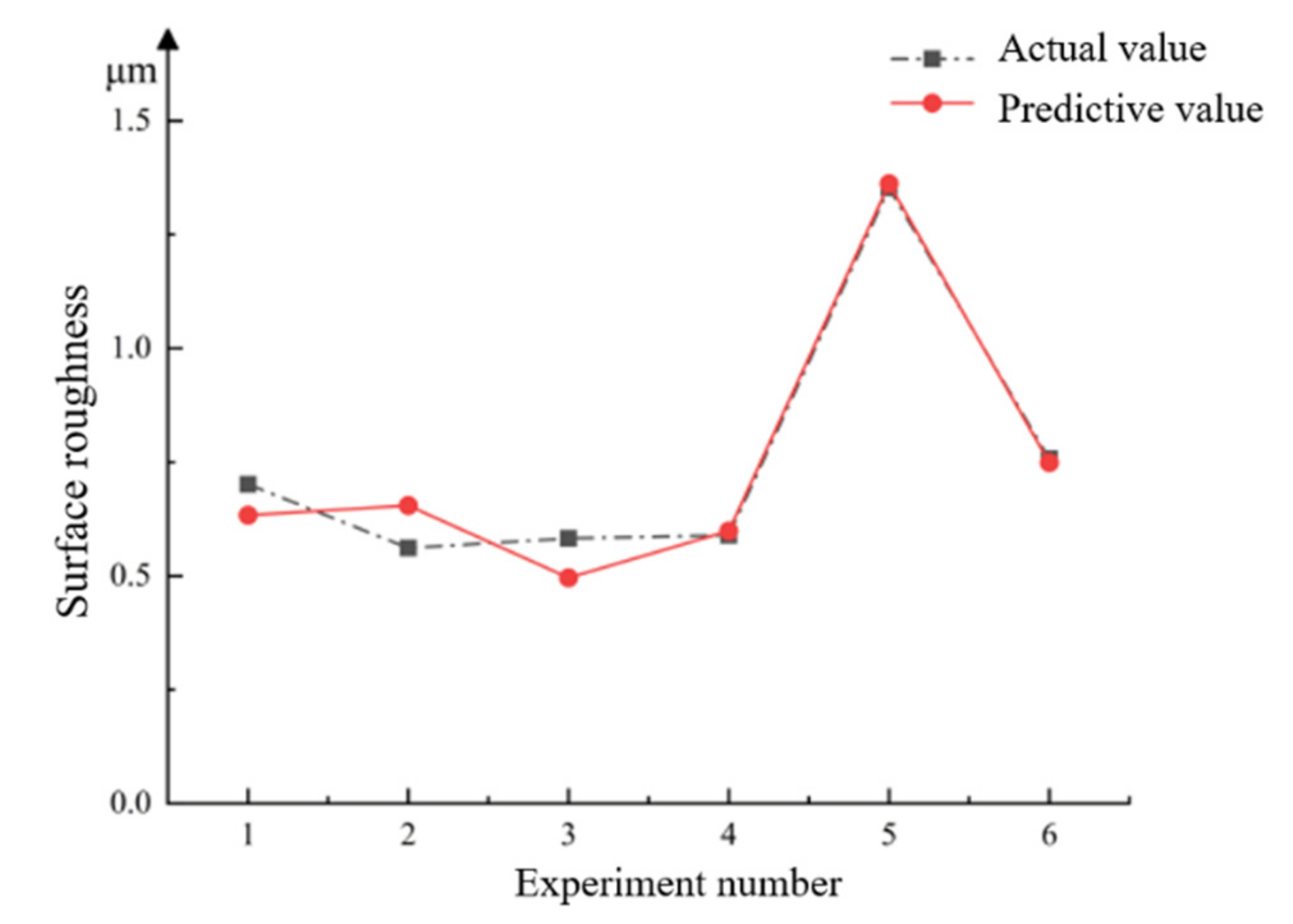
- The actual surface roughness was obtained through the experiment and compared with the predicted value of the model. As a result, the maximum value of the average error between the predicted value of the surface model and the actual value was 0.339 μm, and the minimum value was 0.008 μm. Predict surface roughness for abrasive pool machining.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Jiao, L.; Wu, Y.; Wang, X.; Guo, H.; Liang, Z. Fundamental performance of Magnetic Compound Fluid (MCF) wheel in the ultra-fine surface finishing of optical glass. Int. J. Mach. Tools Manuf. 2013, 75, 109–118. [Google Scholar] [CrossRef]
- Dixit, N.; Sharma, V.; Kumar, P. Research trends in abrasive flow machining: A systematic review. J. Manuf. Process. 2021, 64, 1434–1461. [Google Scholar] [CrossRef]
- Kenda, J.; Pusavec, F.; Kermouche, G.; Kopac, J. Surface integrity in abrasive flow machining of hardened tool steel AISI D2. Procedia Eng. 2011, 19, 172–177. [Google Scholar] [CrossRef]
- Li, J.Y.; Liu, W.N.; Yang, L.F.; Liu, B.; Zhao, L.; Li, Z. The development of nozzle micro-hole abrasive flow machining equipment. Appl. Mech. Mater. 2011, 44, 251–255. [Google Scholar] [CrossRef]
- Wang, A.C.; Chen, K.Y.; Cheng, K.C.; Chiu, H. Elucidating the Effects of Helical Passageways in Abrasive Flow Machining. Adv. Mater. Res. 2011, 264, 1862–1867. [Google Scholar] [CrossRef]
- Singh, S.; Shan, H.S.; Kumar, P. Experimental studies on mechanism of material removal in abrasive flow machining process. Mater. Manuf. Process. 2008, 23, 714–718. [Google Scholar] [CrossRef]
- Xie, W.B.; Zhang, K.H.; Zhang, S.W.; Xu, B. Research on Abrasive Flow Machining for the outer rotor of cycloidal pump. Key Eng. Mater. 2013, 546, 50–54. [Google Scholar] [CrossRef]
- Wang, A.C.; Weng, S.H. Developing the polymer abrasive gels in AFM processs. Mater. Process. Technol. 2007, 192–193, 486–490. [Google Scholar] [CrossRef]
- Barletta, M.; Rubino, G.; Valentini, P.P. Experimental investigation and modeling of fluidized bed assisted drag finishing according to the theory of localization of plastic deformation and energy absorption. Int. J. Adv. Manuf. Technol. 2015, 77, 2165–2180. [Google Scholar] [CrossRef]
- Loc, P.H.; Shiou, F.J.; Yu, Z.R.; Hsu, W.Y. Investigation of Optimal Air-Driving Fluid Jet Polishing Parameters for the Surface Finish of N-BK7 Optical Glass. J. Manuf. Sci. Eng. 2013, 135, 011015. [Google Scholar] [CrossRef]
- Boga, C.; Koroglu, T. Proper estimation of surface roughness using hybrid intelligence based on artificial neural network and genetic algorithm. J. Manuf. Process. 2021, 70, 560–569. [Google Scholar] [CrossRef]
- Ficko, M.; Begic-Hajdarevic, D.; Husic, M.C.; Berus, L.; Cekic, A.; Klancnik, S. Prediction of Surface Roughness of an Abrasive Water Jet Cut Using an Artificial Neural Network. Materials 2021, 14, 3108. [Google Scholar] [CrossRef] [PubMed]
- Spaic, O.; Krivokapic, Z.; Kramar, D. Development of family of artificial neural networks for the prediction of cutting tool condition. Adv. Prod. Eng. Manag. 2020, 15, 164–178. [Google Scholar] [CrossRef]
- Karabulut, S. Optimization of surface roughness and cutting force during AA7039/Al2O3 metal matrix composites milling using neural networks and Taguchi method. Measurement 2015, 66, 139–149. [Google Scholar] [CrossRef]
- Alajmi, M.S.; Almeshal, A.M. Prediction and Optimization of Surface Roughness in a Turning Process Using the ANFIS-QPSO Method. Materials 2020, 13, 2986. [Google Scholar] [CrossRef] [PubMed]
- Hribersek, M.; Berus, L.; Pusavec, F.; Klancnik, S. Empirical Modeling of Liquefied Nitrogen Cooling Impact during Machining Inconel 718. Appl. Sci. 2020, 10, 3603. [Google Scholar] [CrossRef]
- Radovanovic, M. Multi-Objective Optimization of Abrasive Water Jet Cutting Using MOGA. Procedia Manuf. 2020, 47, 781–787. [Google Scholar] [CrossRef]
- Liu, D.; Huang, C.Z.; Wang, J.; Zhu, H.T.; Yao, P.; Liu, Z.W. Modeling and optimization of operating parameters for abrasive waterjet turning alumina ceramics using response surface methodology combined with Box-Behnken design. Ceram. Int. 2014, 40, 7899–7908. [Google Scholar] [CrossRef]
- Jain, R.K.; Jain, V.K. Stochastic simulation of active grain density in abrasive flow machining. J. Mater. Process. Technol. 2004, 152, 17–22. [Google Scholar] [CrossRef]
- Liu, C.S.; Xu, W.J.; Niu, T.H.; Chen, Y.T. Roughness evolution of constrained surface based on crystal plasticity finite element model and coupled Eulerian-Lagrangian method. Comp. Mater. Sci. 2022, 201, 110900. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Yield Strength /MPa | Hardness /HB | Melting Point/°C | C/% | Mn/% | Si/% | S/% |
|---|---|---|---|---|---|---|---|
| Q235 | 235 | 165 | 1600 | 0.12–0.20 | 0.3–0.65 | 0.3 | 0.05 |
| Material | Hardness | Shape | Density (Bulk) g/cm3 |
|---|---|---|---|
| Al2O3 | 9.0 | spherical/irregular | 1.53–1.99 |
| Processing Parameters | ||||
|---|---|---|---|---|
| Workpiece Shape | Gas-solid Two-Phase Flow | Abrasive Shape | Spindle Speed/rpm | |
| 1 | round tube | bulk fluidized bed | spherical | 600 |
| 2 | square tube | turbulent fluidized bed | irregular | 900 |
| 3 | cylinder | spouted fluidized bed | / | 1200 |
| Experiment Number | Factors | |||
|---|---|---|---|---|
| Spindle Speed/rpm | Gas-Solid Two-Phase Flow | Workpiece Shape | Abrasive Shape | |
| 1 | 600 | 2000 | 1/3 | 1 |
| 2 | 600 | 4000 | 4/3 | 2 |
| 3 | 600 | 6000 | 1/2 | 2 |
| 4 | 900 | 2000 | 4/3 | 2 |
| 5 | 900 | 4000 | 1/2 | 1 |
| 6 | 900 | 6000 | 1/3 | 2 |
| 7 | 1200 | 2000 | 1/2 | 2 |
| 8 | 1200 | 4000 | 1/3 | 2 |
| 9 | 1200 | 6000 | 4/3 | 1 |
| Spindle Speed (A) | Gas-Solid Two-Phase Flow (B) | Workpiece Shape (C) | Abrasive Shape(D) | |
|---|---|---|---|---|
| K1 | 15.336 | 15.036 | 14.288 | 15.105 |
| K2 | 15.248 | 15.156 | 16.251 | 15.419 |
| K3 | 14.979 | 15.437 | 15.09 | 15.105 |
| K4 | 5.0754 | 5.0377 | 4.6318 | 5.4249 |
| K5 | 4.9896 | 4.9491 | 5.9825 | 5.1204 |
| K6 | 5.4938 | 5.572 | 4.9445 | 5.0135 |
| K7 | 2.0646 | 2.2013 | 1.4946 | 2.3848 |
| K8 | 2.2904 | 1.7729 | 3.482 | 2.0438 |
| K9 | 2.332 | 2.7128 | 1.7104 | 2.2584 |
| k1 | 5.122 | 5.012 | 4.763 | 5.035 |
| k2 | 5.095 | 5.052 | 5.417 | 5.140 |
| k3 | 4.933 | 5.146 | 5.03 | 5.035 |
| k4 | 1.6918 | 1.6792 | 1.5439 | 1.8083 |
| k5 | 1.6632 | 1.6497 | 1.9941 | 1.7068 |
| k6 | 1.8312 | 1.8573 | 1.6481 | 1.6711 |
| k7 | 0.6882 | 0.7337 | 0.4982 | 0.7949 |
| k8 | 0.7634 | 0.5909 | 1.1606 | 0.6812 |
| k9 | 0.7773 | 0.9042 | 0.5701 | 0.7528 |
| R1 | 0.387 | 0.401 | 1.963 | 0.314 |
| R2 | 0.4184 | 0.6229 | 1.3507 | 0.3045 |
| R3 | 0.2672 | 0.9397 | 1.9872 | 0.3408 |
| The biggest influencing factor in the rust removal stage | C | B | A | D |
| The biggest influencing factor in rough throwing stage | C | B | A | D |
| The biggest influencing factor in the polishing stage | C | B | D | A |
| Rust removal experiment | Rough throwing experiment | Fine polishing experiment | / | |
| The best combination of processing quality | A3B2C1D2 | A3B2C1D2 | A3B2C1D2 | / |
| Marked Point | 1 | 2 | 3 | 4 | 5 | |
|---|---|---|---|---|---|---|
| Rust removal experiment | Influence level | CBAD | CABD | CABD | CBAD | CBAD |
| Optimal combination | A3B1C1D2 | A3B2C1D2 | A1B1C1D1 | A1B2C2D2 | A3B2C1D2 | |
| Rough throwing experiment | Influence level | CBAD | CDBA | CADB | CBAD | CBAD |
| Optimal combination | A2B2C1D3 | A1B1C1D1 | A3B2C1D2 | A1B1C1D1 | A1B1C1D1 | |
| Fine polishing experiment | Influence level | CBAD | CBAD | CBDA | CBAD | CBAD |
| Optimal combination | A1B2C1D2 | A3B2C1D2 | A2B2C2D1 | A3B2C1D2 | A3B2C1D2 | |
| Factors | Level 1 | Level 2 | Level 3 |
|---|---|---|---|
| A | 5 | 1 | 9 |
| B | 4 | 11 | 0 |
| C | 13 | 2 | 0 |
| D | 5 | 10 | 0 |
| Regression Coefficients | b1 | b2 | b3 | b4 |
|---|---|---|---|---|
| Derusting stage T value | 3.42 | 4.28 | 3.46 | 6.84 |
| Rough throwing stage T value | 5.68 | −3.51 | 9.67 | −4.85 |
| Experiment Number | Experimental Parameters | |||
|---|---|---|---|---|
| A | B | C | D | |
| 1 | 600 | 6000 | 1/2 | 2 |
| 2 | 900 | 4000 | 1/2 | 1 |
| 3 | 900 | 6000 | 1/3 | 2 |
| 4 | 1200 | 2000 | 1/2 | 2 |
| 5 | 1200 | 6000 | 4/3 | 1 |
| Experiment | Measured Value | Predictive Value | Difference | Error Ratio |
|---|---|---|---|---|
| 1 | 0.7013 | 0.6333 | 0.068 | 9% |
| 2 | 0.5912 | 0.6545 | −0.0633 | 10% |
| 3 | 0.5525 | 0.4961 | 0.0664 | 11% |
| 4 | 0.5895 | 0.5989 | −0.0094 | 1.5% |
| 5 | 1.3521 | 1.3616 | −0.0095 | 0.7% |
| R | 0.75732 | 0.74888 | 0.00844 | 6.44% |
| Experiment | Measured Value | Predictive Value | Difference | Error Ratio |
|---|---|---|---|---|
| 1 | 5.135 | 5.063 | 0.072 | 1.4% |
| 2 | 5.036 | 4.967 | 0.069 | 1.3% |
| 3 | 4.87 | 4.8 | 0.07 | 1.4% |
| 4 | 4.955 | 4.833 | 0.122 | 2.4% |
| 5 | 5.365 | 5.256 | 0.109 | 2% |
| 6 | 1.645 | 1.658 | 0.013 | 0.7% |
| 7 | 1.987 | 1.648 | 0.339 | 17% |
| 8 | 1.612 | 1.574 | 0.038 | 2.3% |
| 9 | 1.693 | 1.605 | 0.088 | 2.1% |
| 10 | 2.115 | 1.944 | 0.171 | 8.0% |
| R1 | 5.0736 | 4.9978 | −0.0758 | 1.4% |
| R2 | 1.8104 | 1.6858 | −0.1246 | 6.8% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, W.; Yuan, W.; Yu, J.; Guo, Q.; Chen, S.; Yang, X.; Cong, J. Prediction of Surface Roughness in Gas-Solid Two-Phase Abrasive Flow Machining Based on Multivariate Linear Equation. Micromachines 2022, 13, 1649. https://doi.org/10.3390/mi13101649
Wang W, Yuan W, Yu J, Guo Q, Chen S, Yang X, Cong J. Prediction of Surface Roughness in Gas-Solid Two-Phase Abrasive Flow Machining Based on Multivariate Linear Equation. Micromachines. 2022; 13(10):1649. https://doi.org/10.3390/mi13101649
Chicago/Turabian StyleWang, Wenhua, Wei Yuan, Jie Yu, Qianjian Guo, Shutong Chen, Xianhai Yang, and Jianchen Cong. 2022. "Prediction of Surface Roughness in Gas-Solid Two-Phase Abrasive Flow Machining Based on Multivariate Linear Equation" Micromachines 13, no. 10: 1649. https://doi.org/10.3390/mi13101649
APA StyleWang, W., Yuan, W., Yu, J., Guo, Q., Chen, S., Yang, X., & Cong, J. (2022). Prediction of Surface Roughness in Gas-Solid Two-Phase Abrasive Flow Machining Based on Multivariate Linear Equation. Micromachines, 13(10), 1649. https://doi.org/10.3390/mi13101649